稀有金属 2001,(03),219-221 DOI:10.13373/j.cnki.cjrm.2001.03.018
GH188合金扩散焊工艺研究
刘昌星
北京航空材料研究院焊接与锻压工艺研究室!北京100095,北京航空材料研究院焊接与锻压工艺研究室!北京100095
摘 要:
采用不同的中间层合金及不同的扩散焊工艺焊接GH188薄板 , 通过对焊缝的组织分析 , 优化扩散焊工艺参数 , 使焊缝完全满足技术要求 , 界面层完全消失 , 形成与基体材料一致的微观组织 , 可进行变形加工。
关键词:
GH188合金 ;扩散焊 ;界面 ;
中图分类号: TG453.9
收稿日期: 2000-11-03
Study on Diffusion Brazing Technology of Alloy GH188
Abstract:
The sheets of alloy GH188 were bonded by different diffusion brazing process using various fillers. By microstructure analysis and the optimization of process parameters, the interface disappeared.The same microstructure characteristics as the base alloy was obtained, and the joint can be subjected to deformation processing.
Keyword:
Alloy GH188; Diffusion; Brazing interface;
Received: 2000-11-03
为适应高推比航空发动机研制的需要, 一方面要求提高材料的工作温度, 另一方面要求采用特殊结构实现对热端工作零部件的强化冷却。一般而言, 常规耐热合金材料的使用温度的提高是有限的, 很难达到发动机热端工作零部件应具备的耐温指标的技术要求, 因而必须采用特殊的冷却结构, 使常规耐热合金能够适应更高的使用温度。层板结构即是可满足这种需要的高效冷却结构。为了使层板结构能够在航空发动机热端零部件上被可靠的应用, 必须解决耐热合金材料有效连接的技术难题, 为此开展了该方面的研究工作。
层板材料选用 GH188 耐热合金薄板, GH188 的工作温度在 1200~1300K 左右, 而热端零部件的实际工作温度在 1800K 左右。为了使 GH188 材料能够在这样高的工作温度下使用, 要求层板结构的冷效在0.7以上
[1 ,2 ]
。制造这样的冷却元件需要采用多层结构, 即将若干层 GH188 薄板通过扩散连接形成整体元件。为便于该元件的安装, 还要求该元件具有很好的变形能力。其具体的技术要求:层板元件在进行弯曲变形 (圆角R =2.4 mm, 弯曲角α ≥90°) 时, 焊缝不开裂。
