������������������� ����
����
��С��1, 2, 3���ι���1��������1, 2���Ž���1�������1
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ���ϴ�ѧ ��Ϣ��ѧ�빤��ѧԺ������ ��ɳ��410083��
3. ���ϵ�һʦ��ѧԺ ��Ϣ��ѧ�빤��ϵ������ ��ɳ��410205)
ժҪ��Ϊ������������������������ܺģ����ݹ�ҵ��������Һ���ܶȡ������ݡ�����ֵĻ�����Ӻͱ���ѧ �����ʣ��Ƶ�����ҵ��������Һ������ʽ������Ч������-����������ϵͳ���з�������������ϵͳ�������Ԫ��Ч�ʺ���ϵ�����о��������������ϵͳ��Ч��Ϊ13%~19%��������������Ч�ʽϸߣ���������90%����Ч��������Ч�ʽϵͣ�����������80%�����е�4Ч��������Ч����ͣ�Ϊ9%~12%������ˮ�ͷ�����ʽ���ⲿ��ʧ���������ڴ��ȹ���������ڲ���ʧ������ϵͳ��2����Ҫ��ʧ������ϵ���ֱ�Ϊ0.273~0.301��0.291~0.329����ȻԤ�����Ļ����ϵ����Ϊ0.016~0.030���������ܹ��̲���������ˣ������ǿ����ˮ�ͷ��������Ȼ������ã��Ż�����ϵͳ�Ĵ����²�ֲ��Ͳ����������Ľ�Ԥ������ʹ�÷�ʽ��
�����ʣ��Ƶ�����ҵ��������Һ������ʽ������Ч������-����������ϵͳ���з�������������ϵͳ�������Ԫ��Ч�ʺ���ϵ�����о��������������ϵͳ��Ч��Ϊ13%~19%��������������Ч�ʽϸߣ���������90%����Ч��������Ч�ʽϵͣ�����������80%�����е�4Ч��������Ч����ͣ�Ϊ9%~12%������ˮ�ͷ�����ʽ���ⲿ��ʧ���������ڴ��ȹ���������ڲ���ʧ������ϵͳ��2����Ҫ��ʧ������ϵ���ֱ�Ϊ0.273~0.301��0.291~0.329����ȻԤ�����Ļ����ϵ����Ϊ0.016~0.030���������ܹ��̲���������ˣ������ǿ����ˮ�ͷ��������Ȼ������ã��Ż�����ϵͳ�Ĵ����²�ֲ��Ͳ����������Ľ�Ԥ������ʹ�÷�ʽ��
�ؼ��ʣ���������Һ����Ч������������Ч�ʣ���ϵ��
��ͼ����ţ�TF802.62 ���ױ�־�룺A ���±�ţ�1672-7207(2011)03-0829-06
Exergy analysis of evaporation process in an alumina refinery
PENG Xiao-qi1, 2, 3, SONG Guo-hui1, SONG Yan-po1, 2, ZHANG Jian-zhi1, LIU Zhen-guo1
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. School of Information Science and Engineering, Central South University, Changsha 410083, China;
3. Department of Information Science and Engineering, Hunan First Normal University, Changsha 410205, China)
Abstract: To reduce the energy consumption of evaporation process in the alumina refinery, the formulas for calculating the exergy of industrial sodium aluminate solution were derived in terms of the density, specific heat capacity, activity coefficients and standard chemical exergies of its species. Then exergy analysis was applied to the four-effect evaporators and three-stage flashes evaporation system to calculate and analyze the exergy efficiencies and exergy loss coefficients in the evaporation system and its individual units. The results show that the exergy efficiency of the evaporation system is 13%-19%; the three-stage flashes have higher exergy efficiencies in excess of 90% while the four-effect evaporators have poor efficiencies, which are almost lower than 80%, especially the exergy efficiency of the 4th effect evaporator is only 9%-12%, approximately. The external exergy losses in the form of condensed water and exhausted vapor and the internal exergy losses due to heat transfer in evaporations are the two main types of exergy losses in the evaporation system, whose exergy coefficients are 0.273-0.301 and 0.291-0.329, respectively; though the coefficient due to combined process in preheaters is only 0.016-0.030, which is unreasonable in view of energy conversion. Thus it��s proposed that waste heat recovery and utilization of condensed water and exhausted vapor should be enhanced; the distribution of temperature differences in the evaporation system and the operating parameters should be optimized and the method for using preheaters should be improved.
