Œƒ’¬±ý∫≈: 1004-0609(2004)09-1534-05
¬¡∫œΩLF6”Î𧓵¥øÕ≠T1µƒΩ¡∞˃¶≤¡∫∏𧓒
ø¬¿Ë√˜, ¡ı∏Î∆Ω, –œ¿ˆ, œƒ¥∫
(ƒœ≤˝∫Ωø’𧓵—ß‘∫ ≤ƒ¡œø∆—ß”Îπ§≥Ãœµ, ƒœ≤˝ 330034)
’™ “™: ¿˚”√Ω¡∞˃¶≤¡∫∏ºº ı≥…π¶µÿ∫∏Ω”¡À∑¿–‚¬¡LF6∫Õ𧓵¥øÕ≠T1∂‘Ω”Ω”Õ∑, —–æø¡À𧓒≤Œ ˝∂‘Ω”Õ∑◊È÷ؔΖ‘ƒÐµƒ”∞œÏ°£ Ω·π˚±Ì√˜: Ω¡∞ËÕ∑–˝◊™ÀŸ∂»”Î∫∏Ω”ÀŸ∂»µƒ±»÷µ¥Û–° «±£÷§Ω”Õ∑÷¬√Ж‘∫Õæˆ∂®◊È÷Ø°¢ –‘ƒÐµƒπÿº¸“ÚÀÿ, ∫œ µƒ∫∏ٔ𧓒≤Œ ˝ø…“‘ªÒµ√◊È÷Ø°¢ –‘ƒÐ”≈¡ºµƒAl/CuΩ”Õ∑°£ ∞Â≤ƒ∫Ò∂»Ωœ–° ±, –Œ≥…¡º∫√∫∏∑ϵƒπÊ∑∂≤Œ ˝∑∂ŒßΩœøÌ, ∫∏Ω”π˝≥Ã÷–Ω”Õ∑ƒ⁄≤ø∑¢…˙¡ÀæÁ¡“µƒÀЖ‘¡˜∂Ø°£ ”…”⁄ƒ¶≤¡»»”α‰–ŒƒÐµƒπ≤Õ¨◊˜”√, ‘⁄∫∏∑σ⁄≤ø–Œ≥…¡ÀAl3.892Cu6.108–ÕΩ Ùº‰ªØ∫œŒÔ, π∫∏∑Ïæ÷≤ø«¯”Ú”≤∂»…˝∏þ°£
πÿº¸¥ : Al/Cu∫∏Ω”; Ω¡∞˃¶≤¡∫∏; ∫∏Ω”π˝≥à ÷–Õº∑÷¿ý∫≈: TG453
Œƒœ◊±Í ∂¬Î: A
Friction stir welding process of aluminum alloy LF6 with copper T1
KE Li-ming, LIU Ge-ping, XING Li, XIA Chun
(Department of Materials Science and Engineering, Nanchang Institute of Aeronautical Technology, Nanchang 330034, China)
Abstract: The butt joint of dissimilar metals, aluminum alloy LF6 and copper T1, was welded with friction stir welding method. The influence of welding parameters on the microstructure and properties of the joint was investigated. The results show that the ratio of the rotation speed of the welding tool to the welding speed, i.e. ¶ÿ/v, is the main factor to control the soundness, microstructures and properties of the weld. Suitable welding parameters can obtain the Al/Cu welding joint with good weld microstructures and properties. If the sheet is relatively thin, the range of welding parameters obtained that can get better weld