DOI: 10.11817/j.ysxb.1004.0609.2020-37462
������AZ80þ�Ͻ�����������������֯��Ӱ��
�����Σ���˳�ɣ��� 骣���Ծ�����ʴ��ף�������
(�㶫ʡ������ӹ��о��������� 510650)
ժ Ҫ��������������Ƶ�þ�Ͻ�����������װ���Ʊ���ֱ��154 mm��AZ80þ�Ͻ�������ϵͳ�о�������AZ80þ�Ͻ���������������������֯��Ӱ�죬���������������̽�֡����ý����������������������ʱ�������������ʯī���ڱ����γ���һ���������Ĥ���ı�������ͽᾧ���ĽӴ���ʽ���Ƚ���״̬���Ӷ��Ʊ�����Ʒ�ʵ�AZ80þ�Ͻ���������������ѹ�������ӣ���������ִ��ƫ������Ƥ��ƫ����õ����ƣ�������֯�õ�������ϸ����������ѹ�����ӵ�0.4 MPaʱ������Ƥ��ƫ�����ȴ�1252 ��m����628 ��m������R/2���IJ������ߴ�Ͷ���֦�����������С������������֯��ϸ����Al��Zn��MnԪ�صĺ��ƫ���õ��˸��ơ�
�ؼ��ʣ�AZ80þ�Ͻ�������������������������������֯
���±�ţ�1004-0609(2020)-03-0499-08���� ��ͼ����ţ�TG292 ���� ���ױ�־�룺A
þ�Ͻ���б�ǿ�Ⱥͱȸնȸߡ������Ժ͵���������ܺõ��ŵ㣬��Ŀǰ����Ӧ������Ľ����ṹ����֮һ����������þ�Ͻ�ѹ�ӹ���������˽ϴ�Ľ�չ����ѹ��Ʒ�ڽ�ͨ���䡢������3C����������Խ��Խ�㷺��Ӧ�á�������þ�Ͻ�ѹ�ӹ���ԭ���ϣ��������Լӹ���Ʒ������������ҪӰ�졣Ŀǰ����ֱ���������Ʊ�þ�Ͻ���������Ҫ�ķ���֮һ[1-3]��Ȼ�����������������������������ͨ�����ڴִ��ƫ�����ͽϺ��Ƥ��ƫ���㣬�ڼ�ѹ�ӹ�ǰ��Ҫͨ������������������Щȱ�ݣ����ؽ����˲��ϵ������ʣ������������ɱ���ͬʱ���ܰ�������ȴ��ʽӰ�죬����������֯�ִ����Ҵ��ڳɷ�ƫ���������˺�����ѹ�ӹ����Ѷ�[4]��
Ϊ����߰���������������������������̽�����о�������������װ�������켼��[5-12]�����У����������켼�����ڳ����ȶ����켼�������Ϸ�չ������һ���Ƚ������췽�������ص����������������ᾧ�����������ͺ�ѹ���������ڽᾧ������ȴ�����γ�һ������ͻ������õ��������Ĥ[13-19]����Ĥ�Ĵ��ڸı���������ᾧ��֮��ĽӴ�״̬���Ӷ����������������ڲ���֯�ͱ���������Ŀǰ�����������켼�������ӹ���ҵ�õ��˹㷺Ӧ��[20]����þ�Ͻ������������ȼ���Ҫ��������Ͻ�IJ�ͬ��Ŀǰ��δ�������������켼���Ʊ�þ�Ͻ������ı�����
Ϊ��̽��þ�Ͻ����������켼����������AZ80þ�Ͻ�Ϊ�о�������������������ᾧ�������ô�ֱ�������ķ����ɹ��Ʊ��˹��Ϊd 154 mm��þ�Ͻ��������о���������AZ80þ�Ͻ���������������������֯��Ԫ�غ�۷ֲ���Ӱ����ɣ����������û���������̽�֡�
1 ʵ��
1.1 ʵ���豸
�����е�ʵ���豸��Ҫ��������ʽ����¯������ֲ��ʵ����崫��ܡ�Һλ����װ�á������ᾧ�������������������װ�õȡ����У������ᾧ���ǹؼ��豸����ṹ��ͼ1��ʾ����Ҫ�����ʽᾧ�����塢���������ܵ�ʯī�����ȶ�����ɡ��ᾧ����������Գ��ж������Ϳ����ף���ĩ�˷ֱ���ʯī���������Ͳۺ��������Ӧ����ˮ�ṹ����˫����ˮ�ף���ˮ���봹ֱ����ļнǷֱ���30���45�㡣������ˮ�ṹ������������ȴˮ���罦����߶���������ȴǿ��[21]��ʯī��������Ⱦ�ѹ���͵Ķ�ߴ�ʯī���ӹ����ɣ��ھ�Ϊ154 mm���߶�Ϊ22 mm��Ϊ��֤�ᾧ����һ����ȴЧ����ʯī���ͽᾧ������֮����ù�ӯ���װ�䡣
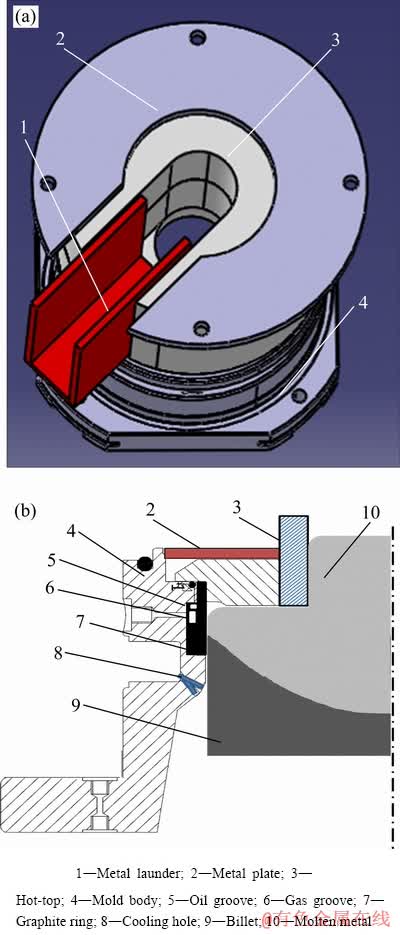
ͼ1 �����ᾧ��3D������ṹʾ��ͼ
Fig. 1 Three-dimensional(a) and profile structural diagram(b) of oil-gas slip mold
1.2 ʵ�鷽��
AZ80þ�Ͻ�Ļ�ѧ�ɷ����1��ʾ��
��1 AZ80þ�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of AZ80 magnesium alloy (mass fraction, %)

ʵ��ѡ�ô���Ϊ(������������ͬ)99.8%�Ĺ�ҵ������99.995%��0��п����99.95%��1��þ����Al-10Mn�м�Ͻ���Ϊԭ���ϡ�ԭ���Ϸ�������¯��������Ϊ�˱�������������������������������ˢͿ�ϡ����������RJ-2�Ÿ��Ǽ����ǣ���ͨ��������б������������¶ȴﵽ730 ��ʱ��C2Cl6���о�������������30 min���������¶Ƚ���710 ��ʱ��ʼ������ע������ͨ��Ԥ�ȹ��Ĵ������������ƽ̨�ϵ���Һ���ڣ�����������ᾧ���ڣ�ͨ�����ڴ�������������ƽᾧ���ڵ�Һλ�߶ȡ���Һ�ء����ۺͽᾧ���ڵ�Һ�������SF6+Ar���������б������������������ֱ�ӽӴ���ʵ����õ������ٶ�Ϊ120 mm/min����ȴˮ����Ϊ1.8 m3/h��
�����䶳������Ϊ���ʣ��ù���װ�������巽ʽ��ᾧ�����͡�Ƶ��Ϊ2��/min�����͵Ĺ�����Ϊ2 mL/min������ѹ��Ϊ4 MPa��
ʵ����ø�������(���ȡ�99.99%)��Ϊ������ʣ��ɹ���װ�������������ķ�ʽ��ᾧ��������ʵ�鷢�֣��ڽᾧ��������Һλ�߶ȱ����ȶ�����������£���������ѹ������0.4 MPaʱҺ�濪ʼ���ڣ����������ݴ�Һ���ݳ����������������ƻ��˱��汣���㣬������������������ʱ����ȼ�գ���˽������������ѹ������Ϊ0.4 MPa��
������ʱ����������װ�ý����ͺ�����ֱ��Ϳ�����ע��ʯī�����Ͳۺ������ڣ��ͺ�����ѹ����������ʯī���ڻ�ϲ�ͨ������������ʯī���ڱ��γ�����Ĥ����ͼ2��ʾ��

ͼ2 ʯī���ڱ�������Ĥ��Ƭ
Fig. 2 Picture of oil-gas film on inner surface of graphite ring
