文章编号:1004-0609(2013)07-1885-07
基于线性D-P准则的钨基合金喂料挤压成形数值模拟
刘文胜1,刘远标1,马运柱1,毕 佳2,张佳佳1
(1. 中南大学 粉末冶金国家重点实验室,长沙 410083;
2. 中南大学 信息科学与工程学院,长沙 410083)
摘 要:钨基合金喂料在挤压过程中具有坯料非连续性、力学性能不确定的特点,采用金属类屈服准则来表征钨基合金喂料强度已不适应。采用线性Drucker-Prager准则(D-P准则),通过变角剪切试验测定钨基合金喂料的摩擦角和粘聚力,在MSC.Marc中实现了对钨基合金喂料正挤压的有限元模拟。结果表明:采用线性D-P准则能更好地描述挤压过程中喂料的强度变化及受力过程;基本挤压阶段实际挤压力为137 kN,与通过模拟积分得到挤压力146 kN的相对误差为6.5%,说明所建立模型对钨基合金喂料增塑挤压成形具有较好的适应性。
关键词:钨合金;挤压成形;数值模拟;Drucker-Prager准则
中图分类号:TG376.8 文献标志码:A
Numerical simulation of extrusion molding of tungsten-based alloy powders based on linear D-P criterion
LIU Wen-sheng1, LIU Yuan-biao1, MA Yun-zhu1, BI Jia2, ZHANG Jia-jia1
(1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. School of Information Science and Engineering, Central South University, Changsha 410083, China)
Abstract: It is not accurate to characterize the feed intensity of the tungsten-based alloys using the metal yield criterion, due to the discontinuity of feed and the uncertainty CRITERION of mechanical properties during the process of extrusion. Based on the linear Drucker-Prager criterion,the extrusion process of the tungsten-based alloys feed was simulated utilizing the finite element analysis software of MSC.Marc. The friction angle and cohesion of the feed were measured by the variable angle shearing test. The results show that the change of the feed intensity and the force during extrusion can be described more specific by applying the linear D-P criterion. The actual extruding force is 137 kN, whereas the simulating extruding force is 146 kN. The relative error is only 6.5%,indicating that the mold based on the D-P criterion is adapted well to the feed extrusion of the tungsten-based alloys.