quality is wider. Heavily plastic flow of the weld metal occurs inside the weld during the process. And a kind of intermetallic compound, Al3.892Cu6.108, is formed within the weld because of the cooperation effect of the friction heat and plastic deformation energy of the metals, and this compound increases the hardness of the local area in the weld.
Key words: Al/Cu welding; friction stir welding; welding process
Õ≠∫Õ¬¡∂º «µºµÁ–‘ƒÐ”≈¡ºµƒ≤ƒ¡œ, µ´Õ≠µƒ√Ð∂»¥Û°¢ º€∏Ò∏þ, “Ú∂¯, ‘⁄∫Ð∂ý≥°∫œ≥£”√¬¡¥˙ÃÊÕ≠, Ω´¬¡”ÎÕ≠¡¨Ω”∆¿¥, ∫∏Ω” «¬˙◊„Ω”Õ∑µºµÁ–‘ƒÐµƒø…øøµƒ¡¨Ω”∑Ω∑®°£ µ´ «, ”…”⁄¬¡”ÎÕ≠µƒ»€µ„œý≤ÓΩœ¥Û, «“∏þŒ¬œ¬¬¡ª·«ø¡“—ıªØ, “Ú¥À, ‘⁄»€∫∏ ±–Ë≤…»°¥Î ©∑¿÷π—ıªØ≤¢»•≥˝»€≥ÿ÷–µƒ—ıªØŒÔ[1, 2]°£ Õ¨ ±, ”…”⁄Õ≠∫Õ¬¡ƒÐ–Œ≥…∂ý÷÷Ω Ùº‰ªØ∫œŒÔ, ”∞œÏ∫∏Ω”Ω”Õ∑µƒ«ø∂»°¢ ÀЖ‘, “Ú¥À, ‘⁄ µº …˙≤˙÷–, Õ˘Õ˘¿˚”√—π∫∏µƒ∑Ω∑®÷∆≥…Õ≠-¬¡π˝∂…Ω”Õ∑, ¥”∂¯±Ðø™“Ï÷÷Ω Ù»€∫∏µƒ¿ßƒ—°£
Õ≠”ά¡µƒ—π∫∏∑Ω∑®”–µÁ◊Ë∂‘∫∏°¢ …¡π‚∂‘∫∏°¢ ƒ¶≤¡∫∏°¢ ’Êø’¿©…¢∫∏°¢ ±¨’®∫∏µ»[3-5]°£ ∂‘∫∏ ±, “ª∞„“™«Û”–Ωœ¥Ûµƒ∫∏Ω”µÁ¡˜; ƒ¶≤¡∫∏“ª∞„÷ªƒÐ∫∏Ω”÷·¿ý¡„º˛; ’Êø’¿©…¢∫∏∫Õ±¨’®∫∏≥£ ÐµΩ…Ë±∏∫ÕΩ”Õ∑–Œ ΩœÞ÷∆, “Ú∂¯, ‘⁄∫Ð∂ý≥°∫œ≤ªƒÐ π”√°£
Ω¡∞˃¶≤¡∫∏( friction stir welding, ºÚ≥∆FSW) «20 ¿ºÕ90ƒÍ¥˙∑¢’π∆¿¥µƒ“ª÷÷–¬–ÕπÃœý∫∏Ω”ºº ı, Õº1À˘ 挙’‚÷÷𧓒µƒ æ“‚Õº°£ FSW¿˚”√“ª÷÷¥¯”–ÃΩ’Î(pin)∫Õ÷·ºÁ(shoulder)µƒÃÿ ‚–Œ ΩµƒΩ¡∞ËÕ∑°£ ∫∏Ω”«∞, Ω´¡Ω¥˝∫∏∞Â≤ƒ∑≈‘⁄∏’–‘µ◊∞Â(backing plate)…œ≤¢—πΩÙ, Ω´Ω¡∞ËÕ∑µƒÃΩ’Î≤»Υ˝∫∏∞Â≤ƒΩ”∑σ⁄, ±£≥÷ÃΩ’Î∂•∂À¿Îµ◊∞”–“ª∂®æý¿Î(pin clearance), Ω¡∞ËÕ∑µƒ÷·ºÁ”Î∞Â≤ƒµƒ±Ì√ÊΩÙ√ÐΩ”¥•ªÚ—π»Î“ª∂®…Ó∂»(pressing deepness)°£ ∫∏Ω” ±, Ω¡∞ËÕ∑∏þÀŸ–˝◊™≤¢—ÿ¥˝∫∏∞Â≤ƒµƒΩ”∑Ï‘À∂Ø, ƒ¶≤¡»» πÃΩ’Î÷ÐŒßΩ Ù¥¶”⁄»»ÀЖ‘◊¥Ã¨, ÃΩ’Î«∞∑ΩÀЖ‘◊¥Ã¨µƒΩ Ù‘⁄Ω¡∞ËÕ∑µƒ«˝∂Øœ¬œÚ∫Û∑Ω¡˜∂Ø, ‘⁄¥À¥¶ÀЖ‘»⁄∫œ, ¥”∂¯ π¥˝∫∏º˛—π∫∏Œ™“ª∏ˆ’˚𣠔…”⁄∫∏Ω”π˝≥Ã÷–, ∫∏∑ÏΩ Ù≤ª∑¢…˙»€ªØ, ¥”∂¯±Ð√‚¡À∫∏∑ÏΩ ÙµƒæÁ¡“—ıªØº∞∆¯ø◊°¢ ¡—Œ∆µ»»±œð[6, 7]°£ ƒø«∞, π˙ƒ⁄Õ‚Ω¯––Ωœ∂ýµƒ «∏˜÷÷¬¡∫Õ¬¡∫œΩΩ¡∞˃¶≤¡∫∏“‘º∞“Ï÷÷¬¡∫œΩµƒΩ¡∞˃¶≤¡∫∏ºº ıµƒ—–æø[8-10]°£ πÿ”⁄“Ï÷÷Ω Ù, ”»∆‰ «Õ≠”ά¡µƒΩ¡∞˃¶≤¡∫∏µƒ—–æøΩœ…Ÿ°£ LIµ»[11, 12]—–æø¡À“¯/¬¡∫œΩµƒΩ¡∞˃¶≤¡∫∏, Œ™π€≤Ï∫∏∑ÏΩ Ùµƒ◊È÷ØÃÿ’˜, ∫∏Ω”¡À¬¡∫œΩ”Î◊œÕ≠∂‘Ω”Ω”Õ∑°£ ±æŒƒ◊˜’þ÷˜“™—–æø¬¡∫œΩ”Î◊œÕ≠∂‘Ω”Ω”Õ∑µƒΩ¡∞˃¶≤¡∫∏𧓒º∞∆‰◊È÷Ø∫Õ–‘ƒÐ, Œ™’‚÷÷–¬–Õºº ı‘⁄“Ï÷÷Ω Ù∫∏Ω”÷–µƒ”¶”√Ã·π©ºº ı“¿æð°£
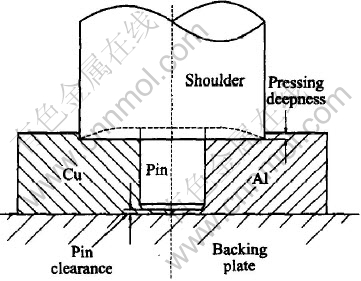
Õº1 FSW𧓒 æ“‚Õº
Fig.1 Schematic graph of friction stir welding
1 µ—È
1.1 Ω¡∞˃¶≤¡∫∏𧓒
—°”√∫Ò∂»Œ™2~3mmµƒLF6¬¡∫œΩ∫ÕT1◊œÕ≠∞Â, ∫∏«∞”√±˚Õ™«Âœ¥π§º˛±Ì√ʔՌ€, ‘⁄◊‘÷∆Ω¡∞˃¶≤¡∫∏…˱∏…œΩ¯––∫∏ٔ𧓒 µ—È°£
Ω¡∞˃¶≤¡∫∏µƒπ§“’≤Œ ˝÷˜“™Œ™Ω¡∞ËÕ∑∂‘π§º˛ ©º”µƒ—π¡¶p°¢ Ω¡∞ËÕ∑–˝◊™ÀŸ∂»¶ÿ°¢ Ω¡∞ËÕ∑—ÿ∫∏∑Ï∑ΩœÚµƒ“∆∂ØÀŸ∂»(º¥∫∏Ω”ÀŸ∂»)v, ∆‰÷–Ω¡∞ËÕ∑∂‘π§º˛ ©º”µƒ—π¡¶¥Û–°∂‘∫∏∑Ï≥…–Œ”∞œÏΩœ¥Û°£ ”…”⁄œ÷”–µƒ…˱∏ƒ—”⁄∂®¡øµÿ≤‚¡ø—π¡¶µƒ¥Û–°, µ´Ω¡∞ËÕ∑ ππ§º˛±Ì√ʵƒœ¬—π¡ø(pressing deepness )º‰Ω”µÿ∑¥”≥¡À¥À—π¡¶÷µ, “Ú¥À, ‘⁄±æ𧓒 µ—È÷–, Ω´∫∏∑ϱÌ√Êœ¬—π¡øøÿ÷∆Œ™“ª∂®÷µ, —–æøΩ¡∞ËÕ∑–˝◊™ÀŸ∂»¶ÿ∫Õ∫∏Ω”ÀŸ∂»v∂‘∫∏∑Ï≥…–Œµƒ”∞œÏ°£ ∆‰π§“’≤Œ ˝µƒ—°”√∑∂Œß: Ω¡∞ËÕ∑–˝◊™ÀŸ∂»¶ÿŒ™375~1500r/min, ∫∏Ω”ÀŸ∂»vŒ™23.5~150mm/min°£
1.2 Ω”Õ∑◊È÷Ø∫Õ–‘ƒÐ∑÷Œˆ
∫∏Ω”Ω”Õ∑Ωœý ‘—˘—ÿ¥π÷±”⁄∫∏∑Ï∑ΩœÚµƒ∫·Ωÿ√Ê°¢ ∆Ω––”⁄ ‘—˘±Ì√ʵƒΩÿ√Ê«–»°, Ω´ ‘—˘≈◊π‚∫Û÷±Ω”π€≤ϪÚ∏Ø ¥∫Ûπ€≤Ï∫∏∑Ï◊È÷Ø–ŒÃ¨°£ ∏Ø ¥ ±, ¬¡∫œΩ≤ý≤…”√keller ‘º¡(3mLœıÀ·, 6mL—ŒÀ·, 6mL«‚∑˙À·, 150mLÀÆ)∏Ø ¥; ◊œÕ≠≤ý≤…”√4mL±•∫Õ¬»ªØƒ∆, 2g÷ÿ∏ıÀ·ºÿ, 100mLÀÆ, 8mL¡ÚÀ·∏Ø ¥“∫Ω¯––∏Ø ¥, ”√LeicaÕºœÒ∑÷Œˆ“«Ω¯––◊È÷Ø∑÷Œˆ°£
