J. Cent. South Univ. Technol. (2008) 15: 147-152
DOI: 10.1007/s11771-008-0029-4

Formation mechanism of gradient-distributed particles and their effects on grain structure in 01420 Al-Li alloy
ZHANG Xin-ming(������)1, 2, YE Ling-ying(Ҷ��Ӣ)1, 2,
LIU Ying-wei(��ӱά)1, 2, DU Yu-xuan(����t)1, 2, LUO Zhi-hui(���ǻ�)1, 2
(1. Educational Key Laboratory of Non-ferrous Metal Materials Science and Engineering,
Central South University, Changsha 410083, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Fine-grained 01420 Al-Li alloy sheets were produced by thermo-mechanical processing based on the mechanism of particle stimulated nucleation of recrystallization. The thermo-mechanically processed sheets were observed to contain layers of different microstructures along the thickness. The precipitate behavior of the second phase particles and their effects on the distribution of dislocations and layered recrystallized grain structure were analyzed by optical microscopy(OM), scanning electron microscopy(SEM), transmission electron microscopy(TEM) and X-ray diffractometry(XRD). The formation mechanism of the gradient particles was discussed. The results show that after aging, a gradient distribution of large particles along the thickness is observed, the particles in the surface layer(SL) are distributed homogeneously, whereas those in the center layer(CL) are mainly distributed parallel to the rolling direction, and the volume fraction of the particles in the SL is higher than that in the CL. Subsequent rolling in the presence of layer-distributed particles results in a corresponding homogeneous distribution of highly strained regions in the SL and a banded distribution of them in CL, which is the main reason for the formation of layered grain structure along the thickness in the sheets.
Key words: 01420 Al-Li alloy; layered grain structure; grain refinement; thermo-mechanical processing; particle stimulated nucleation(PSN)
1 Introduction
Thermo-mechanical processing(TMP) based on particle stimulated nucleation(PSN) of recrystallization is usually used to produce a fine-grained structure for superplastic alloys[1-2]. The basic processing route runs: solution treatment��overaging��rolling��static recrystallization. Rolling in the presence of coarse overaged precipitates (size larger than 1 ��m) results in formation of deformation zones around the precipitates. Then during the recrystallization treatment, nucleation of recrystallizaiton occurs in the highly strained regions of the deformation zones, this process of recrystallization is known as PSN[3-7]. However, the sheet for superplastic forming(SPF) produced by rolling-based TMP usually contains a layered grain structure through the thickness, i.e. equiaxed grains in the surface layer(SL) and elongated grains in the center layer(CL), which seems to be a common and unavoidable problem[8]. Such gradient microstructure, from the surface to the center layer, may influence the superplastic flow behavior. Although there were some investigations on the superplastic flow behavior and the microstructural evolution of such superplastic Al-Li alloy with layered grain structure, few reports were concentrated on the formation mechanism of such layered structure[9-13]. As the final grain structure is directly related to the size and distribution of the second phase particles during PSN, the aim of the present work is to study the formation mechanism of the layered grain structure in 01420 Al-Li alloy by investigating the precipitate behavior of the second phase particles and their influences on the distribution of nucleation sites for the new recrystallized grains.
2 Experimental
The composition of the 8.5 mm-thick hot rolled 01420 Al-Li alloy plate used was Al-5.2Mg-2.1Li- 0.12Zr-0.06Fe-0.04Si-0.002Ti (mass fraction,%). The plate was solution-treated at 470 �� for 2 h, quenched in water and then followed by a two-step overaging
treatment, i.e. firstly overaged at 300 �� for 48 h and then at 400 �� for 4 h, subsequently rolled at 400 �� to the final thickness of about 1.6 mm, finally recrystallized at 510 �� for 30 min in a molten salt bath, then quenched in water. Specimens for optical metallography were mechanically polished and etched by Kellar��s reagent, then analyzed on a XJP-6A optical microscope. Grain size measurements were carried out by the linear intercept method. The average grain size and grain density were calculated according to the national standard practice(GB/T 3246.1-2000). Specimens for scanning electron microscopy were extracted from the longitudinal section of the overaged plate and mechanically polished. A KYKY-2800 scanning electron microscope was used to analyze the second phase particles by secondary electron pattern. Transmission electron microscopy(TEM) observations were conducted on specimens extracted from the longitudinal sections of the overaged plates and rolling surfaces of the rolled sheets and recrystallized material by a TECNAI G220 transmission electron microscope. Energy-dispersive X-ray spectroscopy(EDS) in TEM was used to analyze the precipitate composition. X-ray diffractometer scans were obtained for mid-width, rolling sections using an automated D/max 2550 diffractometer and Cu K�� radiation for 2�� angles from 10? to 90?.