Key words: sodium aluminate; multi-effect evaporation; exergy analysis; exergy efficiency; exergy loss coefficient
�ҹ������������빤ҵ���������ȣ����ܺķ�����ڽϴ���[1]�����У�����������ƽ��ȫ��ˮ�ͼ�����ã��ܺ���Ϊ������������ռ�����ĵ�30%~40%���ɱ�ռ�ܳɱ���10%~12%[2]����ˣ���������������ܺĶԽ��������������ɱ�������Ҫ���塣Ϊ�������������������ܺ�����Ч�ʣ��������������й����߽����˳���̽�����о�������Ҫ�ɹ��ɸ���Ϊ2�ࣺͨ�����������豸�������ϵͳ��Ԫ������[3-4]�����ݳ������о����ҵ�����Ż�����������ʽ[5]��Ȼ�����������������ܺĵ�����ѧ�����о��������ٻ����롣Ϊ��������������ܺģ�ʹ������ѧ���������о����ܺ�״���dz���Ҫ����Ϊһ�ָ���ѧ������ѧ���������� ����������ָ���ڶಿ�ŵĽ��ܹ����������������������[6-8]������������ɫұ��ҵ�����������������ϵ�Ӧ�ú��١�����[9]��������Ӧ���ڼ�Ӽ��ȵ�Ԥ�ѹ���̣���δ�����ϵĻ�ѧ�������ڡ�Ŀǰ��������������������Ҫ�м�����������ҵ��������Һֵ����ʽ�ı���������Һ��ֵ�������ǻ�ѧ�ļ��㣬��Ҫʹ����Һ���ܶȡ������ݣ�����ֵĻ�����Ӻͱ���ѧ�����ʣ�������ΪӦ��
����������ָ���ڶಿ�ŵĽ��ܹ����������������������[6-8]������������ɫұ��ҵ�����������������ϵ�Ӧ�ú��١�����[9]��������Ӧ���ڼ�Ӽ��ȵ�Ԥ�ѹ���̣���δ�����ϵĻ�ѧ�������ڡ�Ŀǰ��������������������Ҫ�м�����������ҵ��������Һֵ����ʽ�ı���������Һ��ֵ�������ǻ�ѧ�ļ��㣬��Ҫʹ����Һ���ܶȡ������ݣ�����ֵĻ�����Ӻͱ���ѧ�����ʣ�������ΪӦ�� ������һ���ϰ���Ŀǰ�����г���Ĺ�ҵ��������Һ�ܶȺͱ����ݵļ��㷽 ��[10-12]��Zhou��[13]��Li��[14]�ֱ���ʵ������۷����о���NaOH-NaAl(OH)4-H2O��ϵ�Ļ�����ӣ���С���[15]��չ��һ�ֻ���Bromleyģ�͵�NaOH- NaAl(OH)4-Na2CO3-H2O��ϵ������ӵļ���ģ�ͣ�֣���ǵ�[16]�����˹�ɽ-���ﻷ��ģ�Ͳ�������Ԫ�صı���ѧ���������߽��ڴ˻����ϣ��Ƶ������۹�
������һ���ϰ���Ŀǰ�����г���Ĺ�ҵ��������Һ�ܶȺͱ����ݵļ��㷽 ��[10-12]��Zhou��[13]��Li��[14]�ֱ���ʵ������۷����о���NaOH-NaAl(OH)4-H2O��ϵ�Ļ�����ӣ���С���[15]��չ��һ�ֻ���Bromleyģ�͵�NaOH- NaAl(OH)4-Na2CO3-H2O��ϵ������ӵļ���ģ�ͣ�֣���ǵ�[16]�����˹�ɽ-���ﻷ��ģ�Ͳ�������Ԫ�صı���ѧ���������߽��ڴ˻����ϣ��Ƶ������۹�
ҵ��������Һ �ļ���ʽ�����й���ҵ���ݷֹ�˾��Ч������-����������ϵͳ������ȫ������������Ա�Ѱ��ϵͳ�����ܱ������ڣ�ȷ���ܺ���ʧ�IJ�λ����С��ԭ��Ϊ��һ���Ľ��ܸ��졢�Ż�ָ������
�ļ���ʽ�����й���ҵ���ݷֹ�˾��Ч������-����������ϵͳ������ȫ������������Ա�Ѱ��ϵͳ�����ܱ������ڣ�ȷ���ܺ���ʧ�IJ�λ����С��ԭ��Ϊ��һ���Ľ��ܸ��졢�Ż�ָ������
1 ���̼��
�й���ҵ���ݷֹ�˾����V�������õ���Ч��ʽ��Ĥ������-��������������ϵͳ��ͼ1��ʾ�����г�E4(ĩ)Ч��������Ԥ�����⣬������Ч����Ԥ����������������E1Ч�������Ⱥ��Ϊ����ˮ�������ξ���1-1�š�1-2�ź�1-3�ŵ���ˮ���ղ������ȣ���������ˮ���ų���ϵ������Ӧ3������ˮ���в����Ķ��������ֱ����ڼ���E1��E2��E3Ч������������ԭҺ���ȷֱ����E4��E3Ч��������Ȼ�����ξ���E2��E1Ч�������Լ�S1��S2��S3������������Ũ����E4Ч�����������ķ�����ˮ��ȴ���ų���ϵ�������Ч�����Ķ����������ηֱ����ڼ���ǰһЧ�������ͱ�ЧԤ���������������������Ķ��������ֱ���E1��E2��E3ЧԤ����������һЧ�������ij��Ͻ��л��Ԥ�ȡ�
2 ��ҵ��������Һ�� ֵ����
ֵ����
����ѧϵͳ����ָϵͳ��������̴ﵽ�뻷��������ȫ����ѧƽ��״̬ʱ���ܻ�õ�����������ù�[17]��һ��Թ�ҵ���̽�������ʱ�����ϵ�������������ѧ��

ͼ1 �й���ҵ���ݷֹ�˾������������ͼ
Fig.1 Flow sheet of the evaporation process in Zhongzhou Branch of Chalco
2.1 ����
������ָϵͳ����ڻ������¶Ⱥ�ѹ���IJ�ͬ�����е���ij������״̬(T��p)�µı����� ePH�ļ���ʽ���£�
 (1)
(1)
ʽ�У�cpΪ���ϵıȶ�ѹ���ݣ�kJ/(kg��K)��vΪ���ϵı������m3/kg��T��T0�ֱ�Ϊ�����¶Ⱥͻ������¶ȣ�K��p��p0�ֱ�Ϊ����ѹ���ͻ�����ѹ����MPa��
������صļ��㷽��[18-19]�����ǵ�ƫĦ�����ʺ������ԣ�����ҵ��������Һ�ܶ�[10]�ͱ�����[11]�����ʽ����ʽ(1)����������� �ļ���ʽΪ��
�ļ���ʽΪ��

 (2)
(2)
ʽ�У�

 (3)
(3)
ʽ�У���NK����A�ͦ�NC�ֱ�Ϊ��ҵ��������Һ�п��Լ��������̼��������Ũ�ȣ�g/L����sΪ��ҵ��������Һ���ܶȣ�kg/m3��
�������������������£���ҵ��������Һ���ܶ�Ϊ1 200~1 400 kg/m3��|p-p0|��0.5����ʽ(2)ĩ��(��(p-p0)��103/��s)��ֵ��Խ�С��ʵ�����ݼ�����ʾ��ʽ(2)ĩ���ֵռʽ(2)ֵ��-3%~2%����ˣ��ɺ���ʽ(2)ĩ�������ѹ���Թ�ҵ��������Һ������Ӱ�죬�����ȹ������п���ʡȥ��ijЩ�����ѶȽϴ�λ�õ�ѹ�����ԡ���ȿɼ��ٲ��Թ�������Ҳ�������豸��ȫ���к�����ά����
2.2 ��ѧ
��ѧ�ɷֽ�Ϊ��Ӧ����ɢ������ѡ�������Ĺ�ɽ-���ﻷ��ģ��[16]��ѡȡNaOH��NaAl(OH)4��Na2CO3��H2O��Ϊ��ҵ��������Һ�ijɷֻ��������NaAlO2��NaAl(OH)4֮��ı���ѧ�IJ�𡣻���ģ�涨��ˮ�ı���ѧΪ0 kJ/mol����Ԫ�صı���ѧ[16]�ʹ����ʵ��Ȼ�ѧ��������[20]�ɼ����NaOH��NaAlO2��Na2CO3�ı���ѧ�ֱ�Ϊ100.708��83.762��90.127 kJ/mol����ҵ��������Һ�ȷ�Ӧ�ͱ���ɢ���¡�
(1) �ȷ�ӦΪ��
 (4)
(4)
(2) ����ɢΪ��
 (5)
(5)
