
Effect of Bi addition on microstructures and
mechanical properties of AZ80 magnesium alloy
WANG Ya-xiao1, ZHOU Ji-xue2, WANG Jie1, LUO Tian-jiao1, YANG Yuan-sheng1, 2
1. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China;
2. New Materials Research Institute, Shandong Academy of Sciences, Ji’nan 250014, China
Received 25 September 2010; accepted 25 December 2010
Abstract: The effects of Bi addition on the microstructures and mechanical properties of as-cast AZ80 alloy were investigated. The results show that with the addition of Bi, the coarse eutectic phases are refined and become discontinuous; some flaky and granular Mg3Bi2 phases with a hexagonal structure of D52 are observed along the grain boundaries and between dendrites. The tensile strength and elongation increase first, and then decrease with increasing Bi content. AZ80-0.5%Bi alloy has optimum combination mechanical properties. When the content of Bi is above 1.0% (mass fraction), the amount of flaky Mg3Bi2 phase increases markedly, which splits the matrix and deteriorates the tensile strength and elongation.
Key words: AZ80 magnesium alloy; bismuth; microstructure; mechanical property
1 Introduction
Magnesium alloys are widely used in automotive and aerospace industries, due to their low density, high specific strength, good machinability and good damping capacity. The most widely used magnesium alloys mainly focus on Mg-Al-Zn series alloys, which display excellent castability and low cost[1-3]. The typical as-cast microstructures of Mg-Al-Zn series alloys consist of primary α-Mg and β-Mg17Al12 phase. However, during the process of deformation, the coarse β-Mg17Al12 phase is prone to break, and the cracks tend to propagate along the coarse β-Mg17Al12 phases distributed at grain boundaries, resulting in the final decrease of strength and ductility[4-6]. Therefore, in order to expand the application range of such magnesium alloys, it is necessary to further improve the strength and ductility of Mg-Al-Zn based alloys.
According to the previous research, it was reported that alloying techniques is an effective way to improve the strength and ductility of magnesium alloys. Some alloying elements, such as Ca, Sr and RE, have been proved to generate favorable effects on the improvement of mechanical property[7-11]. Compared with RE, Ag and other precious metals which are commonly used to improve the properties of magnesium alloys, Bi is
cheaper. However, up to now, very few reports have referred to the effects of addition of Bi to magnesium alloys on the microstructures and mechanical properties. Recently, YUAN et al[12-14] have reported the microstructures and mechanical properties of as-aged AZ91 alloys with Bi addition, which showed that, with the addition of 2.0% Bi (mass fraction), the mechanical properties of AZ91 alloy after aging treatment were improved obviously at room temperature and 150 °C. However, the effects of Bi addition on the strengthening and fracture behavior in the cast Mg-Al-Zn based alloys have not been investigated systematically.
Therefore, in the present work, the microstructure, phase composition and mechanical property of AZ80 alloys with trace Bi additions were studied, aiming to understand the effects of Bi addition on the strengthening behavior and fracture failure mechanism.
2 Experimental
The as-studied four alloys were prepared based on commercial AZ80 alloy and pure Bi (Bi≥99.9%). The AZ80 was composed of Al 8.21%, Zn 0.54%, Mn 0.23%, Fe 0.001% and Mg bal. (mass fraction). The Bi addition amounts were 0, 0.5%, 1.0% and 2.0%, respectively.The alloys were melted in an electric resistance furnace under the protection of mixed SF6 and CO2 gas (volume ratio was 1:200). When the AZ80 magnesium alloy was remelted completely at 730 °C, Bi was added into the melt. After being stirred for 2 min, the melt was held at 730 °C for 20 min to homogenize, and then cast into a steel mould preheated to 250 °C.
All the specimens for T6 treatment were firstly held at 415 °C for 18 h, followed by water quenching, and then the ageing treatment was performed at 200 °C for 8 h.