Key words: tungsten alloy; extrusion molding; numerical simulation; Drucker-Prager criterion
挤压作为一种重要的成形工艺,在金属及其它材料的成形过程发挥着重要作用,但其工艺的制定往往需花费较多的成本和较长的试验周期。随着计算模拟技术的发展,理论越来越成熟,数值模拟技术运用于挤压过程设计已成为发展趋势,对材料挤压过程进行数值模拟成为研究热点,黄光法等[1]在MSC Superforge软件上实现了薄壁大挤压比铝型材挤压过程的数值模拟;林高用等[2]采用DEFORM 2D进行了纯铜管热挤压过程的有限元模拟研究,获得了不同挤压速度下变形材料内部的温度场、应力场、应变场及应变速率场的变化规律;周飞等[3]分别采用FEM和FVM对铝合金门窗型材挤压成形进行了比较模拟,结果表明:不管是有限元法还是有限体积法对金属的挤压模拟都有良好的适用性。与金属的挤压成形相比,钨基合金粉末挤压成形有其自身的特殊性:1) 喂料由金属粉末与粘结剂熔炼而成,属于摩擦型材料,因而它的抗剪切强度与内摩擦角及压力有关,而金属不具这种特性;2) 喂料颗粒之间有孔隙,因而在各向等压作用下,会产生明显的体积塑性变形,出现屈服,而金属在等压作用下不会产生明显的体积塑性变形;3) 喂料存在粘聚力和摩擦力,从而显示其具有双强度特征,与金属材料显然不同,两种强度的不同效应决定了喂料的硬化与软化[4]。
针对粉末材料的特殊性,学者们曾开发许多具有针对性本构模型,KUHN和DOWNEY[5]基于烧结铁粉实验导出了金属塑性力学的模型;DORAIVELU等[6]从Kuhn准则出发,通过实验得到Doraivelu屈服准则;SHIMA和OYANE[7]基于立方体单元胞模型推导出了Shima屈服准则;CURSON[8]针对包含互相分离的微小球形空隙材料进行了研究,建立了多孔材料屈服准则;LEE和KIM[9]在实验基础上修改了Doraivelu模型中粉末材料流动应力与致密材料流动应力之间的关系,建立了对应屈服准则。由于粉末材料与岩土材料的相似性,一些学者通过借鉴土塑性力学的途径,对粉末材料的成形进行了数值模拟,如王次明等[10]采用了Drucker-Prager-Cap模型对陶瓷粉末干压法成形进行了模拟;史玉升等[11]采用修正的Cam- Clay模型,在ABAQUS软件中实现了对选择性激光烧结零件冷等静压过程的有限元模拟。相比于粉末材料,钨基合金喂料由于其粘结剂的作用,与岩土材料更为相似,因此采用线性D-P准则表征其强度更适宜。
本文作者采用变角剪切试验测定了钨基合金喂料的粘聚力和摩擦角,基于弹塑性力学理论,以线性D-P准则为屈服准则,运用MSC. Marc软件对钨基合金喂料挤压成形进行数值模拟,分析位移场、样点轨迹、应力场、挤压力等,并通过实验进行验证。
1 剪切实验
1.1 实验原理
1776年法国科学家库伦(C.A.Coulomb)总结土的破坏现象和影响因素,认为土的抗剪切强度与法向应力成线性函数的关系,提出土的破坏公式[12]为
τ=σtanφ+c (1)
式中:τ为剪切破裂面上剪应力或材料的抗剪强度,MPa;σ为破坏面上的正应力,MPa;φ为内摩擦角,°;c为粘聚力,MPa。
为了获得剪应力与正应力的关系,通过变角剪切实验,通常选用45°、50°、55°、60°、65°共5种角度中的3种角度,每种角度至少有3个试件的实验数据,在试验机上以一定的加载速率直至试件破坏,将得到的竖向载荷p和相应的角度值代入式(2)计算出剪应力和正应力。
剪应力τ与正应力σ根据下式计算求得:
 (2)
(2)
式中:p为试样破坏时的载荷,N;A为剪断面积,mm2;θ为抗剪夹具的角度,°。
绘制以剪应力为纵坐标,以正应力为横坐标的关系曲线,通过拟合得出式(1)的表达式,得出c和φ。
1.2 实验过程
