文章编号:1004-0609(2010)S1-s0873-04
电子束冷床熔炼的优与劣
陈 峰,陈 丽,国 斌,彭 强,郭盛祥,毛玲玲
(宝鸡钛业股份有限公司,宝鸡 721014)
摘 要:电子束冷床熔炼在消除高密度夹杂和降低成本等方面具有较强的技术优势而获得广泛的应用。根据电子束冷床熔炼的技术特点,结合生产实践主要探讨电子束冷床熔炼法的优势和局限性,为优化熔炼工艺、合理地应用电子束冷床熔炼技术生产优质钛及钛合金铸锭提供一些思路和借鉴。
关键词:电子束冷床熔炼;熔炼;冶金质量
中图分类号:TG146.2 文献标志码:A
Advantages and disadvantages of electron beam cold hearth melting
CHEN Feng, CHEN Li, GUO Bin, PENG Qiang, GUO Sheng-xiang, MAO Ling-ling
(Baoji Titanium Industry Co., Ltd., Baoji 721014, China)
Abstract: The electron beam cold hearth melting (EBCHM) technology has been widely used due to the technical advantages of eliminating high-density inclusions and low cost. According to the technology feature of EBCHM and integrating the productive practice, the advantages and limitations of EBCHM were discussed. Some ideas and references for optimizing the melting techniques and producing the best titanium and titanium alloy ingots based on EBCHM technology which is reasonably applied were provided.
Key words: electron beam cold hearth melting (EBCHM); melting; metallurgical quality
在航空飞行史上,不少飞行事故是由于钛合金零件存在夹杂引发断裂导致发动机失效而引发的恶性事故,造成极大的损失[1]。航空、航天工程所用钛材,是不允许出现质量问题的。而真空自耗电弧熔炼法因其固有的特点,无法彻底去除高低密度夹杂冶金缺陷。冷床熔炼技术是20世纪80 年代迅速发展起来的一种生产洁净金属的先进熔炼技术,在减少高低密度夹杂能力远远超过3次真空自耗熔炼,已成为当前航空发动机钛合金转动部件不可替代的先进熔炼技术,美国航空标准已将冷床炉熔炼纳入航空旋转件、结构件用钛合金材料必须采用的熔炼技术[2]。
冷床炉熔炼在世界钛工业获得广泛应用,美、俄、日、中等国均有冷床熔炼炉,美国冷床炉熔炼技术发展最成熟,生产能力最大,产能约占钛熔炼总产能的45%。我国冷床炉熔炼也发展迅速,拥有若干冷床熔炼炉,如北京航空材料研究院有1台PAM525型等离子冷床炉;西北有色金属研究院有1台500 kW的电子束冷床炉;宝钛股份有1台2 400 kW大型电子束冷床炉;宝钢特殊钢的3 300 kW等离子冷床炉和3 200 kW电子束冷床炉已完成设备安装,正在调试。预计不久的将来,我国冷床炉熔炼技术将迎来一个大发展期。国内目前仅宝钛股份实现了钛铸锭的工业化生产,我国钛铸锭冷床炉熔炼技术,尤其是钛合金熔炼技术与国际先进水平存在巨大差距。
