中国有色金属学报 2003,(06),1534-1539 DOI:10.19476/j.ysxb.1004.0609.2003.06.040
铝电解槽高温烟气加热启动的三维温度场数值模拟
伍成波 殷恩生 张力 刘永刚 张丙怀 唐骞
重庆大学材料科学与工程学院,中国铝业公司广西分公司,重庆大学动力学院,中国铝业公司广西分公司,重庆大学材料科学与工程学院,中国铝业公司广西分公司 重庆400044 ,平果531400 ,重庆400044 ,平果531400 ,重庆400044 ,平果531400
摘 要:
针对大型预焙铝电解槽槽底形状复杂同时存在多块阳极的计算对象 ,应用整体建模及耦合求解方法 ,对烟气加热启动的温度场进行了数值计算。计算模型中紊流模型采用RNGκ ε模型 ,用离散传播法计算辐射传热时可避免了复杂的空间积分运算 ,使温度场的求解简单方便 ,较好解决了电解槽烟气加热启动的温度场计算。结果表明 :烟气加热启动具有升温速度易控制、阴极表面最大温差被控制在 10 0℃左右 ,对扎缝和边部扎固糊的加热充分 ,能较好地满足大型铝电解槽加热启动工艺要求。
关键词:
铝电解槽 ;温度场 ;数值模拟 ;焙烧 ;
中图分类号: TF351
作者简介: 伍成波(1965),男,副教授,博士研究生;电话:02365102451;Email:wuchengbo@cqu.edu.cn;
收稿日期: 2002-12-20
Numerical simulation of three-dimensional temperature field of gas start-up method for aluminum electrolysis cell
Abstract:
Considering the complicate shape and large number of anodes of prebaked cells bottom, the temperature field was numerically simulated by integral model and coupling method with RNGκ-ε turbulent model, and the radiation field was calculated by discrete transmission method, avoiding the difficulties to integral space. The results reveal that the gas baking start-up can easily control the temperature-up speed, and the maximum temperature difference of cathode surfaces is up to 100 ℃. With the start-up method, the joint and ramming paste of the edge can be fully baked, which meets the requirements of start-up process of aluminum electrolysis cell.
Keyword:
aluminum electrolysis cell; temperature field; numerical simulation; start-up method;
Received: 2002-12-20
铝电解槽的加热启动工艺是影响槽寿命的重要因素之一, 而槽寿命又直接关系到铝电解生产的经济效益, 因此对大型预焙阳极电解槽加热启动方法的研究显得尤为重要。 目前常用的加热方式为铝液加热启动法、 焦粉加热启动法和石墨粉加热启动法。 铝液加热启动法的弊端是当900 ℃以上的高温铝液直接接触常温的阴极碳块及扎糊时, 热冲击引发的热应力会使碳素内衬产生裂纹或层状剥离, 以及铝液可通过炭块内衬的任一小裂缝进入阴极内部, 并与耐火材料和保温材料发生反应, 形成腐蚀空腔, 并进一步发展为泄漏, 使电解槽出现早期破损和寿命缩短等问题。 焦粒加热启动法中, 阴极可从常温逐渐升温预热, 避免了铝液加热法中灌入高温铝液时的瞬间强烈热冲击, 但焦粒加热启动的主要缺点是电流分布不均导致阴极表面温度梯度大。 石墨粉加热启动法的优缺点类似于焦粒加热启动法
[1 ]
。
鉴于上述加热启动方法的特点, 国外的一些电解槽启动采用燃料加热启动方法
[2 ,3 ,4 ]
, 其主要优点是: 加热速度容易控制, 可以做到使阴极内衬表面温度缓慢均匀上升, 阴极表面温度均匀; 对扎缝和边部扎固糊的加热充分, 能达到其它加热启动方法无法达到的效果; 启动时, 首先灌入的电解质液能填充阴极内衬以及人造伸腿因加热出现的裂纹, 有利于延长槽寿命。 因此这种方法是一种非常有前途的新的加热启动方法, 但国内在这方面的研究刚起步
