文章编号:1004-0609(2013)08-2251-08
修复损伤叶片熔覆涂层热腐蚀行为
胡 滨1,胡芳友1,管仁国2,黄旭仁1
(1. 海军航空工程学院 青岛校区,青岛 266041;
2. 东北大学 材料与冶金学院,沈阳 110004)
摘 要:为研究激光熔覆技术修复某定向凝固航空叶片,采用Nd:YAG脉冲激光器在定向凝固DZ22基体表面熔覆两种自配镍基合金粉末,研究基体和熔覆层在1 000 ℃高温环境中涂覆Na2SO4(质量分数,75%)+NaCl(质量分数,25%)混合盐饱和水溶液的热腐蚀行为。结果表明:基体单位面积质量的变化量明显高于熔覆层腐蚀试样单位面积质量的变化量;在高温腐蚀开始阶段,腐蚀速度较快;达到一定时间后,腐蚀变缓,速率保持恒定;熔覆层的抗高温腐蚀性能优于基体材料的抗高温腐蚀性能;基体表面氧化物包括Al2O3、Cr2O3、TiO2和WO2等;粉末D熔覆层的抗高温腐蚀能力优于粉末A熔覆层的;氧化层结构复杂,由氧化物、碳化物和氯化物混合生成;熔覆层表面析出相含有Hf,以碳化物的形式析出;熔覆粉末在熔凝过程中和基体材料之间存在着熔质对流,使得熔覆层与基体形成良好的冶金结合。
关键词:热腐蚀;激光熔覆;叶片;定向凝固;显微组织
中图分类号:O532.25 文献标志码:A
Hot corrosion behavior of cladding layer for repairing blade
HU Bin1, HU Fang-you1, GUAN Ren-guo2, HUANG Xu-ren1
(1. Qingdao Branch of NAEI, Qingdao 266041, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China)
Abstract: In order to repair a directionally solidified aero blade, laser cladding on DZ22 substrate using two kinds of Ni-based alloy powder by Nd:YAG laser was carried out. The hot corrosion behaviors of the substrate and the cladding layer in Na2SO4(75%, mass fraction)+NaCl(25%, mass fraction) at 1 000 ℃ were investigated. The results show that, the mass variation per unit area of the substrate is obviously higher than that of the cladding layers. The corrosion rate is high at the beginning of the hot corrosion, the rate is low after a certain time, the hot corrosion resistant performance of the cladding layers is better than that of the substrate, the oxides of the substrate includes Al2O3, Cr2O3, TiO2 and WO2. The hot corrosion resistant performance of the cladding layer of the powder D is better than that of the powder A. The products include oxides, carbides and chlorides. Hf is precipitated in the cladding layer with the form of carbides, the convection exists between the cladding powder and the substrate in the fused process. The fine metallurgical bonding is formed between the cladding layer and the substrate.
