ϡ�н��� 2002,(02),93-97 DOI:10.13373/j.cnki.cjrm.2002.02.003
ɨ���ٶȶԼ�����ٳ���316L�������֯���ܵ�Ӱ��
������ ��Ƽ֥ ʯ���� �̾�
������ɫ�����о���Ժ,������ɫ�����о���Ժ,������ɫ�����о���Ժ,������ɫ�����о���Ժ,������ɫ�����о���Ժ ����100088 ,����100088 ,����100088 ,����100088 ,����100088
ժ Ҫ��
�о����ڼ���� 90 0W������ , ɨ���ٶȶԼ�����ٳ��Ͳ���������֯�����ܵ�Ӱ�졣�ڸ�ɨ���ٶ��� , �����͵IJ���ֱ��ڰ������֯��Ϊ֦����֯����ɨ���ٶ���� , ����ֱ��ڰ�Ķ���������֦����֯ϸ�� , ֦������С��ͬʱ����X����Ļ�е���� (����ǿ�ȼ�Ӳ�� ) ����
�ؼ��ʣ�
������ٳ��� ;316L����� ;����� ;
��ͼ����ţ� TG142
�ո����ڣ� 2001-08-05
���� ���ҡ�973���ƻ�������Ŀ (G2 0 0 0 6 72 0 5 1);
Influence of Scanning Velocity on Microstructure and Mechanical Properties of 316L Stainless Steel Fabricated by Laser Rapid Prototyping
Abstract��
The influence of the laser scanning velocity on the microstructure and mechanical properties of the 316L stainless steel thin wall plate by laser direct forming was investigated. The results show that the obtained microstructure of the thin wall of stainless steel is composed of directionally solidified dendrites under varied scanning velocity, when laser power is 900W. Both