1 试验用材料
1.1 基体材料
试验用层板结构基体材料为 GH188 钴基耐热合金, 其化学成分列于表1中。
表 1 GH188 主要成分 下载原图
Table 1 Chemical composition of GH 188 alloy
表 1 GH188 主要成分
薄板规格为:0.5 mm 的轧制状态板材。
1.2 中间层合金
作为扩散焊用中间层合金的成分设计而言, 为了得到韧性好的焊缝, 通常希望中间层合金中含脆性化合物形成元素尽量少;而为使合金具有更好的工艺性能以适应焊接工艺的技术要求, 希望合金中含有足够多的降熔元素。由于上述两方面之间是相互矛盾的, 为了协调两者之间的矛盾, 通过大量的试验, 设计确定了两种中间层合金, 其成分列于表2中。
表 2 中间层合金化学成分 下载原图
Table 2 Chemical composition of filler alloy
表 2 中间层合金化学成分
中间层合金的形式为快淬非晶态薄带, 其规格为:宽 20~50 mm, 厚 0.02~0.04 mm。
2 试验设备及扩散焊工艺
2.1 试验设备
扩散焊采用ZKH-1型真空扩散焊炉进行。
主要技术参数:最高加热温度1250℃;真空度1×10-2 Pa;最大压力 2500 KN;有效加热空间Φ 400 mm×500 mm。分析仪器采用JEOL JKS-5600LV 扫描电子显微镜。弯曲试验用仿型压头进行三点弯曲。
2.2 扩散焊工艺
采用两种扩散焊工艺进行对比分析研究, 扩散焊工艺参数列与表3中。
表 3 扩散焊工艺参数 下载原图
Table 3 Technical parameter of diffusion bonding
表 3 扩散焊工艺参数
3 试验结果与分析
3.1 接头组织分析
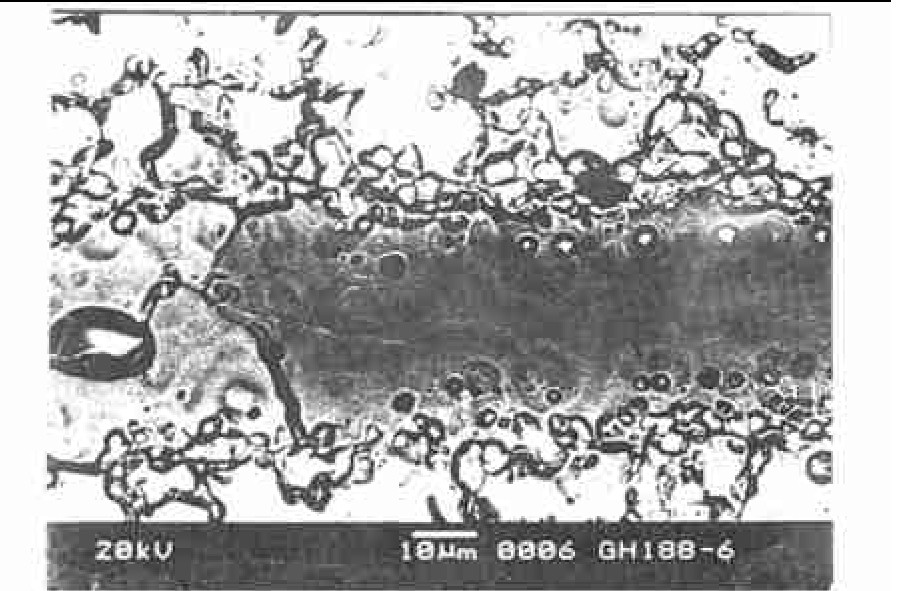
图1为1#合金1#工艺形成焊缝的背散射组织, 从图中可知焊缝中有硅化物存在, 界面清晰。通过能谱分析知界面上存在较厚的富钨硅化物层。
图1 1#合金1#工艺焊缝的显微组织
Fig .1 Microstructure of joint with process 1# and filler alloy 1#
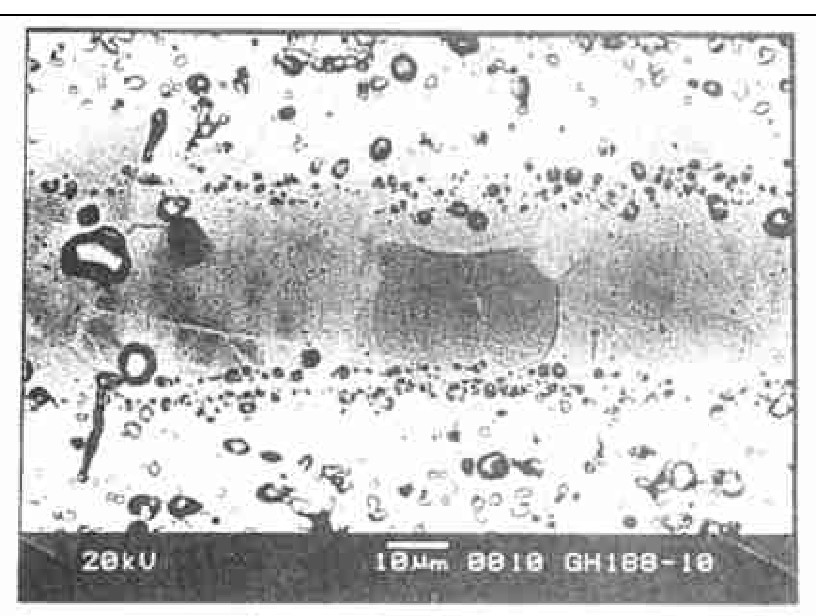
图2为1#合金2#工艺形成焊缝的背散射组织, 与图1相比较, 焊缝中硅化物相数量明显减少, 界面上的富钨硅化物层也明显变薄, 基体与焊缝晶粒度一致。
图3为2#合金1#工艺形成焊缝的背散射组织, 焊缝中硅化物相很少, 经过扩散及固溶过程尚未完全消失。界面虽残留少量细碎的硅化物, 但界面已基本消失, 焊缝与基体形成相互嵌合的晶粒组织。
