�й���ɫ����ѧ�� 2003,(01),65-70 DOI:10.19476/j.ysxb.1004.0609.2003.01.011
���������ģ�����Ͳļ�ѹ���ι���
�ܷ� �յ� ��ӱ�� ��ѩ��
�Ϻ���ͨ��ѧ���Գ��ι���ϵ,�Ϻ���ͨ��ѧ���Գ��ι���ϵ,�Ϻ���ͨ��ѧ���Գ��ι���ϵ,�Ϻ���ͨ��ѧ���Գ��ι���ϵ �Ϻ�200030 ,�Ϻ�200030 ,�Ϻ�200030 ,�Ϻ�200030
ժ Ҫ��
�о������������ģ��������Գ��εĻ������ۺؼ����� ,�õ������������Գ��ε�����������Ʒ��� ,������ģ��������������������ϵ�Ľ��������ι����н��������ĸ���������ʱ������������ȷ���ȼ�������������Ȼ����ø���ֵģ�ⷽ�� ,�����Ͻ��Ŵ��Ͳĵļ�ѹ���ι��̽����˷��档��ϸ�ط����˸�����ڼ�ѹ���ι����н������������ ,�����˳��θ��ε�ЧӦ�䡢�¶Ⱥ��ٶȵ����������ķֲ�����Լ��������ι�����ģ���غ� /�г����ߵı仯������о����֤�������������һ����֮��Ч�����Ͳļ�ѹ��ֵģ�ⷽ�� ,������Ϊ���Ͳ��²�Ʒ�Ŀ�������ṩ����ָ��
�ؼ��ʣ�
���Ͳļ�ѹ ;��������� ;��ֵģ�� ;���θ��� ;
��ͼ����ţ� TG376.2
����飺 �ܡ���(1971),��,��ʿ;
�ո����ڣ� 2002-04-04
Simulation of aluminum material extrusion process with finite volume method
Abstract��
The basic theory and key technologies of simulation of me ta l forming processes by finite volume method (FVM) were studied firstly. The gove rning equations of FVM for metal forming were given. The simulation technologies such as mesh building, material deformation tracking and time increment computa tion were also provided. Then the extrusion process of an aluminum decoration pa rt in windows was simulated by FVM. The metal flow process was analyzed in detai ls. The distributions of effective strain, temperature and velocity during the a luminum extrusion process were discussed. The curve of load versus stroke was al so given. So FVM is proved to be an especially useful numerical simulation metho d for aluminum extrusion processes. The FVM simulation technology can help the r esearch and development of new aluminum extrusion products.
Keyword��
aluminum extrusion; finite volume method; numerical simula tion; deformation tracking;
Received�� 2002-04-04
���Ͳļ�ѹ����Ԫ��ֵģ�ⷽ���ڹ��������в����о�
[1 ,2 ,3 ]
�� ����, ��������Ԫ����Lagrange����, ��ģ�����Գ��ι���ʱ���������������ٻ������⡣ �������ý����Ͳĵļ�ѹ��Ϊ40��90, ��������ֱ��Ϊ8��300 mm, �Ͳĺ��Ϊ0.6��2 mm, ���, ���Ͳļ�ѹ���ڼ��ȴ�������Գ������⡣ ������Ԫģ�������, ����������������ʱ, ���ɱ���ؽ�����һ����һ�ε������ٻ��֡� ���������ٻ��ֲ�����ʱ, ��ʧ���㾫��, ���ҹ��Ȼ�����������ٻ���ʱ��������ʧ��, ʹ��ģ�������, �ò������������������Ʒ���, �Ӷ��ﲻ�����Ͳļ�ѹ��ֵģ�������Ŀ�ġ�
�����������ǰ������ģ���������������
[4 ,5 ]
�� ������, ����ѧ��Ҳ���������������ģ����������Գ�������
[6 ]
�� ����Euler������������ǽ�����̶��ڿռ�, ����������������Euler�������仯�� ���, �����������ģ���������Գ���������Ժܺõر��������ٻ������⡣ �������߽�������������������Ͳļ�ѹ����ֵģ�⼼��������ϸ���о���
1 ���Բ��������������������
���������������������Ҫ�����Ŀռ����Euler���������ɢ�� Euler������һ���̶��ڿռ�IJο����, ͨ�����������嵥Ԫ�� Euler��Ԫ�Ľڵ��ڿռ�̶�����, ���, Euler��Ԫ������Dz���ġ� ����ֻ�Ǵ�һ����Ԫ������һ����Ԫ, ���Ҳ��ϵ������� ����������Ҳ��֮��һ����Ԫ������һ����Ԫ�� �ڲ��������Ĺ�����, �������������غ㡢 �����غ㡢 �����غ㡢 �������̡� ״̬���̺���ƽ�ⷽ�̵ȿ��Ʒ���
[7 ]
��
1)�����غ㷽��
? �� ? t + ? ( �� v i ) ? x i = 0 ? ? ? ( 1 )
?
