�����ȷ����� ����������������������������о�
����������������������������о�
�Ž���1����С��1, 2����ʱ��1��������1��������1, 3
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ���ϵ�һʦ��ѧԺ ��Ϣ��ѧ�빤��ϵ������ ��ɳ��410205��
3. ����ѧԺ ��Ϣ����ϵ������ ������422000)
ժҪ�������ȷ����� ����������������������ܽ����е����壬����������ȷ���������ģ�ͣ����Դ˶�ij���������������Ч�ʺ�Ч�ʵķ������о��������������������Ч�ʽ�Ϊ30.67%��Ч�ʽ�Ϊ15.08%������ʧ���أ�����ˮƽ�ͣ�����DZ�����ȷ���ȷ���ĸߺ��ܻ���Ϊ����ˮ����������ĩЧ������������ȷ���ĸߺ��ܻ��ڲ���Ϊ����ˮ����������ĩЧ�����������д��ȹ�����ʧ������������ʧ��ͨ����������������ȷ��������������۹�������ˮƽ��ȷ�����ܵ���Ҫ���ڡ���λ������DZ����ָ����������Ľ��ܽ���;����
����������������������ܽ����е����壬����������ȷ���������ģ�ͣ����Դ˶�ij���������������Ч�ʺ�Ч�ʵķ������о��������������������Ч�ʽ�Ϊ30.67%��Ч�ʽ�Ϊ15.08%������ʧ���أ�����ˮƽ�ͣ�����DZ�����ȷ���ȷ���ĸߺ��ܻ���Ϊ����ˮ����������ĩЧ������������ȷ���ĸߺ��ܻ��ڲ���Ϊ����ˮ����������ĩЧ�����������д��ȹ�����ʧ������������ʧ��ͨ����������������ȷ��������������۹�������ˮƽ��ȷ�����ܵ���Ҫ���ڡ���λ������DZ����ָ����������Ľ��ܽ���;����
�ؼ��ʣ������������������ȷ��������������ܽ���
��ͼ����ţ�TF802.62 ���ױ�־�룺A ���±�ţ�1672-7207(2011)11-3556-08
Research of energy saving for alumina production evaporation process based on thermal analysis and exergy analysis
ZHANG Jian-zhi1, PENG Xiao-qi1, 2, LI Shi-min1, SONG Yan-po1, WU Yan-peng1, 3
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Department of Information Science and Engineering, Hunan First Normal University, Changsha 410205, China;
3. Department of Information Engineering, Shaoyang University, Shaoyang 422000, China)
Abstract: The importance of thermal analysis and exergy analysis in alumina evaporation process was described; a thermal analysis model and an exergy analysis model were established. The models were applied in a factory to analyze the thermal efficiency and exergy efficiency of the alumina evaporation process, to evaluate the energy consumption level in the alumina evaporation process, and to identify key areas of energy consumption and energy saving potential. The methods of energy saving and consumption lowering of the alumina evaporation process are put forward.
