
DOI�� 10.11817/j.issn.1672-7207.2020.04.002
����Ϳ�����������¶ȳ��ֲ��빤ҵʵ���о�
��˧��,��ï,�̱���,�����,����Ԩ
�����ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083��
ժҪ:����ˮ����ƽ�巨�ⶨ����Ϳ��ֱ���820��870��920��1 020 ��ʱ�ĸ����ȵ��ʣ�ʹ��X�������Ƿ����������ս������Ϳ���������ɣ�����ANSYS����ƽ̨���Ե���Ϊ400 kA��������Ϊ����ģ�ͽ����о�������Ӧ������Ϳ��������۵�-�ȳ���ϼ���ģ�ͣ�ȷ��¯��λ�ò�����Ϳ����������¶ȳ��ֲ���Ӱ�졣�о����������Ϳ����820~1 020 ��ʱ���ȵ���Ϊ0.2~0.4 W/��m��K�������¶����߶�����Ӧ������Ϳ��������۵�-�ȳ���ϼ���ģ�ͺ��������ۿ�ƽ���¶��½�11.3 �棬��Ҫԭ����Ϳ��ʹ���������ಿ������е���·�����ı䣬��Ҫԭ����̿�������ٺ͵���ʵ����ʽ��ͣ�����Ϳ���Ӧ�ÿ��Խ�������ë�ģ��ӳ�����ʹ������1 d���ಿ�¶Ȳۿǵ�ƽ���¶ȷ�������ij����ʵ��������һ�¡�
�ؼ���:�����ۣ�̿����������Ϳ�㣻��-�ȳ�������·��
��ͼ�����:TF821 ���ױ�־��:���ױ�ʶ��:A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±��:1672-7207��2020��04-0872-10
Industrial experimental research and temperature distribution in aluminum reduction cell
SUN��Shuaigeng, LI��Mao, CHENG��Benjun, LI��Hesong, HOU��Wenyuan
(School of Energy Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The high temperature thermal conductivity of the anode coating at 820, 870, 920 and 1 020 ��C were measured by the water flow plate method. The content of the coating after high temperature sintering was analyzed by X-ray diffractometer(XRD). Based on the ANSYS calculation platform, the coupling electric-thermal field calculation model of the 400 kA aluminum electrolytic cell with coating anode was established to accurately track the location of the furnace and analyze the influence of the coating. The results show that the thermal conductivity of the coating in the range from 820 ��C to 1 020 ��C is 0.2-0.4 W/(m��K), and increases with the increase of temperature. The average temperature of the shell in the melt zone decreases by 11.3 ��C with the application of the coating, mainly because of the change of the current path in the electrolyte flowing through the anode side of the coating, and also due to the reduction of the amount of carbon residue and the decrease of the electrolyte resistivity. The reduction of the amount of carbon residue can reduce the green anode consumption and prolong the service life of the anode. The simulation results agrees well with the experimental results in the field.
Key words: aluminum electrolytic cell; carbon anode; anode coating; electric-thermal field; current path