电子束冷床熔炼具有提纯效果好、夹杂物去除效果好、原料适应性强、铸锭规格多样化和易于控制电子束能量分布等特点。本文主要根据其熔炼特点,结合生产实践探讨该熔炼技术的优势和局限性。
1 电子束冷床熔炼技术原理
电子束冷床熔炼炉是利用高速运动电子的动能转换成热能作为热源,将金属熔化成铸锭的一种真空熔炼设备。它由炉体、真空系统、电子枪、进料机构、坩埚及拉锭机构、供电系统、冷却系统、观察系统和控制系统等组成。电子枪是电子束冷床熔炼炉最重要的系统,其工作原理:在高真空下,电子枪的阴极被加热产生热电子逸出,在加速电压作用下热电子向阳极加速运动,获得高速运动,经过聚焦和偏转系统的控制,使电子成束且准确而密集地轰击到原料的表面,将其动能转变成热能,使金属熔化。电子枪示意图如图1所示。
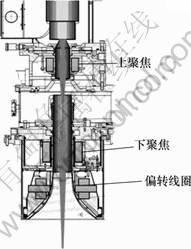
图1 电子枪示意图
Fig.1 Schematic diagram of EB Gun
电子束冷床熔炼与其他熔炼法最大的不同,就是有一个冷床,将熔化、精炼和结晶3个过程分开,液态金属首先滴入熔炼区进行熔化和初步精炼,再流入精炼区进行充分精炼,消除原料中可能混杂的高低密度夹杂物,确保流入坩埚区熔液的纯净化,最后在水冷坩埚内冷凝成铸锭,随着熔化持续进行,凝固的铸锭在拉锭机构的作用下不断从坩埚底部被拉出,最终形成一个整体铸锭(见图2)。
2 电子束冷床熔炼技术的特点
2.1 真空度高
1) 优点:提纯效果好。
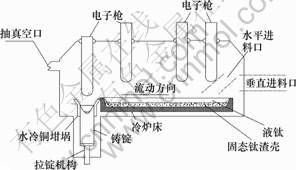
图2 电子束冷床熔炼炉熔炼的示意图
Fig.2 Schematic diagram of EBCHM
真空熔炼的优越性是提纯作用强,真空度及熔池温度越高则提纯效果越好。在真空熔炼中,凡蒸气压为待提纯金属蒸气压100倍左右的杂质,在高温真空精炼时都能有效地除去,如杂质铁、铝、硅等的蒸气压超过钛的100倍,故真空熔炼钛时,这些杂质能有效地除去[3]。
电子束炉的工作真空度高,一般控制在10-2 Pa,同时可方便控制熔速和电子束能量分布,使熔液过热度高且停留时间长,能更有效地去除氢、氯、钙和镁等元素,使其达到很低的水平,因此,其提纯效果更好。难熔金属中的碳、钒、铁、硅、铝、镍、铬和铜等均可挥发除去,其含量达到低于分析法准确范围,有的可达到光谱分析极限水平,比精炼前可降低2个数量级,得到晶界无氧化物的钨和钼[4]。
2) 局限性:金属损失多、成分不易控制。
电子束熔炼真空度远远高于真空自耗电弧熔炼,因此,采用电子束炉生产钛合金时,较基体钛饱和蒸汽压高的元素挥发损失比电弧炉熔炼更强烈,控制难度更大,因此,电子束熔炼钛合金最大的难点是准确控制易挥发元素。
目前,宝钛股份已掌握铝元素控制技术,大量工业化实验表明:电子束熔炼TC4钛合金时,铝元素挥发损失量约0.4%~2.0%,受原料、熔炼真空度、熔炼功率和熔速控制等因素综合影响,其挥发损失量会有所变化。实际生产需根据熔炼设备的特点和具体的生产过程,采取严格的过程控制实现各种工艺参数的良好匹配,经一次电子束冷床熔炼即可生产出合格的TC4铸锭。
2.2 夹杂物去除
1) 优点:去除效果好。
冷床熔炼技术的主要特点是有一个冷床,熔炼过程中可方便控制电子枪功率密度、电子束扫描、熔体在炉床停留时间等,通过高真空提纯和高能量电子束扫描可进一步熔解低密度杂质,有效去除低密度夹杂物;同时高密度杂质(如WC)因密度较大则下沉到冷床的凝壳上,其原理见图3,彻底消除高密度夹杂物,满足纯净化材料的质量要求。
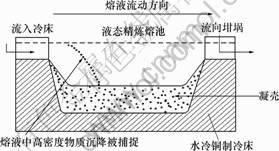
图3 电子束冷床熔炼高密度杂质去除原理示意图
Fig.3 Schematic diagram of eliminating high- density inclusions by EBCHM
2) 局限性:冷床会捕集密度大于基体的物质,造成合金成分不合格。
