���±��: 1004-0609(2005)03-0452-06
����������Ŀ��ٳ�����
���ټ�1, ������1, 2, ������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410082;
2. ���ϴ�ѧ Ӧ������ϵ, ��ɳ 410082)
ժ Ҫ: ���ѡ���Լ����ս���ͼ����δ� ���Ƚϵ͵�����, �������緽��Ӧ����ѡ���Լ����ս�(SLS)�ӹ����յ��о��� ����SLS�ӹ����յ��ص�, �о��Ĺ��ղ�������: ��� ɨ���ࡢ ����ʡ� ɨ���ٶȡ� �����¶ȡ� �����֮��ļӹ�ʱ������ɨ�跽ʽ�� ������SLS�ӹ����ղ�����ӹ����Ρ� ������֮���������Ԥ��ģ�͡� ʵ������������ģ�ͼ�����ʮ���Ǻ�, ˵����������ģ���ܶ����ط�ӳ�����ղ�����ӹ����ϱ��Ρ� ������֮��Ĺ�ϵ��
�ؼ���: ���ٳ���; ѡ���Լ����ս�; ���ղ���; ������
��ͼ�����: TK12 ���ױ�ʶ��: A
Rapid prototyping process by neural network
WANG Rong-ji1, WANG Ling-ling1, 2, ZHAO Li-hua1
(1. College of Materials Science and Engineering, Hunan University, Changsha 410082, China;
2. Department of Applied Physics, Hunan University, Changsha 410082, China)
Abstract: To solve the problem of large deforming and poor accuracy of SLS product ,the method of the artificial neural network is applied in the study of selective laser sintering (SLS) process. According to the feature of SLS, the parameters of interest are layer thickness, hatch spacing, laser power, scan speed, work surroundings temperature, interval time and scanning mode. The neural network model on the relationship between the processing parameter and distortion, shrinkage ratio of the job was built. The calculation results of neural network model are in good agreement with the experimental results, which indicating that the neural network model can analysis the relationship quantitatively.
Key words: rapid prototyping; selective laser sintering(SLS); processing parameter; neural network
