文章编号:1004-0609(2007)06-0885-05
模锻成形过程中金属变形流动的测试方法
李 峰,何祝斌,苑世剑
(哈尔滨工业大学 材料科学与工程学院,哈尔滨 150001)
摘 要:利用此方法对叶轮锻件成形过程中两个典型截面上4条流线及其轴向应变进行了测量分析,并定量给出该复杂锻件成形过程中变形及应变分布规律。因而该方法是测试模锻成形过程中金属塑性变形流动较为有效的实验手段。
关键词:模锻;塑性变形;应变分布
中图分类号:TG 306 文献标识码:A
New method to measure metal flow during die forging
LI Feng, HE Zhu-bin, YUAN Shi-jian
(School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: A new method named lantern rings screw thread method, was put forward in order to solve the difficulties in measuring the strain and streamlines distribution during die forging of complex components. This method can not only measure but also analyze quantitatively the deformation of die forging without substituted material. The strain distribution can be obtained, when using the method to analyze the axial strain and the four streamlines of two typical sections during the deformation of a compressor impeller. So it can be used as a reliable experimental method to examine the strain distribution during die forging.
Key words: die forge; plastic deformation; strain distribution
随着国内外宇航工业的蓬勃发展,精密模锻、等温模锻等高效成形技术不断涌现并得到迅速发展[1?5]。但模锻成形过程是一个极复杂的大塑性变形过程,影响其成形过程的因素也较多,且由于金属是在密闭的模腔内成形,因此,成形过程中金属的变形流动难以精确控制与测量。如能通过实验方法对变形体内应变分布及金属变形流线进行测定,可为复杂锻件精确塑性成形的变形流动控制和工艺设计提供理论依据。
目前测试金属塑性成形过程的实验方法主要有坐标网格法、密栅云纹法及塑性泥叠层法等[6?8]。其中,坐标网格法是研究金属塑性变形分布应用最广泛的一种方法,但主要用于管料、板料等平面变形的测量及分析[9?11],对于体积及高温变形等特殊情况,存在难以找到易于黏结又便于打开带网格试样等问题;尽管密栅云纹法的测量精度相对较高,但其对栅板密度和分辨率的要求都很高,且乳剂薄膜只能承受30%左右的变形量,使其最大测量范围受到限制[12];在实验室条件下,可利用塑性泥、有机玻璃等[13?16]模拟材料对高温条件下难变形材料的成形过程进行模拟,受不同材料相似性的影响,针对一般问题仅能作定性分析。
针对以上不足,本文作者提出一种能测试模锻成形过程中应变及变形分布的实验方法,称为套环螺纹法。此方法不用替代材料即可实现对原有材料成形过程的测定,并可作为其定量分析的依据。在对该方法测试机理深入研究的基础上,以铝合金压气机叶轮件等温模锻过程为例进行了实验研究。
1 套环螺纹法的原理
