J. Cent. South Univ. (2017) 24: 2281-2287
DOI: https://doi.org/10.1007/s11771-017-3639-x

Theoretical and experimental investigation on vertical tank technology for sinter waste heat recovery
FENG Jun-sheng(冯军胜), DONG Hui(董辉), GAO Jian-ye(高建业), LIU Jing-yu(刘靖宇), LIANG Kai(梁凯)
State Environmental Protection Key Laboratory on Eco-industry, Northeastern University, Shenyang 110819, China
 Central South University Press and Springer-Verlag GmbH Germany 2017
Central South University Press and Springer-Verlag GmbH Germany 2017
Abstract: In the present work, the gas flow pressure drop and gas–solid heat transfer characteristics in sinter bed layer of vertical tank were studied experimentally on the basis of the homemade experimental setup. The gas flow pressure drop through the sinter bed layer was measured with different gas velocity and particle diameters, as well as the sinter and air temperatures. The influences of gas superficial velocity and particle diameter on the gas flow pressure drop and gas solid heat transfer in sinter bed layer were analyzed in detail. The revised Ergun’s correlation and gas solid heat transfer correlation were obtained according to the regression analysis of experimental data. It is found that, the pressure drop of unit bed layer height gradually increases as a quadratic relationship with increasing the gas superficial velocity, and decreases as an exponential relationship with the increase of sinter particle diameter. For a given sinter temperature, the heat transfer coefficient in sinter bed layer increases with increasing the gas superficial velocity, and increases with decreasing the sinter particle diameter. In addition, the heat transfer coefficient also gradually increases with increasing the sinter temperature at the same gas superficial velocity and sinter particle diameter. The mean deviations between the experimental data obtained from this work and the values calculated by the revised Ergun’s correlation and the experimental heat transfer correlation are 7.22% and 4.22% respectively, showing good prediction.
Key words: sinter; waste heat; pressure drop; heat transfer coefficient; experimental study
1 Introduction
The waste heat resource carried by the unit mass sinter production (i.e., 1 t) respectively accounts for 65%–71% and 11%–12% of the total amount of waste heat resources in sintering process and steel enterprises in our country [1, 2]. Compared with the large and medium-sized iron and steel enterprises in the developed countries, the basic research on waste heat resource of the sintering process involving the waste heat recovery of sintering flue gas and sinter waste heat recovery in the iron and steel industry of China is relatively backward, which results in that the recovery rate of waste heat resource in the sintering process is lower than the average level of foreign major large and medium-sized iron and steel enterprises, only 28%–30% [2]. Therefore, the efficient recovery and utilization of sinter waste heat resource is one of the main ways to reduce the energy consumption of sintering process in the large and medium iron and steel enterprises in our country [3, 4].
At present, the sinter waste heat resource is mainly recycled through the sinter ring-shaped cooler. However, the settings of structure form, structural and operating parameters of ring-shaped cooler care more about the cooling of sinter particles, rather than the recovery of sinter waste heat resource, which results in that the waste heat recovery system of sinter ring-shaped cooler has many disadvantages that are difficult to overcome [2, 5], such as the higher air leakage of cooling system, the lower recovery rate of sinter waste heat, and the lower quality of heat carrier (i.e., cooling air). Among them, the energy consumption of sintering process caused by the air leakage of cooling system increases 3%–4%; only recycling waste heat of high temperature results in that 36% of the total amount of sinter waste heat resource is directly discharged; the energy level of hot air at the entrance of waste heat boiler is only 0.27–0.3 [5]. Based on this, by imitating the structure and process of coke dry quenching furnace, the vertical tank technology for sinter waste heat recovery is presented, which overcomes many disadvantages of sinter ring-shaped cooler system mentioned above. Meanwhile, the quality of cooled sinter is also improved significantly [6–8].