3 Results
3.1 Microstructures of solution-treated and thermo- mechanical processed materials
The three-dimensional grain structure of the initial 8.5 mm thick hot rolled 01420 Al-Li alloy plate after solution-treated at 470 �� for 2 h is shown in Fig.1(a). The plate contains layers of different microstructures along the thickness and the thickness of each layer is about 1/3 of the whole thickness. It can be seen that the microstructure in the two SLs is dominated by typical fibrous structure that is formed due to previous hot-rolling, and only few fine elongated grains of about 3-5 ��m in the normal direction, however, coarse elongated grains of about 10-30 ��m in the normal direction are observed in the CL. The three-dimensional grain structure of the same material after being thermo-mechanically processed to 1.6 mm thick sheet is shown in Fig.1(b). Similar to the solution-treated material, the thermo-mechanically processed 01420 Al-Li alloy sheet contains layered microstructure. The SL material contains fine equiaxed grains with an average diameter of about 10 ��m, whereas the CL material contains coarse elongated grains of about 12 ��m in the normal direction (ND) and 30 ��m in the rolling direction(RD). The thickness of each layer is also about 1/3 of the whole thickness.
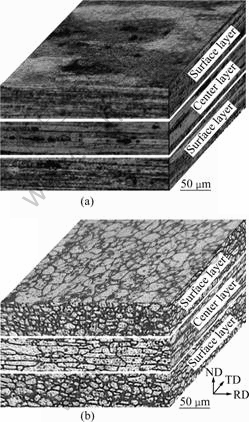
Fig.1 Optical micrographs of 01420 Al-Li alloy: (a) Original 8.5 mm-thick plate after solution-treated at 470 �� for 2 h; (b) Thermo-mechanical processed sheet with thickness of 1.6 mm
3.2 Effects of solution-treated microstructures on distributions of second phase particles
The grain boundaries of the fine elongated grains and the deformed microstructures in the SL are the preferential nucleation sites for the precipitates[14-15] (see Fig.1(a)). The TEM image of the precipitates in the SL overaged at 300 �� for 48 h is shown in Fig.2(a). Fig.2(a) shows a uniform distribution of the second phase particles in the SL, and Fig.2(b) shows that second phase particles mainly precipitate at the grain boundaries in the CL material. The significant difference in the distribution of the precipitates may be attributed to different stored energies between the two layers. Compared with the SL, the CL is observed to be made up of some coarse elongated grains other than deformed structures after solution-treatment, so that the second phase particles mainly precipitate at the high-energy grain boundaries (Fig.2(b)).
In order to determine the thickness of each layer with different characteristics of the precipitates distribution and the particle density in each layer, a series of SEM images were obtained in the longitudinal section. The division of each layer in the overaged material is found to be similar to that after solution-treatment, the thickness of each layer is also about 1/3 of the whole thickness. The particle distributions of each layer produced by overaging at 300 �� for 48 h or at 300 �� for 48 h and then at 400 �� for 4 h are shown in Fig.3. Figs.3(a) and (b) illustrate SEM secondary electron images of the particles in the SL material and Figs.3(c) and (d) illustrate those of the particles in the CL material, which show a significant difference in the distribution of the particles in the SL and CL, especially the particles produced by overaging at 300 �� for 48 h and then at 400 �� for 4 h. After overaging at 300 �� for 48 h, a uniform distribution of the precipitates is observed in the SL (Fig.3(a)), whereas a banded structure of the particles parallel to the RD is observed in the CL. This suggests that the deformation structures and the boundaries of the fine elongated grains in the SL act as a uniform high-energy nucleation sites for the precipitates.