[5 ]
。 本文作者采用数值模拟手段研究烟气加热过程中温度场的变化和分布规律, 可以为该方法的深入研究和推广应用提供理论依据。
1 基本假设和控制方程
1.1 基本假设
目前国际上采用的燃料加热启动是火焰直接加热的燃料加热技术, 存在阴极和捣固糊表面氧化破坏、 易出现阴极裂缝、 启动时间较长等问题、 而且相关设备复杂, 防护要求高。 为解决上述问题, 本研究设计采用燃料预燃室完全燃烧方式, 利用燃烧完全的高温烟气进行加热, 烟气氧含量有效控制在1%以内, 可有效解决阴、 阳极氧化等问题。 因此, 设计的加热系统为燃料经燃烧器与空气混合后, 在预燃室内着火燃烧, 再由预燃室喷向分配室完全燃烧, 分配室带有多根喷管, 燃烧产生的高温烟气经喷管喷入电解槽内, 对电解槽进行加热。 针对上述情况, 数学模型作如下假设: 1)流场与温度场视为非稳态三维问题; 2)气体辐射吸收系数不受湍流特性影响且固体视为灰体; 3)喷射到电解槽内的是高温烟气且温度<1 250 ℃。
1.2 控制方程
铝电解槽高温烟气加热过程是一个包含高温烟气流动与固体导热的复杂问题, 即所谓对流与导热耦合问题。 对于这类问题, 模型方程的建立和求解有两种方法: 一种是分区建模、 计算及边界耦合求解; 另一种是整体建模及耦合求解。 对于铝电解槽这种槽底形状复杂且同时存在多块阳极的计算对象而言, 由于边界耦合非常复杂, 采用前一种方法是非常困难的, 因此, 本文采用整体建模及耦合求解法。
整体耦合法就是建立一个适合于不同计算区域(流动区和固相区)的控制方程, 模型求解中在固相区对动量守恒方程的源项S Φ S c +S p Φ p 进行特殊处理, 令S c =1030 Φ , S p =-1030 。 这样, 可以使流动方程在固相区内不起作用, 即相当于使原来仅适用于流动区的流动方程也可用在固相区域。 基于上述分析, 数学模型由连续性方程、 动量方程、 紊流模型和能量方程组成, 控制微分方程可表述为通用方程:
?
ρ
Φ
?
t
+
?
?
x
j
(
ρ
u
j
Φ
)
=
?
?
x
j
(
Γ
Φ
?
Φ
?
x
j
)
+
S
Φ
?
?
?
(
1
)
通用方程中, 各项的具体表达式及各参数取值可参见文献
[
6 ,
7 ]
。
考虑到计算对象为槽底形状复杂, 同时存在多块阳极的铝电解槽, 理想的紊流模型需要能有效地预报低雷诺数流动, 同时还需要有较强的收敛能力, 而RNGκ -ε 模型兼备这两方面的优点。 RNGκ -ε 模型是由Yokhot等
[8 ]
将重组化群理论用于研究紊流问题而提出的, 是标准κ -ε 模型的一种改进形式。 同标准κ -ε 模型相比, RNGκ -ε 模型最大改进是在紊流耗散率方程中增加了一个R 项, R 的作用可看成是流动中拉伸率的一个指标, 当流动快速畸变时这一项显著增大, 在一定程度上改进了对复杂紊流问题的模拟结果。 改进后的耗散率方程为:
?
ρ
ε
?
t
+
?
?
x
j
(
ρ
u
j
ε
)
=
?
?
x
j
(
μ
e
f
f
σ
ε
?
ε
?
x
j
)
+
?
?
ε
k
(
C
ε
1
G
k
-
C
ε
2
ρ
ε
)
+
R
?
?
?
(
2
)
式中
R
=
C
μ
η
3
(
1
-
η
/
η
0
)
1
+
β
η
3
ρ
ε
2
k
,
G
k
=
μ
e
f
f
(
?
u
i
?
x
j
+
?
u
j
?
x
i
)
?
?
u
i
?
x
j
; η 是紊流和平均拉伸的时间尺度之比,
η
=
S
k
/
ε
?
S
=
(
2
S
i
j
S
i
j
)
1
/
2
?
S
i
j
=
?
u
i
?
x
j
+
?
u
j
?
x
i
?
η
0
=
4
.
3
8
?
β
=
0
.
0
1
5
[
8
]
?
σ
ε
=
0
.
7
1
9
?
C
ε
1
=
1
.
4
2
?
C
ε
2
=
1
.
6
8
。
模型中能量方程的源项S T 在固相区只考虑阴极扎糊水分蒸发吸收的热, 在流动区为辐射传热率。 扎糊水分蒸发假设全部发生于某一固定温度下, 水的汽化潜热为
ΔH v /(J・kg-1 )=3.156 3×106 -239 6.6T w (3)
式中 T w 为湿球温度。 辐射传热率用离散传播法计算, 其主要思想是考虑边界网格面作为辐射的吸收和发射源, 将边界网格面上向半球空间发射的辐射能离散成有限束能束, 这些能束穿透内部网格被介质吸收和散射后, 到达另外的边界上被吸收。 通过引入离散传播法, 对节点作能量平衡, 将分布在整个计算区域中的节点辐射通过以离散形式表示的传递方程相互关联起来, 避免了辐射传热空间积分运算的困难
[9 ]
, 即能束穿过内部网格n 时辐射强度的变化为
Ι
n
+
1
=
Ι
n
e
-
a
s
+
σ
Τ
g
4
π
(
1
-
e
-
a
s
)
?