基于冷床熔炼技术去除高密度物质的原理,熔炼时密度大于基体的物质会沉降在冷床上,使流入坩埚的合金成分发生偏差,甚至产生废品。实践表明,电子束冷床熔炼炉生产TA10合金铸锭,合金添加剂使用钛钼中间合金和纯镍,合金为Ti-0.3Mo-0.8Ni,经一次电子束冷床熔炼,分析检测铸锭表面和冷床中镍元素含量。结果显示,铸锭中镍含量约0.45%,而冷床中镍含量远远高于铸锭,证明在熔炼过程中,镍大量富集在冷床中,主要原因是镍的密度为8.9 g/cm3,远远大于钛的密度(4.5 g/cm3),熔炼中镍在冷床上发生了沉积,造成铸锭镍元素不合格。采用特殊生产工艺可解决此问题,生产出合格TA10合金铸锭。
2.3 熔液搅拌
电子束冷床熔炼炉无搅拌且熔池浅,易于实现“平静熔炼”,抑制结晶偏析。为满足铸锭成分均匀必须严格控制喂料成分的均匀性。国外熔炼Ti-6Al-4V钛合金时,一个成熟的工艺就是将海绵钛与合金添加剂混匀后压制成小块料再进行电子束冷床熔炼。而电弧炉有较强的磁搅拌,其坩埚外缠绕稳弧线圈除满足稳定电弧、安全生产外,还可方便控制熔池搅拌程度。电弧炉熔炼一般熔池较深,可控的磁搅拌可方便实现大熔池搅拌以促进铸锭化学成分均匀。
2.4 铸锭规格多样化和大型化
1) 优点:减少工序、降低能耗、提高成品率,生产特殊规格产品。
电子束冷床熔炼可生产长达8 m,质量达20余t的大规格铸锭,用于生产特殊和超大规格的产品;除可生产常规圆形锭外,还可生产扁形、空心等异形铸锭,扁锭和空心锭可直接轧制板材和管材,减少中间工序,降低能耗,提高产品综合成品率;还可一炉生产1、2或4个铸锭,大大提高生产效率。
单一电弧炉生产一般需多根铸锭通过焊接方法连接在一起再进行重熔,若控制不好,则焊接部位易产生偏析和低密度夹杂等冶金缺陷,同时还可能因焊接质量不良造成掉蛋事故,危害产品质量和设备安全。而电子束冷床熔炼炉生产的是整体铸锭,致密且表面质量好,作为电弧炉熔炼用自耗电极可避免焊接造成的冶金问题,同时再经一次电弧炉重熔,充分发挥电子束冷床熔炼技术去除高密度夹杂和电弧炉大熔池、搅拌强等优势,因此,采用电子束冷床熔炼和电弧炉熔炼可生产优质钛合金。
2) 局限性:电子束冷床熔炼炉生产的铸锭规格多样化和大型化,其铸锭一般超大、超长,对后序热处理、锻造和轧制等生产设备要求高,如需大型加热炉和大型锻造设备等。
2.5 挥发物凝结
1) 电子束炉熔炼真空度高和熔炼温度高,造成熔炼中金属及杂质元素的挥发损失和喷溅损失多,经分析检测,挥发物含有大量氧、氮、碳和铝等元素。为减少出炉、抽空等非熔炼时间,提高效率,电子束炉常采用多炉次连续生产方式,造成大量挥发物冷凝后附着在冷凝罩上。若冷凝物富集过多,冷凝罩不足以承受其质量,熔炼过程中会掉落(见图4),严重影响其产品质量,因此,需严格控制冷凝物富集程度以保证产品质量。

图4 熔炼中冷凝物掉落
Fig.4 Condensate drop in solution
2) 电弧炉必须单炉次生产,同时熔炼过程中自耗电极类似一个盖子,收集可能掉落的微小挥发物或喷溅物,同时可通过每炉次生产前的严格清理即可消除此问题。
2.6 原料适应性强
电子束冷床熔炼能大量回收残料,残料回收可达100%,大大降低生产成本;残废料形状和尺寸要求较松,原料适应强;电子束冷床熔炼可直接使用海绵钛、残料和合金添加剂等原料,无须制备电极,属全能型熔炼设备,一台电子束熔炼炉可将原料直接生产出各种规格的合格铸锭,而电弧炉必须配备价值昂贵的混布料系统和压制、焊接等设备且只能生产圆锭。
2.7 熔炼中断重新熔炼问题
1) 优点:可重新熔炼且质量一致性好。