Phase composition was detected by X-ray diffractometry with Cu Kα radiation. The microstructure observation was conducted on optical microscope(OM) and scanning electron microscope(SEM) equipped with an energy dispersive X-ray spectrometer(EDS). The as-cast samples were revealed by 1% ethanedioic acid in water. The as-aged samples were etched by 1.0% nitric acid in alcohol.
3 Results and discussion
3.1 Microstructure of as-cast AZ80 with addition of Bi
Figure 1 shows the microstructures of as-cast AZ80-x%Bi(x=0, 0.5, 1.0, 2.0) alloys. As shown in Fig.1(a), as-cast AZ80 alloy consists of primary α-Mg matrix, divorced eutectic β-Mg17Al12 phase and secondary precipitated β-Mg17Al12 phase. The eutectic phase precipitates in the form of network at grain boundaries. With the addition of Bi, coarse eutectic phase is refined and becomes discontinuous, and new flaky and granular phases occur. With the increase of Bi, the flaky phase becomes coarser. XRD analysis indicates that AZB2 alloy consists of α-Mg matrix, β-Mg17Al12 phase and Mg3Bi2 (Fig.2) with a hexagonal structure of D52[15]. On the basis of microanalysis and XRD pattern, the flaky and granular precipitates are identified as Mg3Bi2.
The average grain size of AZ80-Bi alloys is shown in Fig.3. The average grain size of as-cast AZ80 alloy is 408 μm, and the grain size is decreased to 348 μm with the addition of 0.5% Bi. When the contents of Bi are increased to 1.0% and 2.0%, the grain sizes are decreased to 339 μm and 331 μm, respectively. Further increase of Bi cannot produce any significant refinement to the grain size when the content of Bi is above 1.0%.
The effect of Bi on growth kinetics may be attributed to the growth restriction effect of Bi addition. During the solidification process, addition of Bi element is expected to generate a constitutional undercooling diffusion layer ahead of solid/liquid interface, which can hinder the diffusion of Mg and Al atoms, thus lowering the growth rate of α-Mg. In addition, further nucleation can occur when the constitutional undercooling (?Tc) reaches the undercooling required for nucleation (?Tn). Therefore, with the Bi addition, the grain gets refined and the β-Mg17Al12 phase becomes discontinuous[16].
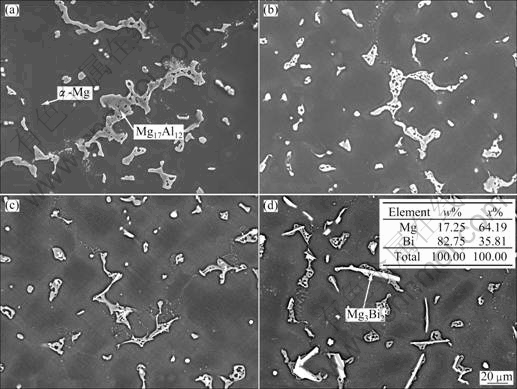

Fig.1 Optical microstructures of AZ80 (a), AZ80-0.5%Bi (b), AZ80-1.0%Bi (c) and AZ80-2.0%Bi (d) alloys
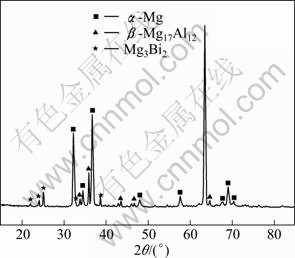
Fig.2 XRD pattern of AZ80-2.0%Bi alloy
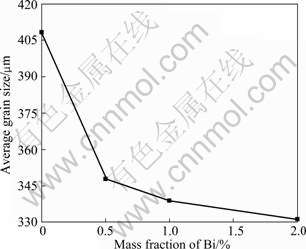
Fig.3 Average grain size of as-cast AZ80-x%Bi alloys
3.2 Tensile properties and fracture analysis
3.2.1 Tensile properties
The tensile test results of as-cast AZ80, AZB0.5, AZB1, AZB2 alloys are shown in Fig.4(a). With the 0.5% Bi addition, the AZB0.5 alloy shows the optimal mechanical property, where the yield strength and tensile strength are improved by 3.2% and 3.0% respectively. Further adding Bi element leads to obvious decrease of mechanical property except for the yield strength of as-cast alloys.