ʽ�У�xiΪ��Һ�е�i����ֵ�Ħ��������eiΪ��Һ�е�i����ֵı���ѧ��kJ/mol��fiΪʹ��Ħ������ʱ��Һ�е�i����ֵĻ�����ӣ�RΪĦ�����峣����8.314 J/(mol��K)��
��������ѧ����ԭ������ʽ(4)��(5)��дΪ��
 (6)
(6)
 (7)
(7)
ʽ�У�miΪ��Һ�е�i����ֵ�����Ħ��Ũ�ȣ�mol/kg����iΪʹ������Ħ��Ũ��ʱ��Һ�е�i����ֵĻ�����ӣ�����NaOH-NaAl(OH)4-Na2CO3-H2O��ϵ�Ļ��ϵ������ģ��[15]��á�
��RT0/1 000=2.479����ʽ(7)��������λ����ͼɵù�ҵ��������Һ�Ȼ�ѧ�ļ���ʽΪ��



 (8)
(8)
ʽ�� ����wΪ��λ�����ҵ��������Һ����ˮ��������kg/m3��
ʽ(2)��(8)��Ϊ��ҵ��������Һ���ļ���ʽ�������������������ĸ�����
��ij���ȶ�����״̬���ȹ�������������Ϊ��������ʽ(2)��(8)��������ԭҺ��Ч(��)���ϵı��������ȷ�Ӧ�ͱ���ɢ��������1��ʾ���ɱ�1�ɼ����ȷ�ӦԶ������������֮�ͣ���ˣ�������仯�dz����У��ھ��л�ѧ��Ӧ��������������������������У���ע��ɷַ����ľ��ȡ�������������ѧ��Ӧ�����������ʸ���ֵ����������䣬ʵ������Ҳ�����غ㣬�ʿ���Ϊ������Һ�ķ�Ӧ�������䣬�ɲ����뷴Ӧ��ڱ�1�У�����ɢ����������������ֵ�����뻷��ģ�͵Ĺ涨�ͻ�������йأ���Ӱ�������������ȷ�ԡ�
Ϊ����������¼���ֻ�漰��������ɢ��
��1 ������Һ�Ĺ��ղ������� ֵ
ֵ
Table 1 Process parameters and exergy values of materials in evaporation process

3 ��������� Ч�ʷ���
Ч�ʷ���
���������ֽ�Ϊ��ͼ1�����߿���ʾ��7����Ԫ������Ч�ʦ�e���£�
 (9)
(9)
ʽ�У�EgΪϵͳ��Ԫ������(ϵͳ��E4Ч�������������ǽ�������ϵͳ��E4Ч�����������ϵ�����������Ԫ����������Ӧ��Ԫ�ij���(������Ũ�����Һ�Ͷ�������)�������ȵ���)��EpΪϵͳ��Ԫ��֧��(ϵͳ��E1Ч��������֧�����������������������Ԫ��֧������Ӧ��������������������Ķ���������)��
��������ϵͳ(SYS)����Ԫ��ƽ�ⷽ�̣�Ӧ���ȶ�����״̬��1�š�2�ź�3���ȹ��������ݣ������㣬�ɵ�����ϵͳ������Ԫ��Ч����ͼ2��ʾ��

ͼ2 ����ϵͳ������Ԫ�� Ч��
��
Fig.2 Exergy efficiencies of evaporation system and its units
��3�β��Թ����£�����ϵͳ��Ч��Ϊ13%~ 19%������������״�������룬����Ч���д���ߡ�������������Ч�ʾ�����90%�����������DZ����С����Ч��������Ч�ʽϵͣ���������80%���£�����E4Ч������Ԫ��Ч����ͣ���Ϊ9%~12%�����ΪE3Ч����������Ч��Ϊ54%~67%����ϸ���Ԫ֧����ֵ����֪��Ч������ԪΪ����ϵͳ�����ܱ������ڣ�����DZ���ϴ�Ӧ�ص������Ч����������ʧ��
4 ��Ч����������ʧ����
��ʧ�ɷ�Ϊ2�ࣺ�ⲿ��ʧ���ڲ� ��ʧ��ǰ����������������ɢ�ȡ��ŷŷ����Ϊ���������ĸ���Ʒ��Я���ߵ������������������ڸ��ֲ������������𡣶������������ij����ʧI����ϵ��rΪ��
��ʧ��ǰ����������������ɢ�ȡ��ŷŷ����Ϊ���������ĸ���Ʒ��Я���ߵ������������������ڸ��ֲ������������𡣶������������ij����ʧI����ϵ��rΪ��
 (10)
(10)
ʽ�У�IΪϵͳ��Ԫ��ij����ʧ��
4.1 �ⲿ��ʧ
��Ч���������ⲿ��ʧ��ʽ��Ҫ�У��豸���ܵ�����ɢ�ȣ�1-3�š�3�ź�4�ŵ�3������ˮ�����ŵ�����ˮ��E4Ч���������ŵķ������ڲ��Թ����£�����ϵͳ��ɢ����ϵ��ԼΪ0.000 55�������豸���ܵ��ı���Ч�����á�
��3�β��Թ����£�����ϵͳ����Ч����ˮ��ĩЧ����������ʽ���ⲿ��ϵ��rEX����2��
��2��ĩЧ��������ϵ���ֱ�Ϊ0.688��0.675��0.693����������ʧ��E4Ч������Ч�ʵ͵���Ҫԭ������E2��E3Ч����������������ˮ����
��2 ����ˮ��ĩЧ��������ϵ��
Table 2 Exergy loss coefficients of condensed waters and exhausted vapor
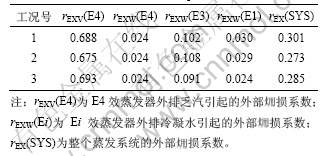
3������ˮ���ų�����E3Ч������������ˮ��ʽ�� ��ϵ��Ҳ�ϴ�����ϵͳ��������Ч����ˮ��ĩЧ���������ⲿ��ϵ���ֱ�Ϊ0.301��0.273��0.285����˵������ϵͳ������ˮ��ĩЧ������ʽ���ⲿ��ʧ���������ϵͳЧ�ʵ͵�һ����Ҫԭ��������ʧ��һ����Ҫ��ʽ����ˣ�Ӧ��ǿ����ˮ�ͷ��������Ȼ������á�
��ϵ��Ҳ�ϴ�����ϵͳ��������Ч����ˮ��ĩЧ���������ⲿ��ϵ���ֱ�Ϊ0.301��0.273��0.285����˵������ϵͳ������ˮ��ĩЧ������ʽ���ⲿ��ʧ���������ϵͳЧ�ʵ͵�һ����Ҫԭ��������ʧ��һ����Ҫ��ʽ����ˣ�Ӧ��ǿ����ˮ�ͷ��������Ȼ������á�
�������ݱ�����1-3�ź�4������ˮ����ˮ��ƽ���¶�ԼΪ95 �棬ĩЧ����ˮ�ͷ�����ƽ���¶�ԼΪ60 �棬������ԭҺ��ƽ���¶�ԼΪ49 �档�ɼ���1-3�ź�4������ˮ����ˮ������ԭҺ���²�ϴ����⣬��ȻĩЧ�����¶Ƚϵͣ��������DZ�Ƚϴ���ˣ�������ˮ�ͷ���Ԥ������ԭҺ��һ��ֵ��̽���Ľ���;����
4.2 �ڲ���ʧ
������Ч�������ڲ���ʧ����Ҫԭ�����������ڵ������²�ȹ��̺�Ԥ�����ڵĻ�Ϲ��̡�
4.2.1 ���� ��ʧ
��ʧ
��3�β��Թ����£���Ч�������Ĵ�����ϵ��rHT����3��
��3 ��Ч�������Ĵ�����ϵ��
Table 3 Exergy loss coefficients due to heat transfer in four-effect evaporations

�ɱ�3��֪����Ч������Ԫ������ϵ�����ϴ�����E4��E3Ч�Ĵ�����ϵ����Ϊ�����������E4��E3Ч������ԪЧ�ʽϵ͵���һ����Ҫԭ������ϵͳ����������ϵͳ�Ĵ�����ϵ���ֱ�Ϊ0.291��0.313��0.329����ϵͳ������ˮ�ͷ�����ʽ���ⲿ��ϵ���������ˣ�������ʧ������ϵͳЧ�ʵ͵���һ����Ҫԭ��Ҳ������ʧ����һ����Ҫ��ʽ��
���ڴ�����ʧ�봫��������������ľ����¶ȼ����²��йأ�ͬʱ�������������¶�������Ũ�ȡ�ѹ���Ȳ���������ϡ���ˣ�Ϊ��������ϵͳ�Ĵ�����ʧ�����Ż������²�ķֲ�����������������������ϵͳ������ʧ��СΪĿ����Ż�ģ���ǹؼ����衣
4.2.2 ��� ��ʧ
��ʧ