Key words: alumina; evaporation process; thermal analysis; exergy analysis; energy saving and consumption lowering
������Ϊһ����Ҫ�Ļ�����Ԫ���̣���������������ռ����Ҫ��λ�������������ų������ж����ˮ�֣�����������Һ����ƽ�⣬ʹĸҺ����Ũ���������ܳ�����������ԭ��Ҫ��[1]���ݵ�ʮ��������������Ϣ����������ͳ�ƣ������ܺ�Լռ�����ܺĵ�20%~25%������ռ�����ĵ�48%~52%��ռ�����ɱ���10%~12%���ɼ������������ܺĵĸߵ�ֱ����Լ����������ҵ�ķ�չ[2]����ˣ�ʵ����������������Ľ��ܽ��ľ�����Ҫ���塣��ѧ�����������ܺ�״����ʵ�ֽ��ܽ��ĵĻ�����Ϊ��ȷ������ϵͳ��������ʧ �����ʡ���С��ֲ�����������������ʣ��б�Ҫ��ϵͳ����ˮƽ�����������[3]��������������ͨ�����ȷ����� ����2�֣��ȷ�������Ч��Ϊ����������ʾ�����ڡ���������ת�������ݡ����ú���ʧ������������ۺϿ������ܵġ��������͡�Ʒ�ʡ�2�����ԣ��������Է�ӳ����������������Ҫ���ǿ��Է�ӳ������Ʒ�ʣ�����Ч��Ϊ����������ʾ��ʧ�Ļ��ںͲ�λ�����Զ�ϵͳ��װ�õ�����״�����и���ѧ����ķ���������[4-6]���⸴�ҵ�[3]����������ϵͳ��ǰ���������ģ�ͣ������˸��������Ч�ʡ���ʧ��ָ��������Ľ��ܷ����;������������[7]���������������¶�Ч������ˮ����ϵͳ����ѧģ�ͣ���������˸����¶���ʧ���¶ȵı仯��ʵ����ϵͳ���Ż����С��������������Ѿ��ɹ�Ӧ���ڸ�����������ҵ��Ȼ��������������ɫұ����ҵ�л�����Ӧ�á����������������������������������ȫ������۹��������ˮƽ����ѧ��������ܱ������ڣ���ȷ�жϽ���DZ���Ĵ�С����λ���ȣ��Ӷ�Ϊ������Եز�ȡ�Ľ��ܽ��Ĵ�ʩ�ṩ��ѧָ����
����2�֣��ȷ�������Ч��Ϊ����������ʾ�����ڡ���������ת�������ݡ����ú���ʧ������������ۺϿ������ܵġ��������͡�Ʒ�ʡ�2�����ԣ��������Է�ӳ����������������Ҫ���ǿ��Է�ӳ������Ʒ�ʣ�����Ч��Ϊ����������ʾ��ʧ�Ļ��ںͲ�λ�����Զ�ϵͳ��װ�õ�����״�����и���ѧ����ķ���������[4-6]���⸴�ҵ�[3]����������ϵͳ��ǰ���������ģ�ͣ������˸��������Ч�ʡ���ʧ��ָ��������Ľ��ܷ����;������������[7]���������������¶�Ч������ˮ����ϵͳ����ѧģ�ͣ���������˸����¶���ʧ���¶ȵı仯��ʵ����ϵͳ���Ż����С��������������Ѿ��ɹ�Ӧ���ڸ�����������ҵ��Ȼ��������������ɫұ����ҵ�л�����Ӧ�á����������������������������������ȫ������۹��������ˮƽ����ѧ��������ܱ������ڣ���ȷ�жϽ���DZ���Ĵ�С����λ���ȣ��Ӷ�Ϊ������Եز�ȡ�Ľ��ܽ��Ĵ�ʩ�ṩ��ѧָ����
1 �������̼��
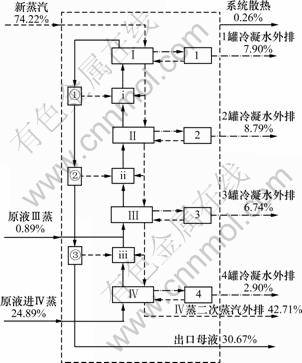
ij������������������õ�����Ч�������������Ĺ�ʽ��Ĥ����ϵͳ���乤��������ͼ1��ʾ������ԭҺ���ɱ�������Ч��������С����������Ч������������-��-��-��Ч�������������ȣ��پ���������������Ũ�����ɹ��ϱ��ͳ��������������Ч����������Һ���м��ȣ���Ч����Ч�������Ķ��������ֱ�����һЧ����������Դ����Ч(ĩЧ)�������Ķ����������º��ų����٣��ں͢ۼ��������Ķ��������͢�͢�Ч��������С���ֶ��������ֱ�ͨ�뢡�����͢�ЧԤ��������Ԥ�����ڵ���Һ��ϣ�����Һ���м��ȣ���͢�Ч������������ˮ�ֱ�ͨ��1��2��3��4Ч����ˮ���������������������IJ��ַ����ֱ���Ϊ��Ч����������Դ��������ˮ����һ��ˮ�ú��ų���
