文章编号:1004-0609(2014)06-1510-08
激光选区熔化成形不锈钢与纳米羟基磷灰石复合材料的组织及力学性能
程灵钰,张 升,魏青松,史玉升
(华中科技大学 材料成形与模具技术国家重点实验室,武汉 430074)
摘 要:采用激光选区熔化工艺(SLM)制备几种不同成分的316L-nHA(纳米羟基磷灰石nHA的体积分数分别为0、5%、10%、15%)复合材料,并测试其致密度与抗拉强度;利用SEM分析其组织及断口形貌。结果表明,当nHA的含量为5%时,材料的致密度和抗拉强度与纯不锈钢的相近,扫描速度为350 mm/s时强度达到最大值634.6 MPa;当nHA含量增大至10%~15%时材料致密度和强度明显降低,强度最高只有264.4 MPa。面能谱显示nHA均匀分布在金属基体中,呈弥散型金属-HA微界面结合特征。nHA和316L热膨胀系数的差异,且nHA中富含P,导致SLM过程中产生裂纹,当nHA含量由5%增大至15%时,裂纹密度明显增大,且互相联通。当nHA含量为5%时,提高扫描速度有利于抑制裂纹产生;当nHA含量增大至10%~15%时,由于P增多,增大扫描速度对裂纹的抑制作用较小。在适当的材料配比和工艺条件下利用SLM可制备出满足承重骨修复体力学性能要求的316L-nHA复合材料,有望改善金属植入体的生物相容性。
关键词:纳米羟基磷灰石;316L不锈钢;生物复合材料;激光选区熔化;力学性能
中图分类号:TG333 文献标志码:A
Microstructure and mechanical properties of stainless steel and nano hydroxyapatite composites fabricated by selective laser melting
CHENG Ling-yu, ZHANG Sheng, WEI Qing-song, SHI Yu-sheng
(State Key Laboratory of Materials Processing and Die & Mould Technology,
Huazhong University of Science and Technology, Wuhan 430074, China)
Abstract: Different compositions of 316L-nHA biocomposites (volume fractions of nano hydroxyapatite (nHA) are 0, 5%, 10% and 15%, respectively) were prepared by selective laser melting (SLM) method. The density and tensile strength of the composites were tested. And their microstructures and fracture morphologies were observed using scanning electron microscopy (SEM). The results show that at the nHA content of 5%, the density and tensile strength of composite are close to those of the pure stainless steel, and the maximum tensile strength of 634.6 MPa is achieved at a scanning speed of 350 mm/s. The tensile strength and density of composites decrease significantly when the nHA content increases to 10%-15% and the maximum tensile strength is 264.4 MPa. The surface energy spectrum shows that HA uniformly distributes in the metal matrix and the micro interface of metal-HA composite presents diffusion characteristic. Due to the difference between nHA and 316L stainless steel in thermal expansion coefficient and abundant P in HA, the cracks develop during the SLM process. When the nHA content gradually increases from 5% to 15%, the crack density increases obviously and the cracks are interconnected. When the nHA content is 5%, increasing scanning speed is helpful to reduce the crack number. When the nHA content increases from 10% to 15%, the inhibitory effect on the crack of increasing scanning speed is smaller due to the increase of P content. Under the condition of appropriate ratio of material and process, using SLM method is able to prepare 316L-nHA biocomposite satisfying the mechanical properties requirement of load-bearing bone repairing, which is expected to improve the biocompatibility of the metallic implants.