E1��E2��E3����Ч��������Ԥ�����ڻ�Ϲ�����ɵĻ����ʧ����С��ϵͳ���ܻ����ʧ��Ӧ��С����3�β��Թ����£�����ϵͳ�Ļ����ϵ��rMT�ֱ�Ϊ0.023��0.016��0.030��
�������ˮ�ͷ�����ʽ���ⲿ��ϵ�����ߴ�����ϵ������Ȼ����ϵͳ�Ļ����ϵ����С�����ǣ�������ת���ĽǶȿ��죬Ԥ�����ڵĻ�Ϲ��̲������������ȣ����������෴������������һЧ����Ũ������õ���ɢ����Σ����������˸���������½�����ˣ�Ӧ�ڲ�ʹ�������ڱڽ��״���������£�̽���Ľ��취�����磬�ϳ�ʹ��������������ʹ����ϵļ��Ԥ��������Ŀǰ�Ļ��ʽԤ������
5 ����
(1) ����������Ĺ�ҵ��������Һ�ļ��㷽�����ü��㷽��������������������Ҳ��������������ѧ��Ӧ�����������
(2) ���㲢���������������ϵͳ������Ԫ��Ч�ʡ�������ϵͳ��Ч��Ϊ13%~19%��������������Ч�ʾ�����90%������DZ����С����Ч��������Ч�ʽϵͣ���������80%���£�����E4Ч������Ԫ��Ч����ͣ���Ϊ9%~12%����Ч�������Ľ���DZ���ϴ�
(3) ����ˮ��ĩЧ������ʽ���ⲿ��ϵ���ֱ�Ϊ0.301��0.273��0.285���������ڴ��ȹ���������ڲ���ϵ��ԼΪ0.291��0.313��0.329������������ϵͳ����Ҫ��ʧ��Ҳ�������Ӧ������ԪЧ�ʵ͵���Ҫԭ��Ԥ�����ڻ�Ϲ���������ڲ���ϵ��Ϊ0.016~0.030����Ȼ��С����Ҳ˵�������ܹ��̲� ������
(4) Ϊ��ʵ����������Ľ��ܣ������ǿ����ˮ�Ͷ������������Ȼ������ã��Ż�����ϵͳ���������������²�ֲ������Ľ�Ԥ������ʹ�÷�ʽ��
�ο����ף�
[1] LIU Li-ru, LU A-ye, Lu Zhong-wu, et al. Analysis of the overall energy intensity of alumina refinery process using unit process energy intensity and product ratio method[J]. Energy, 2006, 31(8/9): 1167-1176.
[2] ����ƽ, ������. �������������ܽ���;����̽��[J]. �����, 2006(8): 37-39.
LI Xu-ping, ZHOU Zai-yi. Discussion about energy saving for alumina evaporation process[J]. Light Metals, 2006(8): 37-39.
[3] Green J. Opportunities to reduce energy intensity in the aluminum industry[EB/OL]. [2002-03-26]. http://www.eere. energy.gov/evision/pdfs/presentation s/j_green.pdf.
[4] ���Ƽ, �Ƚ���, ��ǿ, ��. �ҹ�������ҵ������װ�ü���������Ч�ܷ���[J]. ��ɫ����, 2004(3): 43-45.
SUN Ke-ping, XIAN Jin-chong, SONG Qiang, et al. Technical progress and analysis of efficiency and energy on the evaporation installations to Chinas alumina industry[J]. Non- ferrous Metallurgy, 2004(3): 43-45.
[5] ������, ���Ӧ, ÷����. �����������н����������ĵ�����ʵ��[J]. �����, 2008(9): 28-30.
