��Ӳ���Ͻ���ܲļ�ѹ���ι����Ż�
���1���ֿ���2���1��������1
(1. ������������ѧ ���Ͽ�ѧ�빤��ѧԺ�������� ��������150040��
2. ��������ҵ��ѧ ���������ȼӹ����Ҽ��ص�ʵ���ң������� ��������150001)
ժҪ��Ϊ�˽�ʾ�������Ͻ���ܲļ�ѹ�����еĹؼ��������⣬��7075���Ͻ�Ϊ�������ø����������Ԫ���������ղ��������Ͻ�ܲļ�ѹ���ι��̵�Ӱ�졣�о�������������ų����¶����ӣ�����ģ�ڴ����ܸ�����Ӧ�����ͣ�������ѹ�¶ȷ���������𤸽�������ż�ѹ�ٶ��������輷ѹ�غ��������ӣ��ҹܲļ��������н������������ľ�������֮���ͣ��ڼ�ѹ�¶�Ϊ430 �桢��ѹ�ٶ�Ϊ2 mm/sʱ���й���ʵ�飬һ���Գ��δ������Ͻ��켷ѹ�ܲģ���������Ʒ�ı����������ã�����ʹ��Ҫ��
�ؼ��ʣ����Ͻ���ܣ���ѹ�������Ż�
��ͼ����ţ�TG376 ���ױ�־�룺A ���±�ţ�1672-7207(2011)10-3020-06
Optimization based on extrusion for seamless tube of super hardness aluminum alloy
LI Feng1, LIN Jun-feng2, LI Chao1, LIU Xiao-jing1
(1. College of Materials Science and Engineering, Harbin University of Science and Technology, Harbin 150040,China;
2. National Key Laboratory of Science and Technology on Precision Heat Processing of Metals,
Harbin Institute of Technology, Harbin 150001, China)
Abstract: In order to reveal the crux of technology problem existing in the extrusion formation to seamless tube of aluminum alloy, the aluminum alloy 7075 was taken as example, and through numerical simulation of finite element method(FEM), technology parameters which impact the extrusion formation of aluminum alloy seamless tube were analyzed. The results show that with the increase of the extrusion velocity, the extrusion loading increases sharply and the uniformity of metal forming flow decreases in tube extrusion process. According to the analysis, at the forming conditions of temperature 430 �� and extrusion speed 2 mm/s, the large seamless tube of aluminum alloy is formed and a fine surface quality is achieved, which meets the application criterion.
Key words: aluminum alloy; seamless tube; extrusion; process optimization
�����г��������������ң������ھ������ģ�Ĵ�ͳģʽ�����������Ͳ������Ŀ��ٷ�չ��������Ҫ�Ƚ��Ŀ�ѧ������ָ�������ƶ���ģ�����[1-2]�����ż���������ķ��ٷ�չ����������Ԫģ�⼰���۽�ϵķ�������Ŀǰ������Ͳļ�ѹ���εĹؼ��������⡢��������з�����������װ��ˮƽ������Ч�ʵ���Ҫ��չ����֮һ[3-5]����������������ѧ����̿�չ�˴������о�������Fazal��[6]��2�ּ�ѹ���̽�����ģ�⣬��ʾ��ģ�ߵ�ʧЧ��ʽ��Ҫ����ĥ�����������Li��[7]�����˼�ѹ�ٶȶԳ��ι��̵�Ӱ�죬����˵��¼�ѹ���ٶ����ߣ�Zou��[8]�Խ���������ȱ�ݽ�����ģ�⣬�������һ�����������ķ�����Patrick��[9]ͨ������ַ����ȼ�ѹ���Ĺ��̵�ģ��ģ�ͽ����˸Ľ�����Ԥ���˳��εı��ι��ɼ��غɡ�Ŀǰ��������о����ڳ���ߴ缷ѹ��Ʒ�ij���ȱ�ݼ���֯���ܵĿ��ƣ����Դ�����ܲļ�ѹ�ɷ�����о����١�Ϊ�ˣ�����������������Ԫģ�������ѹ�����н����ı��λ������Ż���ȷ�����շ������Ա�Ϊ����ʵ���ṩ�������ݡ�
1 ����Ԫ���ۼ�������ϵ
1.1 ��(�)��������Ԫ��������
�ڽ������Գ��ι����У��������Ա��ε����������൱���ӣ�Ϊ�ˣ���������һЩ���衣�Ը�(�)���Բ��ϵĻ����������£����Ա��β��ϵĵ��Ա��Σ����Ͼ��ʣ�����ͬ�ԣ�����������䣻�������������������ϵı�������ΪLevy-Mises���̡�
��(�)���Բ��Ϸ������Ա���ʱ��Ӧ�������л��������顣
(1) ƽ���ַ���(�˶�����)��
 (1)
(1)
(2) �ٶ�-Ӧ�����ʹ�ϵ����(���η��̡�Э������)��
 (2)
(2)
(3) Levy-MisesӦ��Ӧ���ʹ�ϵ���̣�
 ��
�� (3)
(3)
ʽ�У� ��Ϊ��ЧӦ�����ʣ�
��Ϊ��ЧӦ�����ʣ� ��Ϊ��ЧӦ����
��Ϊ��ЧӦ����
(4) Mises������
 (4)
(4)
ʽ�У� ��������������Բ��ϣ�kΪ������
��������������Բ��ϣ�kΪ������
(5) �������ѹ��������
 (5)
(5)
(6) �߽��������߽�����������߽��������ٶȱ߽��������ֱ�Ϊ��������SF�ϣ���ijnj=Fi�����ٶ���SU�ϣ� ��
��
1.2 ��(�)��������Ԫ���ԭ��
����Markov���ԭ���Ա����������ֵ��⣬��ü������ٶȱ߽������������������ѹ���������ٶȳ��Ƚ����ѣ���������߽��������ٶȳ���Ƚ�����á���ˣ���ʵ�����ʱ����������Lagrange���ӷ����������������ѹ���������뷺���У��õ��·�����
����Lagrange���ӷ����ɵķ���Ϊ��
 (6)
(6)
ʽ�У���ΪLagrange���ӡ����÷����������ɵķ���Ϊ��
 (7)
(7)
ʽ�У�KΪ�ͷ����ӡ����ڶ�ά�������⣬������������2N��δ֪����2N�������飬��Lagrange���ӷ���M�����̺�δ֪��(NΪ�ڵ�����MΪ��Ԫ����)�����Խ�ʡ�ڴ�ͼ���ʱ�䣬���������ٶȿ죬��һ����÷���������
1.3 ��(�)���Բ��ϱ�����ϵ
���ڸ����Բ��ϣ����ϵ�ЧӦ���͵�ЧӦ��֮��Ĺ�ϵһ����ʽΪ��
 (8)
(8)
���У�H��ΪӲ���������䵼��H'��ΪӲ��ϵ���� ��Ϊ��ЧӦ���������������£����������������Ӧ������Ӧ���йء��ڸ�����(�ٽᾧ�¶�����)��Ӧ�������Ӧ����Ӱ�첻���ԣ�������Ӧ����Ӧ�����ʵı仯ȴ�����С�һ��أ����ڽ����������⣬�У�
��Ϊ��ЧӦ���������������£����������������Ӧ������Ӧ���йء��ڸ�����(�ٽᾧ�¶�����)��Ӧ�������Ӧ����Ӱ�첻���ԣ�������Ӧ����Ӧ�����ʵı仯ȴ�����С�һ��أ����ڽ����������⣬�У�
 (9)
(9)
������Ӧ�� ΪӦ��
ΪӦ�� ��Ӧ������
��Ӧ������ �ͱ����¶�T�ĺ�����
�ͱ����¶�T�ĺ�����
2 �����
��������Ԫ����DEFORMTM-2D����ܼ�ѹ���̽����о������ǵ��Գ��ԣ�ͬʱΪ�˼��ٵ�Ԫ����������������ٶȣ����ټ���ʱ�䣬�ɼ�Ϊ��Գ�ģ�ͣ������������嵥Ԫ�����Ͻ�����ɢ�������ȡ�����������һ����Ϊ�о���������Ԫģ����ͼ1��ʾ��
ʵ�����Ϊ��Ӳ���Ͻ�7075�������ڡ��⾶�ֱ�Ϊ120 mm��280 mm����Ϊ200 mm�Ļ������ϡ������ܲ��⾶�ߴ�Ϊ130 mm����ѹ��Ϊ25.6�����ó�����Ħ��ģ�ͣ�ͨ��Բ����ѹ��������Ħ������Ϊ0.4���ڼ�������У������������������������Ӧ�ػ��֣�������״Ҳ������Ӧ�仯���Ա�֤���㾫�ȼ������ԡ�

ͼ1 ����Ԫģ��
Fig.1 Finite element model
�ڸ������Գ��ι����У�Ϊ�˿����¶ȼ��ٶȵ�Ӱ�죬�����ɸ���������Ԫ��չ�õ��ĸ����������Ԫ���������ܹ��õ��ϸߵľ��ȣ����ɼ�����Ԫ��ʽ�������̡���Gleeble-1500��ģ����Ͻ�����ѹ��ʵ�飬Ȼ��ͨ������õ���ͬ�����¸ò��ϵ���Ӧ��-��Ӧ�����ߡ���ʵ������У����������������ѹͷ���Ħ�����Ӧ��-Ӧ�����ߴ���һ��������ˣ����ùŲ���ʽ��ֱ�Ӳ�õ�����Ӧ������Ħ��������
��7075���Ͻ���ѹ��ʵ������ý����������������ò�ͬ���������µ���Ӧ��-Ӧ�����ߣ���ͼ2��ʾ��
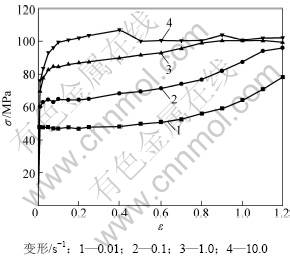
ͼ2 AA7075�Ͻ����Ӧ��-Ӧ������
Fig.2 True stress-strain curves of AA7075 alloy at 435 �� with different strain rates
��������Ϣ����ģ������в��Ͽ����涨���ı���ʽ���б༭���ɻ��ģ��������ϵı�����ϵģ�͡�
3 ������ۼ�����
��ѹ�ٶȲ�����Ӱ������Ч�ʵ���Ҫ���أ��������Ʒ����������ء���ʵ�������У���ѹ�ٶ�����������ѹ�غ�ֱ����أ���Щ���ղ�������ã�ֻ������������������������Ϊ�����Ĺ������䡣
3.1 ��ѹ�¶ȶ����Ա��ε�Ӱ��
ͼ3��ʾΪ��ͬ��ѹ�¶���v=1 mm/sʱ��ѹ�����е�ЧӦ���ֲ��ԱȽ����

ͼ3 ��ͬ�¶��µĵ�ЧӦ���ֲ�
Fig.3 Equivalent stress distribution at different temperatures
��ͼ3���Կ�������ѹ�¶Ⱦ��ܲ�ͬ������ѹ�����п�����ͷ�Ĵ������ڵ�ЧӦ���ϵͣ����������Ա��Σ��ڳ��ι����У��������������ͷ������ƽ�ƣ����ڿ�����ѹģ��һ�������ڣ���ЧӦ���ϴ����ڽ����ڼ�ѹ�������������Ա��Σ��ҵ�ЧӦ����ֵ���ֲ��ڿ�������ģ�ڵ���ࡣͨ���Աȿ�֪�����ű����¶����ߣ�����ЧӦ���������ͣ������輷ѹ�غ�Ҳ��Ӧ��С��
3.2 ��ѹ�¶ȶԸ���Ӧ����Ӱ��
���ܼ�ѹģ���ڴ�Ħ��������Ӱ�죬���������ܲ����ȣ���Ʒ�����ܸ�����Ӧ�������ﵽһ����ֵ�����������ƣ����������ȡ���ڼ�ѹ�ٶȣ������뼷ѹ�¶�ֱ����أ�����ͷѹ����Ϊ24 mmʱ����ͬ�¶��¼�ѹģ���ڶ����������IJ�ͬ����������Ӧ���ԱȽ����ͼ4��ʾ��
��ͼ4��֪�����¶�Ϊ370 ��ʱ���������Ĵ��������Ӧ��Ϊ-31.6 MPa�����ž����������ӣ�����Ӧ������ѹӦ����Ϊ��Ӧ�����ҿ�����ѹģ���ڲ����Ӧ�����ֵΪ30.5 MPa��ͨ����ֵ�Աȿ�֪�����ż�ѹ�¶����ߣ���ѹģ����������Ӧ�����ֵ�������ͣ����¶�Ϊ430 ��ʱ��������Ӧ�����ֵΪ16.9 MPa�����¶ȼ�������ʱ����ֵ�������������������¶ȹ��ߣ����Ͳı�����ģ�ߵ�𤸽����������ġ�

ͼ4 ��ѹģ���ڴ�������Ӧ���ֲ�
Fig.4 Distribution of axial stress on die exit
���Ͽ�֪���¶�Խ��Խ���ڼ�ѹ���Σ������¶ȹ���ʱҲ���������������ڼ�ѹ���������ģ�߽���Ԥ�ȣ�Ԥ���¶��Ե��������¶ȣ������в�ȡģ���¶ȱ������¶ȵ�50 �档��ģ���¶ȹ���ʹģ��ǿ�Ƚ��ͣ�ĥ��Ӿ磬�ײ�����ƣ���ƻ���ȱ�ݣ��������¶ȹ��߶���ģ��������������Ӱ�졣���ԣ��ۺϸ��������أ�ѡ����ѹ�¶�Ϊ430 �档
3.3 ��ѹ�ٶȶ��¶ȷ�ֵ��Ӱ��
�ڼ�ѹ�����У�����ģ�������ϼ���ȴ������ȹ�ת��ʹ�¶ȳ�ʼ�մ��ڶ�̬�仯����ѹģ���ڴ��¶ȶ���������кܴ�Ӱ�죬���¶ȹ��ߣ��ܲı���ͻ���ַ��ڡ��������ѵ�ȱ�ݣ�Ϊ�ˣ�����ͬ���ٶ�ģ�߳��ڴ��¶ȷ�ֵ��Ӱ����жԱȣ������ͼ5��ʾ��

ͼ5 ��ѹ�ٶȶ��¶ȷ�ֵ��Ӱ��
Fig.5 Variations of maximum temperatures during extrusion at different punch speeds
Ϊ���������Ч�ʣ�һ��ϣ����ѹ�ٶ�Խ��Խ�á���ͼ5���Կ���������ѹ�ٶ�Ϊ1 mm/sʱ����ѹģ���ڴ����¶ȷ�ֵ���Ƚ��ͺ���������ƣ����ż������ӣ��¶ȷ�ֵ���ų�ͷλ�Ƶ����Ӷ������������ƣ�������Ϊ5 mm/sʱ���¶ȷ�ֵ�����ﵽ�˽�480 �棬���⣬�趨���ٻ�Ӧ�ÿ���ģ��������Ӱ�죬��������ٲ��������Ƶ�����
3.4 ��ѹ�ٶȶ��غɵ�Ӱ��
����ѹ�ٶ�Ϊ2 mm/sʱ��λ��-�غ�������ͼ6��ʾ����ͼ6���Կ��������ų�ͷλ�Ƶ����ӣ���ѹ�غɽ�Ѹ�����ﵽ��ֵ���������ϲ��ϱ��������Σ���ѹ�غɻ������ͣ�����һ�������ȶ���״̬����������Ӧ��Ӧ�����ߵı仯������һ�µġ����ܲ��ò�ͬ����ʱ�������غ�ֵ��һ�����죬��������ԣ���ѹ�غ�-λ�Ƶı仯���ƽ����ƣ���ˣ���ѹ�غɵķ�ֵ�����ƶ��������豸ѡ�����Ҫ�ο����ݡ�
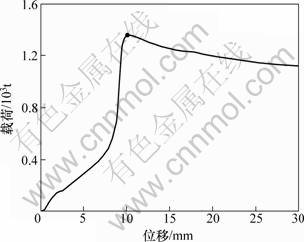
ͼ6 λ���غɶԱ�(v=2 mm/s)
Fig.6 Comparison in extrusion pressure-ram displacement diagram (Ram speed=2 mm/s)
ͼ7��ʾΪ��ͬ���ٶԼ�ѹ�غɵ�Ӱ����ɡ���ͼ7��֪�����ų����ٶȵ����ӣ���ѹ�غɳ��������������ƣ�������Ϊ5 mm/sʱ����ѹ�غɷ�ֵ�ӽ�1.7 t��

ͼ7 ��ѹ�ٶȶԼ����غɵ�Ӱ��
Fig.7 Relationship between load increase and ram speed at a ram displacement
���������������豸�غ�����������ˣ��ۺϿ�������Ч�ʼ��豸ѡ������أ�ѡȡ��ѹ�ٶ�Ϊ2 mm/s���й���ʵ���о���
4 ����ʵ���о�
4.1 ʵ����ϼ�����
ʵ���豸Ϊ������Ͻ�����˾��2 000 t��ʽˮѹ����ʵ�����Ϊ��Ӳ���Ͻ�7075���ڳ��ι����м���Ϊ2 mm/s��ģ��Ԥ���¶�Ϊ380 �棬�����¶�Ϊ430 �棬����ʱ��Ϊ1 h����Ϊˮ��ʯī����������ģ��IJ�����ͬ��
4.2 ʵ����������
�����ȼ�ѹ��������������Ͻ���ܼ���ͼ8��ʾ����ͼ8��֪�����κ���Ʒ�������ã����Ѻۣ��ҳߴ羫�Ⱥ���֯���ܾ��������Ҫ�Լ�ѹ����ǰ����֯���о���֪����ѹ��ܲ���֯�ں�������ű��η����γ�һ����ϸ�ߣ�������ά��֯�������нϴ����������Ŀռ���̬�Ա���Ϊ��״��ϸ���������ԣ���ѹ�����Գʵ��ᾧ״̬���������ڲ���϶��ʧ���Ҿ������ż�ѹ�����������������������ԡ�

ͼ8 ��ѹ���κ���������֯��ò
Fig.8 Morphology of seamless tube of aluminum alloy after extrusion
5 ����
(1) ���ż�ѹ�¶����ӣ������ܲ���ģ�ڴ����ܸ�����Ӧ�����ͣ�����ѹ�¶ȹ���ʹ���Ͻ����Ĥ�����Ӹ���Ӧ����ȷ����ѹ�¶�Ϊ430 �档
(2) ���ż������������豸�غ����������ۺϿ�������Ч�ʼ��豸ѡ������أ�����ѡ��Ϊ2 mm/s��
(3) �����Ż����ղ���һ���Գ����˴������Ͻ��켷ѹ�ܲģ���������Ʒ�ڲ���֯ϸ�������������ܾ�����ʹ��Ҫ��
�ο����ף�
[1] Mehta B V, Al-Zkeri I, Gunasera J S, et al. 3D flow analysis inside shear and streamlined extrusion dies for feeder plate design[J]. J Mater Process Technol, 2001, 113(1/3): 93-97.