Key words: hot corrosion; laser cladding; blade; directional solidification; microstructure
热腐蚀是金属材料在高温下工作时表面上的沉积盐在氧和其他腐蚀气体共同作用下的加速腐蚀形式[1]。不同的工业应用背景下,所发生的热腐蚀情况因熔盐的化学本质不同而存在显著差异。
在实际的服役过程中,叶片材料经常受到环境气氛以及燃料燃烧时产生的硫酸盐、氯化物或其他混合盐的污染,发生热腐蚀,加速叶片材料的失效[2-4]。航空涡轮叶片的工作环境恶劣,特别是沿海地区工作环境潮湿,盐分含量较大。因此,涡轮叶片在服役过程中除了要受到高温和外力作用外,还会受到来自海水环境中的NaCl、Na2SO4等介质的热腐蚀,造成涡轮叶片腐蚀失效[5-7]。所以,对于工作在沿海环境下的涡轮叶片,不仅要求其具有一定的高温强度、高温塑性,良好的耐热腐蚀性能也是考察的重点。随着现代航空工业的快速发展,先进的航空发动机对涡轮叶片抗腐蚀能力要求越来越高[8-10]。提高叶片抗腐蚀能力以及提高其使用寿命成为现在航空发动机研究与设计的重要方面。采用激光熔覆技术修复损伤叶片,熔覆层抗高温腐蚀性能的高低对其使用性能具有直接的影响[11-13]。因此,模拟涡轮叶片的使用环境对研究熔覆层抗高温腐蚀性能具有重要意义。针对沿海地区服役的环境特点,本文作者研究激光熔覆层在1 000 ℃高温环境下抗腐蚀性能。
1 实验
本研究激光熔覆实验所用设备为本单位自主研制的LER-3型Nd:YAG激光在线抢修机和日本ERCR-HP3-AA00型机械臂。
激光熔覆实验基体材料采用定向凝固镍基高温合金DZ22,从圆柱形棒材中线切割截取半圆形基材。组织成分(质量分数):10%Cr、9%Co、2%Ti、12%W、5%Al、1%Nb、0.01%B、0.1%C、0.03%Zr,其余为Ni。熔覆粉末为自配的镍基合金粉末A和D,以便对不同熔覆粉末成分的熔覆层耐腐蚀性能进行比较。各粉末成分纯度≥99.9%,经过机械充分混合。熔覆粉末A成分(质量分数):22%Cr、9%Mo、3.3%Nb、1%Co、5%Fe、0.4%Al、0.4%Ti、0.1%C,其余为Ni。熔覆粉末D成分:18%Cr、3%Mo、1.5%W、5%Ti、15%Co、2.5%Al、0.5%Fe、0.1%C,其余为Ni。工艺参数:扫描速度v为8~10 mm/s,电流I为100~140 A,脉宽S为6~8 ms,频率f为12~19 Hz。
为保证试件对激光的吸收率,试验采用预置粉末的方法。使用乙基硅酸盐黏结剂将合金粉末预置于基材表面,粉末厚度为0.8 mm,150 ℃干燥24 h。采用直线进给方式多道搭接,多层叠加熔覆,搭接率为30%。激光束光斑直径为1.0 mm,离焦量为+5 mm,垂直照射,高纯氩气同轴保护,氩气流量为10 L/min。