∫∏Ω”Ω”Õ∑µƒ¿≠…Ï–‘ƒÐ µ—È∞¥π˙±ÍGB/T16865-1997, ‘⁄WDS-100µÁ◊”ÕڃР‘—Ȫ˙…œΩ¯––°£ ”√71–Õœ‘Œ¢”≤∂»º∆≤‚¡ø∫∏∑Ï«¯œ‘Œ¢”≤∂»°£
2 Ω·π˚º∞∑÷Œˆ
2.1 ∫∏ٔ𧓒≤Œ ˝∂‘Ω”Õ∑≥…–Œµƒ”∞œÏ
Õº2À˘ 挙µ‰–Õµƒ¬¡∫œΩ”ÎÕ≠µƒΩ¡∞˃¶≤¡∫∏∫∏Ω”Ω”Õ∑≥…–Œ«Èøˆ, ∆‰÷–Õº2(a)Œ™±Ì√ÊÕ‚π€–Œ√≤, Õº2(b)Œ™œý”¶µƒ∫·Ωÿ√ʵƒ∫Íπ€◊È÷Ø°£ ”…Õº2ø…º˚, ¬¡∫œΩ”Î◊œÕ≠∫∏Ω”Ω”Õ∑ø…“‘ªÒµ√¡º∫√µƒ∫∏∑Ï, ∆‰≥…–Œ«Èøˆ”Î∫∏ٔ𧓒≤Œ ˝∫Õ∞Â≤ƒ∫Ò∂»µ»“ÚÀÿ”–πÿ°£
∂‘”⁄∫Ò∂»Œ™2mmµƒ∞Â≤ƒ, ¡º∫√∫∏∑Ï≥…–Õµƒπ§“’≤Œ ˝∑∂Œß: Ω¡∞ËÕ∑–˝◊™ÀŸ∂»¶ÿŒ™375~1180r/min, ∫∏Ω”ÀŸ∂»vŒ™30~150mm/min°£ ∂‘”⁄∫Ò∂»Œ™3mmµƒ∞Â≤ƒ, œýÕ¨µƒπ§“’∫Ѓ—ªÒµ√¬˙“‚µƒ∫∏∑Ï, «“ªÒµ√¡º∫√∫∏∑Ï≥…–ŒµƒπÊ∑∂∑∂ŒßΩœ’≠, µ±Ω¡∞ËÕ∑–˝◊™ÀŸ∂»¶ÿ=750r/min, ∫∏Ω”ÀŸ∂»vŒ™60~75mm/min ±, ø…“‘ªÒµ√ŒÞ∫Íπ€»±œðµƒ∫∏∑Ï°£
πÊ∑∂≤Œ ˝≤ªµ± ±, ‘⁄∫∏∑Ï÷–ª·≤˙…˙»±œð°£ ∫∏∑Ï»±œð÷˜“™±Ìœ÷Œ™∫∏∑ϱÌ√Ê≥…–Œ≤ª∫√, ≥ˆœ÷¡—Œ∆ªÚπµ≤€, ªÚ‘⁄∫∏∑σ⁄≤ø≥ˆœ÷ø◊∂¥ªÚÀ̵¿–Õ»±œð°£ À̵¿–Õ»±œðŒ™±Ì√Ê≥…–Œ¡º∫√°¢ ŒÞ¡—Œ∆, ∂¯‘⁄∫∏∑σ⁄≤ø, ø◊∂¥≥ ¡¨–¯◊¥Ã¨°£ Õº3À˘ 挙∫∏∑Ï÷–≥ˆœ÷µƒ»±œð–Œ√≤, ∆‰÷–Õº3(a)Œ™∫∏∑ϵƒ◊ðœÚ¡—Œ∆, Õº3(b)Œ™ø◊∂¥°£ ¿ýÀ∆”⁄»€ªØ∫∏ ±µƒ∫∏∑ÏΩ ÙΩ·æß¡—Œ∆, Ω¡∞˃¶≤¡∫∏∫∏∑ϵƒ◊ðœÚ¡—Œ∆‘⁄∫∏Ω”π˝≥Ã÷–ÀÊ◊≈Ω¡∞ËÕ∑µƒ‘À∂Ø≤ª∂œ—”…Ï°£ ”…Õº3(a)ªπø…º˚, ∫∏∑ϱÌ√Ê¥÷≤⁄, ¡Ω≤ý”–Ωœ∂ýµƒ∑…±þ°£ ‘⁄–˝◊™ÀŸ∂»“ª∂®µƒ«Èøˆœ¬, Ω¡∞ËÕ∑––◊þÀŸ∂»π˝µÕ, »ð“◊≤˙…˙¡—Œ∆; ––◊þÀŸ∂»π˝∏þ, ‘Ú“◊≥ˆœ÷πµ≤€–Õ»±œð°£
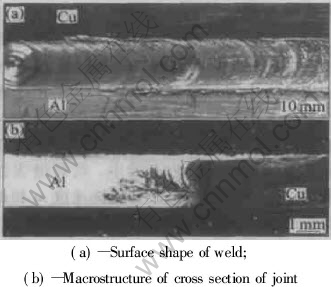
Õº2 Al/CuΩ¡∞˃¶≤¡∫∏Ω”Õ∑±Ì√Ê≥…–Œ–Œ√≤
Fig.2 Appearance of FSW joint of Al/Cu
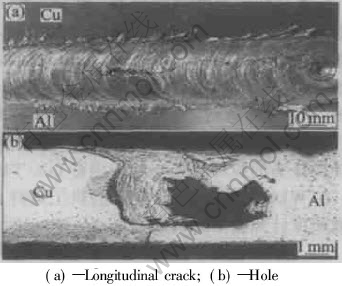
Õº3 ∫∏∑Ï÷–µƒ»±œð
Fig.3 Defects in weld