2 ���������ȷ���
�ȷ����Ŀ�ѧ����������ѧ��һ����[8]����һ����ָ����һ����ϵ�������������䣬������ϵ�ڿ��Խ���ת���ʹ��ݡ�
2.1 ���������ȷ���ģ��
ͼ2��ʾΪij��������������ͼ�����������д���3������(��ͼ2)��
(1) ��������Hin��������1������(������)�͵�2������(ԭҺ)������������
(2) ������������Hrecycling��������������õ���������Ҫ������͢�Ч�������������Ķ��������͢٣��ں͢ۼ������������Ķ��������������������Լ�1��2��3��4Ч����ˮ�������������Ķ�������������������
(3) �������Hout���������������ĸҺ����������Hproducts����Ч��������������������������������Ч����ˮ����������������ˮ�������������Լ�ϵͳɢ������

ͼ1 ij����������������ͼ
Fig.1 Evaporation process flow chart of a factory
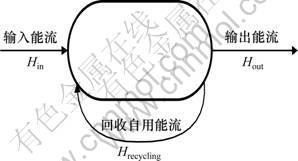
ͼ 2 ������������ͼ
Fig.2 Energy flow chart of evaporation process
�����������ƽ���ϵʽ���£�
 (1)
(1)
�ã�
 (2)
(2)
2.2 �ʵļ���
2.2.1 ��Һ��
 (3)
(3)
 (4)
(4)
ʽ�У�m��ʾ��Һ��i-j��ʾ4Ч��������3ЧԤ������3����������4������ˮ�ޣ� Ϊ��Һ������������kg/h��
Ϊ��Һ������������kg/h�� Ϊ��Һ�����������m3/h��
Ϊ��Һ�����������m3/h�� Ϊ��Һ���ܶȣ�kg/m3��cpΪ��Һ�ı����ݣ�kJ/(kg��K)��
Ϊ��Һ���ܶȣ�kg/m3��cpΪ��Һ�ı����ݣ�kJ/(kg��K)�� Ϊ��Һ���¶ȣ��档
Ϊ��Һ���¶ȣ��档
2.2.2 ����������
 (5)
(5)
ʽ�У�v��ʾ���������� Ϊ��������������������kg/h��
Ϊ��������������������kg/h�� Ϊ���������ı��ʣ�kJ/kg��
Ϊ���������ı��ʣ�kJ/kg��
2.2.3 ��������ˮ��
 (6)
(6)
ʽ�У� Ϊ��������ˮ������������kg/h��
Ϊ��������ˮ������������kg/h�� Ϊ��������ˮ�ı��ʣ�kJ/kg��
Ϊ��������ˮ�ı��ʣ�kJ/kg��
3 �������� ����
����
 ���ڸ����Ļ���������ϵͳ������������ת��Ϊ���ù����Dz���������Ҳ��Ϊ��Ч��[8-9]������ѧ�ڶ�����ָ����������ת���ʹ��ݾ��з����ԣ��е���������ȫ��ת��Ϊ��Ч���������е�����ֻ�ܲ���ת��Ϊ��Ч������Ҳ�������ڡ�Ʒ�ʡ������в���ģ���ͬ��ʽ���������ת�����ڡ����ȼۡ�����
���ڸ����Ļ���������ϵͳ������������ת��Ϊ���ù����Dz���������Ҳ��Ϊ��Ч��[8-9]������ѧ�ڶ�����ָ����������ת���ʹ��ݾ��з����ԣ��е���������ȫ��ת��Ϊ��Ч���������е�����ֻ�ܲ���ת��Ϊ��Ч������Ҳ�������ڡ�Ʒ�ʡ������в���ģ���ͬ��ʽ���������ת�����ڡ����ȼۡ�����
3.1 �������� ����ģ��
����ģ��
ͼ3��ʾΪ����������ͼ�����������д���5����[3](��ͼ3)��
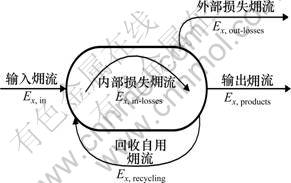
ͼ3 �������� ��ͼ
��ͼ
Fig.3 Exergy flow chart of evaporation process