̿�������ǹ�ҵ�������������Ҫ��ԭ���ϣ��ڵ������з�������Ҫ����[1-2]�����������У�����̿�����������������Ͻ��е绯ѧ��Ӧ�����ģ������绯ѧ��Ӧ����CO2��һ������CO[3]������Ϊ����ʣ����������������弰CO2�����������ڲ���̿�鷴Ӧ������̿�鱻������ʴ�������������У����������������࣬���۵���Ч�ʵ�[4-5]���о�������������ʹ������е�̿�����������������࣬���ۺ�Ӱ��ʹ����ʵ���������0.12~0.18 ��/cm[6]����Σ������ᵼ�µ���Ч�ʽ��ͣ�ʹ�������߶�Ӱ������¶ȷֲ�������Ҳ�����������ɱ���̿��������������ֵΪ333 kg/t����ʵ�ʵ�����ë��Ϊ450~600 kg/t��Լռ�����ܳɱ���15%[7-8]����ˣ�����̿�����Խ��������������ķdz���Ҫ��Ŀǰ�Ƚ���֮��Ч�ķ���������������Ϳ������������Ϳ��[9]��Ϳ�����ͨ��Ϳ������Ϳ�ķ�ʽ��������̿�������γɸ�������[10]����ֹ��Χ������CO2�͵������������ʴ����������̿�����ܵ���������������ʹ�ý϶���������մɻ����·�����Ϳ��[11]���������ܽ�����������Ϳ��[12]�����߾��и��۵㡢���ȶ��ԡ���ǿ�Ŀ������Ե��ص㣬�ڲ�ͬ�¶��¶��ܶ�̿������ǿ�ı������á�������ѧ�߶Ե����̿�����ÿ�����Ϳ��������Է�������˴����о����磺YANG��[13] ������������Ϳ�����ɨ��羵(SEM)����������ʧ�ʲ��ԣ����ָ��ǿ�����Ϳ��������Ŀ��������ܵõ��˺ܴ���ߣ���Ϳ�������������Ӱ�졣ZENG��[14]ָ��������������Ϳ����800 �����Ҵ��ڲ���̬��������ʯī����Ŀ�϶�У���750 ������ʱ������Ϳ���ʯī��������ʧ��Զ����Ϳ��ʯī�ĵͣ����¶����ߣ���������ʧ�ʱ仯�����ԡ�������SiCͿ��Ķ��������Ŀ���������ʴ�͵����Է��������������絼�����¶����߶�����850 ��ʱ�ĵ絼��Ϊ102 S/cm[15]���������������ڸ����¶�Ϳ�������Ե��γ���������Ҫ�����ã��ܹ�������Ϳ��ĸ��������ԴӶ��������¿�������[16]��Ȼ������������ʹ�óɱ��ϸߣ�����IJ���Ե���ʺ�̿���в���Ӱ�졣���������������۴���ͻ�������������⣬������������������ζ�������۾��д�������������ڸ�����״̬�²�����ƽ��״̬���ȶ����������������¶ȷֲ����ܸ������ر仯��Ӱ�죬���������¶ȷֲ�ֱ��Ӱ�����Ч�ʡ�Ŀǰ�������������Ϳ��������۵�-�ȳ�Ӱ����о��������٣�Ϊ�ˣ��������鿪����������������Ϳ�㣬����X��������(XRD)����Ϳ���������ɣ��ⶨͿ��������Բ����������������ݣ����ô�������Ԫ����ANSYS����ƽ̨������Ӧ��Ϳ���µ������۶�ά��Ƭ�������ģ�ͣ�����APDL�Զ����̣����㲢�õ����ά�¶ȳ��ֲ���ͨ���빤ҵʵ�����õ������۲ۿǵȲ��ֵ��¶���Ƚϣ���֤��ģ�͵�ȷ�ԣ�������Ϳ����������¶ȳ�Ӱ�������ԭ��
1 ��-�ȳ����ģ��
1.1�����Ʒ���
1.1.1������Ʒ��̡�
���������µ������۵糡����̬�ģ��ɺ�������ʱ��IJ��������ɺ���ʱ����������ˡ���������������צ���������������Լ������ȵ���ṹ�ǵ糡������������������ˡ���������������צ�ĵ����ɸ��ݻ��������ɼ��㣺
 (1)
(1)
ʽ�У�UΪ������λ��IΪ������RΪ���衣
�����ڵ�����������ʱ����ڣ������۵ĵ��������ھ�̬����������ʱ���أ���ˣ��������������������Լ��������ڵ��粿�ֵĵ����ַ��̿���������˹���̱�ʾ��
 (2)
(2)
ʽ�У���x�ͦ�y�ֱ�Ϊ������x��y����ĵ絼�ʡ�
1.1.2���ȿ��Ʒ��̡�
�����������״̬����ģ�ͣ���ʱ�¶Ȼ���ά�ֺ㶨���������۵�-�ȳ�����̬���м��㡣�������нṹ�����е������ã���ˣ��������۶����ȳ������������ά�����ַ���Ϊ
 (3)
(3)
ʽ�У�TΪ�ڵ��¶ȣ�kx��ky�ֱ�Ϊ������x��y����ĵ���ϵ����qsΪ��λ����������ʡ�
����̿��������֮��ı߽������ɲ��õ�����߽��������������ܶ�q�ɰ���ʽ���м��㣺
 (4)
(4)
ʽ�У���Ϊ��������ϵ����TfΪ����ʵ������¶ȣ�TwΪ����̿�������¶ȡ�
����ϵ��ȡ���ڽ����漸����״�������˶��������Լ����������ѧ�����������ԡ���������Χ�������ȷ������˹�ٷ�-�����������ɵó���
 (5)
(5)
ʽ�У���Ϊ˹�ٷ�-��������������TsΪ�������������ѧ�¶ȣ���Ϊ��������ķ����ʡ�
1.2���߽�����
���ݴ���Ԥ�������۵ľ����������ģ�������±߽�������
1) ��߽�������ȡ��Һ����Ϊ����λ�����λ�棻��ǡ�������Ϊ��Ե�壻�������˵ĵ���Ϊ�ܵ�����ƽ����ֵ̯������̿�ֽӴ�ѹ����
2) �ȱ߽�����������ʺ���Һ��Ϊ�����������¶ȷֱ�ʵ����¶ȸ�������������¶�Ϊʵ�������¶ȣ�����������ɢ��ϵ��Ϊ[17]
 (6)
(6)
ʽ�У�TAΪ�����¶ȣ���waΪ�ۿ������ɢ��ϵ����Tw Ϊ�ۿ�������¶ȣ���0Ϊ˹�ٷ�-���������������� wΪ�ۿ������ڶȣ�����ȡ0.8����Ϊ�ۿ����������Χ���������Ȼ��������ϵ��[18]����������ƽ�棬
 (7)
(7)
��������ƽ�棬
 (8)
(8)
���ڴ�ֱ�棬
 (9)
(9)
��������ڱ���Ļ���ϵ��Ӱ�����غܸ��ӣ�һ��ɲ��þ��鹫ʽ[19]���㡣
����Բಿ�۰
 (10)
(10)
��Һ������̿�飬
 (11)
(11)
ʽ�У�NuΪŬ��������ReΪ��ŵ����PrΪ����������
��ʽ(11)����Nu���ϴ���ʵ��ʹ���У����ø��ӱ�Ĥ����ķ�����������[20]��
 (12)
(12)
ʽ�У� Ϊ��������������ڱ���Ļ���ϵ����LΪ�����ڿ�����m�ͦ�B�ֱ�Ϊ������߽籡Ĥ���ȵ��ʣ���BΪ�߽籡Ĥ��ȡ�Ŭ������Nu��ʽ(10)��(11)ȷ�������⣬���ļ������õ�����Ҫ���ϵ����������ݼ�����[21-22]��
Ϊ��������������ڱ���Ļ���ϵ����LΪ�����ڿ�����m�ͦ�B�ֱ�Ϊ������߽籡Ĥ���ȵ��ʣ���BΪ�߽籡Ĥ��ȡ�Ŭ������Nu��ʽ(10)��(11)ȷ�������⣬���ļ������õ�����Ҫ���ϵ����������ݼ�����[21-22]��
2 ����Ϳ�������ԵIJⶨ
2.1��Ϳ���Ʊ�
Ϳ������ɸ���Ϳ��ۡ�ˮ����ά��ճ���������ɣ�������Ϊ20:12:1.2����2 kgͶ����Ϊ��������Ϳ�����Ʒ������£�ȡ0.12 kg��ά�ط���1.2 kgˮ�в��ý����������ܽ⣻���ܽ�����ά�ص�����ĥ������ĥ���ˣ�ȡ2 kg����Ϳ��۵�����ĥ�õ���ά����Ͱ�У��ý�����������ȣ��������ݺ�����ĥ������ĥ���ˣ���ĥ��Ŀ���������С��50 ��m�����Ʊ��õ�����Ϳ�㵹��ģ���У��������¶�Ϊ50 ��ĸ������к�ɣ��Ʊ��ɳ���������Ϊ200 mm��45 mm��30 mm�Ŀ�״������ʹ��1000��SiCɰֽ��ĥ�������棬��ĥ�⻬�����ջ������Ϳ��������
2.2������ϵ��
ʹ��PBD-15-7P�����Ƹ���ƽ�嵼���ǣ�����ˮ����ƽ�巨�ⶨ����Ϳ����ȴ���ϵ����ʵ��ԭ��Ϊ�����ݸ���Ҷһάƽ���ȶ����ȹ��̻���ԭ�����ⶨ��̬ʱ��λʱ����һά�¶ȳ�����������ͨ���������洫������������������������е�ˮ�����յ��������ȵ��ʦ˼��㹫ʽΪ
 (13)
(13)
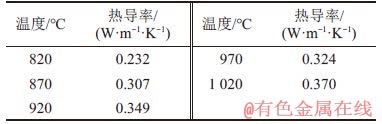
ʽ�У�QΪˮ������������lΪ�����ĺ�ȣ���TΪ�����������²AΪ�����������������������ͬ�¶���Ϳ����ȵ��ʼ���1���ӱ�1��֪��������820��1 020 ��ĵ�����Ϊ0.2~0.4 W/(m��K)�������С��˵���������ȴ���������С���������¶����ߣ�������������������ƣ�������920 ��ʱ�ĵ����ʱ�970 ��ʱ��0.025 W/(m��K)����������920 ��ʱ�������ڲ���϶�ʽϴ���ʱ��϶�ڵĿ�����ʹ�������ƫ�ߣ�Ӱ�쵼���ʵı仯���ơ������ʵIJ����������Ϊ�ȳ�����������Բ�����
��1����ͬ�¶���Ϳ����ȵ���
Table 1��Thermal conductivity of coatings at different temperatures