电子束熔炼是由电子枪发射的电子束轰击到原料表面,将动能转变成热能使金属熔化。若熔炼中断,电子束熔炼可方便地重新启枪继续熔炼,通过增大电子枪功率,逐渐提高熔池深度,不论熔炼中断时间长短均能恢复至跳闸前水平,实现连接处与正常熔炼区内在质量的一致性,如纯钛可重新熔炼,铸锭内部质量一致性好。而真空自耗熔炼,电流是通过自耗电极传递,电弧发生在自耗电极和熔池之间,重新熔炼会造成自耗电极熔化,形成的熔液滴落在电极下面的铸锭头部,若控制不好,则铸锭重新起弧熔炼的部位会存在大量熔瘤且连接强度差,后序熔炼过程中可能会发生连接处掉块或电极断裂、掉蛋甚至电弧击伤坩埚等事故。
2) 局限性(影响合金成分):熔炼钛合金时长时间的电子束烘烤会伴随易挥发合金元素的局部挥发损失,造成局部成分不均匀,影响铸锭质量。
2.8 其他
电子束炉的电子枪系统非常精密,可方便控制电子束在相应区域的停留时间,同时其电子束偏转系统可准确控制电子束运行轨迹,方便地控制能量的分布,真正实现能量的“按需分配”,这一点对熔炼有很大影响。
1) 可有效控制熔池温度分布。若电子束均匀分布在熔池表面,由于坩埚是水冷的,故边部温度低,中心温度高,造成熔池温度不均匀,可利用偏转系统控制电子束在熔池表面的移动,使熔池边部能量较多、中心较少且能量从边部至中心递减,方便控制熔池表面的温度分布。
2) 铸锭表面质量好。电子束熔炼可有效控制电子束运行,实现能量按需分布,以消融铸锭飞边,保证坩埚边部呈熔液且自然冷却凝固,铸锭表面质量好、完全满足后序压力加工要求(见图5)。而电弧炉熔炼的铸锭表面质量由坩埚比、熔炼工艺和操作水平等因素综合影响,铸锭表面质量较电子束熔炼稍差,且不稳定。
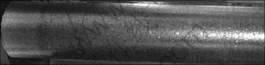
图5 电子束冷床熔炼炉生产的铸锭表面质量
Fig.5 Surface quality of ingot prepared EBCHM
3) 熔池深度浅且可控,利于降低偏析,实现零缩孔。
4) 熔炼中熔炼功率和熔速可单独任意调节;电弧炉熔炼则不同,其功率与熔速紧密联系。
5) 铸锭晶粒度控制容易,通过控制可使熔池变浅、过热度变小,利于获得均质细晶铸锭。而电弧炉生产特点是大电流、高熔速,会因熔池过深产生区域偏析和粗大的柱状晶。
3 结论
1) 电子束冷床熔炼优势明显,但也有局限性,实际生产应扬长避短,生产优质铸锭。
2) 电子束冷床熔炼可生产合格的TC4和TA10等牌号的钛合金铸锭。
REFERENCES
[1] 马济民, 蔡建明. 钛合金等离子冷炉床熔炼技术的发展[J]. 稀有金属材料与工程, 2005, 34(增刊3): 7-12.
MA Ji-min, CAI Jian-min. Development of plasma cold hearth melting technology for titanium alloys[J]. Rare Metal Materials and Engineering, 2005, 34(Suppl.3): 7-12.
[2] LUTJERING G. Ti-2003 Science and Technology[C]//Germany, 2003: 81.
[3] 戴永年. 有色金属真空冶金[M]. 北京: 冶金工业出版社, 1998: 259.
DAI Yong-nian. Non-ferrous metal vacuum metallurgy[M]. Beijing: Metallurgical Industry Press, 1998: 259.
[4] 陈存中. 有色金属熔炼与铸锭[M]. 北京: 冶金工业出版社, 1987: 157.
CHEN Cun-zhong. Non-ferrous metal smelting and ingot[M]. Beijing: Metallurgical Industry Press, 1987: 157.
(编辑 陈爱华)
通信作者:陈 峰;电话:0917-3382431;E-mail: bamtd2004@yahoo.com.cn