‘⁄∫∏Ω”π˝≥Ã÷–ªπ∑¢œ÷, ”ε•“ªΩ Ù¬¡∫œΩªÚ◊œÕ≠µƒ∫∏Ω”ªÚ∫Ò∂»Œ™2mmµƒ¬¡-Õ≠“Ï÷÷Ω Ùµƒ∫∏Ω”œý±», ∫∏Ω”∫Ò∂»Œ™3mmµƒ¬¡-Õ≠Ω”Õ∑º´“◊∑¢…˙Ω¡∞ËÕ∑∂¬»˚µƒœ÷œÛ, º¥∫∏∑Ï÷–µƒ≤ƒ¡œ’≥∫œ‘⁄÷·ºÁ∫ÕÃΩ’Îµƒ∞ºœð¥¶, ∆∆ªµ¡ÀΩ¡∞ËÕ∑µƒ‘≠”––Œ√≤°£ ’‚÷÷œ÷œÛ“ª∞„≥ˆœ÷‘⁄∫∏Ω”“ª∂®≥§∂»µƒ∫∏∑Ï÷Æ∫Û°£ “ªµ©Ω¡∞ËÕ∑≥ˆœ÷∂¬»˚œ÷œÛ, ’˝≥£µƒ∫∏Ω”π˝≥ÃæÕ±ª∆∆ªµ, ∫∏∑ϱÌ√ʵƒ≥…–Œ±‰≤Ó, …ı÷¡≥ˆœ÷πµ≤€–Õ»±œð°£ µ—È∑¢œ÷, ’‚÷÷œ÷œÛ”ÎΩ¡∞ËÕ∑≤ƒ¡œ”–πÿ, Ω¡∞ËÕ∑æ≠≤ªÕ¨µƒ±Ì√Ê¥¶¿Ì∫Û, ”∞œÏ∫∏∑Ï≥…–Œµƒ–ßπ˚, ø…“‘∫∏Ω”µƒ∫œ∏Ò∫∏∑ϵƒ≥§∂»≤ªÕ¨°£
∑÷Œˆ»œŒ™, ∂‘”⁄¬¡-Õ≠“Ï÷÷≤ƒ¡œµƒΩ¡∞˃¶≤¡∫∏, ¡—Œ∆µƒ≤˙…˙”Î∫∏∑Ï÷–Al/CuΩ Ùº‰ªØ∫œŒÔµƒ–Œ≥…”–πÿ°£ ∏˘æðAl-Cu∂˛‘™œýÕº, ¬¡”ÎÕ≠ƒÐ–Œ≥…∂ý÷÷“‘Ω Ùº‰ªØ∫œŒÔŒ™÷˜µƒπûÐÃÂœý, ∞¸¿®AlCu2°¢ Al2Cu3°¢ AlCu°¢ Al2Cuµ»[13]°£ Ω¡∞˃¶≤¡∫∏ ±, Ω¡∞ËÕ∑”Îπ§º˛º‰µƒƒ¶≤¡»» π∫∏∑ÏŒ¬∂»Ã·∏þ°£ Õ¨ ±, ∫∏∑Ï«¯µƒ¬¡”ÎÕ≠‘⁄Ω¡∞ËÕ∑µƒ◊˜”√œ¬ªÏ∫œ, ≤¢æ≠¿˙æÁ¡“ÀЖ‘±‰–Œ, ∂˛’þµƒ◊€∫œ◊˜”√ π∫∏∑Ï‘⁄πÃ蜬–Œ≥…Õ≠¬¡Ω Ùº‰ªØ∫œŒÔ°£
∫∏∑ÏŒ¬∂»µƒ…˝∏þ”ÎΩ¡∞ËÕ∑‘⁄µ•Œª≥§∂»∫∏∑Ï…œ≤˙…˙µƒ»»¡ø”–πÿ, º¥”ÎΩ¡∞ËÕ∑–˝◊™ÀŸ∂»∫Õ∫∏Ω”ÀŸ∂»µƒ±»÷µ(¶ÿ/v)”–πÿ°£ ‘⁄ƒ¶≤¡√ÊÀ˘ Ð—π¡¶“ª∂®µƒ«Èøˆœ¬, µ•Œª≥§∂»∫∏∑σ⁄ƒ¶≤¡»»µƒ…˙≥…Àʶÿ/vµƒ‘ˆ¥Û∂¯‘ˆ¥Û°£ µ±Ω¡∞ËÕ∑–˝◊™ÀŸ∂»“ª∂® ±, »Ù∫∏Ω”ÀŸ∂»π˝µÕ, ‘Úµ•Œª≥§∂»∫∏∑Ï…œ≤˙…˙µƒ»»¡øæÕª·π˝∂ý, Œ¬∂»…œ…˝æÕπ˝∏þ, ‘⁄ƒ¶≤¡»»”α‰–ŒƒÐµƒπ≤Õ¨◊˜”√œ¬, ∫∏∑Ï÷–µƒ¬¡∫ÕÕ≠ø…ƒÐ–Œ≥……œ ˆΩ Ùº‰ªØ∫œŒÔ, ¥”∂¯ π’‚“ª≤øŒªµƒ≤ƒ¡œ±‰¥ý°£ ∂¯π§º˛ «‘⁄«øæ– ¯Ãıº˛œ¬Ω¯––∫∏Ω”µƒ, ‘⁄∫∏Ω”æ– ¯”¶¡¶µƒ◊˜”√œ¬, ¥ý–‘∫∏∑Ï”–ø…ƒÐ∂œ¡—, ¥”∂¯–Œ≥…∫∏∑Ï∫Íπ€¡—Œ∆°£
À̵¿–Õ»±œðµƒ–Œ≥…Õ˘Õ˘”ζÿ/v÷µ∫ÕΩ¡∞ËÕ∑∂‘π§º˛ ©º”µƒ—π¡¶¥Û–°”–πÿ°£ ‘⁄¶ÿ/v÷µ“ª∂®µƒ«Èøˆœ¬, »ÙΩ¡∞ËÕ∑—π¡¶π˝µÕ, π§º˛±Ì√Êœ¬—π¡øπ˝–°, “◊‘⁄∫∏∑σ⁄≤ø≥ˆœ÷ø◊∂¥ªÚπµ≤€–Õ»±œð°£ »Ù¶ÿ/vπ˝µÕ, ”…”⁄µ•Œª≥§∂»∫∏∑Ï…œƒ¶≤¡≤˙…˙µƒ»»¡øπ˝…Ÿ, ∫∏∑Ï«¯Œ¬∂»∆´µÕ, ≤ªƒÐ–Œ≥…Al/CuÀЖ‘◊¥Ã¨œ¬µƒ¡¨Ω”, ¥”∂¯ πΩ”Õ∑≥ˆœ÷πµ≤€–Õ∫Íπ€»±œð°£
2.2 ∫∏∑ÏΩœý◊È÷Ø∑÷Œˆ
Õº4À˘ 挙∫∏∑Ï◊œÕ≠≤ýµƒΩœý’’∆¨, ∆‰÷–Õº4(a)Œ™∫∏∑Ï∫·Ωÿ√Ê–Œ√≤, Õº4(b)Œ™¿Î∫∏∑Ï…œ±Ì√Ê‘º1mm¥¶∆Ω––”⁄ ‘—˘±Ì√ʵƒΩÿ√Ê–Œ√≤°£ ”…Õºø…º˚, ‘⁄◊œÕ≠≤ý, ∫∏∑ϔ΃∏≤ƒº‰”–∑«≥£√˜œ‘µƒ∑÷ΩÁ√Ê, ‘⁄∫∏∑σ⁄≤ø, Õ≠”ά¡‘⁄Ω¡∞ËÕ∑µƒ◊˜”√œ¬œýª•≥ ∆¨◊¥Ωªµ¸°£