As the key equipment of the vertical tank technology for sinter waste heat recovery, the pressure drop characteristics and gas–solid heat transfer characteristics in sinter bed layer of vertical tank are the two key scientific problems to determine the feasibility of the vertical tank technology for sinter waste heat recovery. The pressure drop characteristics determine the resistance size of gas flowing through the sinter bed layer and the economy of vertical tank technology, especially the air volume and power of the cooling fan. The gas–solid heat transfer characteristics determine the cooling effect of sinter particles, the quality of outlet heat carrier (i.e. cooling air) and the recovery rate of sinter waste heat, and also lay a theoretical foundation for numerical optimization of vertical tank project.
Essentially speaking, the sinter bed layer in vertical tank is a random packed bed with larger particles. At present, the packed beds with particles are widely used in lots of industries, such as chemical reactors, distillation process and heat storage systems, and the gas flow and gas–solid heat transfer in the packed beds are also very common. Understanding and predicting the detail gas flow and gas–solid heat transfer information in the packed beds are very important for achieving the optimal design of packed beds. Therefore, the previous research methods of gas flow and gas-solid heat transfer in the packed beds could be used to study the gas flow resistance and gas–solid heat transfer process in sinter vertical tank.
The studies on gas flow resistance in the packed beds have been widely investigated. Among them, ERGUN [9] presented a well-known empirical equation for describing the pressure drop in the packed beds of spherical particles. Due to the limitation of Ergun’s equation, many further studies to change the values of empirical constants k1=150 and k2=1.75 in Ergun’s equation have been performed. The values of empirical constants in Ergun’s correlation have been, respectively, proposed as 180 and 1.8 [10], as 141 and 1.63 [11], and as 160 and 1.61 [12]. The reason for variation in the constants is determined as the variations in the roughness and size of particles. Besides Ergun’s correlation which can be regarded as a direct calculation method for the pressure drop in the packed beds, there are also some other approaches using particle friction factor as an indirect calculation method for the pressure drop in the packed beds [13–15].
On the other hand, many studies on heat transfer in the packed beds with particles have been also conducted in order to derive the heat transfer correlation [16–21]. Among them, several mentioned studies were focused on the correlations for heat transfer from a single immersed sphere in the packed beds of particles [19, 20] and from the flowing gas to the single sphere in the packed bed [21]. The experimental techniques were developed for following the temperature change of single sphere in the bed. COLLIER et al [19] developed the correlation for heat transfer of the hot sphere immersed in the cold bed of particles, which included the ratio of the diameters of the immersed sphere and the particles constituting the packed bed. The Nusselt and Reynolds numbers in their correlation were defined on the basis of the immersed test sphere diameter. RANZ and MARSHALL [21] proposed the correlation for heat transfer from the flowing gas to the single sphere in the form of Nusselt number. Their results showed significant effect of Reynolds number on the heat transfer coefficient, and the correlation of Nusselt number was seen as a function of Reynolds number and Prandtl number.
All these studies demonstrate that, there are many achievements in the researches of pressure drop and heat transfer in the packed beds with spheres. But the pressure drop and heat transfer in the packed beds with non-spherical particles are still unclear. In addition, determinations of the pressure drop of unit bed layer height and gas solid heat transfer coefficient in the packed beds with non-spherical particles are still in research due to the inhomogeneity and irregularity of packing particles. These would be far from sufficient for scientific and practical applications. Therefore, the experimental studies are conducted to investigate the pressure drop and heat transfer in the packed bed with non-uniform sinter particles on a homemade gas–solid heat transfer experimental setup in the present work. The gas flow pressure drop through the sinter bed layer, as well as the sinter and air temperatures is measured with different gas velocity and particle diameters. The influences of gas superficial velocity and sinter particle diameter on the gas flow pressure drop of unit bed layer height and gas solid heat transfer coefficient in sinter bed layer are analyzed in detail. The experimental correlations used to describe the pressure drop characteristics and the gas solid heat transfer characteristics in sinter bed layer are obtained on the basis of the regression analysis of experimental data, which lay a good theoretical foundation for subsequent engineering implementation of vertical tank technology for sinter waste heat recovery.