���ٳ���(Rapid Prototyping, RP)������������귢չ���������Ͳ��ϼӹ�����, �ü���������ɢ�� �ѻ��ļ���˼��, ��CAD������ CNC������ ����ӹ��Ͳ��Ͽ�ѧ������һ��, ����طḻ�˲��ϼӹ�����[1, 2]�� �ڿ��ٳ��ͼ�����, �ѿ����ɹ������ÿ��ٳ�������ѡ���Լ����սᡢ ��������͡� ����������ۻ���������[3, 4]�� ����SLS�ܹ��ӹ��IJ��ϱ��������ٳ��ͼ����ܹ��ӹ��IJ��Ϲ㷺, �ҳ���������֧��, ���SLS���ӱ��ܹ�ע[5, 6]�� Ȼ��, �ù��ռӹ��IJ�Ʒ���ȵ�, �����˸ù��յĽ�һ���ƹ�Ӧ��[7], ��Ʒ���Ƚϵ͵���Ҫԭ���Ǽӹ������д��ڲ��ϵ���������Ρ� Ӱ��SLS�ӹ������в�����������ε���Ҫ�����мӹ����ղ����Ͳ�������, ���мӹ����ղ�����Ӱ���Ϊͻ��[8]�� Ϊ����߳��;��ȡ� ���ٱ���, �б�Ҫ�����ӹ����ղ�����ӹ������в��ϱ��κ�����֮��Ĺ�ϵ, �⽫�����ڼ�ǿ�ӹ����̵Ŀ���, ����ʹ����������ǰͨ��ѡȡ���ʵļӹ�����, �õ�����IJ�Ʒ��
�й�SLS�ӹ����ղ����Բ��ϼӹ����κ�����Ӱ����о���Ҫ��: ���[9]ͨ������SLS�����̵�����ģ��, �о���SLS�ӹ������е�������ʽ����������; ���[10]���ø߷��ӿ�ѧ���������, ������SLS����������ԭ��ͷ�չ����, �Լ����������е������ǡ� �ŵ�[11]�ö�ά����Ԫģ�ͷ������ս�����������Բ���֮��ı仯����, ģ���˼ӹ��¶ȳ��� Williams��[12]������ֵ�����ķ���, �о��˼���ʡ� ���������١� ɨ���ࡢ ������ֱ����ɨ���߳��ȶԼӹ��¶ȳ���Ӱ�졣 Gibson��[13]�о��˼ӹ�����������ӹ������Գ��ͼ���е���ܵ�Ӱ��, �������˼ӹ������Ա���������Ӱ��, ��Ҫ���ǵIJ�������: �ӹ��¶ȡ� ����ʡ� ɨ���ٶȡ� ɨ����Ͳ�� ����Щ�о�ֻ���Եط����˲��ּӹ����ղ����Լӹ����ϱ�����������Ӱ��, ��˶Լӹ������ķ���������ϵͳ��
����SLS�ӹ����ղ����ͼӹ����ϱ��Ρ� ����֮����һ�ֶ�����ķ����Թ�ϵ, ������һ�����ѧģ���������ӹ����ղ����Լӹ����ϱ��Ρ� ������Ӱ�졣 ���������۵�����뷢չΪ�о�������ϵͳ�ṩ��һ��ǿ�����Ĺ���, ������Ҫר�ŵ�֪ʶ���ӵ���ѧģ��, �����ѳɹ���Ӧ���������о�����[14-16]�� ��������Ӧ�������緽���о��˼ӹ����ղ����Ͳ��ϼӹ����Ρ� ����֮��Ķ�����ϵ��
1 SLS�����̺��ղ���
SLS��������ͼ1��ʾ�� ����, �ڼӹ����� �����̷۹����ȵ�����һ������ĩ����, Ȼ�������CADģ�����ɵĽ�����Ϣ, ���ü���ɨ������ĩ, �����ĩ�����ڼ������������������������������ڡ� �̻��γɲ�, ����������, ֱ���ӹ����γɡ�
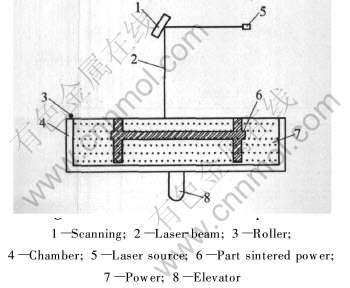
ͼ1 SLS������ʾ��ͼ
Fig.1 Schematic view of SLS process
Ӱ��SLS�ӹ����κ������IJ����϶ࡣ ������Ҫ�о��IJ���Ϊ: ���(lt)�� ɨ����(dh)�� �����(W)�� ɨ���ٶ�(v)�� �ӹ������¶�(��e)�� �����֮��ļӹ�ʱ����(ts)��ɨ�跽ʽ(F) (��ͼ2��ʾ)��
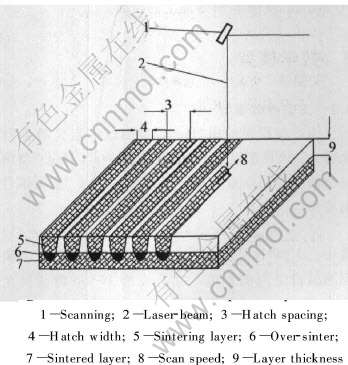
ͼ2 SLS���̲���ʾ��ͼ
Fig.2 Schematic view of SLS process parameters
2 ʵ�鷽���ͷ���
ʵ����û���������ѧ���Ƶ�RPM-���Ϳ��ٳ���ϵͳ(SLS), ����Ϊ����������ѧ���Ƶ�HB���Ͳ��ϡ� Ϊ��ѡ���������ղ�����ȡֵ��Χ, ����ʵ����������, ��̽����ʵ��Ļ�����, ȷ���˹��ղ�����ȡֵ��Χ: ltΪ0.10~0.24mm, dhΪ0.08~0.15mm, WΪ16~40W, vΪ1300~3000mm/s, ��eΪ78~93��, tsΪ0~4s�� ɨ�跽ʽF�б���ɨ��ͷ������ɨ�����֡�
Ϊ������SLS��Ʒ�ijߴ羫�Ⱥͱ���, һ����ñ����Լ�, Ȼ�������Լ���Ҫ���Ժͷ���170���ߴ�, ��������Ƚ�����, �ر����ڳ�������ʱ, �������Ӹ��ӡ� �ڱ��ֵ����ܷ���, �����Լ�ֻ�ܷ�ӳ����ӹ������е������������ܷ�ӳ��SLS��Ʒ�ı��Ρ� Ϊ�˿˷������Լ��IJ���, Pang��[17]�����һ���µIJ��Լ�������H���Ͳ��Լ�, ���ֲ��Լ������˼ӹ������в��ϵı��Ρ� �ڴ˻�����, �����������һ�ָĽ��͵IJ��Լ�������H-���Ͳ��Լ�, ��ͼ3��ʾ�� ��H-���Ͳ��Լ��� ״��, �Ƚ��������졢 �����ͷ���, �ڳ�������ʱ, ʵ�����Ҳ�ܵ�, ������ͬʱ��ӳ��SLS�������еı����������� ��H-���Ͳ��Լ��������ߴ�Ϊ��H-top���� ��B-top���� ��Waist���� ��Ankle���� ��Lateral���͡�Contract���� ���С�H-top���� ��B-top�� ��Waist���� ��Ankle���͡�Lateral��������SLS�ӹ��ı���, ��Contract����ӳ��SLS�ӹ���������
3 ��ѧģ��
3.1 ���ղ���ģ��
SLS����ģ���á�H-���Ͳ��Լ�����IJ���������, ��ģ�������˼ӹ����ղ����롰H-���Ͳ��Լ��ı��κ�������֮��Ĺ�ϵ�� ��H-���Ͳ��Լ��ı���(y1)Ϊ
y1=dH-top+dB-top+dWaist+dAnkle+dLateral(1)
ʽ�� dΪ��H-���Ͳ��Լ���CADģ����ֵ��ʵ�ʲ�����֮��IJ�ֵ, ��dH-topΪH-top�����ߴ�CADģ��ֵ��ʵ�ʲ���ֵ֮��IJ�ֵ��
��H-���Ͳ��Լ������������(y2)Ϊ���Լ���H-���Ͳ��Լ���contract�ߴ�ľ�������������ͼ����۳ߴ�ı�ֵ�� �ӹ����ղ�����x��ʾ:
x=[x1 x2 x3 x4 x5 x6 x7]��
=[lt dh W v ��e ts F]��(2)
SLS�ӹ����ղ����Լӹ����ı�����������֮���Ӱ�������Ϊ
y=F(x)(3)
3.2 ������ģ��
ʽ(3)�����˼ӹ����ղ�������Ρ� ������֮��Ĺ�ϵ�� ���ڼӹ����̵ĸ����Ժͷ���������, ȷ����һ��������ʽ�ļӹ�����ģ���Ƿdz����ѵġ� �������߲���������������SLS�ӹ����ղ�����ӹ����κͼӹ�����֮��Ĺ�ϵ��
�����������, ����B-P������Ӧ����㷺��������֮һ�� Hornik��[18]��֤�������κα������ڵ���������, �������õ������B-P�������ƽ��� ����ģʽӳ�䵽���������ģʽ, ֻ������֪��ģʽ������ѵ��, ����ͨ��ѧϰ, �;���������ӳ������, ������Ҫ�κ���֪����ѧ����֪ʶ�����������ģʽ���ӳ�䡣