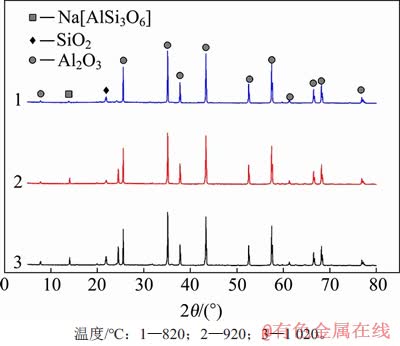
ͼ1��Ϳ����3���¶��µ�XRD��
Fig. 1��XRD pattern of coating at three kinds of temperatures
2.3���絼��
ͨ��7501A���������ǿ�ֱ�Ӽ����������Ե�����ϵĵ絼�ʣ�ʵ��������Ϳ��ĵ絼�ʴ�����7501A�����������������ޣ���������[23]��֪���������ڸ����µĵ絼��Ϊ1��10-9��2��10-10 S/m����̿�����������µ絼��Ϊ40~ 60 S/m[24]��Ϳ��ĵ絼��ԶԶС�������絼�ʣ���Ϳ���ڱ���ģ���п�����Ե�㴦����
2.4��Ϳ�����
���������õ�ԭ��Ϊ�ֱ���820��920��1 020 �������պ��3�����������ȣ��ڳ�����ѹ����ǿ��������ڽ�����ѹ�飻Ȼ��ʹ���в�����ĥ�ɷ�ĩ״������ú������ɿ���������Ӱ��X�������Ƕ�Ϳ��������������
��2����ͬ�¶���Ϳ�㻯ѧ���(��������)
Table 2��Main chemical composition (mass fraction) of coatings at different temperatures%
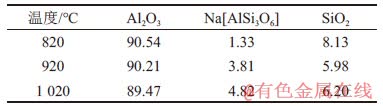
ͼ1��ʾΪͿ�㾭��ͬ�¶����ս���XRD�ס���ͼ1���Կ�����Ϳ����820 ���ս�ʱ��Na[AlSi3O6]��������������ս��¶���ߵ�920 ��ʱ��Na[AlSi3O6]��������Ե�����壻���ս��¶���ߣ�Na[AlSi3O6]�����������ǿ������Ϳ����Na[AlSi3O6]��������������SiO2�����������¶���߶���ü�������SiO2�����������£�Al2O3����������¶���߲��ޱ仯����Ϊ���Ե�����壬��˵��Ϳ����Ҫ�ɷ�δ�����仯����820��920��1 020 �����ս����Ҫ�ɷ�ΪAl2O3��������Na[AlSi3O6]��SiO2��Ϳ����ɷ��ڲ�ͬ�¶��µ������������2��ʾ��ͨ������������Al2O3����ı���Ƭ������Ƚϵó�Ϳ�����Ҫ�ɷ�ΪAl2O3����������ԼΪ90%����������Al2O3�ȶ����ڣ�Ϳ�����¶��������ܹ��������ܵ���״�ṹ���ǿ�ĸ��������ڱ�Ϳ�������������γ�һ�������ĸ�ǿ���ս����㣬����Ч�������������������弰��Ũ��CO2����ʴ�͵���ʵIJ��ϳ�ˢ��SiO2���������½����������ڲ���SiO2��������ת������Na[AlSi3O6]����ָ�����ǣ�Ϳ���е�Si������������ԭ��������Ӱ���С������Ϊ��Ӱ�죬������ΪͿ��ĺ�Ⱥܱ���ԼΪ1.5 mm����Ϳ1������ֻ��ҪԼ0.5 kgͿ�ϣ���1��������Ϳ���������������ܽ��ڵ�����У���1̨����ÿ��IJ�����ԼΪ3 000 kg��Si��ԭ���е�ƽ����������ֻ��Լ0.000 5%��
3 ���������
3.1��ģ����֤
Ϊ��ʹ¯����״���ӽ�ʵ����������IJ��õ�-�ȳ����ģ�ͣ��ü���������ͼ2��ʾ���Զ�ά�����۸���1����ʼ¯���λ�����꣬�����е�1���ȳ����㣬ͨ���Ա�¯��߽���¶���������¶ȣ�������һ���������ƶ�ģʽ���½�ģ��Ȼ��ѭ���������㣬ֱ������һ���Ŀ�������ʱ�������ÿ�������Ϊ�߽���¶����������¶Ȳ��㹻С(��0.5 ��)�������нڵ���ƶ�����ʽ���У�
 (14)
(14)
ʽ�У�TsΪ�������¶ȣ�TeΪ�����¶ȣ�TΪ��DZ߽��¶ȣ�LcΪ�ƶ��IJ������������������Բ۰����ѭ���������㣬ͨ�����ѭ�������µIJ۰�λ�ã����������¶��������λ�þ���С�ڸ�����ֵʱ��������Ϊ��ʱ�ٶ��IJ۰�λ��Ϊʵ�ʵ����е���ʽ��λ�ã����ij������¶�Ϊ936 �档
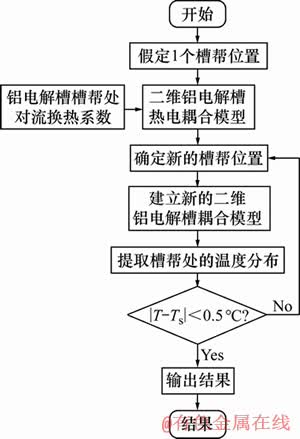
ͼ2����-�ȳ����ģ�ͼ�������ͼ
Fig. 2��Flow chart of electro-thermal field coupling calculation