When 0.5% Bi is added, the grain size gets refined from 408.1 μm to 348.0 μm. According to Hall-Petch equation, σ=σ0+kd-1/2[17], the relationship between yield strength and square root of grain size is in inverse proportion, so the refinement of grain size will improve the yield strength of alloys. Meanwhile, the small granular and some discontinuous flaky Mg3Bi2 phases adjacent to Mg17Al12 will also act as the barriers for dislocation slipping together with Mg17Al12 to improve the yield strength.
Figure 4(b) shows the tensile test results of AZ80-Bi alloys after T6 treatment ((415 °C, 18 h) + (200 °C, 8 h))[18]. After aging treatment, the yield strength and tensile strength are improved in a wide range, while the elongation is decreased compared with the as-cast alloys. The yield strength of as-aged AZB0.5 is increased from 99.4 MPa to 132.0 MPa, which is improved by 8.2% compared with as-aged AZ80 alloy.
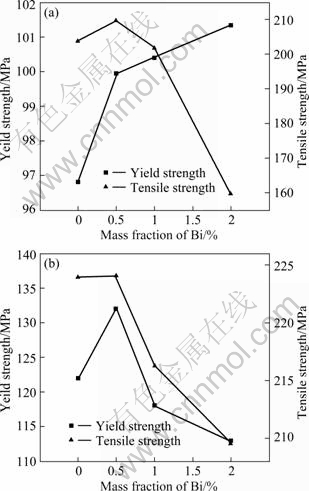
Fig.4 Tensile test results of as-cast (a) and as-aged (b) AZ80-Bi alloys
After T6 heat treatment, because of the existence of continuous precipitation (C.P.) of Mg17Al12 shown in Fig.5(a), the strength of as-aged alloy is higher than that of as-cast alloy. When Bi content is less than 1%, the yield strength of the alloy is improved by 8.2% to a maximum due to the dispersion strengthening by Mg3Bi2 and the suppression of discontinuous precipitation (D.P.) of Mg17Al12. However, with further increase of Bi content, although the strengthening effect of Mg17Al12 precipitation still exists, the coarse flaky Mg3Bi2 phases shown in Fig.5(b) are prone to splitting the α-Mg matrix, which is the key factor to cause the final decrease of the mechanical property.
3.2.2 Tensile fracture analysis
The SEM fractographs of as-cast AZ80, AZB0.5, AZB1 and AZB2 alloys are shown in Fig.6. It can be found that after the addition of Bi, the fracture mechanism has not been changed, the fractographs consist of cleavage planes and some tear ridges, and some secondary cracks are also observed on the fracture surface. This indicates that the fracture mechanism of AZ80-Bi alloys is quasi-cleavage fracture mode. When the content of Bi increases to 2%, a large quantity of flaky phases are observed on the fracture surface, as shown in Fig. 6(d). The phase of arrow A in Fig.6(d) is identified as Mg3Bi2 as well according to the results of EDS and XRD (Fig.2).
The microstructure near the fracture surface of as-cast AZB2 alloy is shown in Fig.7(a), which shows that the white Mg3Bi2 phase is broken into two parts perpendicular to the loading direction, which corresponds to the white flacks on the fracture surface as shown in Fig.7(b). During the process of loading, the coarse intermetallic phase generally acts as the primary site of cracks initiation. Consequently, the crack will propagate along the dehiscent phase, inducing the final rupture. It was reported that the micro-crack originates from brittle Mg17Al12 phase in AZ80 alloy [6]. In the present study, the coarse Mg3Bi2 phases in the AZB2 alloy are the primary sites of crack initiation. When the Bi addition is 0.5%, Mg3Bi2 phase will play a positive role in the strengthening behavior rather than deteriorate the mechanical property due to it more refined microstructure.