Õº5(a)À˘ 挙∫∏∑Ï”ÎÕ≠ΩÁ√Ê¥¶µƒ±≥…¢…‰µÁ◊”œÒ, ø…«Â≥˛µÿø¥µΩÕ≠”ά¡Ωªµ¸°£ Õº5(b)À˘ 挙∫∏∑σ⁄øø¬¡∫œΩ≤ýµƒ±≥…¢…‰µÁ◊”œÒ, ∞◊…´◊È÷ØŒ™¥øÕ≠, ∫∏∑Ï÷–≥˝”–”ÎΩ¡∞ËÕ∑–˝◊™–Œ≥…µƒÀЖ‘¡˜∂Ø∫€º£“ª÷¬µƒ¥ÛøȪ°–ŒÃı◊¥Õ≠¥¯Õ‚, ‘⁄∫∏∑σ⁄ªπ”–Ωœ∂ý∑÷≤º±»Ωœæ˘‘»µƒÕ≠ø≈¡£°£ ª°–ŒÃı◊¥Õ≠¥¯µƒ¥Ê‘⁄Àµ√˜‘⁄Ω¡∞˃¶≤¡∫∏π˝≥Ã÷–, ÀЖ‘◊¥Ã¨µƒΩ ÙÀÊΩ¡∞ËÕ∑µƒ–˝◊™∂¯[CM(22]¡˜∂Ø, ∂¯∫∏∑σ⁄æ˘‘»∑÷≤º◊≈Õ≠ø≈¡£, Àµ√˜≤ø∑÷Ω Ù‘⁄Ω¡∞ËÕ∑µƒ«˝∂Øœ¬ø…“‘¥”∫∏∑Ï“ª≤ý“∆∂ØµΩ¡Ì“ª≤ý°£

Õº4 ∫∏∑Ï∫Íπ€Ωœý◊È÷Ø
Fig.4 Macrostructure of weld
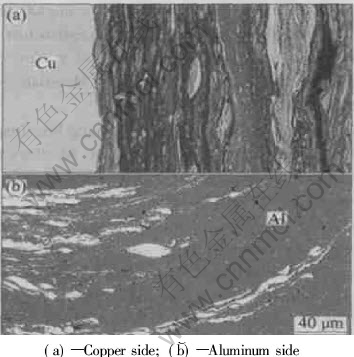
Õº5 ∫∏Ω”Ω”Õ∑Ω Ùµƒ±≥…¢…‰µÁ◊”œÒ
Fig.5 Backscattered diffraction electron image of weld
Ω¡∞ËÕ∑µƒΩ¡∞Ë◊˜”√ «”∞œÏæ÷≤øΩ ÙÀЖ‘¡˜∂Ø◊¥Ã¨µƒπÿº¸“ÚÀÿ, «–Œ≥…÷¬√Ð∫∏∑ϵƒ≥‰∑÷Ãıº˛°£ ‘⁄Al/CuΩ¡∞˃¶≤¡∫∏÷–, ”…”⁄Œ¬∂»∫ÕΩ¡∞Ë¡¶µƒπ≤Õ¨◊˜”√, ¥¶”⁄»»ÀЖ‘◊¥Ã¨µƒ¬¡∫œΩ‘⁄∫∏∑σ⁄”…ÃΩ’Îµƒ«∞∑Ω¡˜œÚ∫Û∑Ω, ≤¢≤˙…˙∂Øè‘ŸΩ·æßœ÷œÛ, ∂¯“ª≤ø∑÷¥¶”⁄»»ÀЖ‘◊¥Ã¨µƒÕ≠“≤‘⁄Ω¡∞ËÕ∑µƒ«˝∂Øœ¬¿Îø™Õ≠ƒ∏≤ƒ”ά¡∫œΩ“ªÕ¨œÚΩ¡∞ËÕ∑∫Û∑Ωµƒø’«ª¡˜∂Ø, ¥”∂¯ πµ√»»ÀЖ‘◊¥Ã¨µƒ¬¡∫œΩ∫ÕÕ≠œýª•Ω·∫œ–Œ≥…¡ÀÕº4∫Õ5À˘ 浃Œ–¡˜◊¥Ωªµ¸«¯°£
2.3 ∫∏Ω”Ω”Õ∑µƒ¡¶—ß–‘ƒÐ
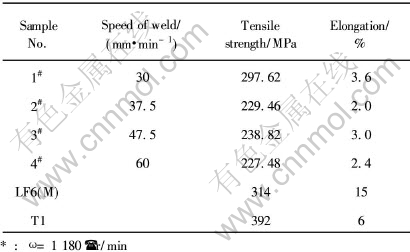
‘⁄Ω¡∞ËÕ∑—π¡¶“ª∂®µƒ«Èøˆœ¬, Ω¡∞˃¶≤¡∫∏∫∏∑ϵƒ–Œ≥…”ÎΩ¡∞ËÕ∑–˝◊™ÀŸ∂»∫Õ∫∏Ω”ÀŸ∂»”–πÿ°£ “Ú¥À, ∑÷Œˆ¬¡-Õ≠Ω¡∞˃¶≤¡∫∏Ω”Õ∑µƒ¡¶—ß–‘ƒÐ ±, —°‘Ò∫Ò∂»Œ™2mmµƒ¬¡∫œΩLF6”Î¥øÕ≠T1, øÿ÷∆“ª∂®µƒπ§º˛±Ì√Êœ¬—π¡ø, ∏¯∂®Ω¡∞ËÕ∑–˝◊™ÀŸ∂»¶ÿ=1180r/min, ‘⁄≤ªÕ¨µƒ∫∏Ω”ÀŸ∂»v ±, ∂‘ªÒµ√µƒ∫∏∑Ï≥…–Œ¡º∫√µƒ ‘º˛Ω¯––Ω”Õ∑¡¶—ß–‘ƒÐ µ—È°£ ±Ì1À˘¡–Œ™Ω”Õ∑µƒ¿≠…Ï µ—ÈΩ·π˚, ‘⁄∫∏∑ϱÌ√Ê≥…–ŒΩœ∫√µƒ«Èøˆœ¬, µ±Ω¡∞ËÕ∑–˝◊™ÀŸ∂»¶ÿ=1180r/min°¢ ∫∏Ω”ÀŸ∂»v=30mm/min ±, Ω”Õ∑øπ¿≠«ø∂»◊Ó∏þ; vŒ™37.5~60mm/min ±, Ω”Õ∑øπ¿≠–‘ƒÐœý≤Ó≤ª¥Û, ”Î◊œÕ≠ƒ∏≤ƒµƒøπ¿≠«ø∂»œýΩ¸°£ “Ú¥À, ¬¡∫œΩ-Õ≠“Ï÷÷≤ƒ¡œ∫∏Ω”Ω”Õ∑‘⁄Ω¡∞˃¶≤¡∫∏ ±, ø…“‘ªÒµ√Ωœ∫√µƒ¡¶—ß–‘ƒÐ°£