采用上述工艺参数和熔覆粉末制备熔覆层试样。采用线切割技术将熔覆层从基体材料上切割下来,加工成10 mm×5 mm×0.3 mm的长方体薄片,保证薄片完全清除基体材料,整体都为熔覆层部分。同时,将基体材料也加工成10 mm×5 mm×0.3 mm的长方体薄片。用80号、120号砂布以及240号、400号、600号、800号、1000号水砂纸依次打磨薄片两面。将打磨好的薄片放在乙醇和丙酮混合溶液中采用KQ-250D超声波清洗仪清洗干净。将薄片试样放在电热干燥箱中充分烘干,然后采用FA2004N电子天平称取质量,得到腐蚀前原始试样的质量。FA2004N电子天平的精确值达到0.1 mg。在原始试样表面涂覆Na2SO4(75%,质量分数)+NaCl(25%,质量分数)混合盐饱和水溶液。控制涂盐量为0.8~1.2 mg/cm2。将涂盐原始试样放在烘烤至质量恒定、洗净的坩埚中,将坩埚放入SRJX-8-13热处理炉中在1 000 ℃高温环境中进行高温腐蚀实验。每隔20 h取出试样在空气中冷却后,放入去离子水中加热清洗试样表面残留的盐分,然后在电热干燥箱内充分烘干,用FA2004N电子天平称取质量,并记录数据,然后重新涂盐,重复上述过程。基体材料、粉末A熔覆层和粉末D熔覆层试样各准备5个进行高温腐蚀实验。最后取5个试样的平均值做为最后的实验数据。采用化学镀的方法在腐蚀试样表面镀Ni层保护腐蚀产物[14],采用SSX-550扫描电子显微镜(SEM)观察分析腐蚀试样的表面形貌,使用Thermo E-1020能谱仪(EDS)对微区进行成分分析,采用X射线衍射对腐蚀试样表面进行相组成分析。
2 结果与分析
2.1 腐蚀动力学
图1所示为基体材料、粉末A熔覆层和粉末D熔覆层在混合盐中腐蚀100 h的腐蚀动力学曲线。图1中横坐标代表的是腐蚀时间t(h),纵坐标代表的是腐蚀试样单位面积质量的变化量(mg/cm2)。由图1可见,基体材料腐蚀试样单位面积质量的变化量明显高于粉末A和粉末D熔覆层腐蚀试样单位面积质量的变化量。说明粉末A和粉末D熔覆层的抗高温腐蚀性能优于基体材料的抗高温腐蚀性能。高温腐蚀前20 h,基体材料、粉末A和粉末D熔覆层的单位面积质量变化量增长较快。基体材料达到1.0mg/cm2。从20 h开始至40 h之间,基体材料的单位面积质量变化量增加的速率明显减缓,这可以从曲线斜率的减小分析出来。到40 h以后,曲线斜率基本不变,腐蚀动力学曲线上表现为直线形势。100 h后,称取质量,基体材料质量基本不变,甚至出现质量减小的现象。分析原因是因为基体材料表面生成的腐蚀物质发生破裂,脱落现象,或者在腐蚀过程中产生挥发性物质造成试样质量的减小[15]。粉末A熔覆层在腐蚀20 h后,曲线斜率减小,质量变化速率减小。从40 h开始,曲线斜率基本不变。粉末D熔覆层单位面积质量变化量最小,说明粉末D熔覆层的抗高温腐蚀能力优于粉末A熔覆层的。在高温腐蚀前20 h,粉末D熔覆层单位面积质量变化来量变化较快;20 h以后,其腐蚀动力学曲线斜率基本保持不变。从腐蚀动力学曲线可以分析,基体材料、粉末A熔覆层和粉末D熔覆层在高温腐蚀开始阶段,腐蚀速度较快;达到一定时间后,腐蚀变缓,速率保持恒定。

图1 基体和熔覆层在1 000 ℃ Na2SO4(75%)+NaCl(25%)中的高温腐蚀动力学曲线