��
?
t
+
?
(
��
v
i
)
?
x
i
=
0
?
?
?
(
1
)
2)�����غ㷽��
? ( �� v i ) ? t + ? ( �� v i v j + p �� i j ? S i j ) ? x j = 0 ? ? ? ( 2 )
?
(
��
v
i
)
?
t
+
?
(
��
v
i
v
j
+
p
��
i
j
-
S
i
j
)
?
x
j
=
0
?
?
?
(
2
)
3)�����غ㷽��
? ( �� E ) ? t + ? ( �� v i E ) ? x i = ? [ v i ( S i j ? p �� i j ) ] ? x j ? ? ? ( 3 )
?
(
��
E
)
?
t
+
?
(
��
v
i
E
)
?
x
i
=
?
[
v
i
(
S
i
j
-
p
��
i
j
)
]
?
x
j
?
?
?
(
3
)
����3ʽ��, �� , v i S ij p , E �ֱ�Ϊ���ϵ��ܶȡ� �ٶ�ʸ���� Ӧ�������� ��ˮѹ�������ܡ�
4)��������
? �� i j ? t = G [ ? v i ? x j + ? v j ? x i ] + �� ? v k ? x k �� i j ? ? ? ( 4 ) �� �B p i j = �� ? f ? �� i j ? ? ? ( 5 )
?
��
i
j
?
t
=
G
[
?
v
i
?
x
j
+
?
v
j
?
x
i
]
+
��
?
v
k
?
x
k
��
i
j
?
?
?
(
4
)
��
�B
i
j
p
=
��
?
f
?
��
i
j
?
?
?
(
5
)
ʽ��
�� �B p i j
��
�B
i
j
p
Ϊ����Ӧ����������, �� Ϊ��Ӧ���� Ӧ���Լ�Ӧ�������йص�ϵ��, f Ϊ����ͬ�Բ��ϵ�Von Mises���������� ���, Ӧ������������ʽ�õ�:
�� ij p�� ij S ij
�������Ϊ���������, ���ϵ��ܶȱ��ֲ���, ���ʽ(1)��ʽ(2)�ɵõ��ٶȱ仯�������������Ԫ�ϵĻ���ʽ:
�� V ? v i ? t d V = 1 �� �� V ? �� i j ? x j d V ? ? ? ( 7 )
��
V
?
v
i
?
t
d
V
=
1
��
��
V
?
��
i
j
?
x
j
d
V
?
?
?
(
7
)
���ø�˹����, ���Խ��������ת��Ϊ�ڱ�����ϵĻ���, ����ʽ(7)��Ϊ
�� V ? �� i j ? x j d V = �� S �� i j n j d S ? ? ? ( 8 )
��
V
?
��
i
j
?
x
j
d
V
=
��
S
��
i
j
n
j
d
S
?
?
?
(
8
)
ʽ�� V Ϊ��Ԫ���, S Ϊ��Ԫ�ı����, n i
5)״̬����
? ( �� �� ) ? t + ? ( �� �� v i ) ? x i = 0 ? ? ? ( 9 )
?
(
��
��
)
?
t
+
?
(
��
��
v
i
)
?
x
i
=
0
?
?
?
(
9
)
ʽ�� �� Ϊ����״̬����, ������� Ӧ���� ѹ���ȡ� ʽ(9)�������������Ӧ����ֵ���ַ���Ϊ
d d t �� V �� �� d V = ? �� ? V �� �� v i n i d S ? ? ? ( 1 0 )
d
d
t
��
V
��
��
d
V
=
-
��
?
V
��
��
v
i
n
i
d
S
?
?
?
(
1
0
)
6)��ƽ�ⷽ��
��������ѧ��һ����, ��Ԫ���������ı仯�ʵ��������Ե�Ԫ�������Ĺ��ʺ͵�Ԫ���������Ƚ����ʵ��ܺ͡� ���, ���ϵ�Ԫ������ƽ�ⷽ��Ϊ
�� c p T �B ? ? ? x i ( k ? T ? x i ) ? �� i j �� �B p i j = 0 ? ? ? ( 1 1 )
��
c
p
��
�B
-
?