2 Key scientific problems
2.1 Pressure drop characteristics
2.1.1 Experimental setup and procedure
The gas flow experimental setup shown in Fig. 1 mainly contains an experimental vertical tank of inner diameter of 430 mm, air blower and orifice plate flowmeter. The air flow is induced by using an air blower. The cooling air flows through the throttle valve, and then through the orifice plate flowmeter, and finally travels through the sinter bed layer towards the upper surface of bed layer situated inside the test section. The throttle valve is used to control over the cooling air flow rate, and the specific value of cooling air flow rate is obtained by the orifice plate flowmeter, the obtained percent uncertainty in measurement for the orifice plate flowmeter is ±5.64%. The bottom of vertical tank is equipped with a multihole plate in order to insure the uniform flow of cooling air through sinter bed layer. The actual height of sinter bed layer is 1400 mm, and the measuring tapping set at three different heights (400 mm, 700 mm, 1200 mm) of vertical tank are used to measure the air flow pressure drop.
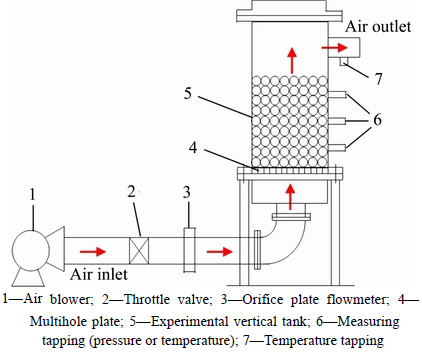
Fig. 1 Schematic diagram of experimental setup:
Four kinds of sinter particles (2–10 mm, 10–18 mm, 18–30 mm, 30–40 mm) used as packing materials are sieved out by the standard test sieves of different size. The particle diameter, d, of the conducted test cases is the average diameter of sieved sinter particles. The sphericity of sinter particles is measured by means of gas flow technique presented in Ref. [22], and the bed layer voidage is obtained according to the method cited in Ref. [23]. The average particle diameter (d), particle sphericity (Φ), bed layer voidage (ε) and particle equivalent diameter (dp) are given in Table 1.
The cross-sectional pressure drop distribution, △P/L=△P/L(r), used to calculate the mean pressure drop of unit bed layer height of air flow, △Pbed/L, is measured by using pressure tapping and a tube with rubber plug inserted into the sinter bed layer. The rubber plug is used to prevent the secondary flow effect resulting from elbow on test results. The measured values of pressure drop can be obtained by the differential pressure gauge, and the obtained uncertainty in measurement for the differential pressure gauge is ±1.5%. The reference flow Reynolds number through sinter bed layer, Rep=udp/υ, varies in the range of 96≤Rep≤6888 at the atmospheric condition of T0=293.15 K and P0=0.1 MPa.
Table 1 Parameters of sinter particles
2.1.2 Experimental results and discussion
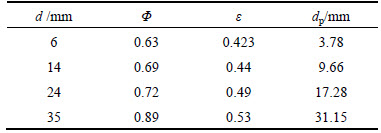
Considering the existence of wall effect in sinter bed layer, the values of pressure drop at the different locations of bed layer cross-section for different bed layer height are measured to calculate the pressure drop of unit bed layer height for a given test case in the experiment. Figure 2 shows the effect of gas superficial velocity on the pressure drop of unit bed layer height. It could be obtained from Fig. 2 that the changes of gas superficial velocity and particle diameter seem to have a great influence on the pressure drop of unit bed layer height. For a given particle diameter, the curve slope gradually increases as the gas superficial velocity increases, and the pressure drop of unit bed layer height gradually increases as a quadratic relationship with increasing gas superficial velocity. It is due to that with the increase of gas superficial velocity, the collision between the cooling air and sinter particles becomes more severe, the inertia loss of gas flow rapidly increases and gradually dominates in the gas flow resistance loss. This is in accordance with the results of ERGUN [9] and OZAHI et al [12], who also obtained the same results.