?
?
(
4
)
式中 a 为介质吸收系数, s 为射线穿过网格时所穿行的距离。
当P 作为接收面时, 第r 条特征射线穿过第n 个网格时所减少的辐射能量为
S
n
,
p
r
=(I n +1I n Ω r Ω r A p
则能量方程的源项――辐射传热率表示为:
S
Τ
=
∑
p
∑
r
S
n
,
p
r
?
?
?
(
6
)
2 边界条件与计算过程
2.1 边界条件
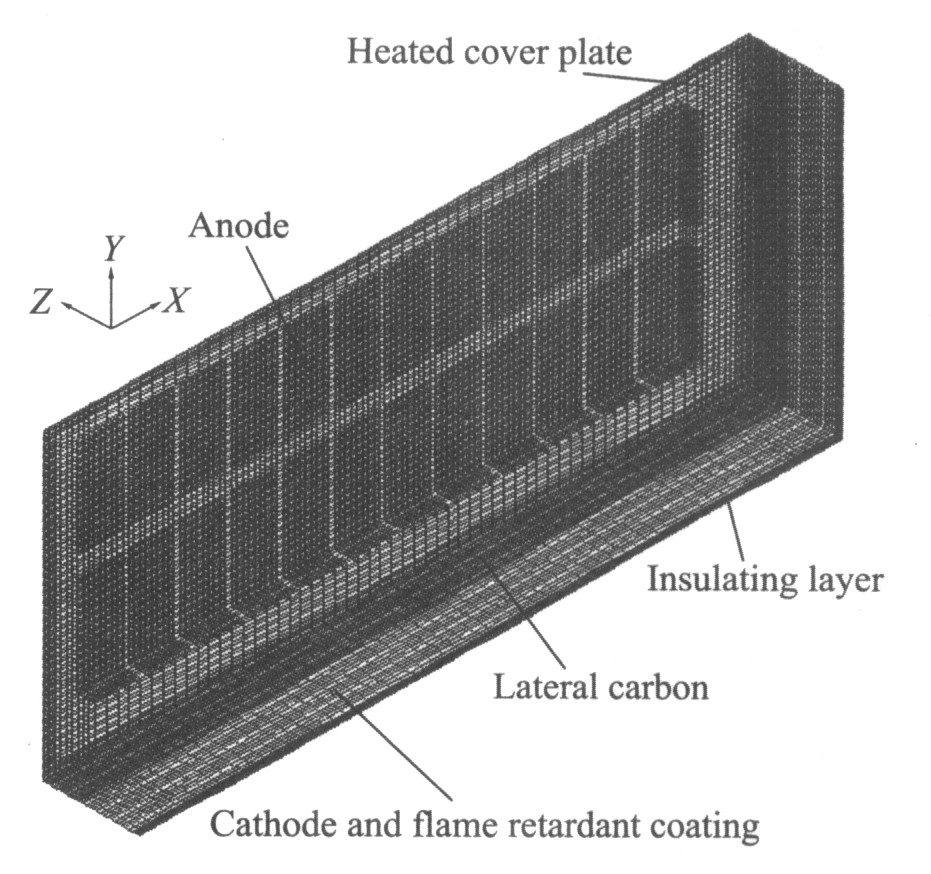
研究对象为160 kA铝电解预焙槽。 计算求解区域取整个电解槽, 如图1所示。 模型计算边界条件有以下3种情况。
2.1.1 入口边界
喷管出口的速度和温度即为入口边界, 根据实际值确定。 采用电解槽大面单侧布置燃烧器, 共设置2个燃烧器, 每个燃烧器带4个喷管并进行了等能量、 等动量优化配置, 各喷管的出口速度及温度基本相同, 但随时间变化。 根据加热工艺有: t 为加热时间, h; T in =773+10 t , K; u in =5.0+0.35 t , m/s; K in =0.006 V
i
n
2
, ε in =C d K
i
n
1
.
5
/l in , l in 为喷管出口当量直径, l in =0.105 m。
图1 计算模型及网格划分示意
Fig.1 Calculation model and grid pision
2.1.2 出口边界
由于在焙烧中并未设置专门的排烟口, 烟气是通过密封盖板的缝隙流出, 因此出口是分散的, 对于这类出口边界按等压力出口边界处理。
?
Κ
?
n
=
0
?
?