Key words: nano hydroxyapatite; 316L stainless steel; bioactive composite; selective laser melting; mechanical property
激光选区熔化( Selective laser melting, SLM)技术基于离散-堆积原理,通过计算机控制高能激光束逐层熔化微细金属粉末,直接成形高性能金属零件[1]。该技术激光光斑可控制在50~100 μm,在成形微细复杂结构方面具有显著优势[2],特别适合人体骨骼修复体的个性化制造[3]。
医用金属材料常用于人体硬组织修复。但大多数金属为生物惰性材料,与天然骨骼接触界面无法自然愈合,长期受载容易失效,造成二次损伤。现有研究主要通过在金属表面镀生物活性陶瓷涂层[4-6]来改善金属植入体的愈合能力。但涂层厚度一般仅有数微米,结合力有限,在人体酸性环境中容易从种植体表面剥落,从而导致种植失效[7]。为此,通过向金属材料中添加陶瓷复合,增加陶瓷与金属的接触界面,提高金属与陶瓷相的结合能力,从而提高金属材料的自然愈合能力。
316L不锈钢(Stainless steel, SS)是目前国际上通用的医用金属材料之一[8-10]。由于其优良的综合力学性能,常被用作骨科、牙科和面部植入物[11]。羟基磷灰石(HA:Ca10(PO4)6(OH)2)是一种生物陶瓷,其化学组成和结晶结构与人骨成分高度相似,具有优异的生物相容性和生物活性[12-15]。如果能制备HA和316L不锈钢的复合材料,则可较好地满足人体硬组织对力学性能和生物相容性的要求[16-17]。
目前,国内外的学者[14-18]主要是采用传统粉末冶金方法制备316L-HA生物材料,但粉末冶金方法对模具要求高,且难以满足个性化要求。为此,本文作者尝试利用SLM技术制备金属与羟基磷灰石复合材料,实现骨骼修复体个性化定制,同时通过SLM冶金过程,形成金属与陶瓷微接触界面,提高金属材料的自然愈合能力。目前,关于SLM工艺成形316L-HA复合材料的研究鲜有报道。HAO等[3]探索了SLM制备316L-HA生物复合材料工艺的可行性,并论述了工艺参数对复合材料致密度、微观组织和力学性能的影 响,但其未研究材料配比对复合材料性能的影响。本文作者以316L不锈钢和纳米羟基磷灰石(nHA)为成形材料,研究SLM工艺条件下材料配比及工艺参数对复合材料性能的影响,为SLM制备316L-nHA复合材料骨骼植入体奠定基础。
1 实验
1.1 材料
采用商用气雾化316L不锈钢粉末,粉末形貌和粒径分布分别如图1(a)和(b)所示。粉末呈球形,平均粒径为28 μm。采用商用纳米HA(nHA)粉末,粉末形貌如图1(c)所示。粉末呈针状,宽度约为20 nm,长度为10~100 nm。316L不锈钢粉末和nHA粉末按体积比95:5、90:10和85:15(即nHA的体积分数分别为5%、10%和15%)采用球磨的方式混合,转速为200 r/min,时间为8 h。混合后的复合粉末形貌如图1(d)所示。nHA颗粒均匀地包裹在316L不锈钢粉末的表面。为叙述方便,以下分别用316L、316L-5nHA、316L-10nHA和316L-15nHA表示4种材料。
1.2 成形设备与工艺