YANG Xin-min, WU Hong-ying, MEI Yong-feng. The practice of reducing steam consumption during producing alumina[J]. Light Metals, 2008(9): 28-30.
[6] Kamate S C, Gangavati P B. Exergy analysis of cogeneration power plants in sugar industries[J]. Applied Thermal Engineering, 2009, 29(5/6): 1187-1194.
[7] Antonio B A, Romildo P B, Luis S V, Exergetic analysis of distillation processes: A case study[J]. Energy, 2007, 32(7): 1185-1193.
[8] Costa M M, Schaeffer R, Worrell E. Exergy accounting of energy and materials flows in steel production systems[J]. Energy, 2001, 26(4): 363-384.
[9] ����. ��Ӽ����ѹ�ϵͳ����Ч�ܷ���[J]. �����, 2005(8): 11-14.
GUO Shen. Exergy analysis of indirect heating desilication process[J]. Light Metals, 2005(8): 11-14,
[10] ������. ��������������ѧ[M]. ����: ұ��ҵ������, 1982: 37-41.
YANG Zhong-yu. The technology of alumina production[M]. Beijing: Metallurgical Industry Press, 1982: 37-41.
[11] ��ʫ��, �ں���. ��������������[M]. ����: ұ��ҵ������, 2006: 23-27.
BI Shi-wen, YU Hai-yan. The technology of alumina production[M]. Beijing: Chemical Industry Press, 2006: 23-27.
[12] Reynolds J G , Carter R. Density model for sodium hydroxide- sodium aluminate solutions[J]. Hydrometallurgy, 2007, 89(3/4): 233-241.
[13] ZHOU Jun, CHEN Qi-yuan, LI Jie, et al. Isopiestic measurement of the osmotic and activity coefficients for the NaOH- NaAl(OH)4-H2O system at 313.2 K[J]. Geochim Cosmochim Ac, 2003: 67(18): 3459-3472.
[14] LI Xiao-bin, LU Wei-jun, LIU Gui-hua, et al. Activity coefficient calculation model for NaAl(OH)4-NaOH-H2O system[J]. Transactions of Nonferrous Metal Society of China, 2005, 15(4): 908-912.
[15] ��С��, �ι���, ������, ��. NaOH-NaAl(OH)4-Na2CO3-H2O��ϵ���ϵ���ļ���ģ��[J]. �й���ɫ����ѧ��, 2009, 19(7): 1332-1337.
PENG Xiao-qi, SONG Guo-hui, SONG Yan-po, et al. Activity coefficient calculation model for NaOH-NaAl(OH)4-Na2CO3- H2O system[J]. Chinese Journal of Nonferrous Metals, 2009, 19(7): 1332-1337.
[16] ֣����, �����, ֣��ɽ.  ������һ���Ի���[J]. ����ѧ��, 2002, 53(7): 673-679.
������һ���Ի���[J]. ����ѧ��, 2002, 53(7): 673-679.
ZHENG Dan-xing, WU Xiang-hong, ZHENG Da-shan. Fundamental of thermodynamic consistence of exergy functions[J]. Journal of Chemical Industry and Engineering, 2002, 53(7): 673-679.
[17] Tsatsaronis G. Definitions and nomenclature in exergy analysis and exergoeconomics[J]. Energy, 2007, 32(4): 249-253.
[18] Szargut J, Morris D R, Steward F R. Exergy analysis of thermal, chemical and metallurgical process[M]. New York: Hemisphere Publishing, 1988: 51-53.
[19] �ι���, ��С��, ������, ��. �������̵Ļ�е���㷽��[J]. �ȿ�ѧ�뼼��, 2009, 8(1): 64-68.
SONG Guo-hui, PENG Xiao-qi, SONG Yan-po, et al. Method for mechanical exergy calculation including phase change process[J]. Journal of Thermal Science and Technology, 2009, 8(1): 64-68.
[20] Barin I, Gregor P G. Thermochemical data of pure substances[M]. New York: Wiley-VCH, 2004: 1117-1136.
(�༭ �°���)
�ո����ڣ�2009-12-27�������ڣ�2010-03-18
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(60634020)�����Ͻ������Ƽ�������Ŀ(08W003)
ͨ�����ߣ�������(1979-)���У�������ƽ�ˣ���ʿ����ʦ�����¹�ҵ���̽������Ż����о����绰��0731-88836713��E-mail: songyanpo@mail.csu.edu.cn