�������¶ȷֲ���ͼ��ͼ3��ʾ����ͼ3���Կ�����900 ���������������̿��ײ�(��ֹ�������̿���нᾧ�����������)��800 ������ߴ����ͻ�ש����(����������850 �濪ʼ������ѧ����)��650 ������ߴ��ڱ���ש����(���ù���Ʊ��²������ʹ���¶�)��700 ������ߵ��ڽ�Ƕ���(���������ϳɷ�Ϊ����ʯ���۵�Ϊ700 ��)����������[24]�е��۵����߷ֲ���֪��������ģ���¶ȷֲ��������Ӷ���֤��ģ�͵���ȷ�ԡ�
3.2������ʵ����ʶ��¶ȷֲ���Ӱ��
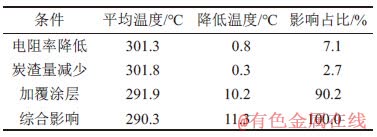
�����������ö��ɶ���������������ɶ��̼���У���ʹ����ʵ���������0.12~0.18 ����cm���ʾ���Ϳ����������ڵ���������ʹ�������ʵ����ʱȲ�����Ϳ��������ĵ���ʵ�����С������ȡ�м�ֵ0.15 ����cm��ֻ������ʵ����ʽ��ͣ��������ز��䣬����õ������¶ȷֲ��������ͼ4��ʾ���Ա�ͼ4(a)��ͼ4(b)��֪������ʵ絼�ʽ��ͣ����������۰���¶ȷֲ������Ա仯��ȡ�ܹ���ӳ���������¶ȷֲ����������ۿǽڵ��¶ȼ���ƽ��ֵ����Ϳ����3������������ۿǽ���¶ȼ������Աȼ�ͼ5����ͼ5(a)���Կ�����2������¸��ڵ��¶ȷdz��ӽ����������߽ڵ��¶Ⱦ���ˮƽ�߶�0.82~1.10 m(��Һ��)��������������¶�309.5 �棬����ˮƽ�߶�1.10~1.42 m(�������)�����½���302.3 �棬�¶ȷֲ������ȡ����ӱ�1���Կ�����Ϳ���������ۿǽڵ�ƽ���¶�Ϊ302.1 �棬�����ǵ���ʵ����ʼ�С������£��������ۿǽڵ�ƽ���¶�Ϊ301.3 �棬����ʵ����ʼ�С0.15 ����cm��ʹ�������ۿǽڵ�ƽ���¶��½�Լ0.8 �棻�������������ۺ�Ӱ��ʱ���������ۿǽڵ�ƽ���¶��½�Լ11.3 �棬��ʵ������������е���ʵ�����ֻ��0.45 ����cm��������ʵ����ʽ���1/3ʱ���������ۿ��¶��½�ֵֻռ���½�ֵ7.1%���ɴ˿ɵõ���ʵ����ʵı仯����������¶ȷֲ��仯�Ĵ�Ҫ���ء�
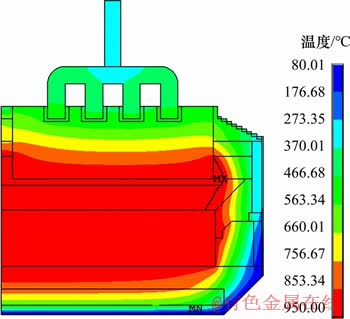
ͼ3���������¶ȷֲ���ͼ
Fig. 3��Temperature distribution of aluminum electrolysis cell
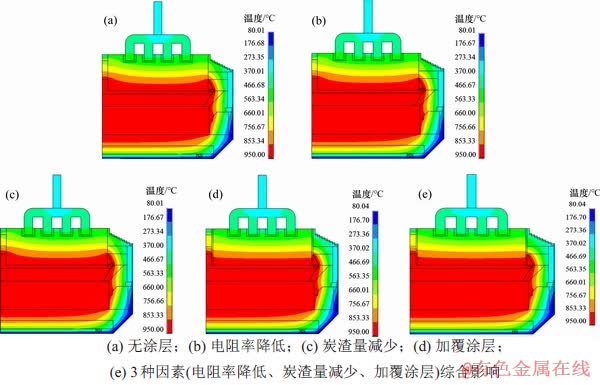
ͼ4���������¶ȷֲ���ͼ
Fig. 4��Temperature distribution clouds of aluminum electrolysis cell
3.3��̿�������¶ȷֲ���Ӱ��
��3��ʾΪij������Ϳ���ʵ���1��ʵ���2����Ϳ��ĶԱȲ�1�ͶԱȲ�2��3���ڵ�ƽ��ÿ��̿�������ӱ�3���Կ���������Ϳ����ϵ�����ʹ�õ���ƽ��ÿ��̿��������Լ7.7 kg��̿����Ҫ���Ϊ��̿�͵���ʣ����е������������Լ59%����̿��������Լ41%[25]��̿���еĽ�̿������µ������ȼ�ղ�������������������¶����ߡ�Ӧ��Ϳ���̿�������٣��ʵ��������еĽ�̿ȼ�ն�����������Ҳ����٣����������ٵ�����������ʽ����ó���
 (15)
(15)
ʽ�У�QcΪ̿��ȼ�ղ�����������mcΪ̿���в�̿��������qcΪ��̿��ȼ����ֵ��
��ģ���У������������ٵ�������Ϊ����Դ�ֻ����̿�������ٵ�Ӱ�죬�������ز��䣬����õ������¶ȷֲ����Ա�ͼ4(a)��(c)��֪���������۰���¶ȷֲ������Ա仯��ͬ����ȡ�������ۿǽڵ��¶ȼ���ƽ��ֵ����ͼ5(b)���Կ�����2������¸��ڵ��¶ȷdz��ӽ����������߽ڵ��¶Ⱦ���ˮƽ�߶�0.82~1.10 m(��Һ��)��������������¶�309.8 �棬����ˮƽ�߶�1.10~1.42 m(�������)�����½���302.4 �棬�¶ȷֲ�����ȡ����ݱ�1��֪����̿������Сʱ���������ۿǽڵ�ƽ���¶�Ϊ301.8 �棬̿��������������������������٣�ʹ����ƽ���¶��½�0.3 �棬�������ۿǽڵ��¶��½�ֵռ���½�ֵ2.7%��̿�������ٶ�����ۿ��¶ȷֲ�Ӱ��dz�С���������ڵ����������в���������������������������������dz�С�����ҵ���������������ͨ�����ڳIJ����Լ��ۿ�ɢ����ʧ����ˣ��������������������¶ȷֲ�Ӱ���С���ɴ˿�֪��̿�����ı仯����������¶ȷֲ��仯�Ĵ�Ҫ���ء�����ָ�����ǣ�Ӧ��Ϳ�������ë�Ľ���5.3 kg/t������ӳ����������ͽ�Լ�����ɱ�����Ҫ���塣