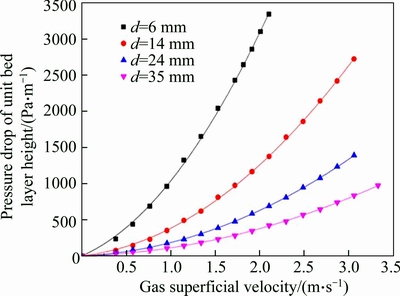
Fig. 2 Effect of gas superficial velocity on pressure drop of unit bed layer height
Figure 3 shows the effect of sinter particle diameter on the pressure drop of unit bed layer height for different gas superficial velocity. It could be obtained from Fig. 3 that for a given gas superficial velocity, the curve slope gradually decreases as the sinter particle diameter increases, and the pressure drop of unit bed layer height decreases as an exponential relationship with the increase of sinter particle diameter. It is due to the fact that for a given inner diameter of vertical tank, the increase of particle diameter results in the increase of bed layer voidage, the air actual velocity in sinter bed layer gradual decreases. Therefore, the pressure drop of unit bed layer height gradual decreases with the increase of particle diameter.
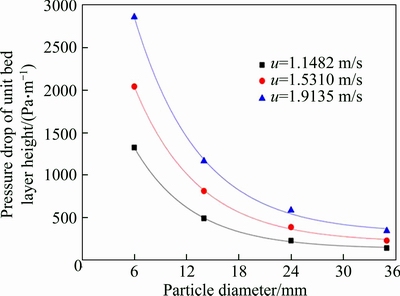
Fig. 3 Effect of sinter particle diameter on pressure drop of unit bed layer height
In the previous literatures [9–12], the modification for the original form of Ergun’s correlation was essentially to correct the values of empirical constants k1 and k2. A general modified correlation for the gas flow resistance characteristics in the packed bed with particles can be presented as follows.
 (1)
(1)
where ΔPbed/L is the pressure drop of unit bed layer height; k1 is the coefficient of viscous loss term; k2 is the coefficient of inertial loss term; μ is the air dynamic viscosity; ε is the bed layer voidage; dp is the particle equivalent diameter; u is the gas superficial velocity, and ρg is the air density.
For simplifying complex form of Eq. (1), fp is introduced as
 (2)
(2)
So, the simplified correlation can be obtained as follows.
 (3)
(3)
where fp is the particle friction factor and Rep is the particle Reynolds number.
The experimental data of gas flow pressure drop in Fig. 3 are brought into Eq. (3) for regression analysis by using the least square method, and the optimal values of fitting parameters are presented in Table 2.
Table 2 Optimal values of coefficients k1 and k2
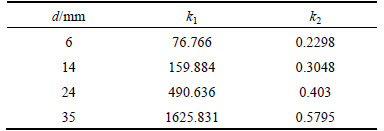
As can be seen from Table 2, the values of k1 and k2 increase as the sinter particle diameter increases. FAND et al [24] tested spheres of various diameters and found that k1 and k2 exhibited some variations with particle diameter. In addition, considering the relationship between the bed layer voidage and particle diameter for a given inner diameter of vertical tank, k1 and k2 are considered as a function of the bed layer voidage respectively. Based on the experimental data fitting, the correlations of k1 and k2 are obtained as follows.
k1=29.21+0.0001056e31.216ε (4)
k2=0.1936+0.00007404e16.162ε (5)
In this case, the modified Ergun’s correlation for calculating the gas flow pressure drop in sinter bed layer is defined as follows.

 (6)
(6)
It is easily obtained through the theoretical calculation that the mean deviation between the values calculated by Eq. (6) and the experimental data is 7.22%, with a maximum deviation of 19.42%. The experimental data of pressure drop for d=24 mm are chosen as representative to compare to the values of pressure drop calculated by the previous Ergun’s correlations [9–11] and the calculation values calculated by Eq. (6), which are plotted in Fig. 4, and the comparison results of other three particle diameters have the similar regularity. As can be seen from Fig. 4, the values of pressure drop calculated by the previous Ergun’s correlations [9–11] are much higher than the experimental data due to a larger value of coefficient k2, and Eq. (6) predicts the experimental data best.