Overaging at 300 �� for 48 h and then at 400 �� for 4 h results in a homogeneous distribution of the particles in the SL (Fig.3(b)), but a more obvious banded distribution of the particles in the CL (Fig.3(d)). The second step of aging-treatment results in the growth of large particles with diameter from 0.8-1.0 to 1.0-1.2 ��m, but dissolution of some small precipitates. This suggests that the latter step of higher temperature aging-treatment promotes the coarsening of the particles. A quantitative
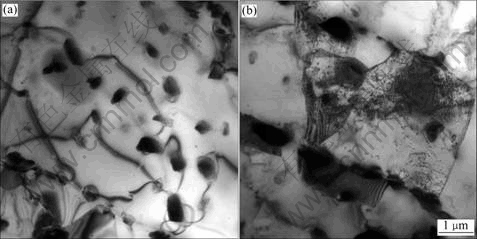
Fig.2 TEM images of second phase particles in 01420 Al-Li alloy after being overaged at 300 �� for 48 h: (a) In SL; (b) In CL
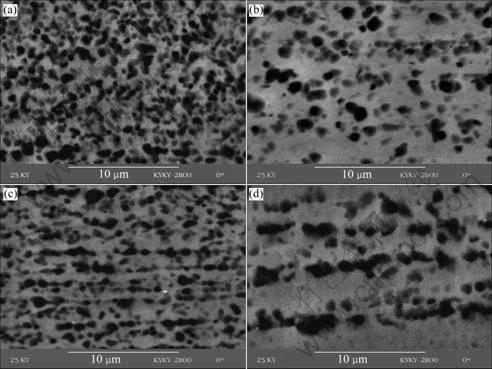
Fig.3 SEM secondary electron images of the second phase particles in 01420 Al-Li alloy: (a) Aged at 300 �� for 48 h in SL; (b) Aged at 300 �� for 48 h and then at 400 �� for 4 h in SL; (c) Aged at 300 �� for 48 h in CL; (d) Aged at 300 �� for 48 h and then at 400 �� for 4 h in CL
description of the coarser extent is shown in Fig.4. Fig.4 illustrates the volume fraction of the second phase particles larger than 0.8 ��m in the SL and CL aged at 300 �� for 48 h (the first aging step) and at 300 �� for 48 h and then at 400 �� for 4 h (the full two-step aging). The second step aging results in an increase of the volume fraction from 4.1% to 4.8% in the SL, and 2.9% to 3.7% in the CL, respectively.

Fig.4 Volume fraction of the second phase particles larger than 0.8 ��m in SL and CL produced by various aging treatments
The composition of the particles can be identified by their diffraction patterns, but the overaged precipitates are too thick to be penetrated by the electron beam, so the attempts to obtain the diffraction patterns of the large particles in TEM are unsuccessful. EDS analysis of the large precipitates shows mainly the presence of aluminum and magnesium, and the 01420 Al-Li alloy aged at 300 �� for 24 h contains large particles of S-phase (Al2MgLi) and ��-phase (Mg2Al3), and small particles of Al3Zr[16-17], both the S-phase and ��-phase particles mainly contain aluminum and magnesium elements, so EDS analysis is hard to identify the phase of the particles. X-ray diffraction patterns of the plate aged at 300 �� for 48 h and at 300 �� for 48 h and then at 400 �� for 4 h are shown in Fig.5. No additional diffraction peak appears during the second step aging at 400 ��, which indicates that no new phases occur during the coarsening of the particles. In addition, Fig.5 indicates the main presence of large particles of S-phase(Al2MgLi) and ��-phase(Mg2Al3), as well as the Fe, Si-rich impurities, in the overaged 01420 Al-Li alloy.
3.3 Microstructures of rolled and recrystallized materials
After overaging, the 01420 Al-Li alloy plate was rolled to about 1.6 mm in thickness. The high density dislocation microstructure created by this step is shown in Fig.6(a), which illustrates that strong deformation zones are formed around the large particles. Fig.6(b) shows the microstructure of the deformed sheet recrystallized at 510 �� for 30 min, in which the large precipitates (shown in Fig.6(a)) are dissolved, while a number of small dispersoids appear, which inhibit the coarsening of the recrystallized grains.