Fig. 1 High temperature corrosion kinetics curves of substrate and cladding layers at 1 000 ℃ in Na2SO4(75%)+NaCl(25%)
2.2 XRD相结构分析
图2所示为基体、粉末A熔覆层和粉末D熔覆层高温腐蚀100 h后腐蚀面的XRD谱。由XRD分析可知,基体和熔覆层腐蚀面基本上包括基体和熔覆粉末中的所有元素。说明在高温腐蚀过程中基体和熔覆粉末中的元素基本上都参与了腐蚀氧化,氧化层结构复杂,由氧化物、碳化物和氯化物混合生成。
2.3 基体腐蚀产物显微组织分析
图3(a)所示为基体材料高温腐蚀20 h后的表面形貌。由图3(a)可见,基体材料表面分布着细密的腐蚀坑。部分区域腐蚀坑面积较大,如图3(a)中白框部分所示。在基体材料表面发现一些块状析出物,如图3(a)中位置1所示。对其进行能谱分析,如图4(a)所示。由能谱分析可知,图3(a)中位置1处析出物中C元素质量分数为7.090%,摩尔分数为39.162%。所以析出物主要为碳化物。图3(b)所示为基体材料高温腐蚀40 h后的表面形貌。基体材料表面覆盖着一层白亮生成物。白亮生成物表面呈现网格状突起,凹凸不平。腐蚀时间达到60 h后,基体材料表面部分区域出现生成物堆积,如图3(c)所示。对堆积物进行能谱分析,如图4(b)所示。
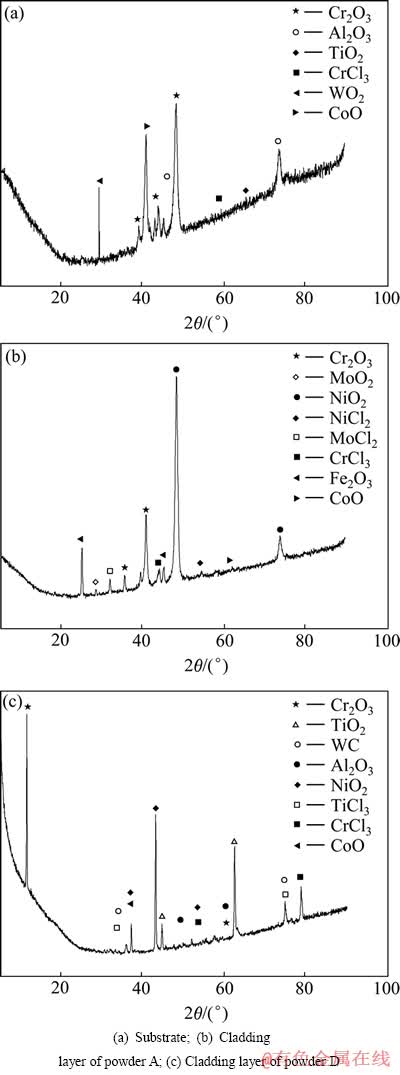
图2 基体和熔覆层在1 000 ℃ Na2SO4(75%)+NaCl(25%)中腐蚀表面XRD谱
Fig. 2 XRD patterns of substrate and cladding layers at 1 000 ℃ in Na2SO4(75%)+NaCl(25%)

图3 基体表面热腐蚀不同时间后的SEM像
Fig. 3 SEM images of substrate corroded for different times
由能谱分析结果可知,堆积物中O元素质量分数为36.950%,摩尔分数达到62.196%。说明堆积物主要为氧化物,基体表面氧化程度较高。能谱分析显示堆积物还含有Al、Cr、Ti、W,由摩尔分数的比例和XRD相结构分析,推断氧化物应该为Al2O3、Cr2O3、TiO2和WO2。图3(d)所示为基体材料高温腐蚀时间达到80 h后的表面形貌。对表面生成物进行能谱分析(如图4(c)所示),由能谱分析可知,O元素质量分数为44.56%,摩尔分数为56.07%,C元素质量分数为11.64%,摩尔分数为19.51%。所以,生成物主要由氧化物和碳化物组成。腐蚀100 h后,基体材料表面出现裂纹,部分区域剥离,如图3(e)所示。
2.4 粉末A熔覆层腐蚀显微组织分析