Ϊ�˿�������ѹ�������������������֯��Ӱ�죬ѡ�����ѹ��Ϊ0��0.2��0.4 MPa�����½��жԱ����顣�����ѹ�����͵�0 MPaʱ�����ͽ���������ѹ��������ʯī��������ʯī���ڱ����γ��㡣ͬʱ�������Ͳۺ�����֮���ʯī���С���Ͳۺ�ʯī���ڱ���֮��ıں�����ڲ�ͨ�������³���ע�ͣ����ͻ����������ڣ��������������ڽ���������Ӱ��ᾧ����ʹ�á���ˣ����ѹ����Ϊ0 MPaʱֹͣ��Ӧ���͡�
�ڲ�ͬ�����ı��㡢1/2�뾶��(R/2)�����IJ�λ�ֱ�ȡ������������ĥ���⡢��ʴ����и�Ĥ������ʹ��ƫ��������Ƥ��ƫ���������֯���з��������ý��߷�����Image Pro-plus��������ͳ�������ľ����ȺͶ���֦����ࡣ
2 ���������
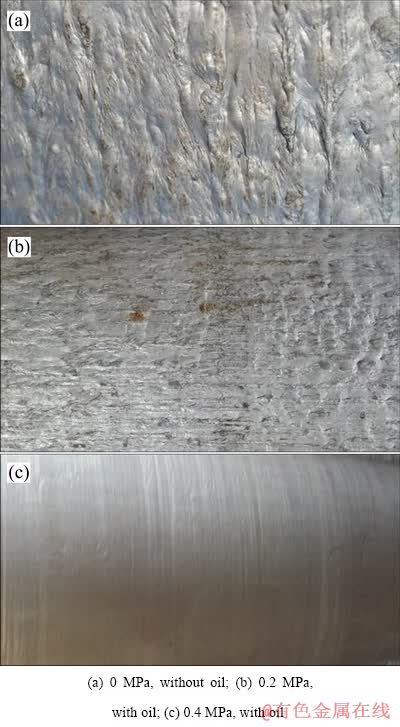
ͼ3 ��ͬ�������������Ʊ������ı�����Ƭ
Fig. 3 Surface pictures of billets prepared under different oil-gas slip conditions
ͼ3��ʾΪ��ͬ�������������Ʊ��������ı�����Ƭ����ͼ3��֪��������ѹ��Ϊ0 MPa��δע���������Ʊ�����������dz��ֲڣ������Ե�ƫ������ƫ������ƽ���߶�Լ1 mm�����������������Ʊ���������������ѹ�������ӣ����������������Ը��ơ�������ѹ��Ϊ0.2 MPaʱ������ƫ����������С���߶Ƚ���Լ0.3 mm��������ѹ�����ӵ�0.4 MPaʱ��ƫ������ȫ��ʧ����������⻬�����ƾ��档
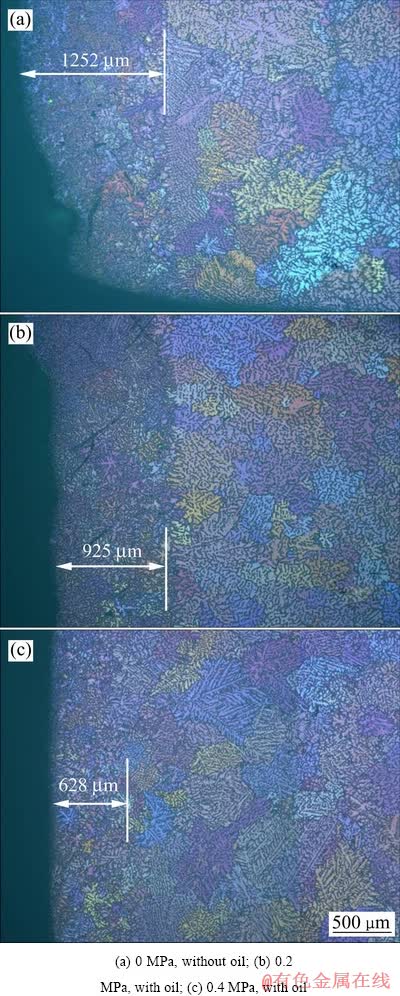
ͼ4 ��ͬ�������������Ʊ�������Ƥ������֯
Fig. 4 Subsurface microstructures of billets prepared under different oil-gas slip conditions
���ð����������Ʊ������������̹����������ʷ���ϵ����Ӱ�죬��Ƥ�»��γɷ�ƫ���㣬�ں������μӹ������л������ѵ�ȱ�ݡ����μӹ�֮ǰ����ͨ�������ķ�����Ƥ��ƫ����ȥ���������Ҫ��������Ƥ��ƫ���㡣ͼ4��ʾΪ��ͬ����ѹ����������Ƥ��ƫ���������֯��Ϊ�����ܱ���ƫ������Ӱ�죬��������ȡ��ʱ�����ܿ�����ƫ�����������ƽֱ�⻬��λ��ȡ������ͼ4��֪��AZ80þ�Ͻ�����Ƥ����֯��Ҫ��ϸ����ɣ����ڲ���֮֯�������Եķֽ��ߡ�δ������������Ƥ��ƫ������ԼΪ1252 ��m���������������Ʊ�������Ƥ��ƫ���������Խ��ͣ�������������ѹ�������Ӷ���С��������ѹ��Ϊ0.2 MPaʱ��ƫ������ԼΪ925 ��m��������ѹ������0.4 MPaʱ��ƫ�����ȼ�С��628 ��m��
�����ʯī���ĽӴ���ʽ�Լ��Ƚ���״̬��Ӱ��þ�Ͻ�����������������Ҫ���ء��ڲ�ͨ���������½��а�����ʱ������ͨ���ȶ�����ᾧ������ʯī��ֱ�ӽӴ��ܵ�һ����ȴ������������ʯī������������ȴˮ���ߡ���һ����ȴ�����£����忪ʼ���̣��γɳ�ʼ���̿ǣ������������ǣ���������ƶ��뿪�ᾧ�������������������ȴˮ��ֱ����ȴ�����¼��������γ�������
�������ýᾧ������IJ����Ƕ������Ͻ�����ʯī���ĵ�����������[22]�����������ʼ���̵�λ�ÿ���ʯī���϶ˡ����̿��γɺ�ʼ��������ʯī��֮���γ���϶��������϶������������½ᾧ�������̿ǵ���ȴ����Ѹ�ٽ��͡������̿��ڲ���δ���̵ĸ������弰�ᾧDZ�ȵĹ�ͬ�����£����۵��������ۣ��������徲ѹ�������̿�����ѹ���Ĺ�ͬ�����£�����֦����϶�����������棬�γɱ���ƫ������Ƥ��ƫ���㡣
�������������½��а�����ʱ��þ�Ͻ�������ʯī��֮����һ����ȵ�����Ĥ������������ѹ��Խ������Ĥ�������ѹ��ҲԽ��þ�Ͻ������ھ������������£�
 (1)
(1)
ʽ�У�FmΪʯī���������֧������FfΪ����Ĥ������ʩ�ӵ�ѹ������ghΪ���徲ѹ�������Ц�Ϊ�����ܶȣ�gΪ�������ٶȣ�hΪ����߶ȡ�
��δʩ�������������½�������ʱ��Ff=0������ѹ����ȫ���õ�ʯī���ڱ����ϣ���ʱʯī���������֧�����������徲ѹ����
������������ʱ������Ĥ�������ѹ�������˲������徲ѹ������ʼ���̿��������ƶ�ʱ(����Ħ������Ϊ��)���ܵ���Ħ����fΪ
 (2)
(2)
���ͺ�����������õ����ʣ������õ���Ч�������Խ������̿Ǻ�ʯī��֮���Ħ�����������������͵�ѹ���㶨���䣬�������Ĥ��ѹ���������ѹ�������������ʽ(2)���Կ�������������ѹ�������ӣ����̿���ᾧ��֮���Ħ������С��������Ĥѹ�������徲ѹ���൱ʱ��������ᾧ��֮���Ħ����Ϊ�㣬�����ı��������õ����ơ�������������ѹ��������Ĥѹ���������徲ѹ������������ƽ���ܵ��ƻ������ݿ�ʼ�ӽᾧ�������ݳ���
����Ĥ�������Ϊ��Ҫ�ɷֵ����������䵼��ϵ��Զ�������Ͻ����ʯī��[22]��������Ĥ�������£��ᾧ����һ����ȴǿ�ȱ����������������ڽᾧ���ڵij�ʼ���̵�λ�����ƣ������˳�ʼ���̿��������֮��ľ��롣�������ٶȲ��������£����̿��γɺ��Ը��̵�ʱ�������������ܵ�����ˮ��ֱ����ȴ�������ڼ���������۵����ʵ����ۣ���Ч�������˱���ƫ������Ƥ��ƫ������γɣ���һ������������ı���������
ͼ5��ʾΪ��ͬ�����߲���R/2�����IJ�����̬����֯����ͼ5(a)��֪��δ��������Ĥ�������߲��ǵ��͵�֦���ṹ��һ��֦���Ͷ���֦���ִ���R/2��֦������ϸ����һ��֦���Ͷ���֦�������Ա�С�����ֶ���֦���γ���������һ��֦��������(��ͼ5(b))���IJ�֦����R/2��֦���ֻ�(��ͼ5(c))���������ߴ������������ߡ��������������Ʊ����������߲�Ҳ�Ǵִ��֦����֯����һ��֦���Ͷ���֦����δ��������������֦����֯��̡���ϸ(��ͼ5(d)��(g))���������ѹ������������R/2�����IJ�֦���õ�ϸ����һ��֦���Ͷ���֦��������ϸ����̣��Ҿ����ߴ���Ӿ���(��ͼ5(e)��(f)��(h)��(i))��
������ͬ�����߲���R/2�������IJ�λ�ľ����ȣ�ȡ��ƽ��ֵ���бȽϣ�������2��ʾ���ɱ�2��֪��δ���������������߲���R/2�����IJ��ľ����ȷֱ�Ϊ768��387��464 ��m�������������������Ʊ�����������������ѹ�������ӣ�������֯�õ���ϸ������R/2�����IJ��ľ����ȸ��ӽӽ���������ѹ��Ϊ0.4 MPaʱ�������߲���R/2�����IJ������ȷֱ�513�� 228��264 ��m��
�������������°�����ʱ������Ĥʹ����ͽᾧ��֮�䲻ֱ�ӽӴ��������˽ᾧ����һ����ȴǿ�ȡ��������õĽᾧ��������˫��ˮ����ȴ�ṹ����������ȴˮ������ǣ�������������ȴˮ���罦����߶���������ȴǿ�Ⱥ���������������[21]������һ�䡢ǿ��������������£�����ҺѨ��dz��ҺѨ�ڲ��¶��ݶȼ�С������˽ᾧǰ�ر߲����в�������¶Ⱥͳɷ־����ԣ��Ӷ������˾�������С�˲�ͬ��λ�����ȵIJ��졣
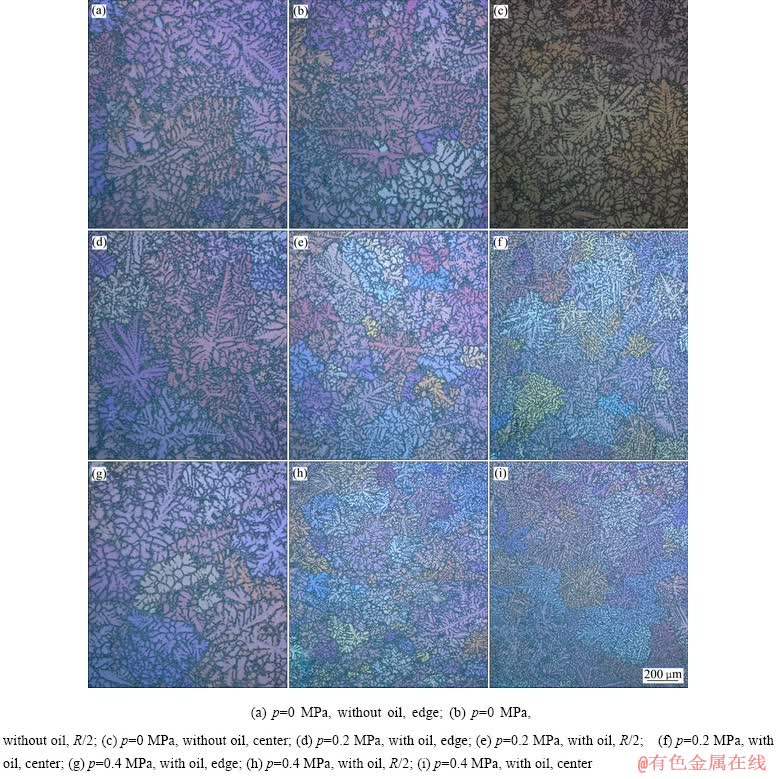
ͼ5 ��ͬ�������������Ʊ������Ľ�����֯
Fig. 5 Metallographs of billets prepared under different oil-gas slip conditions
��2 ��ͬ�������Ʊ������ľ�����
Table 2 Grain size of billets prepared under different conditions
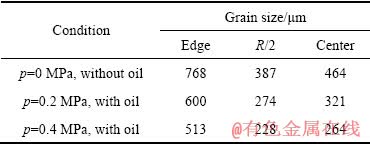
��3 ��ͬ�������Ʊ������Ķ���֦�����
Table 3 Secondary dendrite arm spacing(D) of billets prepared under different conditions
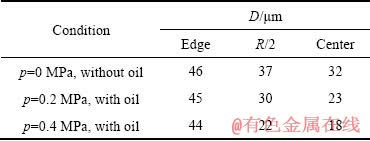
����֦���������������������֯��һ����Ҫ����[23]�����IJ��ý��߷��Խ��������Ķ���֦�����
�в�����ȡ��ƽ��ֵ���бȽϣ�������3��ʾ���ɱ�3���Կ������ڲ�ͬ�������������Ʊ������������沿λ����֦������С�ӽ����������ž������ϱ仯���Ʋ�ͬ��δʩ��������������������� ����R/2���Ķ���֦�����Ϊ37 ��m���IJ���С��32 ��m�������������������������������֦�����ӱ��浽����λ�����Լ�С���������ѹ��Խ����֦�����ԽС�������ѹ�����ӵ�0.4 MPaʱ������R/2���Ķ���֦������С��22 ��m���IJ��Ķ���֦������С��16 ��m��
����֦�����������ȴ���ʺͺϽ����ʾ����ģ��ںϽ�ɷ�һ��ʱ��Ӱ�����֦��������Ҫ��������ȴ���ʡ����ݴ��ȴ������ۣ��Ͻ����ȴ���������֦�����Ĺ�ϵ����[24-25]:
 (3)
(3)