ε
?
n
=
0
, 出口处的温度认为仅受上游气流的影响, n
2.1.3 壁面边界
由于采用整体建模及耦合求解法, 因此, 壁面边界即为槽壳散热与阳极表面和盖板散热。 将其处理为第三类边界条件, 即
α
Σ
(
Τ
w
-
Τ
0
)
=
-
λ
(
?
Τ
?
x
)
x
=
0
式中 α Σ =c (T w -T 0 )0.25 +5.67×10-8 ε (T w +T 0 )(T 2 w +T
0
2
); c ―系数, 对侧壁取2.6, 对底板取2.0, 顶板取3.3; ε ―黑度, 取0.82; T w ―表面温度; T 0 ―环境温度
[10 ]
。
2.1.4 材料的热物性
计算中用到的主要材料的热物性数据见表1。
2.2 求解过程
选用固定正交网格, 在气固边界加密网格, 共有240 872个网格, 以控制容积法采用混合差分格式离散控制方程及边界条件, 用SIMPLE算法对方程进行求解。
3 计算结果及分析
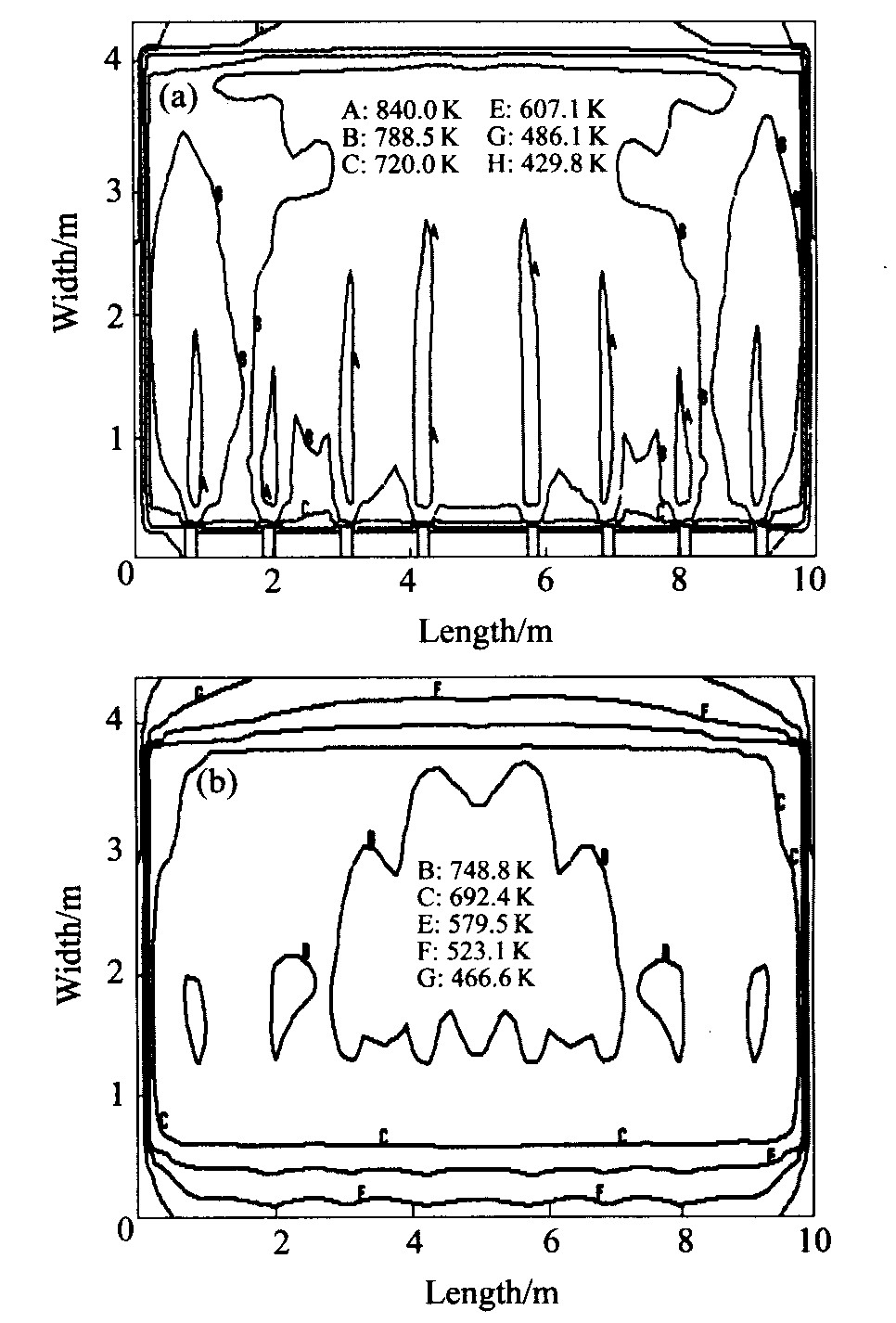
铝电解槽在加热初期(15 h后, 即u in =10.2 m/s, T in =923 K时)喷口平面及阴极上表面的温度分布如图2所示。 由图2(a)可见: 在加热初期, 受工艺升温速度的限制, 热负荷仅为额定负荷的30%左右。 由于热负荷较小, 烟气量小, 使喷管出口速度只有10.2m/s, 因此, 气流速度小搅拌动能弱, 反映在喷口平面温度场存在明显的低温区(图2(a)中左上角及右上角), 导致低温区与主流区的温差高达121 K, 造成阴极上表面的温度分布如图2(b)所示, 存在中间高温区和较大区域的低温区, 两者的温差为56 K。
图2 加热15 h后喷口及阴极上表面的温度分布
Fig.2 Temperature distributions after heating for 15 h
(a)―Nozzle surface; (b)―Upper surface of cathode
表1 材料热物性数据
Table 1 Data of thermal physical characteristics of materials
Thickness/mm
λ /(W・m-1 ・K-1 )c p -1 ・K-1 )ρ /(kg・m-3 )