���ݷ�����ʵ��, ���������������������ʱ, ��ȷ������������ࡢ �ṹ���ӡ� ����ѧϰʱ�䳤�� ������ɹ���ѧϰ���������緺������� ���սṹ��ģ��С��ѧϰ���������õ��������ܵ�ԭ��, SLS�ӹ����ղ����ͼӹ����Ρ� ����֮���ӳ���ϵ���þ���һ���������BP����������ɺ�����ӳ�䡣 ������Ľṹ��ͼ4��ʾ, �����(i)��7���ڵ�, ������(j)����9���ڵ�, �����(l)��2���ڵ�, �����֮�����ȫ������ʽ�� B-P�����㷨�Ļ���˼����: ͨ�����������Ȩֵ(����ֵ), ʹ�������������ƽ���ʹﵽ��С�� �����㷨���¡�
1) ��ʼ��
����ѡ������ṹ, ����ʼ��Ȩֵ(����ֵ), һ��ȡ��С���������ֵ�� ��������������й�һ��������
2) ����������������������
����������:
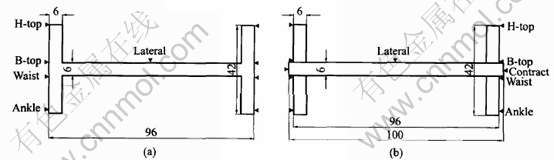
ͼ3 ��H���Ͳ��Լ��͡�H-���Ͳ��Լ�
Fig.3 ��H�� part(a) and ��H-�� part(b) (mm)
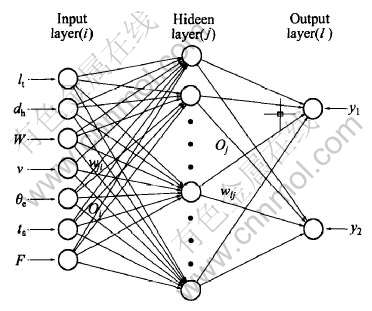
ͼ4 ������ṹ
Fig.4 Structure of neural network

ʽ�� yjk(n)�� Oj(n)Ϊ�������k����Ԫ��n�ε���ʱ�����; wji(n)Ϊ���������(i)��������(j)��Ȩֵ����; xΪ�������; fΪ�������
�����������sigmoid����, ��:
ʽ�� ylk(n)�� Ol(n)Ϊ������k����Ԫ��n�ε���ʱ�������
3) ���������Ŀ�꺯��
��ejΪ��P��������n��Ȩֵ����ʱ�����, djΪ������������, ��:
ej(n)=Oj=dk(n)-y(l)k(n)(7)
��N��������������Ŀ�꺯��EAVΪ

��Ϊ������ѧϰ״�������ۡ� �б�: ��EAV�ܦ�, ���Ц�ΪԤ��ȷ����, �š�0, ���㷨����; ����, ������(4)��
4) ��������
�������, ����EAV�����ݶ��½������������, ������Ȩֵ
�������:
4 ���������
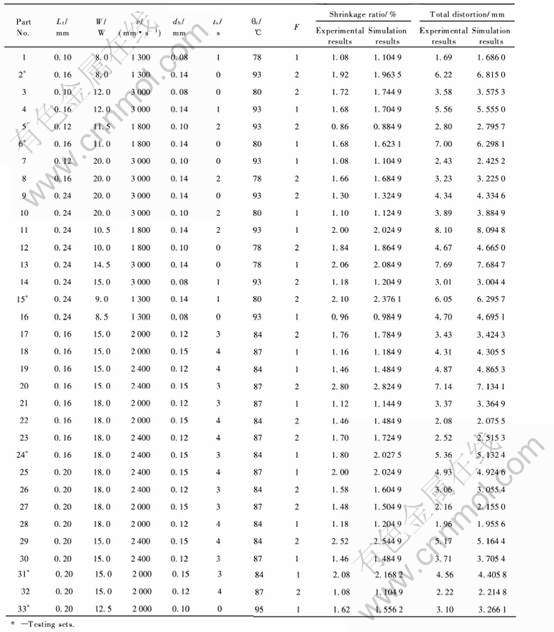
Ϊ��ȷ����SLS�ӹ����ղ����Լӹ����κ�������Ӱ��, ��SLS�ӹ����ղ���: lt�� dh�� W�� v�� ��e�� ts�Լ�F�Լӹ����κ�������Ӱ������˷����� ���ѡȡ33��ʵ�������е�27����Ϊ�������ѵ������, �����6����Ϊ���������
ʵ������������ģ�������ڱ�1�� ������ѧϰ�����ܱ���Ԥ��������Ϊ0.059mm, ��С���Ϊ0.04mm, ƽ��Ԥ�����Ϊ0.05mm; ������Ԥ��������Ϊ0.0249mm, ��С���Ϊ0.0249mm, ƽ�����Ϊ0.0249mm�� �������������ܱ���Ԥ��������Ϊ0.7019mm, ��С���Ϊ0.1542mm, ƽ�����Ϊ0.3484mm; ������Ԥ��������Ϊ0.2761mm, ��С���Ϊ0.0435mm, ƽ�����Ϊ0.126mm�� �����ܱ��ε������Խϴ�, �������ܱ�����5���������ݵ��ۼ�, �ӹ����Ͳ������Ƚϴ���ɵġ� ����������������Ԥ��ֵ��ʵ��IJ���ֵʮ�ֽӽ�, ˵����������ģ�͵ķ�������ǿ, ����ѡȡ������
��������˵��������ģ������ȷ����SLS�ӹ����ղ�����ӹ����Ρ� �ӹ�����֮��Ķ�����ϵ�� ����, �����緽���ڿ��ٳ������������е�Ҳ�гɹ�Ӧ�á� Lee��[19]�������緽���о���SLA�ӹ����ղ����Լӹ����ε�Ӱ��, ��Ҫ���ǵĹ��ղ����в�� ���̻���Ⱥ�ɨ���ࡣ �ŵ�[20]�������緽���о���LOM�ӹ����չ���, �����һ��LOM���ٳ����ղ���Ԥ��ķ����� ģ���о��˳��Ϳ�Ľ�����ͳ�����, ����ѹ�����¶ȡ� ��ѹ���Ľ����ٶȺ���ѹ���Ļس��ٶȵ�Ӱ�졣