ʽ�У�D�Ƕ���֦����ࣻ������Ͻ�ɷ֡���ȴ������صij�����v�ǺϽ�����ʱ����ȴ���ʡ���ʽ(3)���Կ���������֦�����D������ȴ����v���������ָ����С�������������½��а�����ʱ����ʼ���̵����ƣ�������ѹ��Խ��ʼ���̵�λ�������ˮ��ˮ��λ��Խ��������ȴˮ��ֱ��ǿ�������£���������ʱ��̣���ȴ���������ڴ����ȴ���������£�����֦���������ٶ��ܵ����ƣ�����֦������С�������IJ�����֦��������ϸ������IJ��Ķ���֮�����R/2���ĸ�С���ڲ�ͨ���������½��а�����ʱ��������϶��Ӱ�죬��ʼ���̵�λ�þ������ˮ��ˮ��Զ������ò���������ȴ����˶���֦�������
���ð����������Ʊ���þ�Ͻ�����������Ԫ������������߶ȷ�Χ�ڷֲ������ȣ��γɺ��ƫ����ƫ������ʱ�ή�ͺϽ�ijɲ��ʺ���ѧ���ܡ�������������ϣ��ؾ�����ӱ߲����IJ�ÿ��11 mm��ȡ����м�����û�ѧ�������ⶨAl��Zn��MnԪ�صĺ�����������������̬��֯������Ԫ�غ�۷ֲ���Ӱ�졣Ϊ��С��ͬһ���Ⱦ����������ͬλ����ȡм������м��ֻ�Ϻ����ȡһ���ֽ��з����������ͼ6��ʾ��Al��ZnԪ�شӱ߲����IJ��ʸ�ƫ����MnԪ�غ����������߲����IJ������ߣ�����ƫ����ͬʱ�����������������Ʊ���������Al��Zn��Mn���ֺϽ�Ԫ�ص�ƫ���̶ȱ�δʩ������������ƫ���̶ȵ͡�
AZ80�Ͻ��ڰ������������γ��˷����֦����֦����ۼ��ź��д�������Ԫ�صĽ���Һ������AlԪ�غ�ZnԪ����ɢϵ��K��1���ڽ���Һ��ѹ��������ѹ���������£�����֦����ļ�϶���ⲿ��ɢ���Ӷ��γ��˸�ƫ����MnԪ����þ�Ͻ�������������Ԫ�������γɽ����м仯��������ҺѨ�ײ�����������̽���ʱ�γ���ƫ������
�������������½�������ʱ�����ڳ�ʼ���̵�λ�����ƣ��ӿ���������������ʣ�����������ʱ�䡣
�����������ʵ����ӣ�������֯ϸ��������֦������С��������������֦���ĸ���������������ij����������ܵ����ƣ��Ӷ�����������Ԫ�صĺ��ƫ����
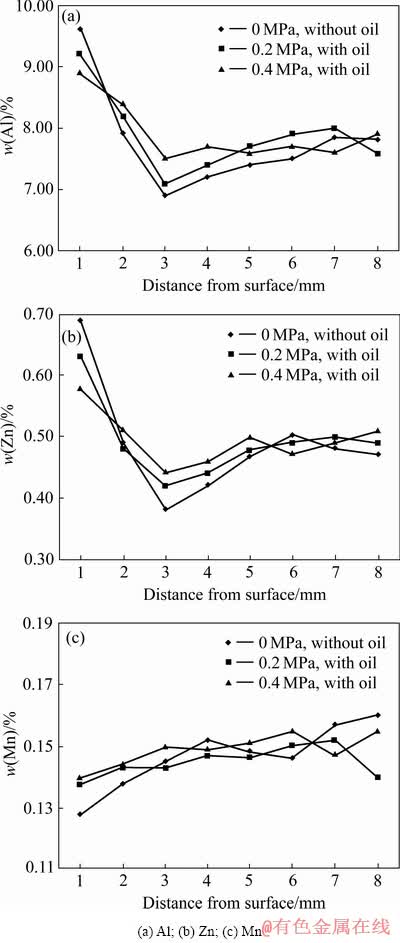
ͼ6 ����Ԫ���ؾ���ķֲ�
Fig. 6 Distribution of solute elements along radius direction
3 ����
1) �������������췽���ܹ��Ʊ�����Ʒ�ʵ�AZ80þ�Ͻ��������������ѹ�������ӣ����������������Ը��ơ�������ѹ�����ӵ�0.4 MPaʱ������ƫ������ʧ������ƫ�����ȼ�С��628 ��m��
2) ������ϸ������������֯����߾����ߴ�����ԣ���С����֦����ࡣ����������֯��ϸ����Al��Zn��MnԪ�صĺ��ƫ���õ��˸��ơ�
3) ������ʱʩ�����ͺ�����γɵ�����Ĥ����������ͽᾧ���ĽӴ���ʽ���Ƚ���״̬������������ı���������������֯��
REFERENCES
[1] �� ��, ������, ����, �Կ���, κȺ��. ���������ն�AZ31þ�Ͻ�������֯��Ӱ��[J]. �������Ͽ�ѧ�빤��, 2011, 34(6): 22-26.