图5所示为粉末A熔覆层高温腐蚀各时间段的显微组织形貌。由图5(a)可见,高温腐蚀20 h后,粉末A熔覆层表面布满腐蚀坑,部分腐蚀坑面积较大,腐蚀深度较深。腐蚀时间为40 h,粉末A熔覆层表面覆盖着一层毛细纤维状生成物,生成物层疏松,不紧密,如图5(b)所示。图5(c)所示为粉末A熔覆层高温腐蚀60 h后的显微组织形貌。熔覆层表面生成物成颗粒状,较均匀地分布在熔覆层表面,但生成物层较疏松。对颗粒状生成物进行能谱分析,如图4(d)所示。由能谱分析结果可知,颗粒状生成物中O元素质量分数为20.53%,摩尔分数为51.86%。说明颗粒状生成物主要成分为氧化物。由于能谱分析显示颗粒状氧化物含有多种元素,说明颗粒状氧化物为多种氧化物混合生成。在能谱分析中还发现Cl,其质量分数为3.34%,摩尔分数为3.29%,说明在热腐蚀过程中,有部分氯化物生成。腐蚀80 h后,粉末A熔覆层表面氧化物层基本全覆盖熔覆层表面,如图5(d)所示。氧化物层较致密,这时,粉末A熔覆层氧化速率较平稳、缓和,说明氧化物层起到一定保护作用,使得O元素向熔覆层内层扩散的速率减缓。对其进行能谱分析,如图4(e)所示。由能谱分析可知,O元素质量分数为19.71%,摩尔分数为51.39%。腐蚀时间为100 h后,粉末A熔覆层表面氧化物层呈现花瓣状,如图5(e)所示。分析原因是由于随着高温腐蚀时间的延续,O元素逐渐向熔覆层内层扩散,使得熔覆层内层氧化,生成新的氧化物。新生成的氧化物沿着孔隙和裂缝向外延续生长,促使熔覆层表面氧化物持续生长,氧化物层的延续生长形成了花瓣式形貌。
2.5 粉末D熔覆层腐蚀显微组织分析

图4 熔覆层表面腐蚀产物的能谱分析
Fig. 4 Energy spectra analysis of cladding layer surface after thermal corrosion
图6所示为粉末D熔覆层在高温热腐蚀各阶段的显微组织。由图6可看出,腐蚀20 h后,熔覆层表面布满腐蚀坑,如图6(a)所示。当腐蚀时间达到40 h后,熔覆层部分区域柱状晶组织出现腐蚀断口,如图6(b)所示。图6(c)所示为熔覆层腐蚀60 h后的典型腐蚀形貌。熔覆层表面覆盖着一层疏松的氧化物层,部分区域发现不规则形貌的白亮颗粒。对白亮颗粒物质进行能谱分析,如图4 (f)所示。由能谱分析结果可知,白亮颗粒中O元素质量分数为32.88%,摩尔分数为50.44%,所以,可以确定白亮颗粒主要由氧化物组成。Al元素质量分数达到28.97%,摩尔分数为26.34%,Al元素含量远高于熔覆粉末D中Al元素含量。结合分析摩尔分数比和XRD相结构可知,氧化物中含有Al2O3。
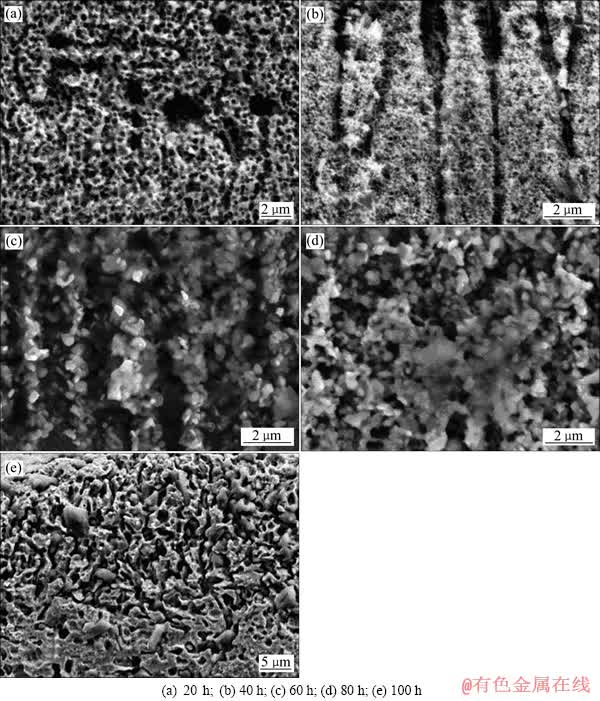
图5 粉末A熔覆层表面热腐蚀的SEM像
Fig. 5 SEM images of cladding layer of powder A after hot corrosion
能谱分析结果显示白亮颗粒还含有其他少量元素,说明白亮颗粒是由多种氧化物组成。在能谱分析中,还发现C元素和Hf元素。其中C元素质量分数为8.59%,摩尔分数为17.56%;Hf元素质量分数为25.55%,摩尔分数为3.51%。说明在生成多种氧化物的同时,还伴随着碳化物的生成。熔覆粉末中并不含有Hf元素,这再次证明在激光熔覆过程中,熔覆粉末在熔凝过程中和基体材料之间存在着熔质对流,使得熔覆层与基体之间成分混合,能够形成良好的冶金结合,保证熔覆层与基体的结合紧密,熔覆层不容易剥离基体,从而使得熔覆层在复杂工作环境中能够保持良好的使用性能。