the dendrite arm spacing and the transverse mechanical properties (the tensile strength and hardness) of the laser formed thin wall plate decrease with the increasing beam scanning rate.
Keyword��
Laser rapid prototyping; 316L stainless stell; Laser power;
Received�� 2001-08-05
�������������ٳ��ͼ����������������ơ������۸������ٳ�����һ��, ͨ�������ۻ�ͬ�����͵Ľ�����ĩ, �ڻ���������ۻ��ѻ����γ����ܵĽ������, ����������˶�ͨ��ʵ��ģ�;���Ƭ�ֲ㴦�����γɵĶ�άƽ����Ϣ�����ơ��ü������������κ�Ӳ�ʹ�ģ�ߵ������, ���ݼ���� CAD ʵ��ģ��, ͨ����㡢������Ӳ��ϻ����ȫ���ܽ���������Ƚ�����
[1 ,2 ]
��Ŀǰ, �Լ�����ٳ��;���ʵ��ʹ�ù��ܵ����ܽ���������о�, �������Ϊ�㷺�Ĺ�ע, �������������������ü���
[3 ,4 ,5 ]
, ��ȡ���������ɹ������������о�����ɨ���ٶȶ������͵IJ���ֱ��ڰ����֯�����ܵ�Ӱ�졣
1 ʵ����ϼ�����
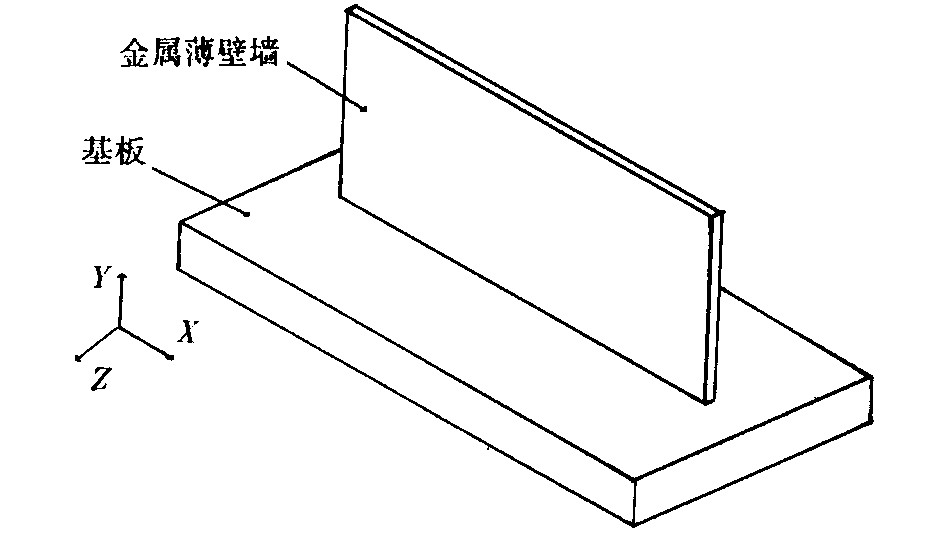
ʵ�����Ϊ 316L ����ַ�ĩ, ��ѧ�ɷ�Ϊ 12%��14%Ni, 16%��18% Cr, 2%��3% Mo, ����Fe (��������) , ��ĩ����60 ��m������45�Ÿּӹ��� 100 mm��50 mm��10 mm �ij����ο���Ϊ���塣Ϊ�����Լ�������������, �ڻ������Ϳ����ǿ����������Ϳ�㡣ΪʹҪ���͵IJ���ֱ��ڰ�����������������ý��, ��֤����������������ɢʧ, ���ó���ʱ���ղ����ڻ����ϵij���·���Ͻ���Ԥ�ȡ�ʵ����� 2kW ���� CO2 ������, ���ֱ��Ϊ 1.8 