?
x
i
(
k
?
��
?
x
i
)
-
��
i
j
��
�B
i
j
p
=
0
?
?
?
(
1
1
)
ʽ�� k Ϊ���ϵĵ���ϵ��, T Ϊ�����¶�, c p
�����ǹ�����ģ������֮����Ƚ���, ����Newton��ȴ����, ��
k ? T ? x i n i = ? h ( T ? T w ) ? ? ? ( 1 2 )
k
?
��
?
x
i
n
i
=
-
h
(
��
-
��
w
)
?
?
?
(
1
2
)
ʽ�� h Ϊ������ģ��֮����Ƚ���ϵ��, T w Ϊģ�����¶ȡ�
�����ַ��̿����ö�ʱ�������-������(Runge-Kutta time-integration scheme)���������
[8 ]
, �Ӷ��õ���������ڱ�����ĸ�������������
2 ���������ֵģ��Ĺؼ�����
2.1 �����������Ľ���
������ά���Գ�������, ���������嵥Ԫ�������������Euler������ϵ�� ����Euler�����ڳ��ι����в������һ������, Ҳ����������, ���, Euler������Բ��ó�����������嵥Ԫ��
�����������ģ��������Գ�����, Euler����Ľ���Ӧ��ѭ��������ԭ��:
1)Euler�����踲�ǽ�����������������������;
2)Ϊ�˱�֤ģ�⾫��, �ڳ��ι�������С�ں�����Ӧ��������Euler��Ԫ��
��������ԭ�������Euler�����ڿռ�ķֲ�������Ԫ�Ĵ�С��
2.2 ������߽�ĸ�������
�����������, ������MAC(marker and cell)��
[9 ]
�� VOF(volume of fluid)��
[10 ]
��TS(triangle segments)��
[11 ]
�����ٲ������������ɱ��档 MAC����VOF�����Ƿdz����Ժͽ��Ƶر�����������ɱ���, ���õ�ȷ�������� ���, �����ַ�������������Һ�������������� ��������������������������, �����TS����
TS�����ڲ��ϵ���Χ����һ������������Ԫ����������μ���������������, ��������������Ų���һ������, �Ӷ����ٲ������������ɱ��档 Ϊ�˾�ȷ���, ÿ������������֮��ľ���ӦС����������������С���ȡ� ����������˶�λ�ÿ�������������Ԫ���б���ڵ���˶���ȷ��
[12 ]
�� ��ñ����������Ŀռ�λ�ú�, ���õ���������ÿһ���μ��ز��ϵı߽���״�� ���, ����������ԺܺõضԳ��ι����б�����ļ��α߽���и���������
������Ԫ�����, TS���������, �ر�����Ϊ�˸��õ����ģ�߱�����Ż������������������ʱ, �������������һ����������������ӻ�ɾ����
2.3 ʱ������������ȷ��
����������ڿ�������ϲ�����ʽʱ�����, ����Courant��
[7 ]
, ʱ�䲽����Ӧ����ͨ����Ԫ�����ʱ��������, �����뵥Ԫ����С����ߴ��йء� ���������ģ��������Գ�����, ʱ������������t ����ʽ����:
��t =L /(C +U ) (13)
ʽ�� L Ϊ�����������Ԫ����С����, C Ϊ����, U Ϊ���������ٶȡ� Ϊ�˱�֤ģ�⾫��, ��ÿһ�����ز���, U ȡ��������������ĸ���е�����ٶȡ�
3 ���Ͳļ�ѹģ��ʵ��
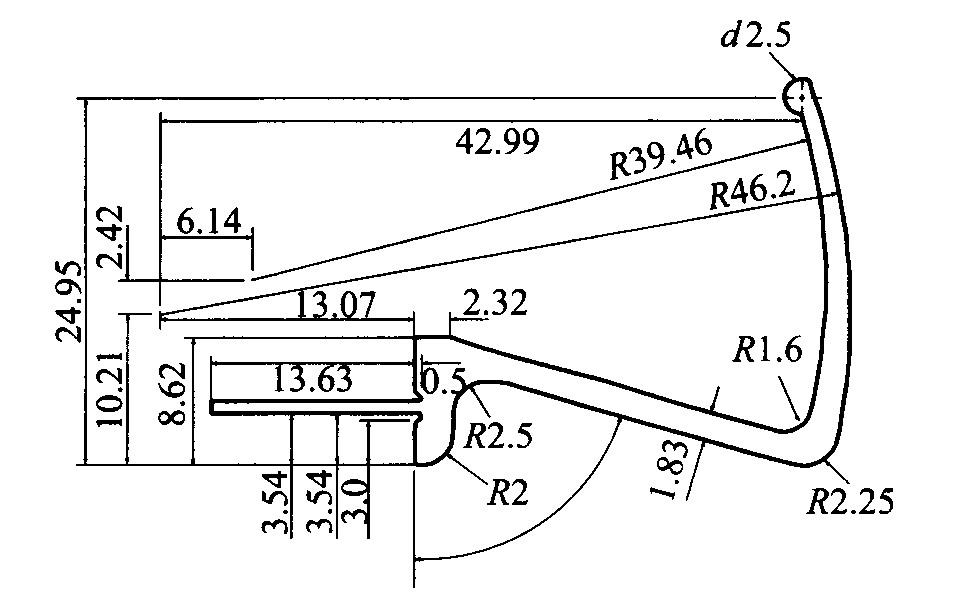
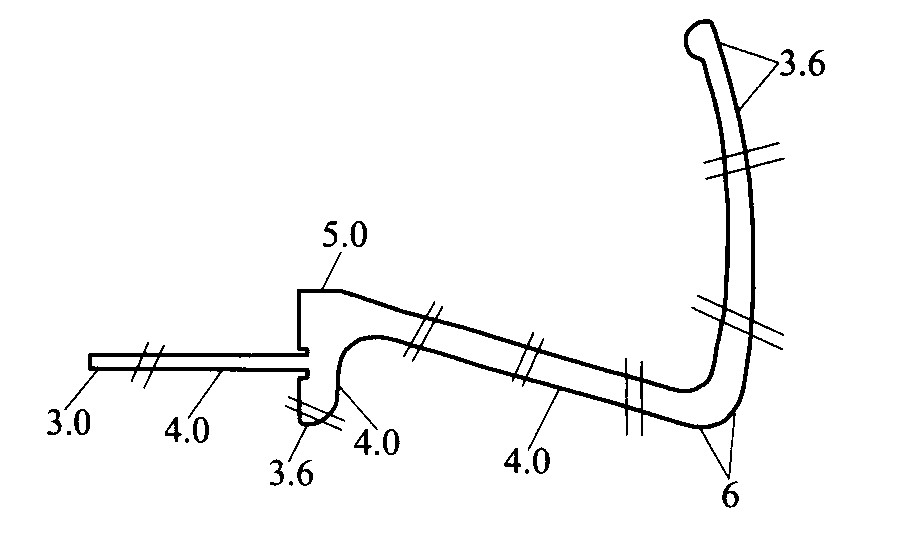
ͼ1��ʾΪһ�Ŵ��������ͲIJ�Ʒ, �����ͼ��ͼ2��ʾ�� ���ͲIJ���ƽģ��ѹ����, ģ�ߵĹ��������ȷֲ���ͼ3��ʾ��
3.1 ģ�����
����:6061���Ͻ�;
���ϳ����¶�:480 ��;
ģ��Ԥ���¶�:460 ��;
���ϳߴ�:d 78 mm��13 mm;
Ħ������:�� =0.45;
��ѹ�ٶ�:10 mm/s;
��ѹ��:�� =38.19;
ͼ1 �Ŵ��������
Fig.1 A window lock part