图2 1#合金2#工艺焊缝的显微组织
Fig .2 Microstructure of joint with process 2# and filler alloy 1#
图3 2#合金1#工艺焊缝的显微组织
Fig.3 Microstructure of joint with process 1#and filler alloy2#
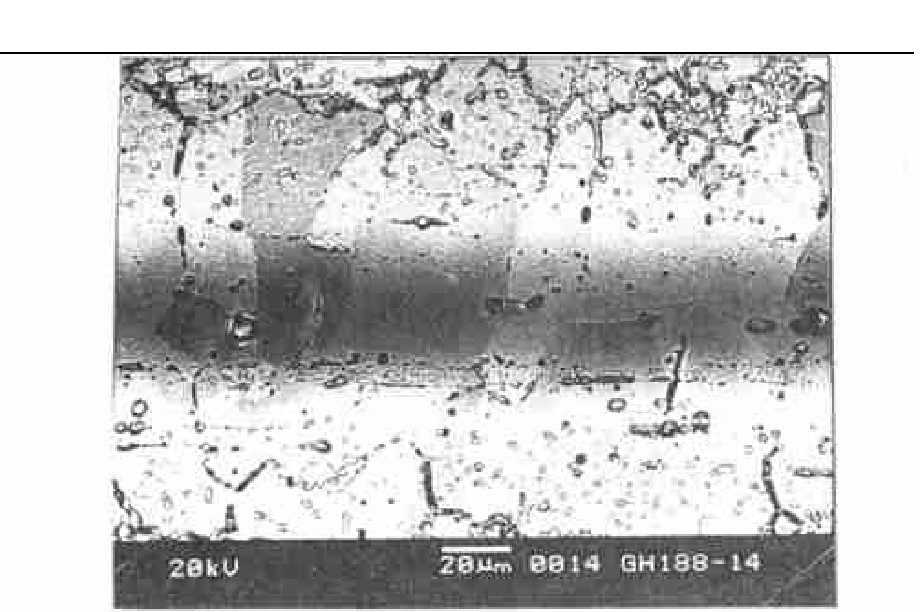
图4为2#合金2#工艺形成焊缝的背散射组织, 焊缝中心的硅化物相已基本消失, 界面已完全消失, 与基体形成相互贯穿的晶粒组织。焊缝中各点能谱分析结果列于表4中。
通过组织及能谱分析可知, 扩散焊温度的提高及保温时间的延长对焊缝组织均匀化是有利的, 但合金中主要降熔元素硅在扩散过程中的行为并不活跃, 其扩散速度慢、扩散距离短, 同时硅元素在基体金属元素中的固溶度都很小 (5%以下) , 不可能将大量的硅固溶于基体材料当中, 因而这种均匀化作用十分有限, 只能在一定程度上减少化合物数量, 使焊缝均匀化。一旦中间层合金中硅含量过高, 则不可能通过改变扩散焊工艺参数的手段使焊缝组织均匀化, 必然造成硅元素在焊缝上的富集, 形成脆性的硅化物 (如图1、2所示) , 使焊缝变形能力下降。当中间层合金中硅含量设计合理时, 在理想的扩散焊工艺条件下, 通过扩散及固溶作用, 使硅含量降到较低的程度, 能够完全固溶于焊缝组织中, 焊缝中硅化物及界面消失, 焊缝与基体材料形成一致的显微组织, 晶粒相互贯穿 (如图3、4所示) , 从而使焊缝的变形能力大大提高。
表 4 焊缝各点的能谱分析 下载原图
Table 4 Energy spectra analysis results of joint point
表 4 焊缝各点的能谱分析
图4 2#合金2#工艺
Fig .4 Microstructure of joint with process 2# and filler alloy 2#
3.2 焊缝弯曲试验
采用仿型压头在试验机上进行三点弯曲试验, 压头圆弧 R =2.4, 1#合金1#工艺试样冷弯角α ≥90°;1#合金2#工艺试样冷弯角α ≥100°;2#合金1#工艺试样冷弯角α ≥120°;2#合金2#工艺试样冷弯角α ≥150°;焊缝产生均匀变形, 未发生开裂现象, 说明接头韧性满足技术要求。
4 结论
1. 扩散焊GH188用2#中间层合金成分设计合理;
2. 采用的2# 1200℃/120 min 扩散焊工艺是合理的;
3. 得到了理想的焊缝组织, 完全满足技术要求;
4. 焊出了合格的层板结构。
参考文献
[1] 刘昌星 第七届全国焊接学术会议论文集 (青岛 ) , 1993, 1- 5 2
[2] 刘昌星 第八届全国钎焊及扩散焊技术交流会论文集 , 大庸 1995 , 16 8