ZHAO Hui, PENG Xiao-dong, WANG Yan-guang, ZHAO Kai-yang, WEI Qun-yi. Effect of semi-continuous casting processing on ingot microstructure of AZ31 magnesium alloy[J]. Ordnance Material Science and Engineering, 2011, 34(6): 22-26.
[2] JI H M, LUO T J, WANG C, CUI J, YANG Y S. Direct chill casting of magnesium alloy under pulsed magnetic field[J]. Materials Science & Technology, 2016, 33(1): 33-39
[3] CARON E, WELLS M A. Secondary cooling in the direct- chill casting of magnesium alloy AZ31[J]. Metallurgical & Materials Transactions B, 2009, 40(4): 585-595.
[4] ������, ���콿, ��Ժ��. AZ80þ�Ͻ��ѹ����ų�������������̵���ֵģ���ʵ���о�[J]. �й���ɫ����ѧ��, 2017, 27(3): 468-476.
JI Huan-ming, LUO Tian-jiao, YANG Yuan-sheng. Numerical simulation and experimental research of low voltage pulsed magnetic field DC casting of AZ80 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(3): 1692-1698.
[5] BOLOURI A, BAE J W, KANG C G. Tensile properties and microstructural characteristics of indirect rheoformed A356aluminum alloy[J]. Materials Science and Engineering A, 2013, 562(1): 1-8.
[6] ZHANG L, LI W, YAO J P, QIU H. Effects of pulsed magnetic field on microstructures and morphology of the primary phase in semisolid A356 Al slurry[J]. Materials Letters, 2012, 66(1): 190-192.
[7] XING Bo, HAO Yuan, LI Yuan-dong, MA Ying, CHEN Ti-jun. Microstructure control of AZ31 alloy by self- inoculation method for semisolid rheocasting[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(3): 567-575.
[8] ZHANG Liang, WU Guo-hua, WANG Shao-hua, DING Wen-jing. Effect of cooling condition on microstructure of semi-solid AZ91slurry produced via ultrasonic vibration process[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 2357-2363.
[9] LIN C, WU S S, LV S L, AN P, WAN L. Microstructure and mechanical properties of rheo-diecast hypereutectic Al-Si alloy with 2% Fe assisted with ultrasonic vibration process[J]. Journal of Alloys and Compounds, 2013, 568: 42-48.
[10] ZHANG Yang, WU Guo-hua, LIU Wen-cai, ZHANG Liang, PANG Song, DING Wen-jiang. Effects of processing parameters on microstructure of semi-solid slurry ofAZ91D magnesium alloy prepared by gas bubbling[J]. Transactions of Nonferrous Metals and Society of China, 2015, 25(7): 2181-2187
[11] GUO S J, CUI J Z, LE Q C, ZHAO Z H. The effect of alternating magnetic field on the process of semi-continuous casting for AZ91 billets[J]. Materials Letters, 2005, 59(14/15): 1841-1844.
[12] MAPELI C, GRUTTADAURIA A, PERONI M. Application of electromagnetic stirring for the homogenization of aluminum billet cast in a semi-continuous machine[J]. Journal of Materials Processing Technology, 2010, 210(2): 306-314.
[13] BISSCHOPS T, VIJFVINKEL J. Large ultra-precision motion feed through designs[J]. Vacuum, 2001, 60(1/2): 161-165.
[14] AOYAMA T, KAKINUMA Y, KOBAYASHI Y. Numerical and experimental analysis for the small vibration of aerostatic guide ways[J]. Annals of the CIRP, 2006, 55(1): 419-422.
[15] BELFORTE G, RAPARELLI T, VIKTOROV V. Modeling and identification of gas journal bearings: Self-acting gas bearing results[J]. Journal of Tribology, 2002, 124(4): 716-724.
[16] SAVOULIDES N, BREUER K S, JACOBSON S, EHRICH F F. Low-order models for very short hybrid gas bearings[J]. Journal of Tribology, 2001, 123(2): 368-375.