(1) ������Ex,in��������1������(������)�͵�2������(ԭҺ)��������
(2) ����������Ex,recycling��������������õ�����Ҫ������͢�Ч�����������������������������٣��ں͢ۼ���������������������������1��2��3��4Ч����ˮ����������������������������
(3) �ڲ���ʧ��Ex,in-losses������������ʧ�������ʧ������������ʧ��
(4) �ⲿ��ʧ��Ex,out-losses������ɢ����ʧ����Ч����������������������������Ч����ˮ����������������ˮ��������
(5) �����Ex,products��������ĸҺ��������
���������ƽ���ϵʽ���£�

 (7)
(7)
�ã�
 (8)
(8)
3.2 �ļ���
3.2.1 ������ģ��
ѡ�������Ĺ�ɽ-���ﻷ��ģ��[10]����̬����Ϊ��T0=298.15 K��p0=0.1 MPa�������к��еĸ���Ԫ���Կ�����Ӧ���������Ϊ����Ա���ʪ������Ħ���ɷ�Ϊ����ɷ֣�����Ԫ���Ժ��и�Ԫ�صġ����ȶ��Ĵ�����(Һ̬���̬)Ϊ����
3.2.2 ��Һ �ļ���
�ļ���
����ѧϵͳ����ָϵͳ��������̴ﵽ�뻷��������ȫ����ѧƽ��״̬ʱ���ܻ�õ�����������ù�[11-13]��һ��Թ�ҵ���̽�������ʱ�����ϵ���Ҫ����������ѧ��
(1) ����
������ָϵͳ����ڻ������¶Ⱥ�ѹ���IJ�ͬ�����е�[14-16]����Һ��״̬(T��p)�µı�����Ϊ��
 (9)
(9)
ʽ�У�V0Ϊ���ϵı������m3/kg��T��T0�ֱ�Ϊ�����¶Ⱥͻ������¶ȣ�K��p��p0�ֱ�Ϊ����ѹ���ͻ�����ѹ����MPa��
(2) ��ѧ
��ѧ��ָ�����ϵͳ����ڻ�����ѧ�ɷֺ�Ũ�ȵIJ�ͬ�����е�[14-15, 17]�������ɸ������뻷����Ӧ�ﷴӦ������������������õķ�Ӧ���������ɷ�Ӧ�����Ļ���������Ũ����ɢ����Լ����̬ʱ����ɢ��
����������������ѧ��Ӧ�����ۺ�ʵ���и���ֶ����������غ㣬��ˣ�ʵ�������п��Բ����뷴Ӧ���Һ�ıȻ�ѧΪ��
 (10)
(10)
ʽ�У� Ϊ��Һ�е�n����ֵ�����Ħ��������mol/kg��rnΪ��Һ�е�n����ֵĻ�����ӣ�����NaOH-NaAl(OH)4-Na2CO3-H2O��ϵ�Ļ��ϵ������ģ��[18]��á�
Ϊ��Һ�е�n����ֵ�����Ħ��������mol/kg��rnΪ��Һ�е�n����ֵĻ�����ӣ�����NaOH-NaAl(OH)4-Na2CO3-H2O��ϵ�Ļ��ϵ������ģ��[18]��á�
3.2.3 ���������ļ���
 (11)
(11)
 (12)
(12)
ʽ�У� Ϊ������������kJ/kg����
Ϊ������������kJ/kg���� �ֱ�Ϊ���������ı��ʺͱ��أ�kJ/kg��h0��s0�ֱ�Ϊ���¶��±��������ı��ʺͱ��أ�h0=2 546.54 kJ/kg��s0=8.556 8 kJ/kg��
�ֱ�Ϊ���������ı��ʺͱ��أ�kJ/kg��h0��s0�ֱ�Ϊ���¶��±��������ı��ʺͱ��أ�h0=2 546.54 kJ/kg��s0=8.556 8 kJ/kg��
3.2.4 ��������ˮ�ļ���
 (13)
(13)
 (14)
(14)
ʽ�У� Ϊ��������ˮ����kJ/kg����
Ϊ��������ˮ����kJ/kg���� �ֱ�Ϊ��������ˮ�ı��ʺͱ��أ�kJ/kg��
�ֱ�Ϊ��������ˮ�ı��ʺͱ��أ�kJ/kg��
3.2.5 �ⲿ ��ʧ
��ʧ
(1) ɢ����ʧ
��ϵͳ��װ�ñ���ɢʧ�������е�����������������Ȼ��������һ���������û�����[8, 19]��
��ϵͳ��װ�ñ����¶�ΪTsurroud��ɢʧ������ΪQL������Ӧ����ʧEL,out-lossesΪ��
 (15)
(15)
(2) ������ʧ