±Ì1 ¬¡/Õ≠Ω¡∞˃¶≤¡∫∏Ω”Õ∑µƒ¿≠…Ï–‘ƒÐ*
Table 1 Tensile properties of Al/Cu FSW joint
Õº6À˘ 挙LF6¬¡∫œΩ-◊œÕ≠∫∏∑Ï∫·Ωÿ√ʵƒœ‘Œ¢”≤∂»∑÷≤º°£ ”…Õº6ø…º˚, Ω”Õ∑”≤∂»ΩÈ”⁄◊œÕ≠T1∫Õ¬¡∫œΩLF6÷ƺ‰, Ω”Õ∑÷–º‰”≤∂»Ωœ∏þ, ≤ø∑÷µ„µƒ”≤∂»‘∂‘∂∏þ”⁄Al∫ÕCuƒ∏≤ƒµƒ”≤∂», ‘⁄ƒ≥–©«¯”Ú, ”≤∂»÷µ‘⁄HV300“‘…œ, µ´»Á¥À∏þµƒ”≤∂»÷µ≤ª «º”π§”≤ªØ‘Ï≥…°£ ”…ΩœýÕºø…÷™, ∏þ”≤∂»µ„‘⁄œ‘Œ¢æµœ¬∂‘”¶Œ™∞◊¡¡«¯”Ú, ∂¯¬¡∫œΩª˘ÃÂŒ™ª“…´«¯”Ú, “Ú¥Àø…“‘≈–∂œ–Œ≥…¡ÀCu-AlΩ Ùº‰ªØ∫œŒÔ°£
¿˚”√BRUKER D8 X…‰œþ—Ð…‰“«∂‘∫∏∑όԜýΩ¯––∑÷Œˆ, ±Ì√˜∫∏∑Ï÷–≥˝¥Ê‘⁄‘≠ ºµƒÕ≠∫Õ¬¡Õ‚, ªπ”–≤ø∑÷–¬µƒŒÔœýCu6.108Al3.892, ”ÎŒƒœ◊[6]÷–—–æøCu/Al¿©…¢∫∏ ±, ‘⁄ΩÁ√Ê¥¶∑¢œ÷µƒCu32Al19–ÕΩ Ùº‰ªØ∫œŒÔµƒ≥…∑÷¿ýÀ∆°£ Õ¨ ±, ”…”⁄‘⁄Ω¡∞˃¶≤¡∫∏π˝≥Ã÷–∫∏∑Ï≤ƒ[CM(22]¡œæ≠¿˙¡ÀΩœ¥ÛÀЖ‘±‰–Œ, π¡Ω÷÷Ω Ùæß∏Ò∑¢…˙ª˚±‰,“Ú∂¯, Õ≠∫Õ¬¡µƒ≤®∑”αÍ◊º—˘∆∑µƒ≤®∑”–À˘∆´¿Î°£
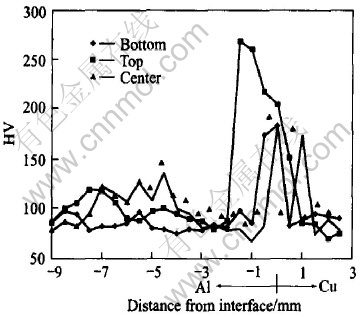
Õº6 Ω”Õ∑œ‘Œ¢”≤∂»«˙œþ
Fig.6 Microhardness of joint
3 Ω·¬€
1) —°”√«°µ±µƒ∫∏ٔ𧓒≤Œ ˝, ƒÐ µœ÷Al/Cu“Ï÷÷Ω ÙµƒΩ¡∞˃¶≤¡∫∏¡¨Ω”, «“Ω”Õ∑µƒ◊È÷Ø°¢ –‘ƒÐ”≈¡º°£
2) ∫∏ٔ𧓒≤Œ ˝¶ÿ∫Õv «±£÷§Ω”Õ∑÷¬√Ж‘∫Õæˆ∂®◊È÷Ø°¢ –‘ƒÐµƒπÿº¸“ÚÀÿ, ‘⁄∏þµƒΩ¡∞ËÕ∑–˝◊™ÀŸ∂» ¶ÿœ¬ƒÐ µœ÷∏þÀŸ∫∏Ω”°£
3) Al/CuΩ¡∞˃¶≤¡∫∏Ω”Õ∑µƒŒ–¡˜◊¥Ωªµ¸«¯∑¥”¶¡À‘⁄Ω¡∞˃¶≤¡∫∏µƒπ˝≥Ã÷–, Ω”Õ∑Ω Ù∑¢…˙¡ÀÀЖ‘¡˜∂Ø, Ω”Õ∑æ÷≤øµ„”≤∂»µƒÕª±‰±Ì√˜”––¬ŒÔ÷ …˙≥…, X…‰œþŒÔœý∑÷Œˆ±Ì√˜–¬ŒÔ÷ Œ™Al3.892Cu6.108–ÕΩ Ùº‰ªØ∫œŒÔ°£
4) ”√Ω¡∞˃¶≤¡∫∏∑Ω∑®∫∏Ω” ±, »ð“◊–Œ≥…Ω Ùº‰ªØ∫œŒÔµƒ“Ï÷÷≤ƒ¡œ, ∂‘”⁄±°∞Â, –Œ≥…¡º∫√∫∏∑Ï≥…–ŒµƒπÊ∑∂≤Œ ˝∑∂ŒßΩœøÌ; ∂‘”⁄∫Ò∞Â, –Œ≥…¡º∫√∫∏∑Ï≥…–ŒµƒπÊ∑∂≤Œ ˝∑∂ŒßΩœ’≠°£
REFERENCES
[1]‘™”¿–¬, —Ó»≈Ù. ¬¡Õ≠∫∏Ω”Ω¯’π[J]. ∫∏Ω”ºº ı, 2000, 29(5): 4-5.