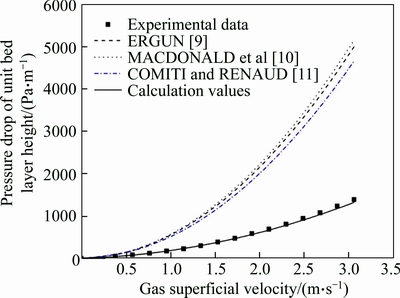
Fig. 4 Comparison of experimental data with calculation values
2.2 Gas–solid heat transfer characteristics
2.2.1 Experimental setup and procedure
The gas–solid heat transfer system is also schematically shown in Fig. 1, and the thermally insulated vertical tank of inner diameter D=450 mm is used. The outside walls of experimental vertical tank are covered with insulation to reduce heat loss to the ambient. The sinter particles of the average diameter 18, 27 and 36 mm with a range of sphericity, 0.68≤Φ≤0.89 are used in the experiments, and the bed layer voidage is from 0.487 to 0.537. The experiments are performed in the range of particle equivalent diameter of 12.24–32.04 mm, gas superficial velocity of 1.04–1.75 m/s and the sinter temperature in bed layer from 100 °C to 700 °C at the atmospheric condition of T0=293.15 K and P0=0.1 MPa. The measuring tapping set at three different heights (200 mm, 400 mm and 600 mm) of experimental vertical tank are used to measure the temperature of sinter particles. The actual height of sinter bed layer is 800 mm. The K-type thermocouples are inserted into the center of sinter bed layer for measuring the sinter temperature under different time, which are connected to the data acquisition system, and the average value of measured values of three K-type thermocouples is seen as the final sinter temperature for calculating. The temperature of outlet cooling air can be measured by the suction-type thermocouple, and the thermocouple is also connected to the data acquisition system. The uncertainties in measurement for the K-type thermocouple and suction- type thermocouple are ±2.49% and ±4.88%.
2.2.2 Determination of heat transfer coefficient
The heat transfer equation for the cooling air and sinter particles in the infinitesimal section of packed bed is written as follows.
 (7)
(7)
where Q is the gas–solid heat transfer capacity; h is the overall heat transfer coefficient; Tg is the sinter temperature; Ts is the air temperature; av is the specific surface area of sinter particles and τ is the cooling time.
In the infinitesimal section, the temperature changes of sinter particles and cooling gas can be obtained as follows.
For sinter particles:
 (8)
(8)
For cooling gas:
 (9)
(9)
The following equation is obtained by integrating Eqs. (7)–(9).
 (10)
(10)
where ρs is the sinter density; cg is the air specific heat and cs is the sinter specific heat.
By integrating Eq. (10) from τ1 to τ2, the following equation is obtained.
 (11)
(11)
It is known that av is the specific surface area of sinter in vertical tank (av=6(1–ε)/dp). In this case, the overall heat transfer coefficient is obtained as follows.
 (12)
(12)
where Ts2 and Tg2 are the sinter temperature and cooling air temperature at τ2, Ts1 and Tg1 are the sinter temperature and cooling air temperature at τ1, and △τ is the time period from τ1 to τ2.
Using measured values of Ts and Tg under different time, the heat transfer coefficient h can be readily calculated from Eq. (12).
2.2.3 Experimental results and discussion
Figure 5 shows the effect of gas superficial velocity on the heat transfer coefficient for sinter particles of d= 18 mm. As can be seen from Fig. 5, the change of sinter temperature seems to have a great influence on the measured heat transfer coefficient, and the heat transfer coefficient increases with increasing sinter temperature for a given gas superficial velocity. It is due to that with the increase of sinter temperature, the temperature of cooling air in sinter bed layer also increases, which enhances the molecular motion of cooling air and radiative heat transfer between the cooling air and sinter particles. On the other hand, the increase of air temperature results in the air thermal conductivity, which increases the particle–air conductive heat transfer. The increase of air temperature also results in the increase of the radiative heat transfer.