ͼ2 �Ŵ������ͲĶ���ͼ (mm)
Fig.2 Profile of window lock part (mm)
ͼ3 ���������ȷֲ� (mm)
Fig.3 Different length of die land (mm)
ѹ����:7.5 mm;
Euler����Ԫ��С:0.6 mm;
Euler��������:392��
3.2 ģ��������
�������Ͳļ�ѹ���εļ�ѹ�ȷdz���, ����һ�γ���, ���Գ������õ���ģ�����ģ����Ԥ����, �Էֽ⼷ѹ�ȡ� ���Ͳĵļ�ѹ���ι���һ���Ϊ3����:��ֽΡ� Ԥ���νκ��ճ��νΡ�
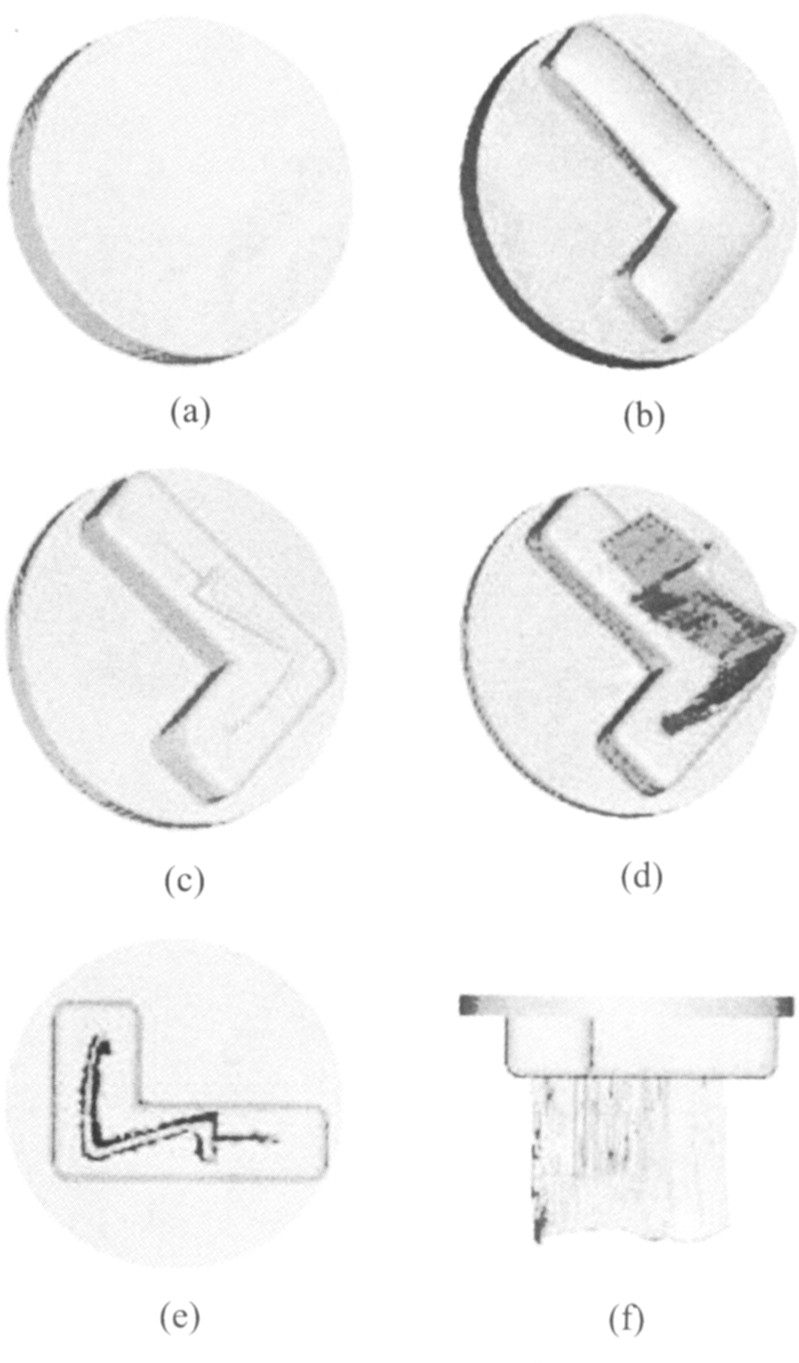
ͼ4��ʾΪ���Ͻ��Ŵ������Ͳļ�ѹ�����н�������������� ����֮��, �����ڼ�ѹͷ�����������ȳ��ѹͲ, �ýεļ�ѹ�����൱����֡� ��ֽ�����, ������ʼ����Ԥ����ģ��, �����Ͻ���������Ʒ����״����Ԥ�Ⱥ����ķ���, ��ͼ4(b)��ʾ�� ����������Ԥ����ģ����ǻ��, ���Ͽ�ʼ����ģ������, �����������ҵ����Ա���, ��ͼ4(c)��ʾ�� ��ʱ, ��ѹ������������ ����Ʒ����һ���ij��Ⱥ�, ���ν����ȶ���ѹ��, ��ͼ4(d)��ʾ, ͼ�м�ѹͷ��ѹ����Ϊ7.5 mm��
ͼ4 ��ѹ�����н������������
Fig.4 Metal flow during extrusion process
(a)��Stroke 0 mm;(b)��Stroke 2.67 mm;(c)��Stroke 5.00 mm;(d)��Stroke 7.50 mm;(e)��Top view;(f)��Front view
ͼ4(e)��ʾΪ7.5 mmѹ����ʱ�Ͳ���Ʒ�ĸ���ͼ, ��ͼ�п��Կ���, ���������ֵģ�����õ�����Ʒ��״��ͼ1�в�Ʒ��ʵ����״һ�¡� �ɴ˿���˵��, ��ֵģ�������ʵ�ط�ӳ�����ڳ��ι����е���������� ͼ4(f)��ʾΪ7.5 mmѹ����ʱ�Ͳ���Ʒ������ͼ�� ͼ����ʾ, ��Ʒǰ�ؽ��������ٲ�����, ��˵��ģ�߹��������ȵ���Ʋ�������, �д����ơ�
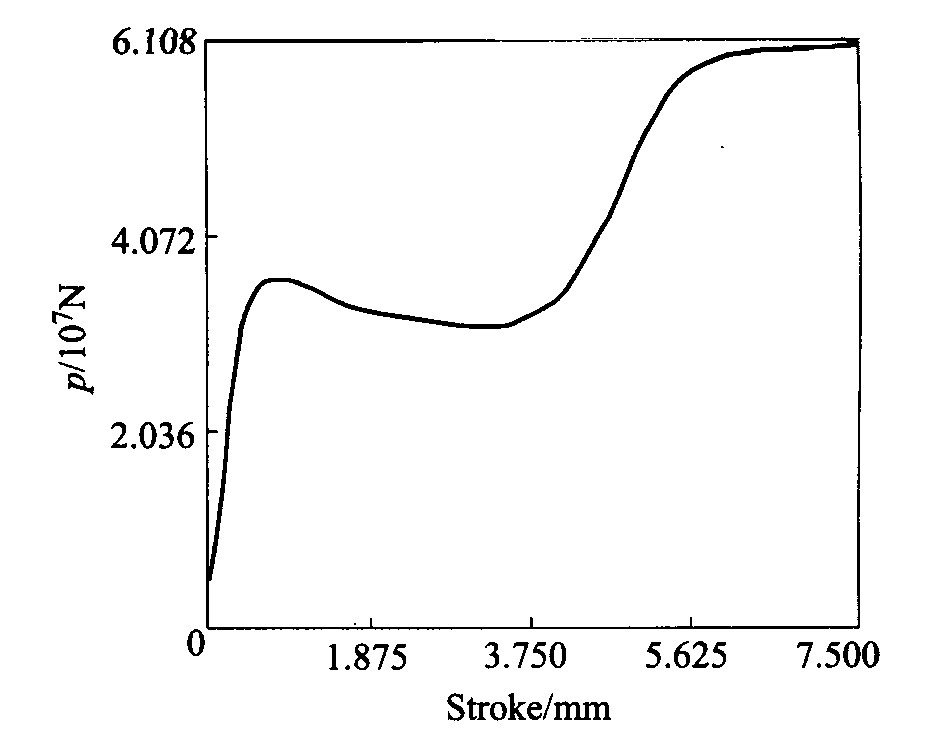
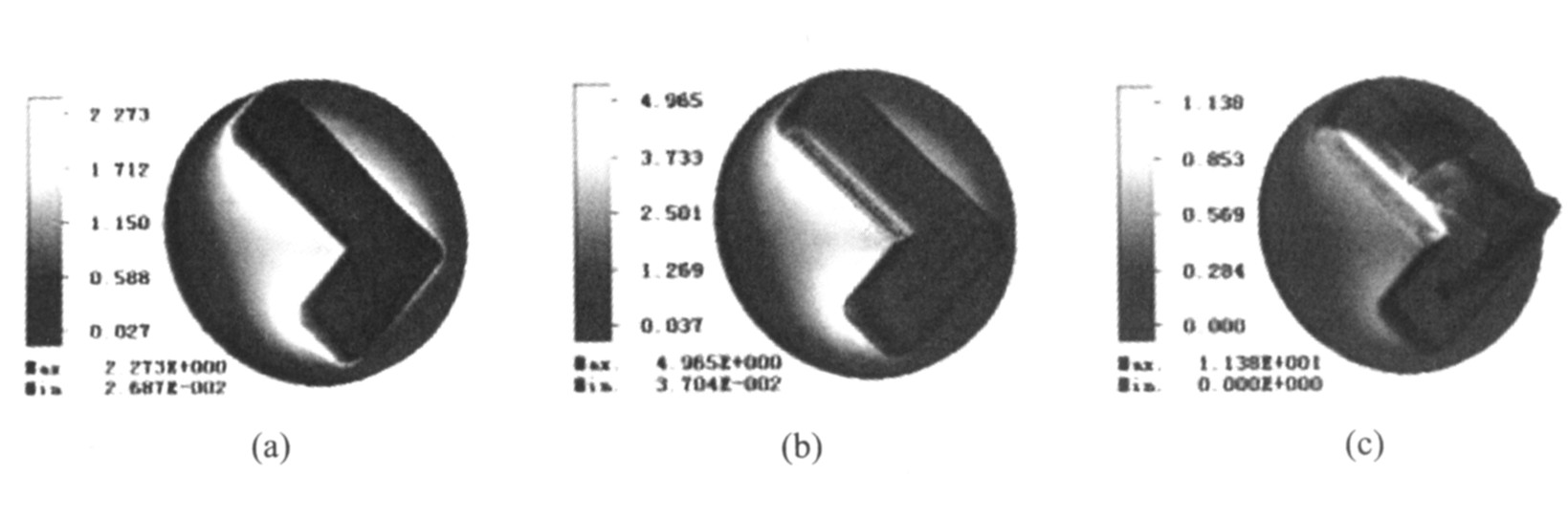
ͼ5��ʾΪģ���غ��漷ѹ�г̵ı仯����, ������ر�ʾ�������Ͳij��μ�ѹ��3����ͬ�Ρ� ͼ��, ���ļ�ѹ������Ϊ��ѹ���Ķ�λѡ���ṩ���ݡ�ͼ6�� ͼ7��ʾ�ֱ�Ϊ�������ڼ�ѹ���ι����е�ЧӦ����¶ȳ��ķֲ����仯����� ���п��Կ���, �¶ȳ��͵�ЧӦ�䳡�ķֲ�����dz����ơ� ������, ��������¶�������Ҫ�����ڳ��ι����������������Ա����ܡ�
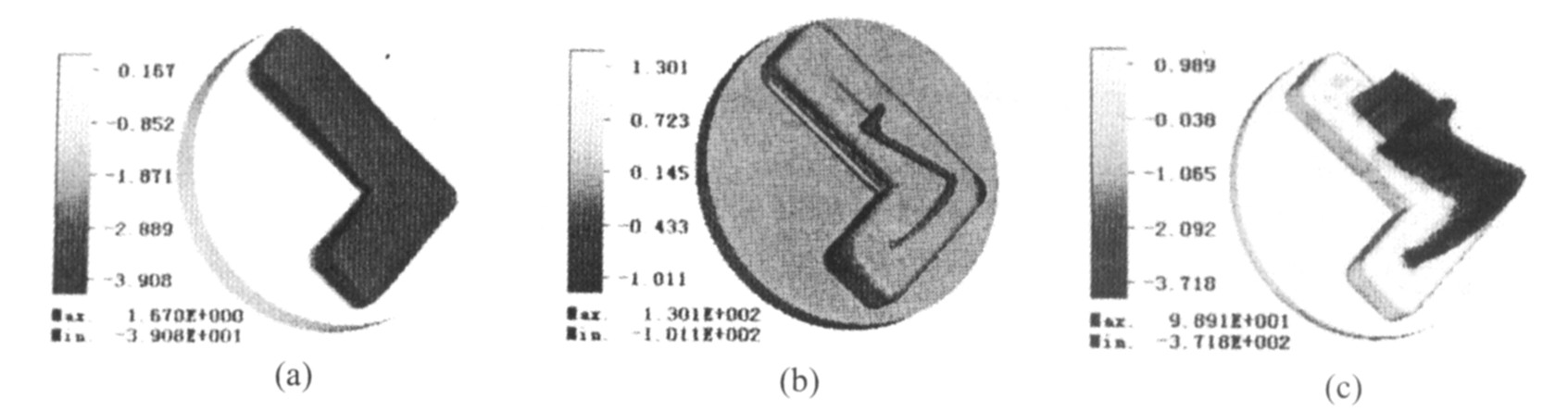
ͼ8��ʾΪ�ؼ�ѹ����������ٵķֲ��ͱ仯����� ��ͼ8(c)��֪, �����ȶ���ѹ�κ�, ��Ʒǰ�ص�����Ϊ371.8 mm/s, �����ݼ�ѹ�ٶȺͼ�ѹ�ȼ���õ��������ٶ�Ϊ381.9 mm/s, �������2.6%, ˵�����������ֵģ��Ľ��������ֵ�ǺϽϺá�
ͼ5 �غɡ��г�����
Fig.5 Curve of load vs stroke
ͼ6 ��ЧӦ��ֲ�
Fig.6 Distribution of effective strain
(a)��Stroke 2.67 mm;(b)��Stroke 5.00 mm;(c)��Stroke 7.50 mm
ͼ7 �¶ȳ��ֲ� (��λ:��)
Fig.7 Distribution of temperature(Unit: ��)
(a)��Stroke 2.67 mm;(b)��Stroke 5.00 mm;(c)��Stroke 7.50 mm
ͼ8 ���������ؼ�ѹ����ֲ� (��λ:mm/s)
Fig.8 Distribution of velocity along extrusion direction (Unit: mm/s)
(a)��Stroke 2.67 mm;(b)��Stroke 5.00 mm;(c)��Stroke 7.50 mm
4 ����
�о�����, �����������������ʵʱ�ظ����������Գ��ι����н������������, ���ҿ��Ը����������ڳ��ι��������������ķֲ���ģ���غɵı仯����� ���������ģ�����Ľ�������ۼ����Լ�ʵ�������Ľ���ǺϽϺá� ���, ����������Ǽ�����Ԫ��֮�����һ����Ч�Ľ������Գ�����ֵģ�ⷽ����
�������Ͳļ�ѹ���༫�ȴ�������Գ�������, �������������������ֵģ����Խ������Ԫ��������������ٻ������⡣ ��һ������������������ٻ��ִ����ľ�����ʧ; ��һ����, ����������������������ٻ���, �������Ա���ģ������ܹ�˳������ɡ� ���, ����������ر�������ģ�⸴�ӱ������Ͳĵļ�ѹ�������⡣
�����
[1] ��ChandaT ,ZhouJ ,KowalskiL ,etal.3DFEMsimula tionofaluminumextrusionintheinitialnon steadystate[A].AdvancedTechnologyofPlasticity,Proceedingsof6thICTP[C].1999,3:18131818.
[2] ���ܡ���,��ӱ��,��ѩ��.���Ͳļ�ѹ��������Ԫ��ֵģ��[J].�й���ɫ����ѧ��,1998,8(4):637643.����ZHOUFei,PENGYing hong,RUANXue yu.Numer icalsimulationofaluminummaterialextrusionprocessbyfiniteelementmethod[J].TheChineseJournalofNon ferrousMetals,1998,8(4):637643.
[3] ��HAONan hai,LIKe zhi.Numericaldesignofdielandforshapeextrusion[J].ChineseJournalofMech����anicalEngineering,2001,14(1):9193.
[4] ��AndersonDA ,Tannehill.ComputationalFluidMechan icsandHeatTransfer[M ].NewYork:HemispherePub lishingCorporation,Taylor&FrancisGroup,1984.321508.