采用华中科技大学研制的HRPM-Ⅱ型SLM系统。该系统应用200 W光纤激光器,波长为(1090±5) nm,光斑直径为50~80 μm,扫描速度为10~1000 mm/s可调,加工层厚0.02~0.08 mm可控,成形在高纯氩气保护下进行。采用课题组前期优化的成形工艺,激光功率为110 W,铺粉层厚为0.02 mm,扫描间距为0.08 mm。工艺方面,本文作者重点研究扫描速度对成形质量的影响,扫描速度依次为250、300、350和400 mm/s。
1.3 力学性能测试
采用排水法测试试样密度。材料的相对致密度(τ)及孔隙率(ε)分别采用如下公式计算:
 (1)
(1)
 (2)
(2)
式中: 和
和 分别是复合材料的实际密度及理论密度。
分别是复合材料的实际密度及理论密度。
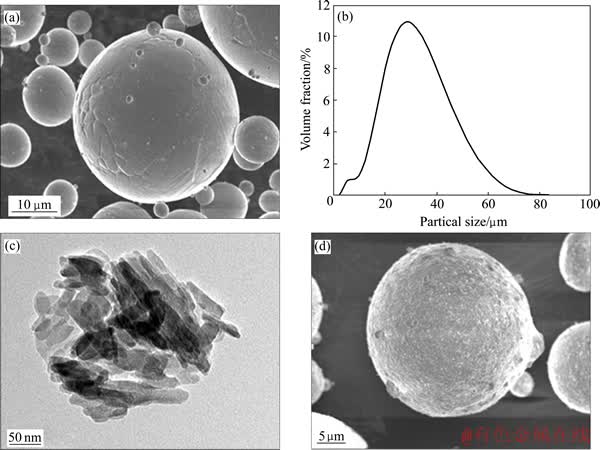
图1 316L不锈钢粉末形貌和粒径分布及nHA粉末的TEM像和316L-5nHA复合粉末的形貌
Fig. 1 Morphology(a) and particle size distribution(b) of 316L SS powder and TEM image of nHA powder(c) and morphology of 316-5nHA composite powder(d)
非标准工字长条状拉伸试样的尺寸为32 mm×7 mm×1.5 mm,标距为10 mm,平行部分宽度为2 mm,每组中有3个样件。利用Zwick/Roell z020型拉伸试验机进行拉伸测试,拉伸速度为1 mm/min,拉伸方向与激光扫描方向一致。试样采用王水(V(HNO3): V(HCl)=1:3)腐蚀50 s,利用JSM-7600F型场发射扫描电子显微镜观察复合材料的微观组织和断口形貌,利用其自带的EDX分析复合材料中的元素分布。
2 结果与讨论
2.1 材料配比与扫描速度对复合材料致密度和抗拉强度的影响
图2所示为SLM成形工艺中,不同扫描速度下不同配比的316L-nHA复合材料的致密度。从图2中可以看出,随着nHA含量增加,复合材料的致密度呈下降趋势;当nHA的体积分数为0、5%、10%和15%时,纯316L不锈钢及316L-nHA复合材料的平均相对致密度分别为98.7%、98.2%、96.3%和95.9%;随着扫描速度增大,纯316L不锈钢和316L-5nHA的致密度呈下降趋势,316L-10nHA的致密度几乎不变,316L-15nHA的致密度升高。
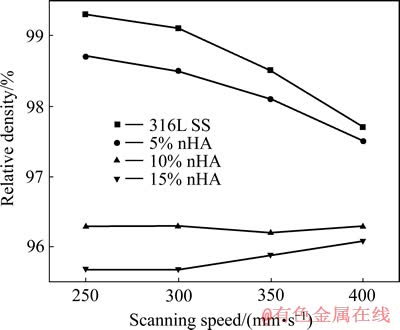
图2 不同扫描速度下316L不锈钢及316L-nHA复合材料的相对致密度
Fig. 2 Relative density of 316L SS and 316L-nHA composites at different scanning speeds
不同配比的复合材料在不同扫描速度下的抗拉强度如图3所示。结果显示,随着nHA含量增加,抗拉强度呈下降趋势,但当扫描速度达到350 mm/s时,316L-5nHA复合材料的抗拉强度达到634.6 MPa,略高于纯不锈钢的。当nHA含量增加到10%及以上时,抗拉强度明显降低,其值分布在123.9~264.4 MPa之间。随着扫描速度的增大,纯不锈钢的抗拉强度呈下降趋势,316L-5nHA及316L-15nHA复合材料的抗拉强度呈先升高后下降的趋势,316L-10nHA复合材料的强度呈上升趋势。
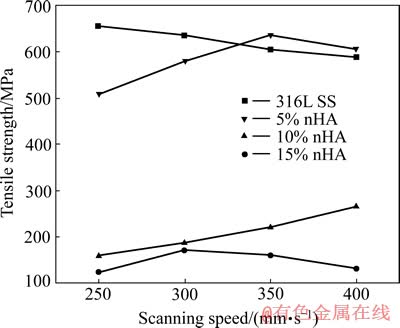
图3 不同扫描速度下316L不锈钢及316L-nHA复合材料的抗拉强度