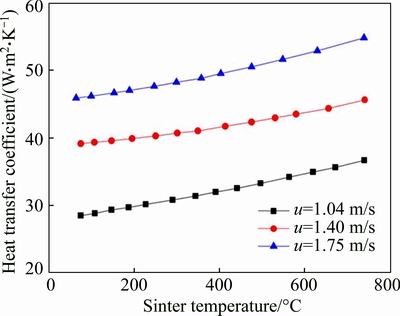
Fig. 5 Effect of gas superficial velocity for d=18 mm on heat transfer coefficient
As also can be seen from Fig. 5, the heat transfer coefficient increases with the increase of gas superficial velocity for a given sinter temperature, and similar results are also obtained for the other packed beds used in the experiments. It is due to the fact that with the increase of gas superficial velocity, the collision between the cooling air and sinter particles becomes more severe, which results in the increase of convective heat transfer between the cooling air and sinter particles. This is in accordance with the results of KAMATH et al [18] and COLLIER et al [19], who also obtained that the heat transfer coefficient increased with increasing gas superficial velocity.
Figure 6 shows the effect of sinter particle diameter on the heat transfer coefficient for the gas superficial velocity u=1.04 m/s. As can be seen from Fig. 6, the heat transfer coefficient shows a significant dependence on the sinter particle diameter in the range of particle diameter studied, and gradually increases with decreasing particle diameter for a given sinter temperature. It is due to that the decrease of particle diameter results in the decrease of bed layer voidage and the increase of gas actual velocity in sinter bed layer, which leads to the increase of convective heat transfer between the cooling air and sinter particles, so the heat transfer coefficient increases with decreasing sinter particle diameter.
From the discussion in previous literatures [16–21], it could be concluded that a correlation for the heat transfer Nusselt number in the packed bed of non-uniform particles should include the effects of gas superficial velocity, particle equivalent diameter and bed layer voidage. It is due to that the physical nature of cooling air changes over the temperature in the experiments, the Prandtl number is also likely to have an effect on the heat transfer Nusselt number.
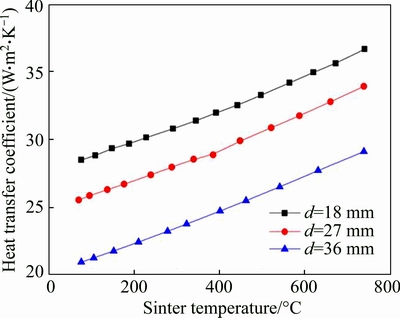
Fig. 6 Effect of sinter particle diameter for u=1.04 m/s on heat transfer coefficient
In this experiment, the following expression is employed to perform the regression analysis of the experimental values of heat transfer coefficient shown in Figs. 5 and 6.
 (13)
(13)
where K, a, b and f are the fitting parameters; λg is the air thermal conductivity, and Rep is calculated by using gas superficial velocity. Equation (13) is the multivariate nonlinear equation, which is converted to linear equations by applying the logarithmic approach on both sides of the expression, the result is obtained as
 (14)
(14)
The experimental data are brought into Eq. (14) for regression analysis by using the least square method. In this case, the correlation for heat transfer Nusselt number is defined as follows.
 (15)
(15)
It is easily obtained through the theoretical calculation that the mean deviation of Eq. (15) from the experimental data is 4.22%, with a maximum deviation of 15.25%. The experimental data of Nusselt number for d=27 mm are chose as representative to compare to the values of Nusselt number calculated by the previous heat transfer correlations [17, 20, 21] and the calculation values calculated by Eq. (15), which are shown in Fig. 7, and the comparison results of other particle diameters have the similar regularity. As can be seen from Fig. 7, the previous heat transfer correlations [17, 20, 21] fit the experimental data with a large deviation, and Eq. (15) predicts the experimental data best.