5 ����
1) ��ʵ��Ļ�����, �о��˼ӹ����ղ����ͼӹ����ϱ��Ρ� ����֮���������ģ��, ʵ������������ģ����ʮ���Ǻ�, ˵��������ģ���ܽ���SLS�ӹ����ղ�����ӹ����ϱ��Ρ� ����֮��Ķ�����ϵ��
2) ��1 �˹�������ģ������ʵ����
Table 1 Simulation results of ANN and experimental results
2) �����ģ��SLS�ӹ����ղ����Լӹ����ϱ��κ�����Ӱ���������ģ���ܹ��ƹ㵽�����Ŀ��ٳ��ͼӹ�ϵͳ��
REFERENCES
[1]������, ����Ԫ, ��Խ��. ��������������ƵĿ���ԭ�����������о�[J]. ��е����ѧ��, 2003, 39(1): 56-60.
SUN Yu-wen, JIA Zhen-yuan, WANG Yue-chao. Rapid prototyping manufacturing based on cloud data for free-form surface[J]. Chinese Journal of Mechanical Engineering, 2003, 39(1): 56-60.
[2]Maekawa K. Three-dimensional powder fabrication by laser sintering[A]. YAN Yong-nian. Proceedings of Second International Conference on Rapid Prototyping & Manufacturing[C]. Xi��an: Shanxi Science and Technology Press, 2002. 435-449.
[3]McMains S, Smith J, Wang Jian-lin, et al. Layered manufacturing of thin-walled parts[A]. Proceedings of Detc00 2000 ASME Design Engineering Technical Conferences[C]. Bartimore, Maryland: ASME, 2000. 1-9.
[4]Hui S M, Choi K H, Hee S, et al. Determination of fabrication orientation and packing in SLS process[J]. Journal of Materials Processing Technology, 2001, 112: 236-243.
[5]Pham D T, Dimov S, Lacan F. Selective laser sintering: applications and technological capabilities[J]. Pron Instn Mech Engrs B, 1999, 213B: 435-450.
[6]Leong K F, Phua K K S, Chua C K, et al. Fabrication of porous polymeric matrix delivery devices using the selective laser sintering technique[J]. Proc Instn Mech Engrs H, 2001, 215H: 191-202.
[7]McMains S, Smith J, Sequin C. The Evolution of a layered manufacturing interchange format[A]. Proceedings of Detc02 ASME Design Engineering Technical Conference[C]. Montreal, Quebec, Canada: ASME, 2002. 1-9.