Fig. 3 Tensile strengths of 316L SS and 316L-nHA composites at different scanning speeds
总体上,随着nHA含量增加,复合材料的致密度和抗拉强度都呈下降趋势。当nHA含量为5%时,复合材料的致密度及强度与纯不锈钢的相近;当nHA含量达到或高于10%时,致密度及强度出现急剧下降。因此,为了保证316L-nHA复合材料具有良好的力学性能,nHA的体积分数应低于10%;随着扫描速度增大,316L-5nHA复合材料的致密度下降,强度先上升后下降,在350 mm/s时达到最大值。故本研究中最佳扫描速度为350 mm/s。
2.2 复合材料试样的拉伸性能
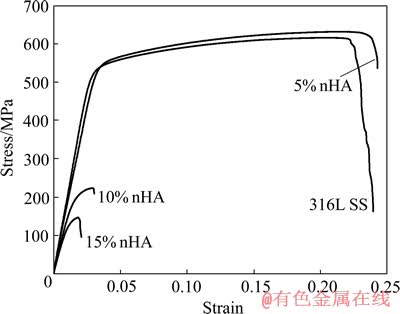
图4 扫描速度为350 mm/s时复合材料的工程应力-应变曲线
Fig. 4 Engineering stress-strain curves of composites at scanning speed of 350 mm/s
图4所示为扫描速度为350 mm/s时复合材料的工程应力-应变曲线。当nHA含量较低时,试样的应力-应变曲线具有完整的弹性和塑性变形阶段,表现出良好的塑性,伸长率达24%。当nHA含量高于10%时,在较低应力下即发生了断裂,表现出明显的脆性断裂特征,伸长率仅为3%。
图5所示为扫描速度为350 mm/s时不同材料的断口形貌。纯316L 不锈钢(见图5(a))和316L-5nHA复合材料(见图5(c))断口形貌中,部分区域(图5(a)中区域Ⅰ和图5(c)中区域Ⅱ)出现沿晶断裂,呈现出脆性断裂特征;部分区域(图5(a)中区域Ⅱ和图5(c)中区域Ⅰ)出现韧窝(见图5(b)和(d)),属于韧性断裂,整个拉伸断口属于混合断裂方式。316L-10nHA及316L-15nHA复合材料中,断口上出现大量“人”字形撕裂带(见图5(e)中区域Ⅰ和图5(f)中区域Ⅱ),呈现脆性断裂特征。
从拉伸特性来看,向纯316L不锈钢中添加少量nHA对材料的拉伸性能影响较小,材料呈现混合型断裂方式;但随着nHA含量的增加,复合材料强度明显降低,呈脆性断裂。
2.3 复合材料试样的微观组织形貌及分析
图6(a)所示为未经打磨抛光处理的SLM成形316L-15nHA复合材料试样原始表面形貌,观察面平行于熔池的扫描方向。复合材料的表面粗糙,有大量的点状突起。高倍SEM观察发现,材料表面为一层白色物质(见图6(b))。图6(c)、(d)和(e)的面能谱结果表明,Ca、P和Fe元素分布均匀。这表明经过SLM过程后nHA均匀地分布在熔池上部的金属基体中。这是由于球磨混粉后,nHA颗粒均匀地包裹在316L不锈钢颗粒的表面(见图1(d)),在SLM过程中熔池内部经历快速冷却,表面张力形成梯度,熔体发生对流,在毛细管流[19-20]的作用下,金属颗粒表面较轻的nHA颗粒被推挤到了熔池上部。与涂层工艺中的金属-陶瓷界面以机械咬合的方式结合相比,该种金属-陶瓷结合方式没有成分突变界面,以弥散的金属-HA微结合界面存在,具有冶金结合特性,结合强度更高。因此,SLM成形的316L-nHA复合材料在人体酸性应用环境中具有良好的抗失效能力。
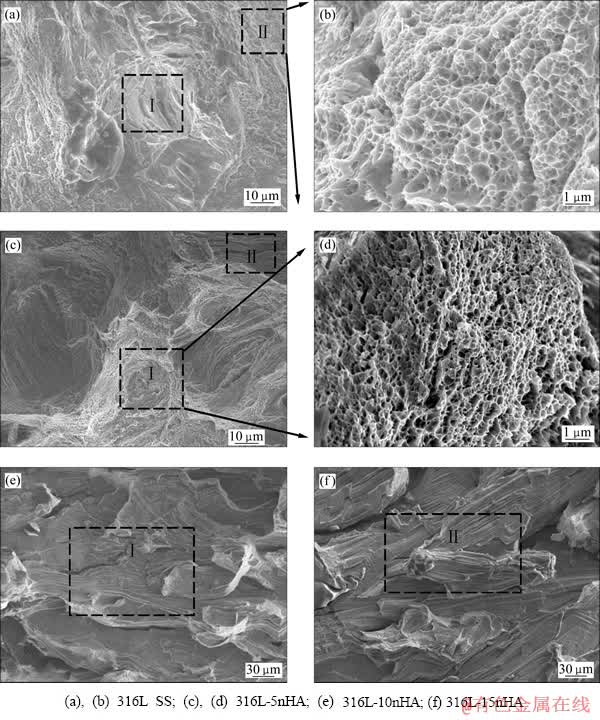
图5 扫描速度为350 mm/s时复合材料的断口形貌
Fig. 5 Fracture morphologies of composites at scanning speed of 350 mm/s