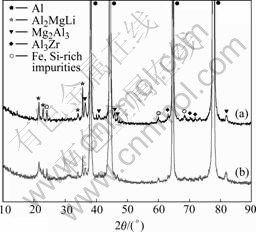
Fig.5 X-ray diffraction patterns of 01420 Al-Li alloy prepared by different overaging treatments: (a) Aged at 300 �� for 48 h; (b) Aged at 300 �� for 48 h and then at 400 �� for 4 h
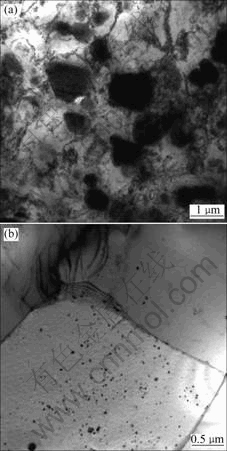
Fig.6 TEM images of 01420 alloy: (a) Rolled alloy; (b) Recrystallized alloy at 510 �� for 30 min
4 Discussion
The effects of the particles on recrystallization in the deformed aluminium alloys are complex. In general, large (��1 ��m) and widely-spaced particles can promote recystallization by providing nucleation sites and driving force for recrystallization due to the formation of high density dislocations around them when the alloy is deformed; small, closely-spaced particles can impede recrystallization and the growth of recrystallized grains by pinning grain boundaries (Zener drag effect)[2]. According to the effect of second-phase particles on recrystallization, it is probable to control the grain size and texture by controlling the particles during thermo-mechanical processing[7].
However, the distribution of the precipitates in the overaged 01420 Al-Li plate is inhomogeneous, as shown previously, along the thickness. The SL contains a uniform distribution of large particles (Figs.3(a) and (b)), whereas the CL contains a banded distribution of large particles (Figs.3(c) and (d)). Subsequent rolling results in the corresponding homogeneous nucleation sites for new grains in the SL, while a banded distribution of nucleation sites in the CL. In addition, due to the brittleness of S-phase, they are usually broken into small particles and then dispersed in the matrix after rolling[16-17]. So during the recrytallization, compared with the CL, the SL can provide uniform nucleation sites for new recrytallizing grains. Furthermore, the small particles of the cracked S-phase that can impede the growth of the grains are also distributed uniformly in the SL material. These result in the grains are finer and more equiaxed in the SL (Fig.1(b)) than that in the CL. In the CL, the banded particles provide banded nucleation sites and the small particles of the cracked S-phase are also distributed parallel to the rolling direction, which can mainly pin the migration of grain boundaries in the normal direction of the sheet. So the recrystallized grains are coarser and elongated in the CL (Fig.1(b)).
The goal of the overaging step is to produce a dispersion of particles sufficiently large to act as nucleation sites for recrystallized grains. Based on the results of previous investigations[3,18], the critical diameter of particles for PSN in 01420 Al-Li alloy is about 0.8 ?m. But not each second phase particle larger than the critical size can successfully nucleate one new recrystallized grain. ZHANG et al[18] found that the fraction of large particles at which PSN successfully occurs (PSN efficiency) was about 1/20. From Fig.5, it can be seen that the volume fraction of large particles (��0.8 ��m) capable of stimulating nucleation of new grains in the SL is larger than that in the CL, so subsequent rolling results in a higher fraction of nucleation sites in the SL.
Furthermore, a temperature gradient exists between the surface and the center of the plate undergoing warm-rolling during TMP, which may promote the gradient distribution of the nucleation sites. The temperature in the SL is lower because it contacts with the roller, which may result in more high strained regions than in the CL. Also, the formation mechanism of layered grain structure during TMP investigated by DU[8] suggested that a shear strain gradient existing between the surface and the center of the plate undergoing rolling could promote the formation of equiaxed grains in the SL.
5 Conclusions
1) Due to different natures of deformed microstructures between the SL and CL in the solution-treated 01420 Al-Li alloy, after the plate aged at 300 �� for 48 h, a gradient distribution of large particles along the thickness is observed. Particles in the SL are homogeneously distributed, whereas the particles in the CL are mainly distributed parallel to the rolling direction. The volume fraction of the particles in the SL is larger than that in the CL.
2) The second step aging at 400 �� for 4 h after aging at 300 �� for 48 h results in the coarsening and increase in the volume fraction of large particles, but dissolution of small particles.
3) Rolling in the presence of layer-distributed second phase particles along the thickness results in the formation of layer-distributed highly strained regions that are the nucleation sites for new grains, which is the main reason for the formation of layered grain structure in the sheet. The SL of the thermo-mechanically processed sheet contains fine equiaxed grains with an average diameter of about 10 ��m, whereas the CL contains coarse elongated grains of about 12 ��m in the normal direction and 30 ��m in the rolling direction, the thickness of each layer is about 1/3 of the whole thickness of the sheet.
References
[1] NIEH T G, WADSWORTH J, SHERBY O D. Superplasticity in metals and ceramics[M]. Cambridge: Cambridge University Press, 1997.