[8]Bugeda G, Cervera M, Lombera G. Numerical prediction of temperature and density distributions in selective laser sintering processes[J]. Rapid Prototyping Journal, 1999, 5(1): 21-30.
[9]������, ����, ʷ����, ��. SLS���μ�������ģ�ͺ�����ģ��[J]. �й���е����, 2001, 12(8): 887-889.
LI Xiang-sheng, HAN Min, SHI Yu-sheng, et al. Model of shrinking and curl distortion for SLS prototypes[J]. Chinese Journal of Mechanical Engineering, 2001, 12(8): 887-889.
[10]���, ������, ʷ����, ��. �߷��Ӳ���ѡ���ս��������о�[J]. ���пƼ���ѧѧ��, 2002, 30(8): 107-109.
WU Chuan-bao, LIU Cheng-mei, SHI Yu-sheng, et al. Investigation on warp and curl in selective laser sintering polymeric materials[J]. Journal of Huazhong University & Technics(Nature Science Edition), 2002, 30(8): 107-109.
[11]�Ž���, ���, �̾�. ѡ���Լ����ս�����¶ȳ���ֵģ��[J]. ������ѧԺѧ��, 2000, 21(1): 30-32.
DU Jian-hong, BAI Pei-kang, CHENG Jun. Numerical simulation of temperature field during selective laser sintering process[J]. Journal of North China Institute of Technology, 2000, 21(1): 30-32.
[12]Williams J D, Decard C R. Advances in modeling the effects of selected parameters on the SLS process[J]. Rapid Prototyping Journal, 1998, 4(2): 90-96.
[13]Ian G, Shi D. Material properties and fabrication parameters in selective laser sintering process[J]. Rapid Prototyping Journal, 1997, 3(4): 129 -135.
[14]Chen J H, Yea Y Z. Neural network-based predictive control for multivariable processes[J]. Chem Eng Comm, 2002, 189: 865-894.
[15]����, ����, �ε�ũ, ��. ���������������������Ԥ��ϵͳ[J]. �й���ɫ����ѧ��, 2000, 10(3): 420-425.
L�a Dong, DING Ke, HE Dan-nong, et al. Artifical neural network based intelligent system for prediction of drawing load[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(3): 420-425.
[16]���佭, �˳���, ��ƽ, ��. �����˹���������������䱾��ģ��ʶ��[J]. �й���ɫ����ѧ��, 2002, 12(5) : 1027-1034.
CHEN Yuan-jiang, PAN Chang-liang, CAO Ping, et al. Identification of rheological constitution model of rock and soil based on artifical neural network[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(5): 1027-1034.
[17]Pang T H, Guertin M D, Nguyen H D. Accuracy of stereolithography parts: mechanism and modes of distortion for a ��Letter-H��diagnostic part[A]. Proc of Solid Free-form Fabrication Symp[C]. Dearborn: Univ Texas, 1995. 170-180.
[18]Hornik K, Stinchcombe M, White H. Multiplayer feedforward networks are universal approximators[J]. Neural Networks, 1989, 2: 25-36.
[19]Lee S H, Park W S, Cho H S, et al. A neural network approach to modeling and analysis of stereolithography process[J]. Proc Instn Mech Engrs B, 2001, 215B: 1719-1733.
[20]������, ���ɺ, �⻪��, ��. �ֲ�ʵ��������ٳ��ι��ղ������˹�����Ԥ��[J]. �й���е����, 1999, 10(12): 1347-1348.
ZHANG Lian-hong, ZHU Ke-shan, WU Hua-da, et al. Using artifical neural network for layer manufacturing parameters prediction[J]. Chinese Journal of Mechanical Engineering, 1999, 10(12): 1347-1348.
(�༭�°���)
�ո�����: 2004-04-09; ������: 2004-12-26
�����: ���ټ� (1971-), ��, ��ʿ�о���.
ͨѶ����: ���ټ�; �绰: 0731-8714770; E-mail: wangrj6623@yahoo.com