套环螺纹法就是利用带螺纹的环套组合起来制备成形所需的坯料,变形后根据螺纹间距的变化进行测量分析,如图1所示。根据测量要求的不同,也可适当加入不同数量及直径带螺纹的套环,以利于螺纹线所处位置与测量部位重合。坯料包括基体、螺纹环和螺柱三部分,各部分都可用原始材料制备。其中,基体的内侧面、螺纹环的内外侧面及螺柱的内侧面均须攻尺寸相同的螺纹,以便于其间能够紧密配合。
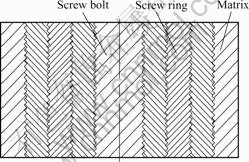
图1 套环螺纹法测试原理示意图
Fig.1 Schematic of lantern ring screw thread method
图2所示为变形后坯料上的一段螺纹线,成形试件经切割及打磨后,利用显微镜即可观察并记录螺纹线的变化趋势,然后通过不同螺纹线上螺距变化进而计算出应变分布。为了便于计算实验中螺纹线上的应变分布,令四边形ABCD区域为应变微元体,AB、BC、CD三段连线中点分别为 、
、 、
、 ,则四边形的中心点的轴、径向应变可按下式进行计算:
,则四边形的中心点的轴、径向应变可按下式进行计算:
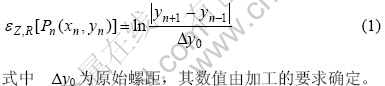

图2 螺纹线上的应变测量
Fig.2 Strain infinitesimal of screw lines
2 实验方案
2.1 零件及模具结构
压气机叶轮是航空结构中一个重要的传动部件,由于其在工作中要承受较大的扭矩载荷,如图3(a)所示。该件的复杂形状和高性能要求决定了其成形难度较大,目前常用等温模锻技术进行成形。为了便于对其成形过程中金属的变形流动行为进行研究,采用等比例缩小建模的方式进行实验,零件及实验模具结构如图3所示。
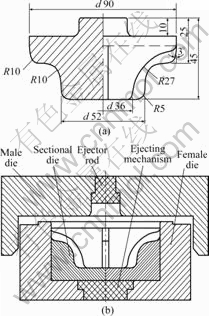
图3 零件及实验模具结构图
Fig.3 Schematic diagram of billet and die geometry: (a) Parts size (mm); (b) Die structure
该件有4条筋,且最高部位又在锻件边部。为便于成形后锻件脱模方便,根据该件的结构特点,芯模由4块组成,沿筋部宽度的中心线分模,外面由凹模套固定。
2.2 实验材料及方案
实验材料为LY12硬铝合金,成形速度为2 mm/s,成形温度为435 ℃,润滑剂为水基石墨。采用外径和高分别为60 mm和50 mm的圆柱形坯料进行实验,原始螺距为Δy0=1.0 mm。尽管带螺纹套环的数量越多可以测得更多部位的变形情况,但是这将明显使加工难度加大,且对坯料的整体性有较大影响。综合考虑加工难易及测量部位等各种因素的影响,本实验坯料选用三层套环的结构形式。
由于螺纹环是以嵌入的形式与基体连接,因此,该方法也适用于几何外形较复杂的坯料。但在成形温度较高时,铝合金会因变粘而使螺纹环间界面发生焊合而无法测量,所以,实验前需采用阳极氧化的方法对螺纹表面进行处理,以防止发生焊合。
3 分析与讨论
3.1 成形样件分析
图4所示为成形前后样件的俯视图。对比成形前后样件表面上螺纹线位置的分布可以看出,即使是在高温且复杂的型腔内成形,外轮廓面上螺纹线的位置依然清晰可见,且从螺纹线位置的变化可以看出,成形后锻件表面处金属的变形流动趋势。
图4 成形前后螺纹线位置分布
Fig.4 Screw thread distribution before (a) and after deformation (b)
经检测可知,成形后的叶轮件筋部充填良好,且其尺寸精度和组织性能均符合设计要求。
3.2 金属变形流动行为研究
为了深入研究坯料内部螺纹线的变化分布情况,将成形后的工件沿中心轴线切割成几块,其剖切面分别为A?A及B?B两个面,位置如图4(b)所示,进而可实现对筋部及主体部位螺纹线变化趋势的测量分析。首先取其中一块对其截面进行仔细打磨后,将其放在显微镜下观察,即可看到坯料子午面上不同位置的螺纹线分布,部分螺纹线的放大照片如图5所示。
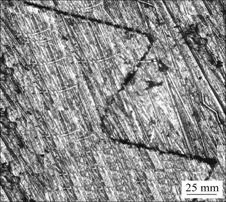