����ϵͳ��װ�õ��ų�����Я�����������ֱ���ŵ������У��ɡ��ⲿ��ʧ��[8, 19]������������ˮ�����Ŷ����������������еIJ�������һ���ǿ��Ի������õģ���ʱ�Ͳ��ܽ��䵱�ɡ���ʧ����������ˮ���������������ȡ�
3.2.6 �ڲ���ʧ
�ڲ���������У�������һ���ֽ����ܱ����ã��������ɿ����ܵ���ʧ[14, 20]�����������У��Ƚϵ��͵�������3����ʧ��
(1) ���ȹ�����ʧ
�䡢��2������֮��Ĵ���ͨ�����������²�������½��еģ������䡢�����屾������Ħ���ɢ������Ͱ��в�������ʧ��
���ȹ�����ʧ�����ڴ����²�Ĵ��ڶ�����ģ����������У�������ʧ��Ҫ�������������ڡ����ȹ�����ʧΪ��
 (16)
(16)
ʽ�У�TH��TL�ֱ�Ϊ����������ƽ���¶ȣ�K���䡢�������ƽ���¶�TmΪ��
 (17)
(17)
ʽ�У�Tb��Te�ֱ�Ϊ����ij�̬�¶Ⱥ�ĩ̬�¶ȣ�K��
(2) ��Ϲ�����ʧ
2�ֻ�������ʵĻ�Ϲ����Ǹ߶Ȳ�����ġ��ھ��������£���Ϲ��̱ص����ص����ӣ���������ʧ�����Ȼ�Ϲ��̿����Dz�����ͬ��ͬ������֮��Ļ�ϣ�Ҳ�����Dz�ͬ����֮��Ļ�ϣ�����ͬ���ʻ��ʱ������������ͬ��Ҳ���Բ�ͬ�����ϵļ������ʼȿ����������ģ�Ҳ�����Ǿ�ֹ�ġ���Ϲ����У��������岻������ѧ��Ӧ����Ȼ��Ϲ���û��������ʧ����������ʧ��������ʧ��Ҫ������Ԥ�����ڡ���Ϲ�����ʧΪ��

 (18)
(18)
ʽ�У� ��
�� ��
�� �ֱ�Ϊ���ǰ����1������2�ͻ�Ϻ�����3��������
�ֱ�Ϊ���ǰ����1������2�ͻ�Ϻ�����3�������� ��
�� ��
�� �ֱ�Ϊ���ǰ����1������2�ͻ�Ϻ�����3�Ļ�ѧ��
�ֱ�Ϊ���ǰ����1������2�ͻ�Ϻ�����3�Ļ�ѧ��
(3) ����������ʧ
���ڻ�е�IJ��������أ����������������������������ʧ����Ϊ����������ʧ�����������У�������ʧ��Ҫ������Һ������������ϵͳ��װ�õ����������е���ʧ��
��Һ������������ʧΪ��
 (19)
(19)
��������������������ʧΪ��
 (20)
(20)
ʽ�У�RgΪĦ�����峣����
3.3 ��Ϲ�ʽ
(1) ��Һ���ܶ�

 (21)
(21)
ʽ�У� ��
�� ��
�� �ֱ�Ϊ��Һ�п��Լ��������̼��������Ũ�ȣ�g/L��
�ֱ�Ϊ��Һ�п��Լ��������̼��������Ũ�ȣ�g/L��
(2) ��Һ�ı�����


 (22)
(22)
(3) ���������ı��ʺͱ���
 (23)
(23)
 (24)
(24)
ʽ�У� Ϊ�����������¶ȣ��档
Ϊ�����������¶ȣ��档
(4) ��������ˮ�ı��ʺͱ���
 (25)
(25)
 (26)
(26)
ʽ�У� Ϊ��������ˮ���¶ȣ��档
Ϊ��������ˮ���¶ȣ��档
3.4 ��ƽ����Ժ����Ϻ���
��ƽ������Ǻ����ȹ��豸����ˮƽ�;����ԡ��˽������������ʵ���Ҫ����[8]���������� ��
�� ��
�� �����Բ�������ͨ����ƽ����Բ��ܻ�á�
�����Բ�������ͨ����ƽ����Բ��ܻ�á�
���Ϻ������ȷ������������̻��豸���뼰��������ϵ���������������������ǰ��[21]�������Ȳ�������ͨ�����Ϻ�����ܻ�á�
4 ��
Ч�ʾ�����������֧����֮�ȣ���Ҫ����Ч�ʺ�Ч��2�֡�
4.1 ����
�����������������У���Ч�� ��ָʵ���������������ṩ����֮�ȣ�����
��ָʵ���������������ṩ����֮�ȣ�����
 (27)
(27)
4.2 ��
Ч���Ǻ���ϵͳ��װ������ѧ���ƶȵ���Ҫָ�꣬��������ϵͳ�п����ܵ����ó̶�[7, 19]��Ч��Խ�ߣ���ʾϵͳ�в������������������ʧԽС��
�����������������У�Ч�ʦ�ex��ָ���������ڽ���ת�������У�������֧��֮�ȣ�����
 (28)