[5] ��NaotD ,Radi.Numericalsimulationofsecondarycur rentsinchannelflow[J].JournalofHydraulicDivision,ASCE ,1982,108:948968.
[6] ��deVriesE ,DingP .Simulationof3Dforgingandextru sionproblemsusingafinitevolumemethod[A].Proceed ingof17thMSCJAPANUsersConference[C].Japan,1999.155161.
[7] ��VersteegHK ,MalalasekeraW .AnIntroductiontoComputationalFluidDynamics-TheFiniteVolumeMethod[M ].LongmanGroupLtd,1995.5137.
[8] ��������,������,���ĺ�,��.ʵ����ѧ�ֲ�[M ].����:��ѧ������,2001.726732.����SHENYong huan,LIANGZai zhong,XULu hu,etal.AppliedMathematicManual[M ].Beijing:SciencePress,2001.726732.
[9] ��SwaminathanCR ,VollerVR .Atime implicitfillingal gorithm[J].ApplMathModelling,1994,18:101109.
[10] ��Hirt,NicholsCW .Volumeoffluid(VOF)methodforthedynamicsoffreeboundaries[J].JournalofCompu tationalPhysics,1981,39:201225.
[11] ��SlagterWJ,FlorieCJL ,VenisACJ .Advancesin3Dforgingprocessmodeling[J].JournalofComputation alPhysics,1991,92:82105.
[12] ����ӱ��.�������Գ��η��漼��[M].�Ϻ�:�Ϻ���ͨ��ѧ������,1999.5497.������PENGYing hong.SimulationTechnologiesofMetalForming[M ].Shanghai:ShanghaiJiaotongUniversityPress,1999.5497.