图7(a)~(c)所示为扫描速度为250 mm/s时,不同nHA含量的试样显微组织。纯不锈钢(见图7(a))中没有微裂纹,316L-5nHA(见图7(b))试样出现了连续的扩展微裂纹,裂纹长度为数百微米。316L-10nHA(见图7(c))试样裂纹密度增大,且各裂纹互相连通。SLM工艺是一个急熔急冷的过程,激光与粉末作用的时间一般只有几毫秒,熔体具有较高的温度梯度和冷却速 度,因此制件内易产生热应力并随着时间的推移不断积累在制件内部,当制件内部的残余应力超过材料的屈服强度时,制件内部即产生裂纹释放应力。本研究中, nHA( =16.9×10-6 ℃-1)与316L不锈钢(= 19.6×10-6 ℃-1)的热膨胀系数差异进一步加大了制件内部的残余应力[17]。另一方面,nHA中含有大量的热裂纹敏感元素P,在SLM过程中nHA分解出的P更进一步加剧了裂纹的产生。因此,SLM工艺成形的316L-nHA 复合材料中极易产生裂纹。随着nHA含量的增加,试样内部裂纹密度急剧增大,且裂纹相互贯通(见图7(c)),大量裂纹的聚集导致试样在拉伸时性能显著下降。同时,在拉伸力的作用下,试样沿裂纹被撕裂。不同方向的裂纹扩展,最终裂纹尖端相交于一点,发生断裂,形成“人”字形撕裂带(见图5(e)和(f))。因此,当nHA含量由5%增加到10%时,致密度及抗拉强度出现了显著的变化,断裂方式也转变成脆性断裂。
=16.9×10-6 ℃-1)与316L不锈钢(= 19.6×10-6 ℃-1)的热膨胀系数差异进一步加大了制件内部的残余应力[17]。另一方面,nHA中含有大量的热裂纹敏感元素P,在SLM过程中nHA分解出的P更进一步加剧了裂纹的产生。因此,SLM工艺成形的316L-nHA 复合材料中极易产生裂纹。随着nHA含量的增加,试样内部裂纹密度急剧增大,且裂纹相互贯通(见图7(c)),大量裂纹的聚集导致试样在拉伸时性能显著下降。同时,在拉伸力的作用下,试样沿裂纹被撕裂。不同方向的裂纹扩展,最终裂纹尖端相交于一点,发生断裂,形成“人”字形撕裂带(见图5(e)和(f))。因此,当nHA含量由5%增加到10%时,致密度及抗拉强度出现了显著的变化,断裂方式也转变成脆性断裂。
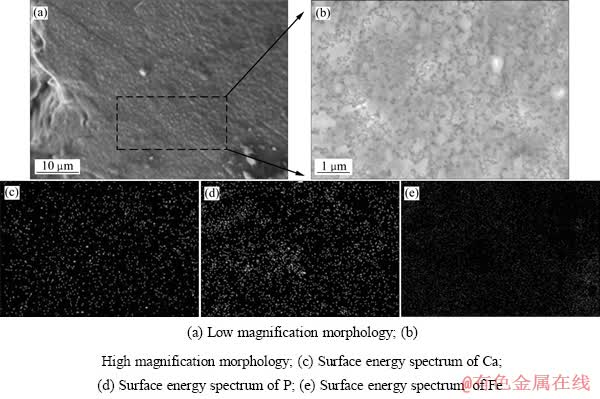
图6 扫描速度为300 mm/s下316L-15nHA复合材料表面形貌及元素面扫描能谱
Fig. 6 Surface morphologies of 316L-15nHA composite at scanning speed of 300 mm/s
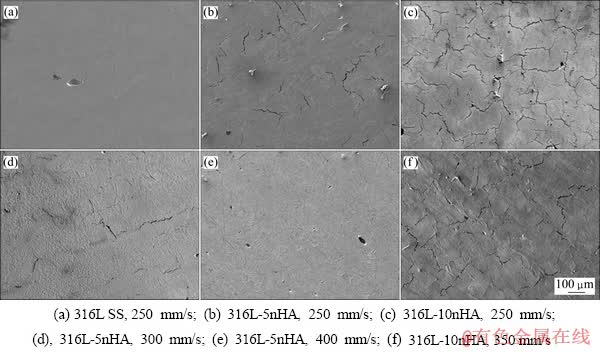
图7 不同扫描速度下经抛光腐蚀后316L-nHA复合材料的显微组织形貌
Fig. 7 Microstructural morphologies of 316L-nHA composites at low magnification after polishing and corrosion
图7(b),(d)和(e)所示为316L-5nHA复合材料试样在不同扫描速度下的微观形貌。当扫描速度较低时(250 mm/s,见图7(b))时,裂纹密度更高;随着扫描速度的增大,裂纹密度减小(300 mm/s,见图7(d));当扫描速度达到400 mm/s(见图7(e))时,试样没有明显裂纹。当激光扫描速度较低时,熔池的冷却速度相对较慢,nHA颗粒作为难熔的杂质被排向晶粒边界,由于nHA中富含P元素,在晶粒边界造成偏析,产生热裂纹[21]。当激光扫描速度较高时,熔池的冷却速度快,一部分nHA颗粒还未到达边界,熔池就发生凝固,裂纹减少。即随着扫描速度增大,裂纹减少,裂纹造成的孔隙率下降,但由于熔池宽度变小导致的孔隙率升高,在两种因素的共同影响下,最终造成复合材料致密度下降趋势较纯316L不锈钢的缓和,nHA含量较高时,致密度甚至增大(见图2)。