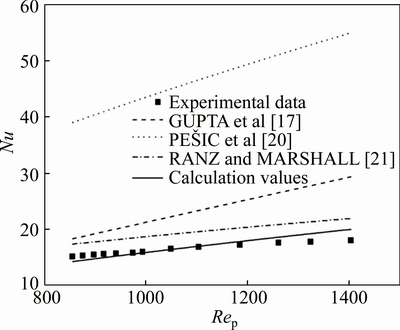
Fig. 7 Comparison between experimental values and calculation values
3 Conclusions
Results from the experimental investigations on the gas flow pressure drop behavior and the gas–solid heat transfer behavior in vertical tank with sinter particles have been presented. According to the regression analysis of experimental data, the revised Ergun’s correlation and the gas solid heat transfer experimental correlation are determined, and the reliability of the revised experimental correlations are also verified. The major findings are as follows.
1) The changes of gas velocity and particle diameter have a great influence on the pressure drop in sinter bed layer. The measured pressure drop of unit bed layer height increases as a quadratic relationship with the increase of gas superficial velocity, and decreases as an exponential relationship with increasing particle diameter. Compared with the previous Ergun’s correlations, the revised Ergun’s correlation fit the experimental data best, and the mean deviation between the experimental data and the values calculated by the revised Ergun's correlation is 7.22%.
2) The heat transfer coefficient calculated in the experiments increases with the increase of gas superficial velocity, and for a given gas superficial velocity, the smaller the sinter particle diameter is, the bigger the heat transfer coefficient is. A small increase in the heat transfer coefficient with increasing the sinter temperature is observed in the experiments. The mean deviation between the experimental data from this work and the values calculated by the experimental correlation is 4.22%, showing good prediction.
References
[1] CAI Jiu-ju. The energy and resources saving technologies employed in Chinese iron and steel industry and their development [J]. World Iron Steel, 2009, 9(4): 1–13. (in Chinese)
[2] DONG Hui, LIN He-yong, ZHANG Hao-hao, CAI Jiu-ju, XU Chun-bai, ZHOU Jie-wang. Thermal test and analysis of sintering cooling system [J]. Iron and Steel, 2011, 46(11): 93–98. (in Chinese)
[3] CAI Jiu-ju, DONG Hui, DU Tao, XU Chun-bai, ZHOU Jie-wang, LIN Ke. Study on grade recovery and cascade utilization of waste heat from sintering–cooling process [J]. Iron and Steel, 2011, 44(4): 88–92. (in Chinese)
[4] DONG Hui, WANG Ai-hua, FENG Jun-sheng, ZHANG Qi, CAI Jiu-ju. Process and prospect in sintering waste heat resource recovery and utilization technology [J]. Iron and Steel, 2014, 49(9): 1–9. (in Chinese)
[5] DONG Hui, ZHAO Yong, CAI Jiu-ju, ZHOU Jie-wang, MA Guang-yu. On the air leakage problem in sintering cooling system [J]. Iron and Steel, 2012, 47(1): 95–99. (in Chinese)
[6] MARCELO R E, LUIZ F M. Thermodynamic analysis of a coke dry quenching unit [J]. Energy Conversion and Management, 2000, 41(2): 109–127.
[7] CAI Jiu-ju, DONG Hui. Method and device of sinter waste heat recovery and utilization with vertical tank [P]. China Patent, ZL200910187381.8. 2009–01–05. (in Chinese)
[8] DONG Hui, LI Lei, LIU Wen-jun, WANG Bo, SUO Yan-shuai, CAI Jiu-ju. Process of waste heat recovery and utilization for sinter in vertical tank [J]. China Metallurgy, 2012, 22(1): 6–11. (in Chinese)
[9] ERGUN S. Fluid flow through packed columns [J]. Chemical Engineering Progress, 1952, 48: 89–94.
[10] MACDONALD I F, EL-SAYED M S, MOW K, DULLIEN F A L. Flow through porous media—The Ergun equation revisited [J]. Industrial and Engineering Chemistry Research Fundamentals, 1979, 18(3): 199–208.