450
111.27-0.168(T -273)+9.49×10-5 (T -273)2
307
1 560
540
3.14+4.86×10-3 (T -273)
836
1 520
150
0.84+0.58×10-3 (T -273)
879+230×10-3 (T -273)
2 100
100
0.22+0.426×10-3 (T -273)
837+264×10-3 (T -273)
800
100
0.052+0.29×10-4 (T -273)
836+260×10-3 (T -273)
220
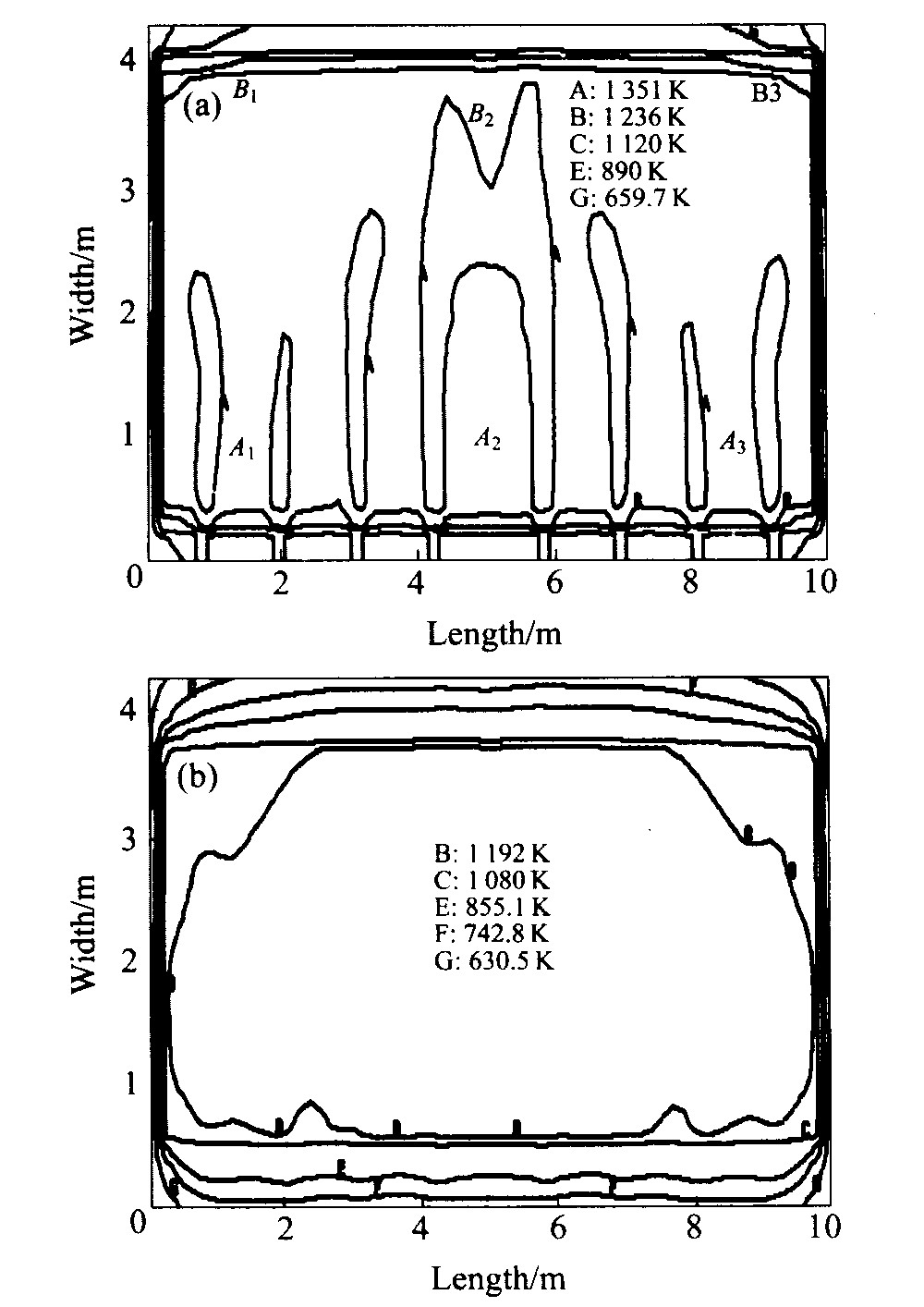
在加热末期(72 h后, 即u in =30.2 m/s, T in =1 493 K时)喷口平面及阴极上表面的温度分布如图3所示。 由图3(a)可见: 在加热末期, 随着热负荷的增加, 喷管出口烟速增加到30.2 m/s, 气流的搅拌能力增强, 使温度趋于一致, 低温区基本消失。 由图3(b)可见: 加热72 h后阴极表面大部分温度达到1 192 K, 且趋于一致, 只在左上角和右上角温度稍低, 但均超过1080K, 使边部扎固糊得到了很好的焙烧。 这说明在加热过程进行中, 随着加热温度的升高, 热负荷逐渐增大, 低温区明显减小, 电解槽的温度均匀性会越来越好, 这正是烟气加热启动法的优点。 加热末期, 电解槽表面最大温差被控制在100K左右, 较好地满足了大型铝电解预焙槽焙烧启动的工艺要求。
图3 加热72 h后喷口及阴极上表面的温度分布
Fig.3 Temperature distributions after heating for 72 h
(a)―Nozzle surface; (b)―Upper surface of cathode
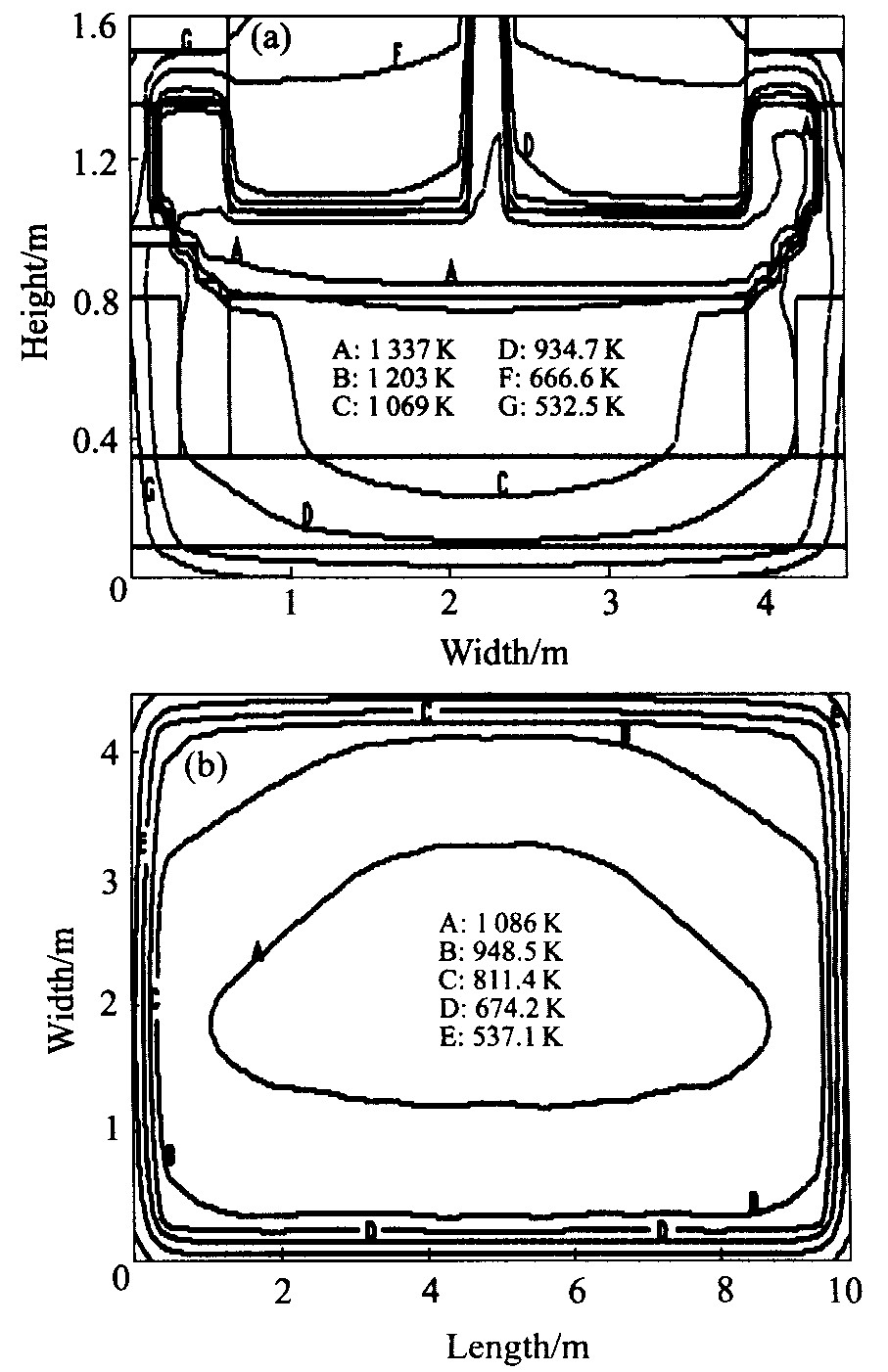
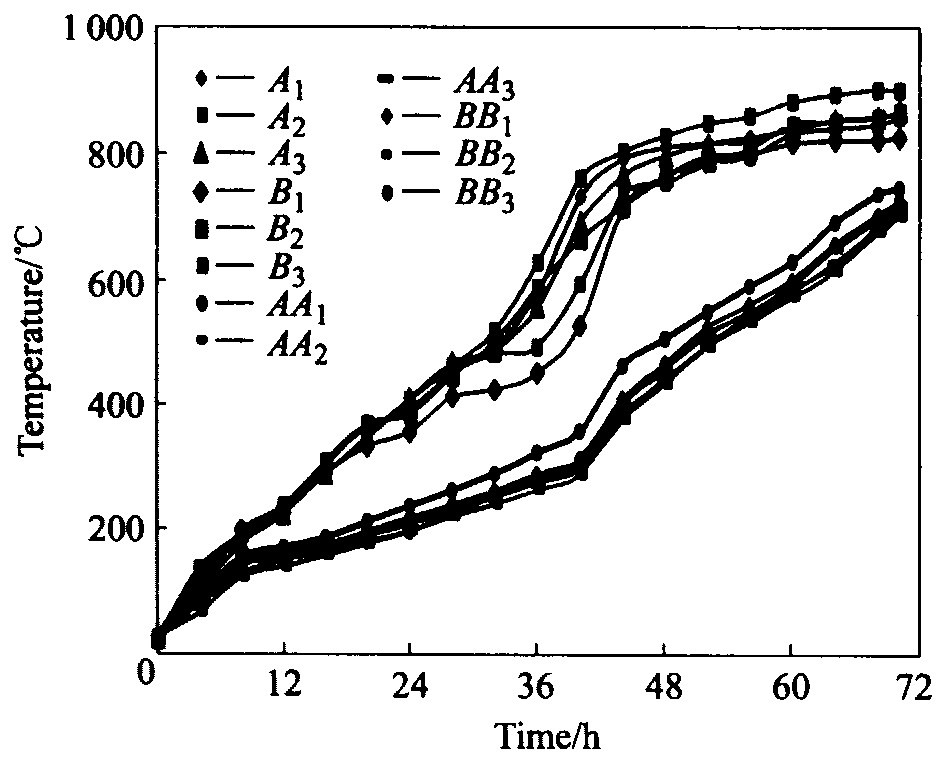