(28)
Ч������Ч�����ű��ʵIJ�ͬ����Ч�ʼ���������ǵȼ۵ģ���������Ʒλ�ĸߵͣ���Ч�ʼ���������Dz��ȼ۵ģ���������Ʒλ�ĸߵ͡���Ч�ʴ�������˵�����ж�������ת������ù���Ч�ʴ�������˵�����ж��ٿ����ܱ�ʵ�����á����ԣ�Ч�ʺ���Ч�����ϣ�����������ӳ��ϵͳ��װ�õ�����ѧ���ƶȡ�
�������������������������������ƽ����п��Ի��ϵͳ��װ�õ���Ч�ʺ�Ч�ʣ����۹��������ˮƽ��������ͼ����ͼ�п��Կ���ϵͳ��װ�õ���������ȷ���չ������������������Ч��С��Ч��С�ĸ��ܺĵ�Ԫ���ڣ��ܹ���ȷ���жϹ������DZ���Ĵ�С����λ���ȣ�ȷ�������ܱ������ڡ����ܵ�����������ǿ���ܽ��Ĵ�ʩ������ԡ�
5 ʵ������
�Թ���ij����ij��IJ�������Ϊ���������ñ��ķ�������������������������������״����
5.1 ���������ȷ���
��1��ʾΪij�����������ȷ��������ͼ4��ʾΪij��������������ͼ��
��1 ij�����������ȷ������
Table 1 Thermal analysis results of evaporation process
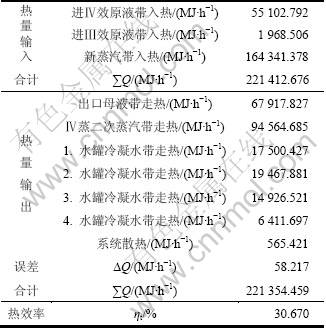
ϵͳ������ʧQlosses=152 871.211 MJ/h������ɱ�ú(?Hul=29 260 kJ/kg)Ϊ��
 kg/h
kg/h
ͼ4 ij��������������ͼ
Fig.4 Energy flow chart of evaporation process
5.2 ������������
��2��ʾΪij������������������ͼ5��ʾΪij������������ͼ��
��2 ij����������������
Table 2 Exergy analysis of evaporation process
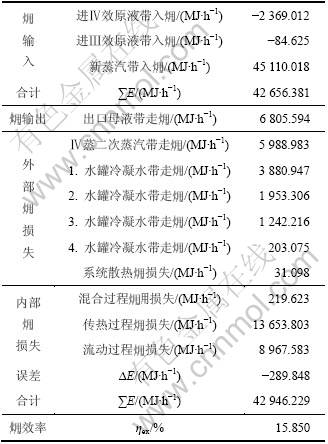
ϵͳ������ʧElosses=36 140.634 MJ/h������ɱ�ú(?Hul=29 260 kJ/kg)Ϊ��
 kg/h
kg/h
5.3 �������
(1) ���������������Ч��(��Ϊ30.67%)��Ч��(��Ϊ15.85%)���ܵͣ�����ʧ���أ�����ˮƽ�ͣ�����DZ����
(2) ����ʧΪQlosses=15 2871.211 MJ/h���൱�� 5 224.58 kg/h�ı�ú������ʧ����Ϊ��4������ˮ������������ʧռ26.33%����Ч������������������ʧռ42.71%��
(3) ��ʧΪElosses=36 140.634 MJ/h���൱�� 1 235.15 kg/h�ı�ú����ʧ����Ϊ���� �ⲿ��ʧ��4������ˮ����������ʧռ16.95%����Ч����������������ʧռ13.95%���� �ڲ���ʧ����Ϲ�����ʧռ0.51%�����ȹ�����ʧռ31.79%������������ʧռ20.88%��
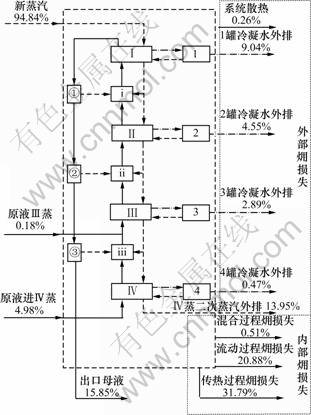
ͼ5 ij������������ͼ
Fig.5 Exergy flow chart of evaporation process
(4) ���ȷ����ĽǶȿ�������ʧ���صĸ��ܺ�װ����Ҫ������ˮ���������͢�Ч��������Ӧ�ص������з����Ľ��������Ч�ʵ�;����Ҫ���跨��������ˮ�Ͷ������������������������ˮ����ֱ�Ӳ�ů������������ã�����Ч�ʿɴ������ߣ��������Ч������������Ԥ��ԭҺ����Ч��Ҳ���Դ������ߡ�
(5) �������ĽǶȿ�����ʧ���ص�װ��Ҳ������ˮ���������͢�Ч�����������Ч�ʵ�;���������Ч�ʵ�;����ͬ����Ȼ����ʧ�ڡ��������Ϻܴ�ռ69.04%�����ӡ�����������˵������ռ30.90%�����ԣ�����DZ����Բ��㣻��ʧ�����ص����������ڴ��ȹ��̵IJ�������ʧ����Һ�������ڹ����������ڲ�Ħ���������������������ɵIJ�������ʧ�����Ч�ʵ�;����Ҫ�У��������������Ż�ģ�ͣ�������Ŵ����²�Լ�С���ȹ�����ʧ��ʹ��Ħ������С�Ĺܵ����������������������Ч��С����������ʧ��
6 ����
(1) ����������������������ȷ���������ģ�ͣ���Ӧ����������������о��С�����������������Ч�ʡ�Ч�ʼ���ʧ�������˹�������ˮƽ��ȷ���˺��ܵ���Ҫ���ڡ���λ������DZ����ָ������������Ľ��ܽ���;����
(2) �������ȷ����ļ����ͷ�չ���������ȷ����ܸ��õ�ȷ�����������е���Ҫ���ܻ��ڡ���λ�ͽ���DZ����
�ο����ף�
[1] ��ʫ��, �ں���. ��������������[M]. ����: ��ѧ��ҵ������, 2006: 34-37.
BI Shi-wen, YU Hai-yan. The technology of alumina production[M]. Beijing: Chemical Industry Press, 2006: 34-37.
[2] ��ʫ��. �ݶ�������������[M]. ����: ұ��ҵ������, 2007: 261-271.
BI Shi-wen. Alumina manufacture with Bayer method[M]. Beijing: Metallurgical Industry Press, 2007: 261-271.
[3] �⸴��, �̾ž�, ����, ��. ����ϵͳ������������������ ����[J]. ��ҵ����, 2007, 36(1): 15-19.
����[J]. ��ҵ����, 2007, 36(1): 15-19.
WU Fu-zhong, CAI Jiu-ju, ZHANG Qi, et al. Exergy analysis of energy and materials flows in the system of ironmaking plants[J]. Industrial Heating, 2007, 36(1): 15-19.
[4] ������. ����ϵͳ������ѧ��������[M]. ����: ������ͨ��ѧ������, 2005: 87-197.
FU Qin-sheng. Methods of energy analysis of energy system[M]. Xi��an: Xi��an Jiaotong University Press, 2005: 87-197.
[5] ����, ����. �ļ��㼰Ӧ��[J]. ����ѧ��, 2007, 58(11): 2697-2704.
WU Hao, HUA Ben. Calculation and application of exergy[J]. Journal of Chemical Industry, 2007, 58(11): 2697-2704.
[6] Noam L, ZHANG Na. Energy, exergy, and second law performance criteria[J]. Energy, 2007, 32(4): 281-296.
[7] ������, ��ʤǿ, Genthner K, ��. ���¶�Ч������ˮ����ϵͳ��������[J]. ��ѧ����, 2006, 34(11): 20-24.
YANG Luo-peng, SHEN Sheng-qiang, Genthner K, et al. Thermal analysis of low temperature seawater multi-effect distillation system[J]. Chemical Engineering, 2006, 34(11): 20-24.
[8] ���˾�. ��Դ�뻷��[M]. ��ɳ: ���ϴ�ѧ������, 2008: 124-152.
ZHOU Nai-jun. Energy and environment[M]. Changsha: Central South University Press, 2008: 124-152.
[9] ֣��÷, ������. �Ȼ�炙��յ���Ч��Ĥ����ϵͳ������[J]. ����ѧѧ��, 2007, 40(3): 377-380.
ZHENG Yan-mei, HAN Yu-lin. Exergy analysis of three-effect falling-film evaporation system for ammonium chloride recycle[J]. Journal of Tianjin University, 2007, 40(3): 377-380.