[11] COMITI J, RENAUD M. A new model for determining mean structure parameters of fixed beds from pressure drop measurements: Application to beds packed with parallelepipedal particles [J]. Chemical Engineering Science, 1989, 44(7): 1539–1545.
[12] OZAHI E, GUNDOGDU M Y, CARPINLIOGLU M  . A modification on Ergun’s correlation for use in cylindrical packed beds with non-spherical particles [J]. Advanced Powder Technology, 2008, 19(4): 369–381.
. A modification on Ergun’s correlation for use in cylindrical packed beds with non-spherical particles [J]. Advanced Powder Technology, 2008, 19(4): 369–381.
[13] HICKS R E. Pressure drop in packed beds of spheres [J]. Industrial and Engineering Chemistry Research Fundamentals, 1970, 9(3): 500–502.
[14] TALLMADGE J A. Packed bed pressure drop—An extension to higher Reynolds numbers [J]. AIChE Journal, 1970, 16(6): 1092–1093.
[15] MONTILLET A, AKKARI E, COMITI J. About a correlating equation for predicting pressure drops through packed beds of spheres in a large range of Reynolds numbers [J]. Chemical Engineering & Processing Process Intensification, 2007, 46(4): 329–333.
[16] DIETRICH B. Heat transfer coefficients for solid ceramic sponges– Experimental results and correlation [J]. International Journal of Heat Mass Transfer, 2013, 61(6): 627–637.
[17] GUPTA N S, CHAUBE R B, UPADHYAY S N. Fluid–particle heat transfer in fixed and fluidized beds [J]. Chemical Engineering Science, 1974, 29(3): 839–843.
[18] KAMATH P M, BALAJI C, VENKATESHAN S P. Convection heat transfer from aluminium and copper foams in a vertical channel–An experimental study [J]. International Journal of Thermal Sciences, 2013, 64(2): 1–10.
[19] COLLIER A P, HAYHURST A N, RICHARDSON J L, SCOTT S A. The heat transfer coefficient between a particle and a bed (packed or fluidised) of much larger particles [J]. Chemical Engineering Science, 2004, 59(21): 4613–4620.
[20]  N,
N,  . Heat transfer between a packed bed and a larger immersed spherical particle [J]. International Journal of Heat Mass Transfer, 2014, 78(11): 130–136.
. Heat transfer between a packed bed and a larger immersed spherical particle [J]. International Journal of Heat Mass Transfer, 2014, 78(11): 130–136.
[21] RANZ W E, MARSHALL W R. Evaporation from drops [J]. Chemical Engineering Progress, 1952, 48(3): 141–146.
[22] GELDART D. Estimation of basic particle properties for use in fluid-particle process calculations [J]. Powder Technology, 1990, 60(1): 1–13.
[23] DE KLERK A. Voidage variation in packed beds at small column to particle diameter ratio [J]. AIChE Journal, 2003, 49(8): 2022–2029.
[24] FAND R M, KIM B Y Y, LAM A C C, PHAN R T. Resistance to the flow of fluids through simple and complex porous media whose matrices are composed of randomly packed spheres [J]. Journal of Fluids Engineering, 1987, 109(3): 268–274.
(Edited by FANG Jing-hua)
Cite this article as: FENG Jun-sheng, DONG Hui, GAO Jian-ye, LIU Jing-yu, LIANG Kai. Theoretical and experimental investigation on vertical tank technology for sinter waste heat recovery [J]. Journal of Central South University, 2017, 24(10): 2281–2287. DOI:https://doi.org/10.1007/s11771-017-3639-x.
Foundation item: Project(51274065) supported by the National Natural Science Foundation of China; Project(2015020074) supported by the Science and Technology Planning Project of Liaoning Province, China
Received date: 2016-03-08; Accepted date: 2016-07-25
Corresponding author: DONG Hui, Professor, PhD; Tel: +86–24–83678808; E-mail: Dongh@smm.neu.edu.cn