[17] FARIA M T C, SAN ANDRES L A. On the numerical modeling of high-speed hydrodynamic gas bearings[J]. Journal of Tribology, 2000, 122(1): 124-130.
[18] EHRICH F F, JACOBSON S A. Development of high-speed gas bearings for high-power density microdevices[J]. Journal of Engineering for Gas Turbines and Power, 2003, 125(1): 141-148.
[19] YU T H, SADEGHI F. Thermal effects in thrust washer lubrication[J]. Journal of Tribology, 2002, 124(1): 166-177.
[20] YU Yun, MA Nai-heng, XU Zhen-ming, LI Jian-guo. Theoretical analysis of the solidification of aluminum alloy billet in air-slip mold[J]. Journal of Shanghai Jiao Tong University (Science), 2004, 9(4): 47-51.
[21] ALLEN J W, WAGSTAFF R B, BOWLES K D. ����Բ���ᾧ����ȴˮ������[J]. ��Ͻ�ӹ�����, 1999, 27(1): 15-18.
ALLEN J W, WAGSTAFF R B, BOWLES K D. Augmented water exit geometry for billet molds[J]. Light Alloy Fabrication Technology, 1999, 27(1): 15-18.
[22] �� �S, ��Сƽ, ���. ��Ĥ�ᾧ���ṹ�봫�ȷ���[J]. �������켰��ɫ�Ͻ�, 2010, 30(5): 400-402.
YU Yun, LI Xiao-ping, LI Jian-guo. Analysis of heat-transfer and structure of air slip mold[J]. Special Casting and Nonferrous Alloys, 2010, 30(5): 400-402.
[23] MUKAI T, YAMANOI M, WATANABE H, HIGASHI K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure[J]. Scripta Materialia, 2001, 45(1): 89-94.
[24] WON Y M, THOMAS B G. Simple model of micro- segregation during solidification of steel[J]. Metallurgical and Materials Transactions A, 2001, 32(7): 1755-1767.
[25] �Ŷ���, �� ΰ, �����, �ű�ƽ. AZ91þ�Ͻ��������ȴ�ٶ������֦�����Ķ�����ϵ�о�[J]. ���Ϲ���, 2007(4): 23-26.
ZHANG Ding-fei, LAN Wei, DING Pei-dao, ZHANG Bao-ping. Quantitative research on relationship between secondary dendrite arm spacing and solidification cooling rate of AZ91 magnesium alloy[J]. Journal of Materials Engineering, 2007(4): 23-26.
Effect of oil-gas slip on surface quality and solidification structure of AZ80 magnesium alloy billets
LI Xin-tao, WANG Shun-cheng, ZHOU Nan, KANG Yue-hua, GAN Chun-lei, LIU Ming-yang
(Guangdong Institute of Materials and Processing, Guangzhou 510650, China)
Abstract: AZ80magnesium alloy billets with diameter of 154 mm were prepared using oil-gas slip casting device designed in dependently. The effects of oil-gas slip on surface quality and solidification structure of AZ80 magnesium alloy billets were systematically studied and theoretically discussed. The results indicate that high quality AZ80 magnesium alloy billets can be prepared by oil-gas casting process. Argon and lubricating oil form an oil-gas film on the inner surface of the graphite ring, which changes the contact mode and thermo exchanging state between melt and graphite ring. With the increase of gas pressure, the coarse segregation tumors and the subsurface segregation layer on the billets surface are inhibited, and the solidification structure is refined obviously. When the gas pressure increases to 0.4 MPa, the thickness of subsurface segregation layer decreases from 1252 ��m to 628 ��m, and the grain size and secondary dendrite spacing at R/2 and center of the billets decrease significantly. Meanwhile, macrosegregation of Al, Zn and Mn elements is improved with the refinement of solidification structures.
Key words: AZ80 magnesium alloy; oil-gas slip; semi-continuous casting; surface quality; solidification structure
Foundation item: Project(2017GDASCX-0117) supported by the Science and Technology Development of GDAS, China; Project(2017A070701029) supported by the Public Welfare Research and Capacity Building of Guangdong Province, China
Received date: 2018-12-07; Accepted date: 2019-11-04
Corresponding author: LI Xin-tao; Tel: +86-20-61086616; E-mail: lxt_hq@163.com
(�༭ ��ѧ��)
������Ŀ���㶫ʡ��ѧԺԺ���Ǹɿ��л���������������ר��������Ŀ(2017GDASCX-0117)���㶫ʡ�����о�������������Ŀ(2017A070701029)
�ո����ڣ�2018-12-07�������ڣ�2019-11-04
ͨ�����ߣ������Σ�������ʦ����ʿ���绰��020-61086616��E-mail��lxt_hq@163.com