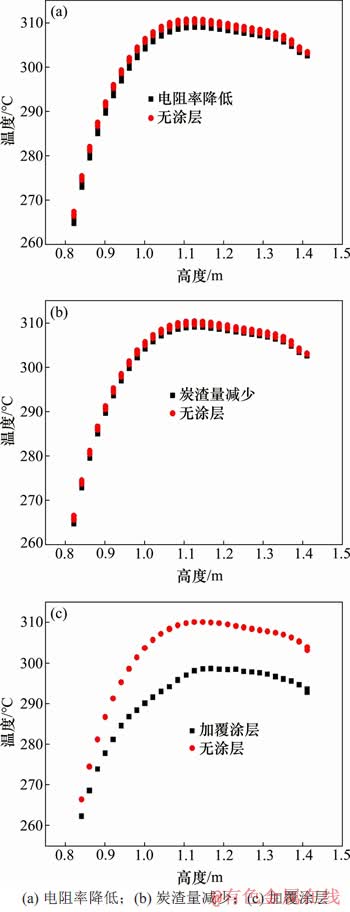
ͼ5����Ϳ����3������������ۿǽڵ��¶ȼ������Ա�
Fig. 5��Comparison of shell temperatures in melt zone between no-coating and three cases
3.4������·���仯���¶ȷֲ���Ӱ��
����������㵥Ԫ����Ϊ����Ϳ��IJ������ԣ����ڴ�Ϳ�㲻�����������ȶ������������ϣ���ˣ�����Ϳ��һֱ���ڡ������ǵ���ʵ絼�ʵı仯��̿��������������������仯������õ������¶ȷֲ����Ա�ͼ4(a)��ͼ4(d)���Կ��������¶ȷֲ������Ա仯���Ӹ�Ϳ������������߸��ӹ�����˵��Ӧ��Ϳ��������¶ȷֲ����Ӿ��ȣ��������������۵��ȶ����У�ͬʱ��853.33 ���756.66 ������������½������������߱��ֲ��䣬��֪Ϳ�����������¶��½����Ա�ͼ4(d)��ͼ4(e)��֪��ֻ�Ӹ�Ϳ������²��¶ȷֲ���3�������ۺ�Ӱ���µIJ��¶ȷֲ�����һ�¡�ͬ����ȡ�����������ۿ����нڵ��¶ȵ�ƽ��ֵ�������ͼ5(c)��ʾ����ͼ5(c)���Կ�������ǰ2�������ȣ��������ۿǸ��ڵ��¶ȷֲ������ϸ����ȣ�����286.6~298.7 ��֮�䣬С���ֽڵ��¶Ƚϵ�����Ϊ��Щ�ڵ�λ�ڲۿDZ��棬�������������ȣ�ɢ�������ࡣ������������ۿ��¶ȷ������Աȼ���4���ӱ�4��֪���ڼӸ�Ϳ������£��������ۿ�ƽ���¶��½�Լ10.2 �棬�������ۿ��¶��½�ֵռ���½�ֵ90.2%���ɴ˿ɵ�Ϳ�㱾������������¶ȷֲ��仯�������ء�
��3��ƽ��ÿ��̿����
Table 3��Daily carbon residue kg

ͼ6��ʾΪ��Ϳ����������������Ӹ�Ϳ�������������������ܶ�ʸ��ͼ���Ա�ͼ6(a)��ͼ6(b)��֪���Ӹ�Ϳ���������ಿ����û�е���������ͨ������̿�����ಿ������еĵ���Ҳ���Լ��٣����ֵ���ͨ�������·���ֱ�������ʺ���Һ�С���˵��Ϳ��ʹͨ���ಿ����ʽ�����Һ���ĵ���·�������ı䣬��ͨ���ಿ����ʵ�����·���ɵ���ʵIJಿͨ��ת�����ʵ���ֱͨ������ͨ�������۵ĵ����dz�����ʵ����ֽϸߣ������ζ�ŵ���·���ĸı�ʹͨ���ಿ����ʵĵ������������������٣����ԣ�Ӧ��Ϳ����������ۿ��¶������½���
��4��������������ۿ��¶ȷ������Ա�
Table 4��Comparison of shell temperatures in melt zone
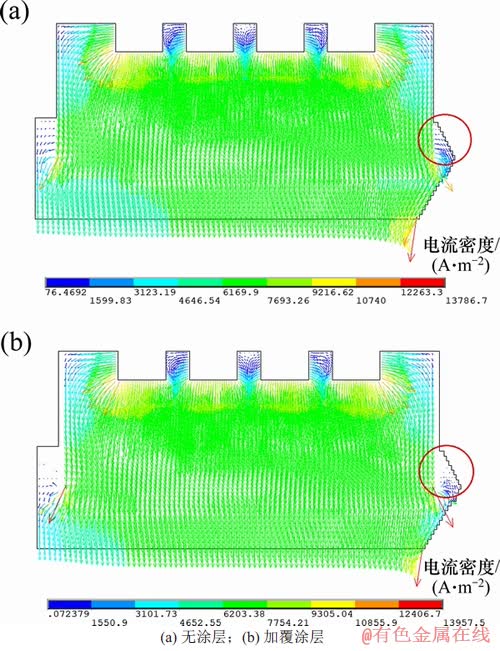
ͼ6���������������е����ܶ�ʸ��ͼ
Fig. 6��Vector plots of current in anode and melt zone
3.5����ҵʵ�������
ͨ����5�µ��ϲ۹�ҵʵ�飬����������Ϳ���Ӧ��ʹ����ֱ������½�172 kW��h/t������Ч�����1.04%��̿������ʹ�����ڿ��ӳ�1 d����5��ʾΪij������Ϳ��ʵ����۲ಿɢ�ȿ��¶ȣ��ԱȲ�Ϊ������Ϳ����ۣ���ಿɢ�ȿ��¶Ⱦ���300 �����ϣ�ʵ���Ϊ������Ϳ��ĵ��ۣ���ಿɢ�ȿ��¶Ⱦ���300 �����£��ԱȲ۲ಿɢ�ȿ��¶�1���������ڵ�ƽ��ֵΪ309.8 �棬ʵ��۲ಿɢ�ȿ��¶�1���������ڵ�ƽ��ֵΪ294.4 �档��������ģ�ͼ����������Ϳ����۲ಿɢ�ȿ��¶�Ϊ310.1 �棬������Ϳ����۲ಿɢ�ȿ��¶�Ϊ297.9 �棬���¶�������ֱ�Ϊ0.11%��1.2%�����ں�������Χ�ڣ���֪�ɱ���ģ�����òಿ�¶Ȳۿ�ƽ���¶���ʵ�ʽ�������
��5���ಿɢ�ȿ��¶�
Table 5��Side vent temperatures ��

4 ����
1) ����Ϳ��ijɷ�Ϊ90%(��������)Al2O3�Լ�����Na[AlSi3O6]��SiO2�����У�Al2O3ʹ��Ϳ���ܹ��ڸ����±������ܵ���״�ṹ���ǿ�ĸ�������ͨ�������������������ʶ�Ϳ���ˢ��ʴ��ʹͿ�������ظ������������棻����Ϳ����820��1 020 ��ĸ����ȵ���Ϊ0.2��0.4W/(m��K)���ȵ������¶����߶����������С��˵��Ϳ���ڸ������ȴ��������������������������ಿ���£�ʹ���������ڵ���ʷ�Ӧ����
2) Ϳ��ı��������¶ȷֲ���Ҫ�����������ಿ����ʵ���·���ı䡢����ʵ������½���̿�������٣�������Ч��ʹ�������ۿǵ�ƽ���¶��½�11.3 �棬���У�����·���ĸı�ռ����������λ��Ӱ��ռ�ȴ�90.2%��������ʵ����ʽ��ͺ�̿��������Ϊ��Ҫԭ��Ӱ��ռ�ȷֱ�Ϊ7.1%��2.7%��
3) ����Ϳ����ϵ�����ʹ�������۵���Ч�����1.04%������ë�Ľ���5.3 kg/t������ʹ�������ӳ�1 d���������Ծ���Ч������Ч�档
�ο����ף�
[1] Ҷ����, Ф��, ���, ��. ������ø���Ԥ��̼����ʵ�����о�[J]. �й���ɫ����ѧ��, 2003, 13(1): 245-250.
YE Shaolong, XIAO Jin, YANG Jianhong, et al. Laboratory study of modified prebaked carbon anodes for aluminum electrolysis[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 245-250.
[2] ������. ��������¯ʹ��������Ӱ�����ؼ����ʩ[J]. ̿�ؼ���, 2019, 38(3): 58-61.
LIU Minzhang. Factors affecting the service life of anode baking furnace and its measures[J]. Carbon Techniques, 2019, 38(3): 58-61.
[3] KUANG Z, THONSTAD J, SORLIE M. Effects of additives on the electrolytic consumption of carbon anodes in aluminium electrolysis[J]. Carbon, 1995, 33(10): 1479-1484.
[4] PERRON A, KISS L I, PONCSAK S. An experimental investigation of the motion of single bubbles under a slightly inclined surface[J]. International Journal of Multiphase Flow, 2006, 32(5): 606-622.
[5] ��ƽ. ��ߵ����Ԥ�������������о�[D]. ��ɳ: ���ϴ�ѧұ���뻷��ѧԺ, 2004: 1-2.
ZHANG Ping. Study on improving the quality of electrolytic aluminum prebaked anode[D]. Changsha: Central South University. School of Metallurgy and Environment, 2004: 1-2.
[6] �ۺ���, �Ÿ�, ���ʸ�, ��. ����ʯ��������ʵ絼�ʵ��о���չ[J]. ��ɫ����, 2007, 59(3): 68-71.
KAN Hongmin, ZHANG Gang, BAN Yungang, et al. Progress on electrical conductivity for molten cryolite-based aluminum electrolyte[J]. Nonferrous Metals, 2007, 59(3): 68-71.
[7] ��ҵ��, ���. �ִ������[M]. ����: ұ��ҵ������, 2008: 86-90.
LIU Yexiang, LI Jie. Modern aluminum electrolysis[M]. Beijing: Metallurgical Industry Press, 2008: 86-90.
[8] �Ż�, ����. 500 kA�����ϵ�гɹ���������̼��ʵ��[J]. ������ɫ����, 2018, 34(4): 4-6.
ZHANG Hu, JIANG Yujing. Successful reduction of anode carbon consumption by 500 kA electrolytic aluminum series[J]. World Nonferrous Metals, 2018, 34(4): 4-6.
[9] ������. dz̸�������������¼�����������[J]. ������ɫ����, 2019, 35(9): 12-13.
GUAN Yongjun. Discussion on anode insulation and anti-oxidation technology of aluminum electrolysis cell[J]. World Nonferrous Metals, 2019, 35(9): 12-13.
[10] ��ܰˬ, ���п�, ����, ��. C/C���ϲ���ZrB2-SiC���մ�Ϳ����۽ṹ����������[J]. �й���ɫ����ѧ��, 2017, 27(8): 1670-1678.