图5 变形后螺纹线的形貌
Fig.5 Appearance of screw line
由图可以看出,尽管坯料在复杂型腔内发生了较剧烈的塑性变形,但利用显微镜仍可观察到剖面上螺纹线的分布,进而可以测定螺纹线上各顶点的坐标。由于螺距相对较小,且变形较复杂,可以假设相邻螺纹顶点间的螺纹线在变形前后均为直线,将测量得到的螺齿顶点按顺序连接起来,即可得到变形后断面上螺纹线的分布,结果如图6所示。
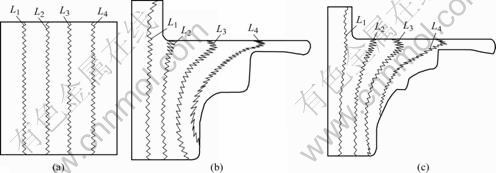
图6 构件变形后的螺纹线分布
Fig.6 Distributions of screw lines after deformation: (a) Billet; (b) A?A section; (c) B?B section
成形前坯料剖面上螺纹线的分布如图6(a)所示。经过模锻变形后,螺纹线的分布形式发生了显著改变。沿A?A截面(筋部)上螺纹线的分布如图6(b)所示,由图上螺纹线的变形趋势可以看出,螺纹线L1、L2两处金属沿径向向内流动,且从螺纹线L1沿轴向呈伸长趋势可知,该处金属同时沿轴向也发生了显著地变形流动。在成形过程中,螺纹线L3、L4处靠近上模处的金属则明显向外流动,因此,螺纹线L2、L3间的金属必然产生流动分界面。且当金属完全充满筋部后,螺纹线L3、L4处靠近上模的金属显著向外流动进而形成飞边的趋势。
B?B截面(构件主体部位)上螺纹线的分布如图6(c)所示。由图可知,仅在螺纹线L1处金属有沿径向向内流动的趋势,其余螺纹线处金属均沿径向外流动。与筋部螺纹线的变化分布对比可知,螺纹线L4处金属在充满模腔后,大量多余金属沿径向流出进而形成飞边。
且由螺纹线间距的变化趋势可以看出,螺纹线L1处金属沿轴向发生了明显流动,进而使轴径处型腔充填完好。与A?A截面相比,螺纹线L4的间距显著地减小,因此可知该处金属沿轴向向上也产生了显著的变形流动,进一步说明主体部位较筋部型腔容易充填,因而此处在成形完毕后,向外流动形成飞边的金属较多。
3.3 典型部位应变分布的测定
利用式(1)计算可分别得到2个截面上不同螺纹线处相应部位各点的轴向(εZ)、径向(εR)应变数值,测试结果如图7所示。
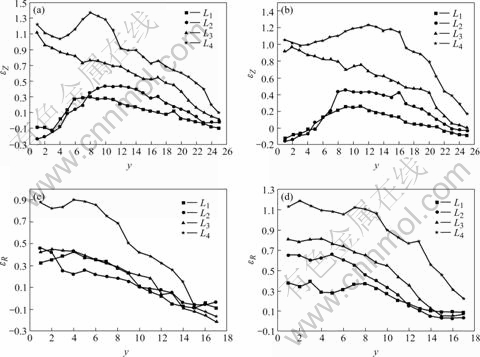
图7 轴向和径向应变的实验测试结果
Fig.7 Experimental measurement results of axial (a) and radial strain (b)
由图7(a)可以看出,两个截面上螺纹线L1、L2和L3处轴向应变的变化分布趋势比较接近,仅在螺纹线L4处轴向应变的分布差异较大。其中,A?A截面上该处的轴向应变峰值出现在靠近上模端面的部位,随后逐渐呈减小趋势分布,而B?B截面上螺纹线L4处的轴向应变呈先增大后减小的趋势分布。
不同截面上螺纹线处各点径向应变的变化分布如图7(b)所示,由图可以看出,两个截面上螺纹线处各点径向应变的数值均是呈逐渐减小的趋势分布。且从两个截面上不同螺纹线处数值的对比可知,除螺纹线L1处的径向应变数值分布较为接近外,其余螺纹线处,B?B截面上测得的数值均高于A?A截面上的相应部位,因此可知,成形过程中主体部位螺纹线L2、L3和L4处金属较筋部相应部位易于被挤出成形。
4 结论
1) 套环螺纹法是一种研究三维复杂构件成形过程中密闭型腔内金属塑性变形流动行为及应变分布的实验测试新方法。
2) 该方法的显著特点是不用替代材料即可实现对复杂构件模锻成形过程的流线分布和塑性应变数值的测量,进而可得出成形过程中金属的变形流动规律。
3) 以铝合金压气机叶轮件的模锻成形为例进行了验证分析,通过实验测试方法给出该复杂构件模锻分流线位置(区域)和应变分布规律,并且可以进一步应用于其他复杂构件成形过程的测试研究。
REFERENCES
[1] Dean T A. The net-shape forming of gears[J]. Mater Des, 2000, 21(4): 271?278.