mm������������ʷֱ�Ϊ 900W, ɨ���ٶȷֱ�Ϊ 3, 5, 7 mm/s���ͷ�����Ϊ 5 g/min��Ϊ�о��������������ѧ����, ������ͬ���ղ����Ʊ�����ֱ��ڰ��, ����ͼ1��ʾ�ı��ڰ��������и���ȡƽ���ڻ���X �����Ƭ״��������, ��ѧ�ɷַ����ؽ������ڵ�X ��Y ������۲���Ϊ��ֱ�ڻ���� Y -Z ����漰ƽ���ڻ���� X -Z
ͼ1 ���Ͳ���ֱ��ڰ������۲켰��ѧ���ܡ��ɷ�ȡ����λʾ��ͼ
Fig .1 Schematic of thin wall of 316L stainless steel and location of sample cut
���档��AG-50KNE����������Ͻ�����������, ��������Ϊ 5 mm/s��
2 ʵ���������
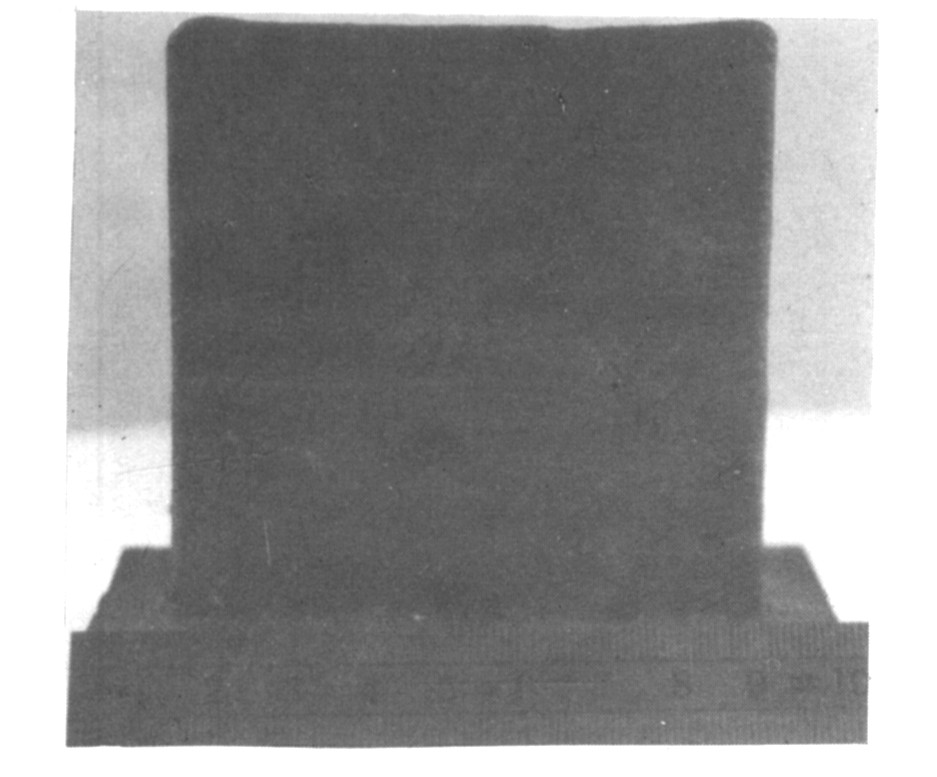
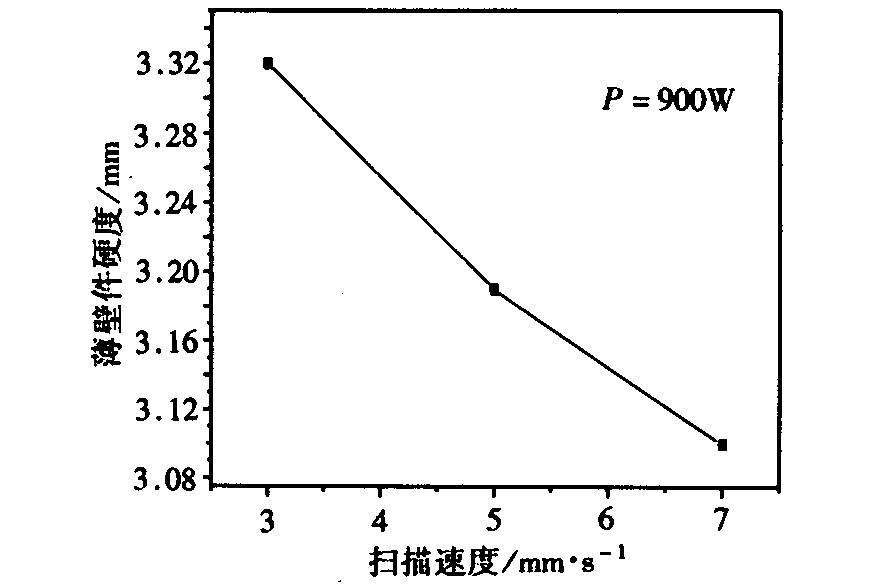
ͼ2���ڼ����Ϊ 900W, ɨ���ٶ� 3 mm/s �����µIJ���ֱ��ڰ��, ���ڰ���ijߴ�Ϊ�� 80 mm, �� 80 mm, �ں� 3.1 mm����ͼ�п��Կ���, �����Ͳ���ֱ��ڰ��Ϊ����������, ����״��ȷ������, �ں����, ��������ߴ�����Ƴߴ���ȫ�����ͬʱ������, Ϊ���ͺ��ԭʼ״̬��ͼ3Ϊ����ֱ��ڰ���ں���ɨ���ٶȱ仯����, ���Է���, ����ֱ��ڰ���ıں���ɨ���ٶȵ���߶����͡�ʵ�鷢��, �ڻ��徭��Ԥ��, ����ʡ�350W ������, �����Ͳ���ֱ��ڰ���ıں�Ҫ�ȼ�����ֱ�� (1.8 mm) ��, ���������漤�����ߺ�ɨ���ٶȽ���Ϊ���ҡ�������Ϊ, ���ڰ���ıں�Ӧ�뼤���۳�ֱ�����, �����ڻ����Ͼ۽��γ��۳�, ���ڻ���Ĵ���, ʹ���۳ص�ֱ��Ҫ�ȹ��ֱ����, ���������漤�����ߺ�ɨ���ٶȽ��������ԡ����, �ڱ�֤���ͱ��ڰ��������Ҫ����, ��ͨ�����ڼ���ʺ�ɨ���ٶ������Ʊ��ڰ���ıں�
ͼ2 ������ٳ��͵ı��ڰ��
Fig .2 Photo of thin wall of 316L stainless steel fabricated by laser direct forming
ͼ3 ����ֱ��ڰ�ں���ɨ���ٶȱ仯����
Fig .3 Thickness of thin wall of 316L stainless steel vs scanning velocity
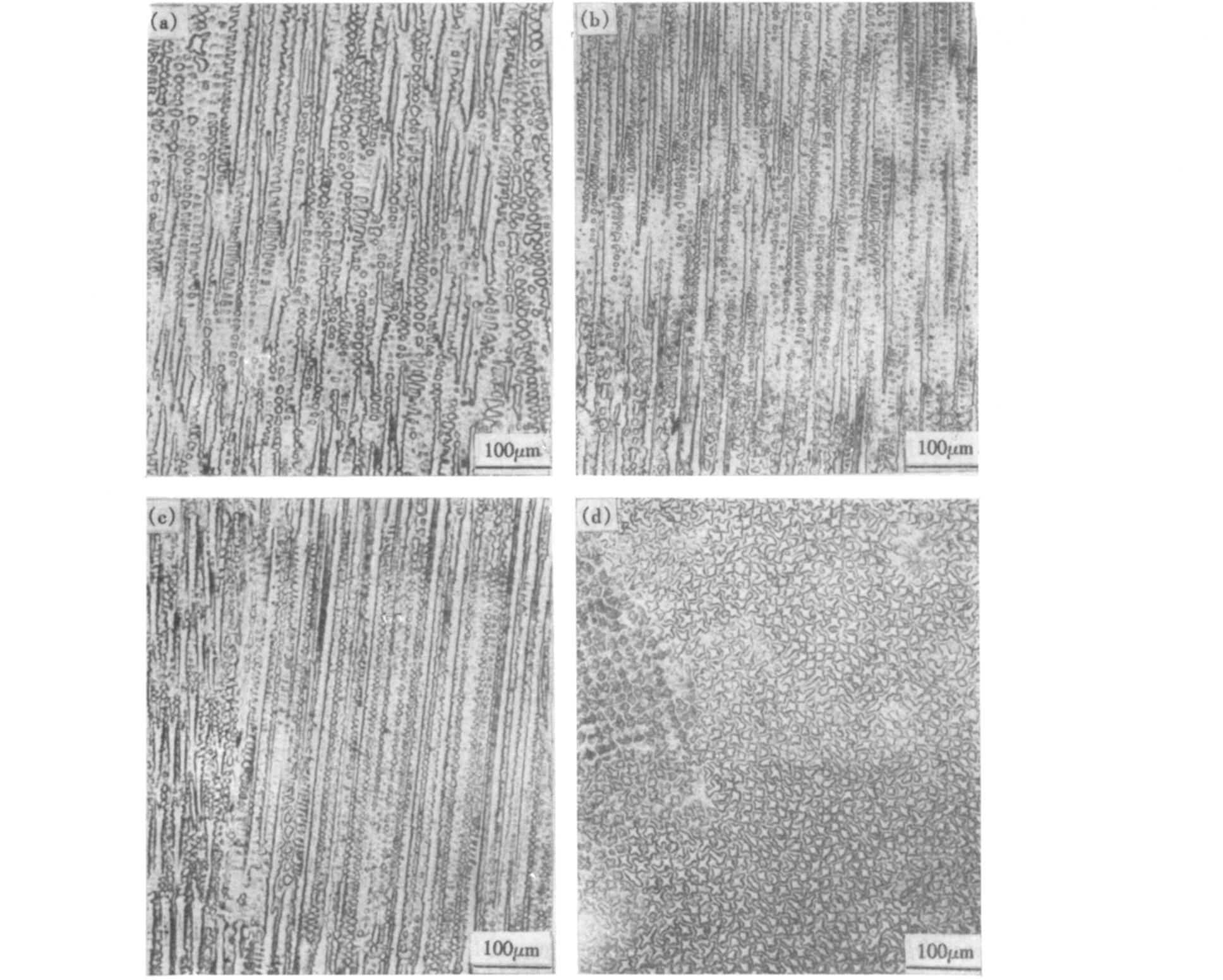
ͼ4 (a) Ϊ����� 900W��ɨ���ٶ�3 mm/s ������, ����ֱ��ڰ�� Y -Z ����Ľ�����֯����ͼ��ʾ, ����֯�ɾ��ȵ�������崹ֱ�Ķ���������֦����ɡ�ͼ4 (b) Ϊɨ���ٶ� 5 mm/s, ����ֱ��ڰ�� Y -Z ����Ľ�����֯, ��ͼ4 (a) �е���֯����, ��֦��ϸ��, ֦������С��ͼ4 (c) Ϊɨ���ٶ� 7 mm/s, ����ֱ��ڰ�� Y -Z ����Ľ�����֯, ��֯Ϊ�ƽ�е�������崹ֱ��֦��, ��ͼ4 (a) �� (b) �е���֯���, ֦������С��ͼ4 (d) Ϊɨ���ٶ� 7 mm/s, ����ֱ��ڰ�� X -Z ����Ľ�����֯, ��֯Ϊ Y -Z ����֦����֯�ĺ�������ò���ڼ����Ϊ 900W ������, ����ֱ��ڰ�� Y -Z ����Ľ�����֯�����ƽ��������崹ֱ��֦�����, ԭ���Ǽ����۳��е�Һ̬��������ȴ���̹�����, ������Ҫ���Ŵ�ֱ�ڻ���Y �ĸ�������ɢʧ, ���̾��з�����, �����γ�����崹ֱ��֦����֯������ɨ���ٶ�����, ֦����ϸ��������Ϊ, ɨ���ٶȸ�, ��������Ͻ�������ʱ���, ���γɵļ����۳ص��¶��ݶ��ڴ�ֱ�ڻ���Y ����ռ��������, ����X �������¶��ݶȺ�С, ����ڼ����۳���ȴ������, ��Y �����һ��֦���������ܿ�, ��X ����Ķ���֦������������, �����γ���Y ��������������֦����ɨ���ٶȵ�, ��������Ͻ�������ʱ�䳤, ���γɵļ����۳ص��¶��ݶ���Ȼ�ڴ�ֱ�ڻ���Y ����ռ�ϴ�����, ����X ������¶��ݶ������ɨ���������۳���X ������¶��ݶ����Ҫ��, �������Y �����һ��֦����������ͬʱ, ��X ����Ķ���֦��������Զ������, �����γɵ�֦����Y����϶̡�
ͼ5Ϊ����ֱ��ڰ���Ŀ���ǿ�ȡ���������ɨ���ٶȱ仯���ߡ���ͼ5��ʾ, ����ֱ��ڰ���Ŀ���ǿ�ȡ����������ż���ɨ���ٶȵ����߶��½���ɨ���ٶ�Խ��, ���ڰ���Ŀ���ǿ�ȡ��������½�����Խ����ԭ��, �μ�ͼ4 (a) �� (b) �� (c) , ��ͼ�ɼ�, ���ż���ɨ���ٶȵ����, ����ֱ��ڰ���� Y -Z ���������崹ֱ�Ķ���������֦���Ķ�������������������, ��֯���Խ��Խϸ, ����ֱ��ڰ����������֯�ص�, ����ʹ�ñ��ڰ���Ļ�е�����ش�ֱ�ڻ����Y ������з����ԡ����������������췽��Ϊ�����ƽ�е�X ����ͼ6Ϊ����ֱ��ڰ����ά��Ӳ����ɨ���ٶȱ仯���ߡ���ͼ6��ʾ, ����ֱ��ڰ����ά��Ӳ����ɨ���ٶ����߶����͡�������Ϊ, ���ڼ�����ٳ�����һ���������ȹ���, �ڳ�������, ����ɨ���ٶ����, ��ÿһ������ĺ�Ƚ��͡���ʵ���¼, ��ɨ���ٶ� 7 mm/s ʱ, ÿһ�������ƽ�����Ϊ 0.279 mm, ɨ���ٶ� 3 mm/s, ÿһ�������ƽ�����Ϊ0.458 mm�����, ����ͬ���߶ȵIJ���ֱ��ڰ��, ��ɨ���ٶȸߵ�������, ����Ҫ�����ɨ�����, ���Բ���ֱ��ڰ�����ܵ�����εķ������ȡ����ڰ����Ӳ����ɨ���ٶ���߶����Ϳ�������йء�
ͼ4 ����ֱ��ڰ���Ľ�����֯ ɨ���ٶ�: (a) 3 mm/s; (b) 5mm/s; (c) �� (d) 7 mm/s
Fig .4 Microstructures of thin wall of 316L stainless steel
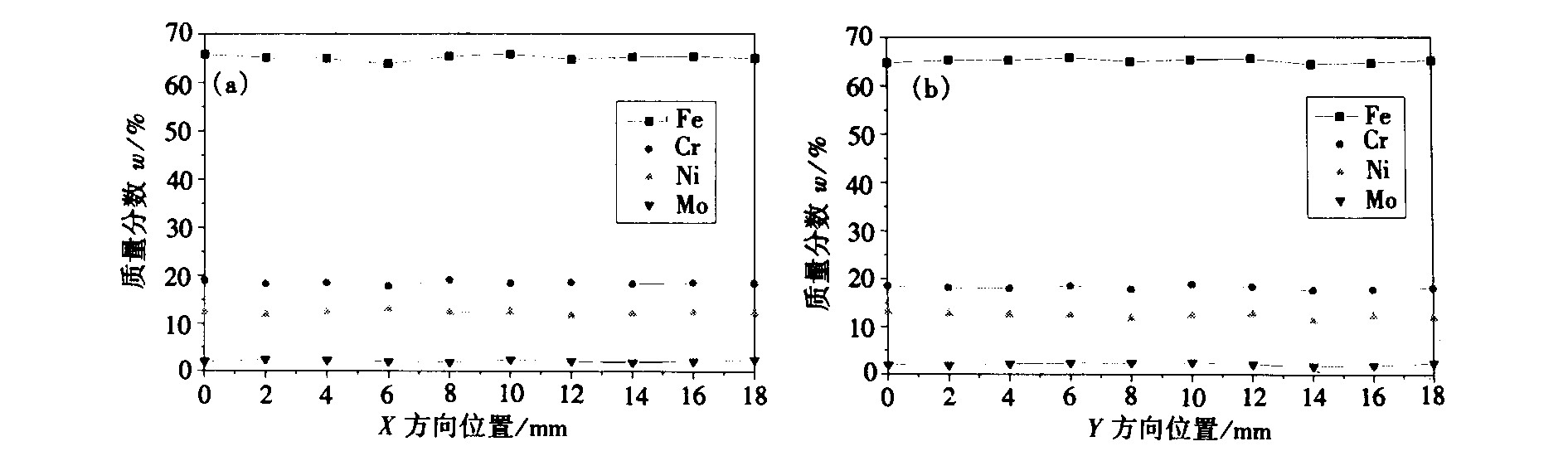