图4所示为加热72 h后电解槽横断面及阴极下表面温度分布。 由图4(b)可见: 加热72 h后, 阴极下表面中心部位温度可达到1 086 K以上, 整个阴极下表面温度可达到950 K以上, 两者温差约140 K, 大大改善了阴极的加热质量。 由图4(a)可知, 加热终了时阴极边部扎固糊的内部温度在935 K以上, 能使边部扎固糊取得很好的焙烧效果。在实验及理论研究的基础上, 在中国铝业广西分公司电解铝厂116# 槽进行了烟气加热启动试验, 加热时间共进行了约70 h, 实验得出的结果如图5所示。 图5中测温点的布置示意见图3(a)中的A 1 、 A 2 、 A 3 、 B 1 、 B 2 、 B 3 所示, 图5中的AA 1 、 AA 2 、 AA 3 、 BB 1 、 BB 2 、 BB 3 为对应点的阴极下表面的温度。 阴极上表面的温度用K型热电偶直接插到阴极表面测定, 为能反映上表面的实际温度, 去掉所用热电偶的头部保护管, 让热电偶探头裸露并与表面良好接触; 阴极下表面的温度用预埋K型热电偶的方法测定。
图4 加热72 h后断面及阴极下表面的温度分布
Fig.4 Temperature distributions after heating for 72 h
(a)―Cross-section of cells; (b)―Lower surface of cathode
图5 116#槽阴极上下表面温度
Fig.5 Upper and lower surface temperature of 116# cell
从图5可以看出, 经约70 h后阴极上表面的温度可达到900 ℃(1 173 K)左右, 而阴极下表面温度在加热终了时可达到750 ℃(1 023 K)左右, 上、 下表面的温差在150 ℃左右。 阴极上表面的温差在整个加热期间基本上呈下降趋势, 在加热终了时测点最大温差约为75 ℃, 平均温差在50 ℃以内, 与理论计算值吻合较好。 由图5还可看出, 阴极上表面温度小于300 ℃时阴极底部的升温较慢, 这主要是由于扎糊中水的蒸发引起, 在阴极上表面温度小于700 ℃时阴极底部的升温也较慢, 目的是使扎糊焦化。
4 结论
1) 模型中紊流模型采用RNGκ -ε 模型, 辐射传热用离散传播法计算避免辐射传热的空间积分运算, 使温度场的求解简单方便, 较好解决了铝电解槽槽底形状复杂同时存在多块阳极的温度场计算。 数值模拟结果与工业试验研究结果吻合较好, 表明应用该数学模型描述铝电解预焙槽烟气加热温度场正确可靠, 研究结果为铝电解预焙槽烟气加热启动这一新的加热启动方法的实际应用提供了理论基础。