[2] Shen G S, Furrer D. Manufacturing of aerospace forgings[J]. J Mater Process Technol, 2000, 98(1): 189?195.
[3] Bewlay B P, Gigliotti M F X, et al. Net-shape manufacturing of aircraft engine disks by roll forming and hot die forging[J]. J Mater Process Technol, 2003, 135(2): 324?329.
[4] Zhou Y G, Zeng W D, Yu H Q. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components[J]. Mater Sci Eng A, 2005, A393(1): 204?212.
[5] Yang H, Zhan M, Liu Y L, Xian F J, Sun Z C, Lin Y, Zhang X G. Some advanced plastic processing technologies and their numerical simulation[J]. J Mater Process Technol, 2004, 151(1/3): 63?69.
[6] 林治平,谢水生,程 军. 金属塑性变形的实验方法[M]. 北京:冶金工业出版社, 2002: 2?3.
LIN Zhi-ping, XIE Shui-sheng, CHENG Jun. Experimental method of plastic deformation for metals[M]. Beijing: Metallurgical Industry Press, 2002: 2?3.
[7] Tuncer C, Dean T A. A new pin design for pressure measurement in metal forming processes[J]. Inter J Machi Tool Manu, 1987, 27(3): 235?331.
[8] HUANG Zhao-hui, FU Pei-fu. Solution to the bulging problem in the open-die cold extrusion of a spline shaft and relevant photoplastic theoretical study[J]. J Mater Process Technol, 2001, 114(3): 185?188.
[9] 吴建军,王所紧. 基于数码相机的板料应变测量系统研究[J]. 锻压技术,2006, 31(4): 14?17.
WU Jian-jun, WANG Suo-jin. Study of strain measuring system for sheet metal forming based on digital camera[J]. Forging & Stamping Technology, 2006, 31(4): 14?17.
[10] 苑世剑,李 峰,刘 钢. 不同摩擦挤压过程中金属流动行为的变形分区研究[J]. 金属学报, 2007, 43(2): 199?204.
YUAN Shi-jian, LI Feng, LIU Gang. Research of metal flow during extrusion process under different friction conditions by deforming area division[J]. Acta Metallurgica Sinica, 2007, 43(2): 199?204.
[11] 李 峰,苑世剑,刘 钢. 带内锥冲头挤压过程中金属变形流动行为研究[J]. 航空材料学报,2006, 26(3): 64?68.
LI Feng, YUAN Shi-jian, LIU Gang. Study of the metal flow behavior during extruding with inner cone punch[J]. Journal of Aeronautical Materials, 2006, 26(3): 83?87.
[12] 马庆贤,谢 冰,曹起骧. 云纹有限元法数值模拟技术探讨[J]. 塑性工程学报,1995, 2(4): 18?22.
MA Qing-xian, XIE Bing, Cao Qi-xiang. Inquire into modeling technique of moire and finite element method[J]. Journal of Plasticity Engineering, 1995, 2(4): 18?22.
[13] Zhou M, Wang X J, Ngoi B K A, Gan J G K. Brittle-ductile transition in the diamond cutting of glasses with the aid of ultrasonic vibration[J]. J Mater Process Technol, 2002, 121(2/3): 243?251.
[14] Robinson T, Ou H, Armstrong C G. Study on ring compression test using physical modeling and FEM simulation[J]. J Mater Process Technol, 2004, 153/154: 54?59.
[15] Pertence A E M, Cetlin P R. Analysis of a new model material for the physical simulation of metal forming[J]. J Mater Process Technol, 1998, 84(1/3): 261?267.
[16] Abhijit D, Rao A. Venugopal. Simulation of isothermal forging of compressor disc by combined numerical and physical modelling techniques[J]. J Mater Process Technol, 1997, 72(3): 392?395.
基金项目:国家重点基础研究计划资助项目(5131903ZT2)
收稿日期:2006-12-26;修订日期:2007-03-24
通讯作者:李 峰,博士研究生; 电话:13199563940;E-mail:hitlif@126.com
(编辑 陈爱华)