将W-Ni-Fe粉末(以93%W-4.9%Ni-2.1%Fe的配比,质量分数)与粘结剂(前期优化的配比)在干混机上常温混合3 h,然后在NH-20L捏合机上充分混炼2 h,最后将混炼出的喂料加工为50 mm×50 mm×50 mm的立方体试样。利用几个不同角度的抗剪夹具做试验,得出试样沿剪断面破坏的正应力和剪应力之间的关系,以确定抗剪强度参数。
变角剪切实验在中南大学资源与安全工程学院新三思电液伺服控制试验机上进行,竖向加载速率为力控:200 N/s。夹具及试样放置方式如图1所示。

图1 试样实体及试样放置方式图
Fig. 1 Specimen and placement of specimen jig physical model jig physical model
2 结果分析及模型建立
2.1 剪切实验结果分析
图2所示为为实验后试样破坏情况。由图2可以看出,试样的破坏面具有明显的层状划痕,说明在剪应力和正应力的作用下,颗粒之间的滑动既要克服颗粒之间的摩擦,又要克服粘结剂所产生的粘聚力,因而该材料具有典型摩擦特征,属于摩擦型材料,它的抗剪切强度与内摩擦及压应力有关[4]。

图2 剪切试样破坏面的SEM像
Fig. 2 SEM image of ruptured plane during variable angle shearing experiment
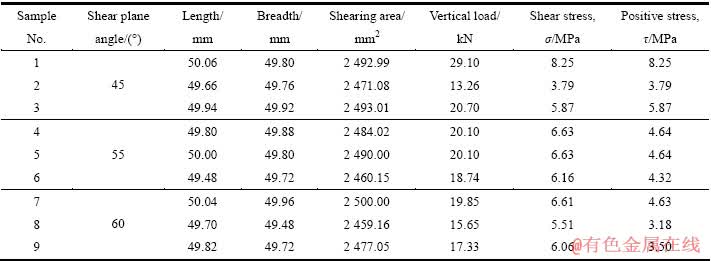
表1所列为剪切试验数据,其中剪应力τ与正应力σ根据式(2)求出。
根据表1中的实验数据,由于45°倾角实验中试件2的强度值明显低于同角度条件下其他试件的数值,可能是实验的偶然误差引起。对数据进行处理,每个点取3个试样的平均值,得到如图3所示的曲线图。
拟合的剪应力与正应力之间的表达式为:τ=0.313σ+4.91。其中粘聚力c为4.91 MPa,内摩擦角φ为17.3°。
实验表明,喂料的剪切强度随着所受正应力增加而增大,粘聚力和摩擦力都影响着喂料的整体强度。在挤压的过程中,喂料的屈服强度随着受力的不同而不断变化,且其变形过程不仅有剪切屈服,同时还应考虑体积屈服,传统的金属强度屈服准则无法表征这种特征,因而必须采用不同于金属材料的屈服准则和破坏准则。
鉴于喂料不同于金属的强度性质,特别是粘结剂的掺入,与传统的粉末材料也有一定的区别,与岩土力学中内摩擦角低的软土相似,因此考虑采用岩土塑性力学中的D-P屈服准则[13]来表征喂料的强度。
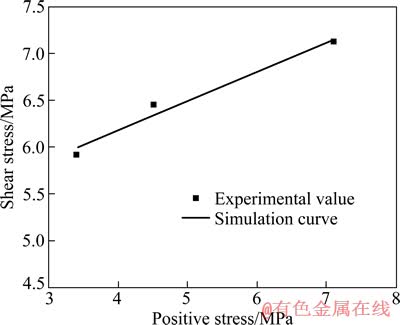
图3 变角剪切实验拟合曲线图
Fig. 3 Fitting curve of variable angle shearing experiment
2.2 基于MSC. Marc的材料模型
本文作者采用大型通用软件MSC. Marc进行钨基合金喂料挤压成形模拟,Marc是基于位移法的有限元程序,解决弹塑性问题一般采用位移增量法求解,即沿加载路经进行逐步加载将非线性方程线性化来求解,而每个加载步的计算都设计若干迭代计算[14]。
表1 变角剪切试验数据
Table 1 Results of variable angle shearing experiment Variable Angle Shear Strength Test Variable Angle Shear Strength Test
作为一款功能齐全的高级非线性有限元软件,它体现了40多年来有限元分析的理论方法和软件实践的完美结合,并提供了模拟金属、非金属、聚合物、岩土、复合材料等多种线性和非线性复杂材料特性的材料模型。本文作者应用MSC. Marc软件自带的岩土类材料模型,其屈服函数为线性Mohr-Coulomb,在Marc 中实际为线性Drucker-Prager屈服准则。
Drucker-Prager模型最初应用于岩土塑性的研究,D-P准则是在Mises准则和M-C准则基础上考虑静水压力对屈服影响的广义Mises准则,其表达形式[15]为
 (3)
(3)
式中: ],I1=σ1+σ2+σ3,其中σ1,σ2,σ3为主应力。α和k可通过拟合M-C准则而得。本研究采用D-P3准则[14],其在π平面上为库伦六边形的内切圆,则有:
],I1=σ1+σ2+σ3,其中σ1,σ2,σ3为主应力。α和k可通过拟合M-C准则而得。本研究采用D-P3准则[14],其在π平面上为库伦六边形的内切圆,则有:
 (4)
(4)
式中:φ和c为材料的摩擦角和粘聚力。将通过变角剪切试验测得的φ=17.3°,c=4.91 MPa带入上式可得α=0.097,k=13.86。
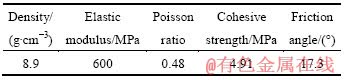
表2 钨基合金喂料模拟参数
Table 2 Simulation parameters of tungsten-based alloys feed
2.3 建立几何模型
由于挤压几何模型具有高度的轴对称性,因此采用二维有限元法进行分析。几何建模如图4所示,网格采用六号平面单元,并采用网格重划分,摩擦类型为库伦摩擦,摩擦因数为0.1,挤压速度为2.5 mm/s。通过5次单轴压缩试验,并在压缩试样上贴应变片,取平均值得到弹性模量G约为600 MPa,泊松比P约为0.48。

图4 几何模型
Fig. 4 Geometric model
3 模拟结果分析及验证
3.1 模拟结果分析
图5所示为挤压过程中质点的位移场矢量图。由图5可以看出,喂料的流动符合实际情况,流动方向一致性好,没有流动死区[16]和突变的节点。图6所示为质点的运动轨迹图。由图6可以看出,中心质点的流速要大于外层质点的流速,这主要是因为外层受到的摩擦力要大于中心质点所受的摩擦力,且模孔的存在减小了中心部位的流动阻力。中心层与外层的流速差异导致了喂料变形的不均匀,增加了附加应力,从而导致挤压力的增大和喂料受力不均匀,影响挤出后棒材的质量。
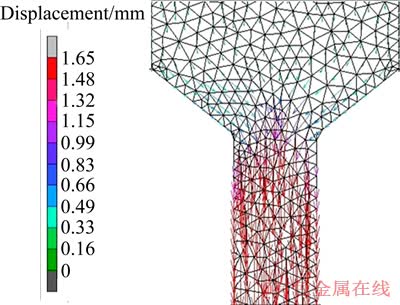
图5 挤压过程中的位移场矢量图
Fig. 5 Vector graphic of displacement field during extruding
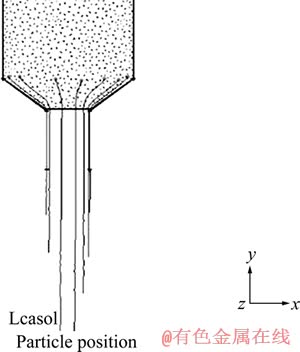
图6 质点的运动轨迹图
Fig. 6 Track plot of sample points
赵亚旭等[17]基于刚塑性模型采用DEFORM-3D软件对钨基合金喂料的正挤压进行了模拟分析。图7(a)所示为基于刚塑性模型分析的应力场[17],图7(b)所示为基于D-P模型采用Marc软件分析的应力场。比较图7(a)和(b)可以看出,采用D-P模型的应力场在挤压筒模角处的应力最大达到277 MPa,远大于基于刚塑性模型模拟应力场中的100 MPa,这是由于采用D-P准则,材料的剪切屈服强度随所受正应力增加而增大。

图7 基于D-P模型与刚塑性模型的应力场对比图[17]
Fig. 7 Comparison of stress fields between analysis based on D-P model and rigid plastic model[17]
图8所示为模拟挤压过程中挤压杆所受的反作用力及积分曲线。从图8可以看出,挤压杆所受反作用力最大达到3 886 N/mm,通过积分得到挤压力为146.0 kN。
3.2 实验验证
为了验证模型的正确性,利用Intron8802 材料万能试验机进行挤压试验,测定了挤压过程中实际挤压力的大小及变化。图9所示为在Instron8802材料力学万能试验机上记录的实际挤压力变化曲线。由图9可以看出,实际挤压过程分为填充和基本挤压两个阶段[16],填充阶段的最大挤压力为170 kN,该过程中喂料与挤压筒壁相接触,并产生很大的径向压力,同时摩擦因数也较大,坯料侧表面的切应力达到最大值,从而造成填充阶段挤压力达到整个挤压过程的最大值。基本挤压阶段的挤压力为137 kN左右,该过程静摩擦变为动摩擦,摩擦因数减小,同时喂料与挤压筒壁接触面积减小以及喂料变形后粘结剂软化造成粘聚力降低,从而导致基本挤压阶段的挤压力有所下降。
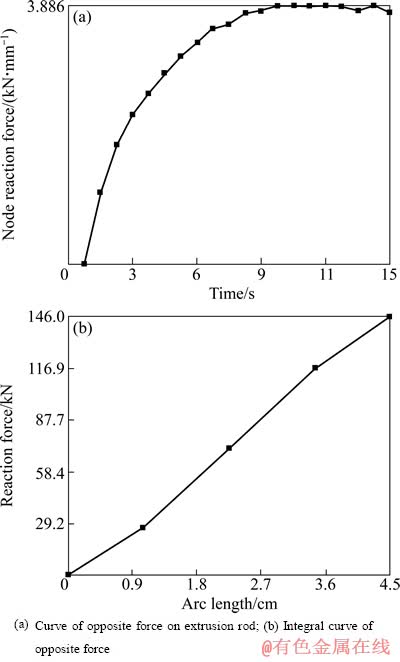