在之前的氧化物分析中,当没有C元素存在时,并没有发现Hf元素,说明Hf元素并没有参与氧化物的生成。所以Hf元素是以碳化物的形式出现。图6(d)所示为熔覆层腐蚀80 h后的典型形貌。在熔覆层表面形成岛型突起氧化物层。氧化物层较致密,对熔覆层内层进一步氧化起到一定的保护作用。图6(e)所示为熔覆层腐蚀100 h后的组织形貌。熔覆层经过1 000 ℃、100 h高温腐蚀后,熔覆层表面形成花瓣状氧化物层。花瓣状氧化物层的放大组织结构如图6(f)所示。由图6(f)可见,氧化物层由块状颗粒和泡沫状颗粒组成。
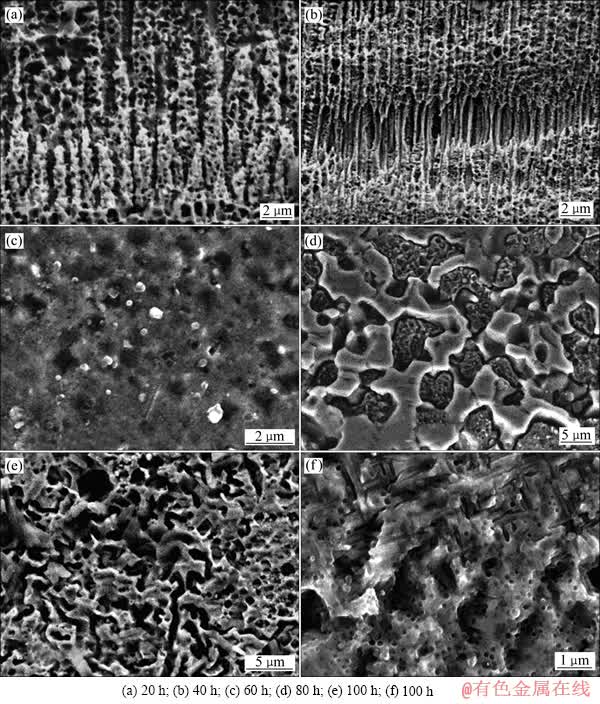
图6 粉末D熔覆层表面热腐蚀的SEM像
Fig. 6 SEM images of surface of cladding layer of powder D after hot corrosion
3 结论
1) 腐蚀动力学曲线说明粉末A和粉末D熔覆层的抗高温腐蚀性能优于基体材料的抗高温腐蚀性能;粉末D熔覆层的抗高温腐蚀能力优于粉末A熔覆层的。
2) 由XRD相结构、显微组织和能谱分析表明,基体、熔覆层表面的生成物由氧化物、碳化物和氯化物混合生成。
3) 能谱分析表明:熔覆层表面析出相含有Hf元素,且Hf元素以碳化物的形式析出,说明熔覆粉末在熔凝过程中和基体材料之间存在着熔质对流,使得熔覆层与基体形成良好的冶金结合,保证熔覆层不容易剥离基体,从而使得熔覆层在复杂工作环境中能够保持良好的使用性能。
REFERENCES
[1] 侯介山, 丛培娟, 周兰章, 秦学智, 袁 超, 郭建亭. Hf对抗热腐蚀镍基高温合金微观组织和力学性能的影响[J]. 中国有色金属学报, 2011, 21(5): 945-953.
HOU Jie-shan, CONG Pei-juan, ZHOU Lan-zhang, QIN Xue-zhi, YUAN Chao, GUO Jian-ting. Effect of Hf on microstructure and mechanical behavior of hot corrosion resistant Ni-based superalloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(5): 945-953.
[2] SUN R L, YANG D Z, GUO L X, DONG S L. Laser cladding of Ti-6Al-4V alloy with TiC and TiC-NiCrBSi powders[J]. Surface and Coatings Technology, 2001, 135: 307-312.
[3] 李志军, 周兰章, 郭建亭, 姚 俊. 新型抗热腐蚀镍基高温合金K44的高温低周疲劳行为[J]. 中国有色金属学报, 2006, 16(1): 136-141.