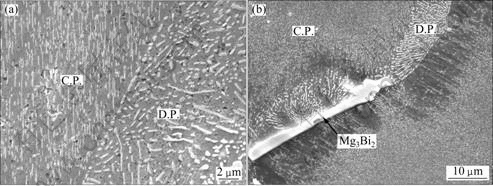
Fig.5 SEM images of AZ80 (a) and AZB2 (b) alloys after aging at 200 °C for 8 h
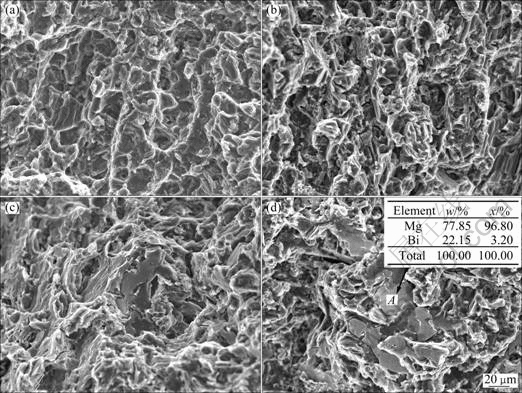
Fig.6 SEM images of tensile fracture surfaces of as-cast AZ80 (a), AZB0.5 (b), AZB1 (c) and AZB2 (d) alloys
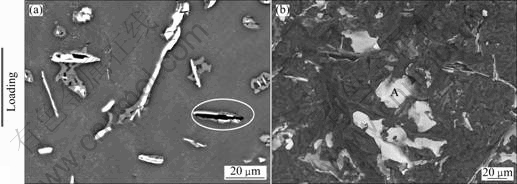
Fig.7 Microstructure near fracture surface (a) and SEM fractograph of tensile fracture surface (b) of as-cast AZB2 alloy
4 Conclusions
1) With the addition of Bi into AZ80 alloy, the grain size is decreased from 408 μm to 331 μm. Furthermore, the coarse eutectic phases are also refined and distribute discontinuously.
2) A new Mg3Bi2 phase is formed, and becomes coarse flake as Bi content increases.
3) Because of grain refinement and dispersion distribution of fine Mg3Bi2, as-cast AZB0.5 alloy indicates the optimal mechanical properties. With the increase of Bi content, the coarse flaky Mg3Bi2 phase is prone to crushing, which splits the matrix and deteriorates the tensile strength and elongation.
4) After T6 heat treatment, the yield strength and tensile strength of the alloys are improved remarkably. The yield strength of as-aged AZB0.5 is improved by 8.2% compared with as-aged AZ80 alloy.
References
[1] FRIEDRICH H E, MORDIKE B L. Magnesium Technology [M]. New York: Springer, 2006: 145-157.
[2] MORDIKE B L, EBERT T. Magnesium Properties ― applications ― potential [J]. Materials Science and Engineering A, 2001, 302: 37-45.
[3] YANG Z, LI J P, ZHANG J X, LORIMER G W, ROBSON J. Review on research and development of magnesium alloys [J]. Acta Metallurgica Sinica (English Letters), 2008, 21(5): 313-328.
[4] CHEN Zhen-hua. Magnesium [M]. Beijing: Chemistry Industry Press, 2004: 41. (in Chinese)
[5] TANG Wei, HAN En-hou, XU Yong-bo, LIU Lu. Precipitation behavior and effect of new precipitated β phase in AZ80 magnesium alloy [J]. Transactions Nonferrous Metals Society of China, 2006, 16: s1725-s1728.
[6] YAKUBTSOV I A, DIAK B J, SAGER C A, BHATTACHARYA B, MACDONALD W D, NIEWCZAS M. Effects of heat treatment on microstructure and tensile deformation of Mg AZ80 alloy at room temperature [J]. Material Science and Engineering A, 2008, 496: 247-255.
[7] MIN Xue-gang, ZHU Wen, SUN Yang-shan, XUE Feng. Effect of Ca on microstructure and mechanical properties of AZ91 alloy [J]. Materials Science & Technology, 2002, 10(1): 93-96.