[2] Ponalagusamy R, Narayanasamy R, Srinivasan P. Design and development of streamlined extrusion dies a Bezier curve approach[J]. J Mater Process Technol, 2005, 161(3): 375-380.
[3] Damodaran D, Shivpuri R. Prediction and control of part distortion during the hot extrusion of titanium alloys[J]. J Mater Process Technol, 2004, 150(1/2): 70-75.
[4] Tapas C, Zhou J, Duszczyk J. A comparative study on iso-speed extrusion and isothermal extrusion of 6061 Al alloy using 3D FEM simulation[J]. J Mater Process Technol, 2001, 114(2): 145-153.
[5] YUAN Shi-jian, LI Feng, HE Zhu-bin. Effect of guiding angle on plastic flow and defects in extrusion of aluminum alloy[J]. J Mater Sci Tech, 2008, 24(2): 256-260.
[6] Fazal A, Arif M. On the use of non-linear finite element analysis in deformation evaluation and development of design charts for extrusion processes[J]. Finite Elem Anal Des, 2003, 39(10): 1007-1020.
[7] LI Feng, YANG Shi-jian, LIU Gang, et al. Effect of friction on metal flow behavior during extrusion process[J]. J Mater Eng Perf, 2008, 17(1): 7-14.
[8] ZOU Lin, XIA Ju-chen, WANG Xin-yun, et al. Optimization of die profile for improving die life in the hot extrusion process[J]. J Mater Process Technol, 2003, 142(3): 659-664.
[9] Patrick U, Robert E. Johnson. A die design model for thin section extrusions[J]. Int J Mech Sci, 1999, 41(9): 1067-1088.
[10] Li Q, Smith C J, Harris C S, et al. Finite element investigations upon the influence of pocket die designs on metal flow in aluminium extrusion Part I. Effect of pocket angle and volume on metal flow[J]. J Mater Process Technol, 2003, 135(2/3): 189-196.
[11] DUAN Xin-jian, Sheppard T. Simulation and control of microstructure evolution during hot extrusion of hard aluminum alloy[J]. Mater Sci Engineer, 2003, 351(1/2): 282-292.
[12] Lee G A, Im Y T. Finite-element investigation of the wear and elastic deformation of dies in metal forming[J]. J Mater Process Technol, 1999, 89/90: 123-127.
[13] ZHOU Jie, LI Luo-xing, Duszczyk J. Computer simulated and experimentally verified isothermal extrusion of 7075 aluminium through continuous ram speed variation[J]. J Mater Process Technol, 2004, 146(2): 203-212.
[14] Lee D J, Kim D J, Kim B M. New processes to prevent a flow defect in the combined forward�C backward cold extrusion of a piston-pin[J]. J Mater Process Technol, 2003, 139(1/2/3): 422-427.
[15] Hsiang S H, Lin Y W. Investigation of the influence of process parameters on hot extrusion of magnesium alloy tubes[J]. Mater Process Technol, 2007, 192/193: 292-299.
(�༭ �²ӻ�)
�ո����ڣ�2010-10-20�������ڣ�2011-01-05
������Ŀ����ʿ�������������������Ŀ(LBH-Q10065)��������������Ƽ������˲Ż���������Ŀ(2010RFQXG021)
ͨ�����ߣ����(1979-)���У���������������ˣ���ʿ�������ڣ������������Գ������ۼ������о����绰��13009996619��E-mail��hitlif@126.com