同时,随着扫描速度的增大,虽然316L-5nHA复合材料的致密度下降,但由于在微观上,一部分nHA颗粒作为增强相包裹在晶粒中,宏观上,裂纹显著减小,最终导致力学性能出现先上升后下降的趋势,在扫描速度为350 mm/s时抗拉强度达到最大值,高于纯316L不锈钢的(见图3)。
SLM工艺涉及非常复杂的冶金过程,本研究中向纯316L不锈钢添加nHA增加了其冶金过程的复杂性。一方面,部分nHA 在不锈钢中作为陶瓷增强相出现,不同nHA含量及不同SLM工艺条件会导致不同的复合机理出现;另一方面,当扫描速度增大时,孔隙率增加,裂纹密度降低,材料的缺陷是受这两个因素耦合影响的。综合两者可知,抗拉强度随扫描速度的变化规律其实是多个因素耦合的结果,因此,不同nHA含量的复合材料的强度会表现出不同的变化趋势(见图3)。
当nHA含量较低时,增大扫描速度可以避免裂纹产生或降低裂纹密度,但当nHA的含量达到一定值时(体积分数≥10%),P元素的增多增加了材料对裂纹的敏感性,此时增大扫描速度对裂纹抑制作用较小(见图7(c)和(f))。
微观组织观察表明,nHA均匀分布在熔池上部的金属基体中,呈现金属-HA微界面结合特征,具有冶金特性,结合强度较高;nHA的添加使复合材料中产生了微裂纹,随着nHA含量增加,裂纹密度增大,材料的致密度下降,力学性能降低;同时随着扫描速度的增大,裂纹密度减小,nHA含量较高时,增大扫描速度对裂纹抑制作用较小。
3 结论
1) 随着nHA含量的增加,复合材料的致密度和抗拉强度均呈下降趋势,但316L-5nHA复合材料的抗拉强度可达634.6MPa,与纯316L 不锈钢的强度相近;当nHA含量达到或超过10%时,复合材料的致密度及强度明显下降,抗拉强度最高仅为264.4 MPa。因此,为保证316L-nHA复合材料具有良好的力学性能,nHA的体积分数应低于10%;随着扫描速度增大,316L-5nHA复合材料的致密度降低,抗拉强度呈现先升高后下降的趋势,较佳的扫描速度为350 mm/s。
2) 当nHA含量为5%时,复合材料呈现混合型断裂方式,具有较好的塑性,伸长率达24%;当nHA含量达到或超过10%时,复合材料内部裂纹急剧增多,发生脆性断裂,伸长率仅为3%。
3) 由于毛细管流的作用,复合材料中nHA均匀地分布在熔池上部的金属基体中,呈现弥散型金属-HA微界面结合特征,金属-陶瓷结合强度较高。
4) nHA与纯316L不锈钢的热膨胀系数差异,且HA中富含P元素,导致复合材料中产生微裂纹;随着nHA含量增加至10%及以上,裂纹密度明显增大,力学性能显著下降。随着扫描速度的增大,裂纹密度呈减小趋势;但当nHA含量达到或超过10%时,P含量增大,增大扫描速度对裂纹的抑制作用较小。
5) 在适当的材料配比和工艺条件下,利用SLM工艺可制备出满足承重骨修复体力学性能要求的316L-HA复合材料,有望用于承重骨修复,后续还需生物实验检测其生物相容性。
REFERENCES
[1] 魏青松, 王 黎, 张 升, 赵 晓, 史玉升. 粉末特性对选择性激光熔化成形不锈钢零件性能的影响研究[J]. 电加工与模具, 2011(4): 52-56.