2) 铝电解槽烟气加热, 具有随着加热温度升高, 热负荷逐渐增大, 电解槽的温度均匀性会越来越好的优点。 加热末期, 阴极上表面最大温差被控制在100 ℃左右, 下表面温度可达到750 ℃左右, 能较好地满足大型铝电解预焙槽加热启动的工艺要求。
3) 烟气加热法不但能方便地按升温要求加热好槽底阴极, 而且能使边部扎糊(人造伸腿)取得很好的焙烧效果, 克服了其它加热方法不能很好地焙烧边部扎糊的不足。
参考文献
[1] HaleWR .Improvingtheusefullifeofaluminumindus trycathode[J].JOM .1989,41(11):2023.
[2] BentzenH ,HvistendahlJ ,JensenM .Gaspreheatingandstartofsoderbergcells[A ].Proceedingsofthe120thTMSAnnualMeeting,1991[C].Warrendale,Pennsylvania:Minerals,Metals&MaterialsSoc,1990.741747.
[3] RichardsWB .Thermalbake outofreductioncellcath odes advantagesandproblemareas[A].ProceedingsofSessions,AIMEAnnualMeeting1983[C].Warrendale,Pennsylvania:USMetallurgicalSocofAIME ,1983.857866.
[4] RolofsB ,EismaD ,DickinsonG ,etal.Thermalbake outofaluminiumreductioncells,atechnologyforthefu ture[A].LightMetals,2002(USA)[C].Warrendale,Pennsylvania:Minerals,Metals&MaterialsSoc,2002.343346.