[10] ֣����, �����, ֣��ɽ. ������һ���Ի���[J]. ����ѧ��, 2002, 53(7): 673-679.
ZHENG Dan-xing, WU Xiang-hong, ZHENG Da-shan. Fundamental of thermodynamic consistence of exergy functions[J]. Journal of Chemical Industry and Engineering, 2002, 53(7): 673-679.
[11] Tsatsaronis G. Definitions and nomenclature in exergy analysis and exergoeconomics[J]. Energy, 2007, 32(4): 249-253.
[12] �ܽ���, ����, ��С��, ��. ��������Ѻ���ƽֱ��ѭ����Exergy����[J]. ԭ���ܿ�ѧ����, 2007, 41(2): 211-214.
CAO Jian-hua, WANG Jie, YANG Xiao-yong, et al. Exergy analysis of gas turbine combined 100 MW high-temperature gas-cooled reactor[J]. Atomic Energy Science and Technology, 2007, 41(2): 211-214.
[13] ��־��, ������, ���, ��. NGL�������װ�õ�����������Ӧ��[J]. ��������ҵ��ѧѧ��, 2006, 38(6): 990-993.
WANG Zhi-guo, SONG Yong-chen, LIU Yu, et al. Exergy analsis and application for NGL cryogenic separation plant[J]. Journal of Harbin Institute of Technology University, 2006, 38(6): 990-993.
[14] ��С��, �ι���, ������, ��. �����������������������[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2011, 42(3): 829-834.
PENG Xiao-qi, SONG Guo-hui, SONG Yan-po, et al. Exergy analysis of the evaporation process in an alumina refinery[J]. Journal of Central South University: Science and Technology, 2011, 42(3): 829-834.
[15] �ι���, ��С��, ������, ��. �������̵Ļ�е���㷽��[J]. �ȿ�ѧ�뼼��, 2009, 8(1): 64-68.
SONG Guo-hui, PENG Xiao-qi, SONG Yan-po, et al. Method for mechanical exergy calculation including phase change process[J]. Journal of Thermal Science and Technology, 2009, 8(1): 64-68.
[16] ������. ����ϵͳ������[M]. ����: �廪��ѧ������, 1988: 101-123.
ZHU Ming-shan. Exergy analysis of energy system[M]. Beijing: Tsinghua University Press, 1988: 101-123.
[17] Araujo A B, Brito R P, Vasconcelos L S. Exergetic analysis of distillation processes��A case study[J]. Energy, 2007, 32(7): 1185-1193.
[18] ��С��, �ι���, ������, ��. NaOH-NaAl(OH)4-Na2CO3-H2O��ϵ������ӵļ���ģ��[J]. �й���ɫ����ѧ��, 2009, 19(7): 1332-1337.
PENG Xiao-qi, SONG Guo-hui, SONG Yan-po, et al. Activity coefficient calculation model for NaOH-NaAl(OH)4-Na2CO3- H2O system[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(7): 1332-1337.
[19] El-Nashar A M, Al-Baghdadi A A. Exergy losses in a multiple-effect stack seawater desalination plant[J]. Desalination, 1998, 116(1): 11-24.
[20] ���, �ſ���, ���. ����������ϵͳ���豸��ֲ�ͨ�þ���ģ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2009, 39(5): 1043-1048.
GE Bin, ZHANG Jun-li. YIN Ge. General matrix model of exergy distribution of thermodynamic system and its components for coal-fired power unit[J]. Journal of Southeast University: Natural Science Edition, 2009, 39(5): 1043-1048.
[21] ����ʤ. �������ƽ��ʽ�Ƶ�����Ӧ��[J]. ɽ��ұ��, 2009, 31(6): 50-53.
GUO Huai-sheng. Derivation of macro material balance formula and its application[J]. Shandong Metallurgy, 2009, 31(6): 50-53.
(�༭ �°���)
�ո����ڣ�2011-01-15�������ڣ�2011-03-28
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(61134006)������ʡ�ߵ�ѧУ��ѧ�о���Ŀ(10W007)������ʡ�Ƽ��ƻ���Ŀ(2010FJ4132)������ʡ�Ƽ��ƻ���Ŀ(2010FJ3056)
ͨ�����ߣ��Ž���(1977-)���У����������ˣ���ʦ��������ɫұ����ܼ������Ż����о����绰��0731-88836713��E-mail: zhangjz@csu.edu.cn