YUAN Yong-xin, YANG Rui-peng. Current situation in aluminum and copper welding[J]. Welding Technology, 2000, 29(5): 4-5.
[2]ÀÔ¡¢»®. Õ≠¬¡π˝∂……ÏÀıΩ⁄µƒ∫∏ٔ𧓒[J]. ∫∏Ω”, 1997(12): 14-16.
SUN Li-quan. Welding procedure of copper-aluminum expansion joint[J]. Welding, 1997(12): 14-16. [3]÷–π˙ª˙–µπ§≥×ߪ·∫∏Ω”—ߪ·. ∫∏Ω” ÷≤·(µ⁄∂˛æÌ)[M]. ±±æ©: ª˙–µπ§“µ≥ˆ∞Ê…Á, 1992. 609-610.
Welding Institute of Chinese Mechanical Engineering Society. Welding Handbook(Vol 2)[M]. Beijing: Mechanical Industry Press, 1992. 609-610.
[4]¡ı÷–«ý, ¡ıø≠. “Ï÷÷Ω Ù∫∏Ω”ºº ı÷∏ƒœ[M]. ±±æ©: ª˙–µπ§“µ≥ˆ∞Ê…Á, 1997. 269-278.
LIU Zhong-qing, LIU Kai. Guide for Dissimilar Metal Welding[M]. Beijing: Mechanical Industry Press, 1997. 269-278.
[5]¿Ó—«Ω≠, Œ‚ª·«ø, ≥¬√Ø∞Æ, µ». Cu/Al’Êø’¿©…¢∫∏Ω”Õ∑œ‘Œ¢◊È÷Ø∑÷Œˆ[J]. ÷–π˙”–…´Ω Ù—ß±®, 2001, 11(3): 424-427.
LI Ya-jiang, WU Hui-qiang, CHEN Mou-ai, et al. Microstructure analyses in vacuum diffusion welded joint of copper and aluminum[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 424-427.
[6]ø¬¿Ë√˜. Ω¡∞˃¶≤¡∫∏𧓒º∞”¶”√[J]. ∫∏Ω”ºº ı, 2000, 29(2): 7-8.
KE Li-ming. The process of friction stir welding and its application[J]. Welding Technology, 2000, 29(2): 7-8.
[7]Murr L E. Fundamental issues and industrial application of friction stir welding[J]. Mat Tech & Adv Perf Mat, 2000, 5(1): 37-48.
[8]Lee W B, Yeon Y M, Jung S B. The mechanical properties related to the dominant microstructure in the weld zone of dissimilar formed Al alloy joints by friction stir welding[J]. Journal of Materials Science, 2003, 38(20): 4138-4191.
[9]Won-Bae Lee, Yun-Mo Yeon, Seung-Boo Jung. The joint properties of dissimilar formed Al alloys by friction stir welding according to the fixed location of materials[J]. Scripta Materialia, 2003, 49(5): 423-428.
[10]Su J Q, Nelson T W, Mishra R, et al. Microstructural investigation of friction stir welded 7050-T651 aluminum[J]. Acta Materialia, 2003, 51(3): 713-729.
[11]LI Ying, Trillo E A, Murr L E. Friction stir welding of aluminum alloy 2024 to silver[J]. Journal of Materials Science Letters, 2000, 19(12): 1047-1051.
[12]Murr L E, LI Ying, Flores R D, et al. Intercalation vortices and related microstructural features in the friction-stir welding of dissimilar metals[J]. Mat Res Innovat, 1998, 2(3): 150-163.
[13]”ðæı∆Ê. ∂˛‘™∫œΩ◊¥Ã¨ÕººØ[M]. …œ∫£: …œ∫£ø∆—ߺº ı≥ˆ∞Ê…Á, 1987.
YU Jiao-qi. Handbook of Binary Alloy Phase Diagrams[M]. Shanghai: Shanghai Science and Technology Press, 1987.
ª˘ΩœÓƒø: Ω≠Œ˜ °π§“µ∑¢’πª˘Ω◊ ÷˙œÓƒø(BC200201014); Ω≠Œ˜ °◊‘»ªø∆—ߪ˘Ω◊ ÷˙œÓ(9950010)
’∏»’∆⁄: 2004-02-10; –Þ∂©»’∆⁄: 2004-05-22
◊˜’þºÚΩÈ: ø¬¿Ë√˜(1960-), Ωà ⁄, À∂ ø.
Õ®—∂◊˜’þ: ø¬¿Ë√˜, µÁª∞: 0791-8216261; E-mail: liming_ke@yahoo.com
(±ýº≠ ¿Ó—Þ∫Ï)