[5] ZHANGLi,WUCheng bo,PANLiang ming,etal.Theheattransfercharacteristicofthegasbakingmethodforheatingelectrolyticcell[A].ProceedingsofInterna tionalConferenceonEnergyConversionandApplication(ICECA 2001)[C].Wuhan:EnergyConversionandApplication,2001,12:373377.
[6] MarkatosNC .Themathematicalmodelingofturbulenceflows[J].MathModeling,1986,10:190220.
[7] 伍成波,梁小平,王 雨.金属冲击加热炉内流动及传热的数值模拟[J].钢铁,1995,30(3):5862.WUCheng bo,LIANGXiao ping,WANGYu.Numer icalsimulationofflowandheattransferinimpingingheatingfurnace[J].IronandSteel,1995,30(3):5862.
[8] YakhotV ,OrszagSA .Developmentofturbulentmodelsforshearflowsbyadoubleexpansiontechnique[J].PhysFluidsA ,1992,A4(2):15101520.
[9] 范维澄,万跃鹏.流动及燃烧的模型与计算[M ].合肥:中国科学技术大学出版社,1992.233238.FANWei cheng,WANYue peng.ModelandCalcula tionofFlowandCombustion[M].Hefei:UniversityofScience&TechnologyofChinaPress,1992.233238.
[10] 梅 炽.有色冶金炉窑仿真与优化[M ].北京:冶金工业出版社,2001.156159.MEIZhi.Emulation&OptimizationforNonferrousMetalMetallurgicStove[M ].Beijing:MetallurgicalIndustryPress,2001.156159.