[8] YANG Ming-bo, PAN Fu-sheng, CHENG Ren-ju, TANG Ai-tao. Effect of Mg-10Sr master alloy on grain refinement of AZ31 magnesium alloy [J]. Material Science and Engineering A, 2008, 491: 440-445.
[9] HIRAI K, SOMEKAWA H, TAKIGAWA Y, HIGASHI K. Effect of Ca and Sr addition on mechanical properties of a cast AZ91 magnesium alloy at room and elevated temperature [J]. Material Science and Engineering A, 2005, 403: 276-280.
[10] ZHAO Zu-de, CHEN Qiang, WANG Yan-bin, SHU Da-yu. Microstructures and mechanical properties of AZ91D alloys with Y addition [J]. Material Science and Engineering A, 2009, 515: 152-161.
[11] ZHANG Jing-huai, WANG Jun, QIU Xin, ZHANG Deping. Effect of Nd on the microstructure, mechanical properties and corrosion behavior of die-cast Mg-4Al-based alloy [J]. Alloys and Compounds, 2008, 464: 556-564.
[12] YUAN Guang-yin, ZHANG Wei-min, SUN Yang-shan. Effect of bismuth addition on the mechanical properties of Mg-Al based alloys [J]. Journal of Southeast University, 1999, 29(3): 115-119. (in Chinese)
[13] YUAN Guang-yin, SUN Yang-shan, ZHANG Wei-min. Effect of Bi on microstructure and mechanical properties of as-cast magnesium alloys [J]. Foundry, 1998, 5: 5-7. (in Chinese)
[14] YUAN Guang-yin, SUN Yang-shan, DING Wen-jiang. Effects of bismuth and antimony additions on the microstructure and mechanical properties of AZ91 magnesium alloy [J]. Material Science and Engeering A, 2001, 308: 38-44.
[15] MASSALSKI T B, OKAMOTO H, SUBRAMANIAN P R, KACPRZAK L. Binary alloy phase diagrams [M]. Materials Park, OH: ASM International, 1990: 759.
[16] LEE Y C, DAHLE A K, STJOHN D H. The role of solute in grain refinement of magnesium [J]. Metallurgical and Materials Transactions A, 2000, 31(12): 2895-2906.
[17] AAKELAND D R, PHUL? P P. Essentials of materials science and engineering [M]. Beijing: Tsinghua University Press, 2005: 103. (in Chinese)
[18] DING Wen-jiang. Magnesium science and technology [M]. Beijing: Chemistry Industry Press, 2007: 88. (in Chinese)
添加Bi对AZ80镁合金显微组织及力学性能的影响
王亚霄1, 周吉学2, 王 杰1, 罗天骄1, 杨院生1, 2
1. 中国科学院 金属研究所,沈阳 110016;2. 山东省科学院 新材料研究所,济南 250014
摘 要:研究添加Bi对AZ80镁合金铸态显微组织及力学性能的影响。结果表明:将Bi加入到AZ80镁合金中后,粗大的β-Mg17Al12离异共晶组织被细化并由连续网状分布变为断续状;晶界处和枝晶间出现具有六方D52结构的针状和颗粒状的Mg3Bi2相。力学性能测试结果表明:随着Bi含量的增加,抗拉强度和伸长率先升高再降低,AZ80-0.5%Bi合金的综合力学性能最优;当Bi含量超过1.0%(质量分数)时,针状相明显变多并粗化,加载时容易开裂而割裂基体,导致力学性能降低。
关键词:AZ80镁合金;Bi;显微组织;力学性能
(Edited by LI Xiang-qun)
Foundation item: Project (2007CB613700) supported by the National Basic Research Program of China
Corresponding author: YANG Yuan-sheng; Tel: +86-24-23971728; Fax: +86-24-23844528; E-mail: ysyang@imr.ac.cn
DOI: 10.1016/S1003-6326(11)60770-X