LI Zhi-jun, ZHOU Lan-zhang, GUO Jian-ting, YAO Jun. Low cycle fatigue behavior of corrosion-resistant nickel base superalloy K44[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(1): 136-141.
[4] SHENOY M M, MCDOWELL D L, NEU R W. Transversely isotropic viscoplasticity model for a directionally solidified Ni-base superalloy[J]. International Journal of Plasticity, 2006, 22(12): 2301-2326.
[5] SUZUKI A, DENOLF G C, POLLOCK T M. Flow stress anomalies in γ/γ′ two-phase Co-Al-W-base alloys[J]. Scripta Materialia, 2007, 56(5): 385-388.
[6] NAZMY M, EPISHIN A, LINK T, STAUBLI M. Degradation in single crystal nickel-base superalloys[J]. Journal of Materials Processing Technology, 2006, 68(2): 205-216.
[7] SIEBORGER D, KNAKE H, GLATZEL U. Temperature dependence of the elastic moduli of the nickel-base superalloy CMSX-4 and its isolated phases[J]. Materials Science and Engineering A, 2001, 298: 26-33.
[8] 黄乾尧, 李汉康. 高温合金[M]. 北京: 冶金工业出版社, 2000: 100-133.
HUANG Qian-yao, LI Han-kang. High temperature alloy[M]. Beijing: Metallurgical Industry Press, 2000: 100-133.
[9] 徐仰涛, 夏天东, 闫键强. 合金元素钨对新型Co-Al-W合金热腐蚀行为的影响[J]. 中国有色金属学报, 2011, 21(1): 111-117.
XU Yang-tao, XIA Tian-dong, YAN Jian-qiang. Effect of alloying element tungsten on hot corrosion behavior of novel Co-Al-W superalloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(1): 111-117.
[10] KOPP R, CHOI J G, DAG N. Simple compression test and simulation of an Sn-15Pb alloy in the semi-solid state[J]. Journal of Materials Processing Technology, 2003, 135: 317-323.
[11] 崔爱永, 胡芳友, 回 丽. 钛合金表面激光熔覆(Ti+Al/Ni)/ (Cr2O3+CeO2)复合涂层组织与耐磨性能[J]. 中国激光, 2007, 34(3): 438-441.
CUI Ai-yong, HU Fang-you, HUI Li. Microstructure and wear- resisting property of (Ti+Al/Ni)/(Cr2O3+CeO2) laser cladding on titanium alloy[J]. Chinese J Lasers, 2007, 34(3): 438-441.
[12] KAKEHI K. Effect of plastic anisotropy on tensile strength of single crystals of a Ni-based superalloy[J]. Scripta Mater, 2000, 42: 197-202.
[13] HENG P, LIOU F. Numerical simulation of metallic powder flow in a coaxial nozzle for the laser aided deposition process[J]. Journal of Materials Processing Technology, 2005, 168(2): 230-244
[14] 冯莉萍, 黄卫东, 林 鑫, 杨海欧, 陈大融. 基材晶体取向对激光定向凝固单晶显微组织的影响[J]. 应用激光, 2004, 6(3): 135-138.
FENG Li-ping, HUANG Wei-dong, LIN Xin, YANG Hai-ou, CHEN Da-rong. Influences of crystallography orientation of substrate on laser directional solidification single crystal microstructure[J]. Applied Laser, 2004, 6(3): 135-138.
[15] PELLETIER J M,SALLAMAND P, CRIOUI B. Microstructure and mechanical properties of some metal matrix composites coatings by laser cladding[J]. Journal De Physique, 2004, 4(4): 93-96.
(编辑 李艳红)
基金项目:中国博士后科学基金项目(20110491882);国家优秀青年科学基金项目(51222405);国家自然科学基金重点项目(51034002)
收稿日期:2012-12-19;修订日期:2013-07-04
通信作者:胡芳友,教授;电话:18661871168;E-mail: fangyouhu@hotmail.com