WEI Qing-song, WANG Li, ZHANG Sheng, ZHAO Xiao, SHI Yu-sheng. Study on the effects of powder properties on the performance of stainless steel parts produced by selective laser melting[J]. Electromachining & Mould, 2011(4): 52-56.
[2] 闫占功, 林 峰, 齐海波, 颜永年. 直接金属快速成形制造技术综述[J]. 机械工程学报, 2005, 41(11): 1-7.
YAN Zhan-gong, LIN Feng, QI Hai-bo, YAN Yong-nian. Overview of direct metal rapid prototyping and manufacturing technologies[J]. Chinese Journal of Mechanical Engineering, 2005, 41(11): 1-7.
[3] HAO L, DADBAKHSH S, SEAMAN O, FELSTEAD M. Selective laser melting of a stainless steel and hydroxyapatite composite for load-bearing implant development[J]. Journal of Materials Processing Technology, 2009, 209: 5793-5801.
[4] 赵中伟, 陈爱良, 陈星宇, 孙培梅, 李洪桂. 脉冲阴极电沉积羟基磷灰石涂层[J]. 中国有色金属学报, 2005, 15(12): 2023-2027.
ZHAO Zhong-wei, CHEN Ai-liang, CHEN Xing-yu, SUN Pei-mei, LI Hong-gui. Pulsed cathode electrodeposition of hydroxyapatite coatings[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(12): 2023-2027.
[5] 吕晓卫, 林 鑫, 陈 静, 黄卫东. 激光熔覆制备钛基羟基磷灰石涂层[J]. 应用激光, 2011, 31(3): 224-227.
 Xiao-wei, LIN Xin, CHEN Jing, HUANG Wei-dong. Fabrication of hydroxyapatite coating on Ti substrate by laser cladding[J]. Applied Laser, 2011, 31(3): 224-227.
Xiao-wei, LIN Xin, CHEN Jing, HUANG Wei-dong. Fabrication of hydroxyapatite coating on Ti substrate by laser cladding[J]. Applied Laser, 2011, 31(3): 224-227.
[6] 徐淑华, 罗承萍, 王迎军. 羟基磷灰石生物活性梯度涂层材料的界面特点[J]. 中国有色金属学报, 2002, 12(1): 163-167.
XU Shu-hua, LUO Cheng-ping, WANG Ying-jun. Interfacial characterization of hydroxyapatite bioactive gradient coating[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(1): 163-167.
[7] LIN C M, YEN S K. Characterization and bond strength of electrolytic HA/TiO2 double layers for orthopedic applications[J]. Journal of Materials Science: Materials in Medicine, 2004, 15(11): 1237-1246.
[8] DISEG J A, ESCHBACH L. Stainless steel in bone surgery[J]. Injury, 2000, 31(S4): 2-6.
[9] KANNAN S, BALAMURUGAN A, RAJESWARI S. Hydroxyapatite coatings on sulfuric acid treated type 316L SS and its electrochemical behaviour in Ringer’s solution[J]. Materials Letters, 2003, 57(16/17): 2382-2389.
[10] FAN Xin, ZOU Jian-peng, WAN Qian, CHEN Jian, ZHOU Zhong-cheng, RUAN Jian-ming. Bone-like apatite formation on HA/316L stainless steel composite surface in simulated body fluid[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): 347-352.