[2] HUMPHREYS F J, HATHERLY M. Recrystallization and related annealing phenomena[M]. 2nd ed. Oxford: Pergamon Press, 2004.
[3] YE Ling-ying, ZHANG Xin-ming, DU Yu-xuan, LUO Zhi-hui. Particle-stimulated nucleation of recrystallization for grain-size control in 01420 Al-Li alloy[J]. Materials Science Forum (Part 2), 2007, 546/549: 889-892.
[4] TROEGER L P, STARKE J E A. Particle-stimulated nucleation of recrystallization for grain-size control and superplasticity in an Al-Mg-Si-Cu alloy[J]. Materials Science and Engineering A, 2000, A293(1): 19-29.
[5] HUMPHREYS F J. Particle stimulated nucleation of recrystallization at silica particles in Inckle[J]. Scripta Materialia, 2000, 43(7): 591-596.
[6] HUMPHREYS F J. Nucleation in recrystallization[J]. Materials Science Forum (Part 1), 2004, 467/470: 107-116.
[7] DOHERTY R D, HUGHES D A, HUMPHREYS F J, JONAS J J, JUUL JENSEN D, KASSNER M E, KING W E, MCNELLEY T R, MCQUEEN H J, ROLLETT A D. Current issues in recrystallization: A review[J]. Materials Science and Engineering A, 1997, A238(2): 219-274.
[8] DU Yu-xuan. Principles and techniques in preparation of superplastic Al-Li sheets[D]. Changsha: Central South University, 2006. (in Chinese)
[9] CHATURVEDI M C, KASHYAP B P, FAN W. Microtextural evolution during superplastic deformation of AA 8090 Al-Li alloy[J]. Materials Science and Technology, 2001, 17(3): 237-248.
[10] FAN W, KASHYAP B P, CHATURVEDI M C. Anisotropy in flow and microstructural evolution during superplastic deformation of a layered-microstructured AA8090 Al-Li alloy[J]. Materials Science and Engineering A, 2003, A349(2): 166-182.
[11] FAN W, KASHYAP B P, CHATURVEDI M C. Effect of composite-like microstructure on superplastic flow and concurrent microstructural evolution in AA8090 Al-Li alloy[J]. Canadian Metallurgical Quarterly, 2003, 42(2): 219-230.
[12] FAN W, KASHYAP B P, CHATURVEDI M C. Effect of layered microstructure and its evolution on superplastic behaviour of AA 8090 Al-Li alloy[J]. Materials Science and Technology, 2001, 17(4): 439-445.
[13] FAN W, KASHYAP B P, CHATURVEDI M C. Effects of strain rate and test temperature on flow behaviour and microstructural evolution in AA8090 Al-Li alloy[J]. Materials Science and Technology, 2001, 17(4): 431-438.
[14] ZHENG Zi-qiao, HUANG Bi-ping. Effect of heat treatments on tensile properties and microstructure of 2195 alloy [J]. Journal of Central South University of Technology, 1998, 5(1): 14-17.
[15] TAN Cheng-yu, ZHENG Zi-qiao, XIA Chang-qing, LIANG Ying. The aging feature of Al-Li-Cu-Mg-Zr alloy containing Sc [J]. Journal of Central South University of Technology, 2000, 7(2): 65-67.
[16] WANG Shu-yun, ZHANG Xiao-bo, CUI Jian-zhong, ZHANG Cai-pei. Comparision on the superplasticity of two Al-Mg alloys[J]. Hot Working Technology, 1997(1): 20-22. (in Chinese)
[17] WANG Shu-yun, ZHANG Xiao-bo, CUI Jian-zhong, ZHANG Cai-pei, Studies of superplasticity in an Al-Mg-Li-Zr alloy[J]. Light Metal, 1997(5): 50-52. (in Chinese)
[18] ZHANG Xin-ming, YE Ling-ying, DU Yu-xuan, LUO Zhi-hui. Particle stimulated nucleation of recrystallization in 01420 Al-Li alloy[J]. Journal of Central South University, 2007, 38(1): 19-23. (in Chinese)
(Edited by CHEN Wei-ping)
Foundation item: Project(2006DFA53250) supported by the International Science and Technology Cooperation Program of China; Project(2005CB623706) supported by the Major State Basic Research Development Program of China
Received date: 2007-08-28; Accepted date: 2007-10-11
Corresponding author: YE Ling-ying, Doctoral candidate; Tel: +86-731-8830265; E-mail: yelingying_1981@163.com