图8 挤压杆所受反作用力及积分曲线
Fig. 8 Opposite force on extrusion rod and integral curve
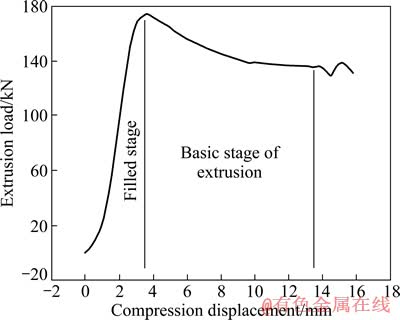
图9 压缩位移―挤压载荷曲线
Fig. 9 Relative curve between compression displacement and extrusion load
对比图8和9可知,图8中通过积分得到挤压力为146 kN,图9中实验所测的最大挤压力为170 kN,此值出现在喂料质点短暂的填充阶段,与积分所得值相对误差为14%,而与基本挤压阶段的挤压力137 kN的相对误差仅为6.5%。这说明所建立模型对钨基合金喂料挤压成形具有较好的适应性。
图10所示为采用建立的模型和参数条件所挤压出的棒坯和棒坯断口形貌图。由图10可以看出,挤出棒坯表面光滑,没有产生裂纹和鼓泡,形貌较好,而由断口形貌可以看出棒坯内部均匀,没有明显的大孔洞存在。说明采用D-P准则表征钨基合金喂料的强度具有较好的适应性。
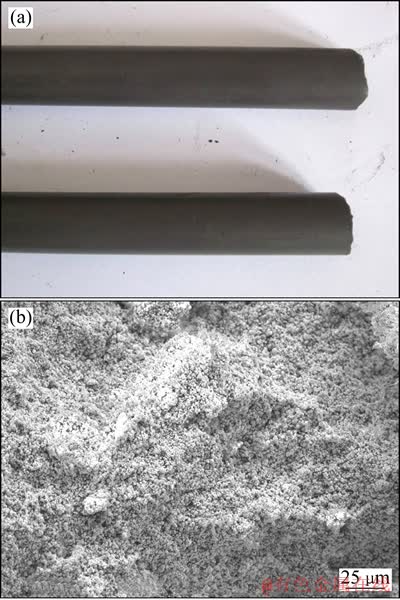
图10 挤出棒坯的表面及断口形貌
Fig. 10 Morphologies surface (a) and fracture (b) of rods extruded
4 结论
1) 通过变角剪切试验,测定了钨基合金喂料的内摩擦角和粘结力等参数,内摩擦角为17.3°,粘聚力为4.91 MPa,证明了钨基合金喂料具有摩擦型材料的性质。
2) 对挤压过程的应力场、样点速度场和位移矢量图进行分析,在模拟挤压过程中,挤压筒模角处易出现应力集中,最大应力达277 MPa,中心部位喂料的速度大于两侧喂料的速度。
3) 通过挤压力对比,证明了采用线性D-P准则表征钨基合金喂料的强度具有较好的适应性。
REFERENCES
[1] 黄光法, 林高用, 蒋 杰, 王 芳, 杨立斌, 彭大暑. 大挤压比铝型材挤压过程的数值模拟[J]. 中国有色金属学报, 2006, 16(5): 1-4.
HUANG Guang-fa, LIN Gao-yong, JIANG Jie, WANG Fang, YANG Li-bin, PENG Da-shu. Numerical simulation of extrusion Process of aluminum profile with large extrusion ratio[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(5): 1-4.
[2] 林高用, 周 佳, 张振峰, 郑小燕. 基于DEFORM 2D的纯铜管热挤压过程的数值模拟[J]. 热加工工艺, 2006, 35(17): 1-3.
LIN Gao-yong, ZHOU Jia, ZHANG Zhen-feng, ZHENG Xiao-yan. Numerical simulation of hot extrusion of pure copper pipe based on DEFORM 2D[J]. Hot Working Technology, 2006, 35(17): 1-3.
[3] 李大永, 罗 超, 周 飞, 彭颖红. 薄壁门窗型材挤压的有限体积分步模拟[J]. 中国有色金属学报, 2004, 14(8): 1361-1365.
LI Da-yong, LUO Chao, ZHOU Fei, PENG Ying-hong. Simulation of thin-walled aluminum decoration part extrusion process with multi-stage finite volume method[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1361-1365.