WANG Xinshuang, CHEN Zhaoke, XIONG Xiang, et al. Microstructure and oxidation mechanism of ZrB2-SiC ceramic coating on C/C composite material[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(8): 1670-1678.
[11] ̷ռƽ, ������, ������, ��. ��ҵ����������������Ϳ���Ӧ��[J]. ������ɫ����, 2019, 35(6): 27-29.
TAN Zhanping, QIN Xingwang, DAI Liansong, et al. Application of anti-oxidation coating on anode of industrial aluminum electrolysis cell[J]. World Nonferrous Metals, 2019, 35(6): 27-29.
[12] �ߺ�Ȩ, ������, ����ǿ, ��. �����̿���������������ܽ�����������Ϳ��[J]. �����, 2006, 43(7): 52-54.
GAO Hongquan, LI Qingyu, WANG Hongqiang, et al. Alumina sol multi-layer anti-oxidation coating for carbon anode in aluminum electrolysis[J]. Light Metals, 2006, 43(7): 52-54.
[13] YANG Shaohua, YANG Fengli, WU Lin, et al. Aluminum electrolysis anti-oxidation coating carbon anode[M]//Light Metals 2012. Cham: Springer International Publishing. Berlin, Germany, 2012: 1307-1309.
[14] ZENG Guisheng, XIE Gang, YANG Dajin, et al. Oxidation resistivity of boride coating of graphite anode sample[J]. Materials Chemistry and Physics, 2006, 95(1): 183-187.
[15] ZHANG Lipeng, YU Xianjin, GE Zhiwei, et al. Research on properties of SiC coating inert anode for aluminum electrolysis[J]. Materials Science Forum, 2011, 686: 623-629.
[16] ����, ���ܿ�, ���콿, ��. �����̿�������÷���������Ϳ�ϵ��о�[J]. �����, 2016, 53(11): 38-41.
LI Ling, YIN Shaokui, GAO Tianjiao, et al. Study on protective coating with anti-oxidation for carbon anodes in aluminum electrolysis[J]. Light Metals, 2016, 53(11): 38-41.
[17] ������. ����ѧ[M]. ����: �ߵȽ���������, 1987: 211-212.
YANG Shiming. Heat transfer science[M]. Beijing: Higher Education Press, 1987: 211-212.
[18] YS/T 120��92. ����������ƽ���������㷽��[S].
YS/T 120��92. Energy balance test and calculation method for aluminum electrolysis cell[S].
[19] ÷��. ��ɫұ��¯Ҥ�������Ż�[M]. ����: ұ��ҵ������, 2001: 157-158.
MEI Chi. Simulation and optimization of nonferrous-metallurgical furnaces[M]. Beijing: Metallurgical Industry Press, 2001: 157-158.
[20] �ձ��������ʽ����. ������²����Ƚ�������(�ڲ�����)[R]. ����: �ձ��������ʽ����, 1980: 5.
Japan Light Metal Co, Ltd. Thermal analysis report of underside aluminum electrolysis cell(Internal Information) [R]. Toyko: Japan Light Metal Co, Ltd., 1980: 5.
[21] ������. �����[M]. ����: ұ��ҵ������, 1995: 292-293.
QIU Zhuxian. Aluminum electrolysis[M]. Beijing: Metallurgical Industry Press, 1995: 292-293.
[22] ��˧, ���, �ź���, ��. �����۵�������ڳĻ���ϵ������ֵ����[J]. �й���ɫ����ѧ��, 2017, 27(1): 162-170.
YANG Shuai, LI Jie, ZHANG Hongliang, et al. Numerical simulation of heat transfer coefficient between bath and lining in aluminum reduction cell[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(1): 162-170.
[23] CHAMPION J A. The electrical conductivity of single-crystal alumina[J]. British Journal of Applied Physics, 1964, 15(6): 633-638.
[24] ������. �����ұ��ѧ[M]. ����: ұ��ҵ������, 1991: 119-124.
YANG Zhongyu. Metallurgy of the light metals[M]. Beijing: Metallurgical Industry Press, 1991: 119-124.
[25] ϯ����. �����������۵ļ�����������[C]//2012��ȫ����ɫ������ҵ���ܼ��ż���װ����չ��̳�`. ����, 2012: 26-32.
XI Canming. Technical and economic evaluation of energy-saving aluminum electrolysis cell[C]// The National Nonferrous Metals Industry Energy Conservation and Emission Reduction Technology and Equipment Development Forum. Yixin, China, 2012: 26-32.
[26] ¬����, ������. ������̿�����ۺ������о�[J]. ����ۺ�����, 1997, 18(2): 45-47.
LU Huimin, QIU Zhuxian. Comprehensive utilization of carbonaceous slag from aluminium reduction cells[J]. Multipurpose Utilization of Mineral Resources, 1997, 18(2): 45-47.
���༭ �²ӻ���
�ո����ڣ� 2019 -08 -27; �����ڣ� 2019 -11 -22
������Ŀ(Foundation item)�����Ҹ����о���չ�ƻ���Ŀ(2010AA065201)�����ϴ�ѧ�о�������̽��������Ŀ(502211908)(Project(2010AA065201) supported by the National High Technology Research Development Program of China; Project(502211908) supported by the Intiative Innovation Funds for Graduate Student of Central South University)
ͨ�����ߣ��̱�������ʿ�������ڣ���������������Ϳ������о���E-mail��chbj666@csu.edu.cn