[11] LAWRENCE J, CHEW H R, CHONG C K, HAO L. Laser modification of the wettability characteristics of a 316L stainless steel bio-metal and the effects thereof on human fibroblast cell response[J]. Lasers in Engineering, 2005, 15: 75-90.
[12] 郑 敏, 樊 丁, 李秀坤, 张建斌, 刘其斌. 激光熔覆钛基生物陶瓷涂层的制备及其界面研究[J]. 稀有金属材料与工程, 2009, 38(11): 2004-2007.
ZHENG Min, FAN Ding, LI Xiu-kun, ZHANG Jian-bin, LIU Qi-bin. Preparation and interface research of bioceramic coating by laser cladding on the surface of titanium alloy substrate[J]. Rare Metal Materials and Engineering, 2009, 38(11): 2004-2007.
[13] YANG Hai-lin, JING Li, FANG Hua-chan, ZHANG Xiang, ZHOU Zhong-cheng, TONG Xiao-yang, RUAN Jian-ming. Influence of FeCrAl fiber on microstructure and mechanical properties of FeCrAl(f)/HA composites[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(3): 711-717.
[14] SILVA G, BALDISSERA M R, de SOUSA  E. Preparation and characterization of stainless steel 316L/HA biocomposite[J]. Materials Research, 2013, 16(2): 304-309.
E. Preparation and characterization of stainless steel 316L/HA biocomposite[J]. Materials Research, 2013, 16(2): 304-309.
[15] 万 千, 阮建明, 邹俭鹏, 周忠诚, 陈成艺. 非对称HA/316L不锈钢梯度生物材料的制备与表征[J], 中国有色金属学报, 2005, 15(12): 1888-1895.
WAN Qian, RUAN Jian-ming, ZHOU Zhong-cheng, CHEN Cheng-yi. Preparation and performance of asymmetrical HA/316L SS functionally gradient biomaterial[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(12): 1888-1895.
[16] 樊 新, 邹俭鹏, 万 千, 陈 剑, 周忠诚, 阮建明. HA/316L不锈钢对称功能梯度生物复合材料的力学性能[J]. 中南大学学报: 自然科学版, 2009, 40(3): 632-637.
FAN Xin, ZOU Jian-peng, WAN Qian, CHEN Jian, ZHOU Zhong-cheng, RUAN Jian-ming. Mechanical properties of HA/316L stainless steel symmetrical functionally gradient biocomposites[J]. Journal of Central South University: Science and Technology, 2009, 40(3): 632-637.
[17] MIAO X. Observation of microcracks formed in HA-316L composites[J]. Materials Letters, 2003, 57: 1848-1853.
[18] 邹俭鹏, 阮建明, 黄伯云, 周忠诚, 申雄军, 周智华. 真空烧结制备316L不锈钢纤维/HA复合生物材料及其理化性能[J]. 复合材料学报, 2005, 22(5): 39-46.
ZOU Jian-peng, RUAN Jian-ming, HUANG Bo-yun, ZHOU Zhong-cheng, SHEN Xiong-jun, ZHOU Zhi-hua. Vacuum sintering fabrication and physico-chemical properties of 316L stainless steel fibre/HA composite biomaterials[J]. Acta Materiale Compositale Sinica, 2005, 22(5): 39-46.
[19] 李瑞迪. 金属粉末选择性激光熔化成形的关键基础问题研究[D]. 武汉: 华中科技大学, 2010.
LI Rui-di. Research on the key basic issues in selective laser melting of metallic powder[D]. Wuhan: Huazhong University of Technology and Science, 2010.
[20] LIU Y, LI J, ZHANG C. Effect of scanning velocity on surface hardening for Ti substrate by CO2 laser[J]. Advanced Materials Research, 2010, 97/101: 3824-3827.
[21] 吴树森, 柳玉起. 材料成形原理[M]. 北京: 机械工业出版, 2008: 1.
WU Shu-sen, LIU Yu-qi. Principles of material molding [M]. Beijing: China Machine Press, 2008: 1.
(编辑 陈卫萍)
基金项目:国家自然科学基金资助项目(51375189);国家“十二五”科技支撑计划资助项目(2012BAF08B03)
收稿日期:2013-06-31;修订日期:2013-09-01
通信作者:魏青松,副教授,博士;电话:027-87558155;E-mail:wqs_xn@163.com