[4] 郑颖人, 孔 亮. 岩土塑性力学[M]. 北京: 中国建筑工业出版社, 2010: 9.
ZHENG Ying-ren, KONG Liang. Geotechnical plastic mechanics[M]. Beijing: China Construction Industry Press, 2010: 9. China Construction Industry Press
[5] KUHN H A, DOWNEY C L. Deformation characteristics and plasticity theory of sintered powder materials[J]. International Journal of Powder Metallurgy, 1971, 7(1): 15-25.
[6] DORAIVELU S M, GEGEL H L, GUNASEKERA J S, MALAS J C, MORGAN J T, THOMAS Jr J F. New yield function for compressible P/M materials[J]. International Journal of Mechanical Sciences, 1984, 26: 527-535.
[7] SHIMA S, OYANE M. Plasticity theory for porous metals[J]. Int J Mech Sci, 1976, 18: 285-291.
[8] GURSON A L. Plastic flow and fracture behavior of ductile materials incorporating void nucleation[D]. Providence: Brown University, 1991: 40-49.
[9] LEE D N, KIM H S.Plastic yield behavior of porous metals[J]. Powder Metallurgy International, 1992, 35(4): 275.
[10] 王次明, 杨正方, 马红霞. 数值模拟在陶瓷粉末压制成型中的应用人[J]. 工晶体学报, 2007, 36(2): 1-3.
WANG Ci-ming, YANG Zheng-fang, MA Hong-xia. Application of numerical simulation in ceramic powders pressing process[J]. Journal of Synthetic Crystals, 2007, 36(2): 1-3.
[11] 史玉升, 任丽华, 魏青松, 刘锦辉. 选择性激光烧结制件冷等静压形变模拟与试验[J]. 华中科技大学学报: 自然科学版, 2007, 35(12): 2-3.
SHI Yu-sheng, REN Li-hua, WEI Qing-song, LIU Jin-hui. Simulation of cold isostatic pressing of part by selective laser sintering[J]. Journal of Huazhong University of Science and Technology: Nature Science, 2007, 35(12): 2-3.
[12] 史述昭, 杨光华. 岩土常用屈服函数的改进[J]. 岩土工程学报, 1987, 9(4): 60-69.
SHI Shu-zhao, YANG Guang-hua. An improvement of the commonly used yield function for rock material[J]. Chinese Journal of Geotechnical Engineering, 1987, 9(4): 60-69.
[13] 张艳山, 潘玉珍. 基于ABAQUS对Drucker-Prager系列准则的讨论[J]. 水电能源科学, 2010, 28(11): 1-2.
ZHANG Yan-shan, PAN Yu-zhen. Study on drucker-prager yield criterions based on ABAQUS[J]. Water Resources and Power, 2010, 28(11): 1-2.
[14] 胡于进, 王璋奇. 有限元分析及应用[M]. 北京: 清华大学出版社, 2009: 220-223.
HU Yu-jin, WANG Zhang-qi. Fintie element analysis and applications[M]. Beijing: Tsinghua University Press, 2009: 220-223.
[15] 陈火红, 杨 剑, 薛小香, 王朋波. 新编Marc有限元实例教程[M]. 北京: 机械工业出版社, 2007: 166-168.
CHEN Huo-hong, YANG Jian, XUE Xiao-xiang, WANG Peng-bo. New finite element course of marc[M]. Beijing: China Machine Press, 2007: 166-168.
[16] 彭大暑. 金属塑性加工原理[M]. 长沙: 中南大学出版社, 2003: 87-88.
PENG Da-shu. Principle of plastic deformation in metals processing[M]. Changsha: Central South University Press, 2003: 87-88. Lanzhou University of Science & Technology
[17] 赵亚旭. 挤压成形钨基合金喂料的流变特性及其有限元仿真研究[D]. 长沙: 中南大学, 2011: 27-42.
ZHAO Ya-xu. Study on properties of tungsten-based alloye feedstock and finite element simulation of extrusion[D]. Changsha: Central South University, 2011: 27-42.
基金项目:国家自然科学基金资助项目(50774098)
收稿日期:2012-09-28;修订日期:2013-03-31
通信作者:马运柱,教授,博士;电话:0731-88877825;E-mail:zhuzipm@csu.edu.cn