ͼ7�Ǽ����900W, ɨ���ٶ� 7 mm/s ������, �����͵IJ���ֱ��ڰ�� X -Y ��Ļ�ѧ�ɷ��� X ��Y ����ķֲ�, ��ͼ�п��Կ���, �����͵IJ���ֱ��ڰ���Ļ�ѧ�ɷֲַ�����, û�г��ֳɷ�ƫ��, ͬʱ����ֱ��ڰ���Ļ�ѧ�ɷ��������ĩ�ijɷ�һ�¡�
ͼ5 ����ֱ��ڰ��������ǿ�ȡ��ӳ�����ɨ���ٶȱ仯����
Fig .5 Tensile strength and elongation rate vs scanning velocity of thin wall of stainless steel
ͼ 6 ����ֱ��ڰ����ά��Ӳ����ɨ���ٶȵı仯����
Fig .6 Hardness vs scanning velocity of thin wall of stainless steel
ͼ7 ����ֱ��ڰ��X-Y��Ļ�ѧ�ɷ���X (a) ��Y (b) ����ķֲ�
Fig .7 Composition distribution of thin wall of stainless steel along X , Y direction
3 ����
1.�ڼ���� 900W, ɨ���ٶ� 3, 5, 7 mm/s ������, ����ֱ��ڰ�� Y -Z ����Ľ�����֯��Ϊ����������֦����֯, ��ɨ���ٶȵ����, ֦����֯ϸ��, ֦������С��
2.����ֱ��ڰ������X ����Ŀ���ǿ�ȡ���������ɨ���ٶȵ���߶����͡�
3.�����͵IJ���ֱ��ڰ���Ļ�ѧ�ɷֲַ����ȡ�
�����
[1] ������ƽ, ��������ϵ���, 1998, 12 (4) :13
[2] ��Lewis GK, Milewski JO, Nemec RBProcessProceedingofthe 15thInternationalThermalSprayConference, 2529May1998, Nice, France, 1351
[3] ��Keich erDM, Smugeres kyJE .JOM, 1997, 49 (5) :51
[4] ��Kei cherDM, Smuger eskyJE, RomeroJAeta l.SPIE, 1997, 2993:91
[5] ?�IrvingR.TheInternationalJournalofPowderMetallurgy, 2000, 36 (4) :69