网络首发时间: 2016-11-04 14:52
稀有金属 2018,42(02),123-129 DOI:10.13373/j.cnki.cjrm.xy16090013
TiZrNiCu钎料真空钎焊TZM合金接头界面组织及力学性能
牛超楠 韩桂海 宋晓国 田骁 高悉越 冯吉才
哈尔滨工业大学先进焊接与连接国家重点实验室
哈尔滨工业大学(威海)山东省特种焊接技术重点实验室
摘 要:
采用Ti-Zr-Ni-Cu非晶钎料箔实现了TZM合金的真空钎焊连接, 研究了钎焊温度和保温时间对接头界面微观组织结构及力学性能的影响。通过扫描电镜 (SEM) 、能谱仪 (EDS) 分析了接头界面组织及物相成分、确定接头的断裂位置和断裂方式, 通过X射线衍射仪 (XRD) 分析确定接头中存在的物相。研究结果表明:接头典型界面组织为TZM/Ti-Mo固溶体+ (Ti, Zr) 2 (Ni, Cu) /TZM, 随着钎焊温度或保温时间的增加, 钎缝中Ti-Mo固溶体的含量增加, (Ti, Zr) 2 (Ni, Cu) 相含量减少, 且Ti-Mo固溶体中Mo元素的原子比例增加, 钎缝与母材连接界面处、母材中的裂纹状结构含量增加。随钎焊温度或保温时间的增加, 接头剪切强度先增大后减小, 当钎焊温度1020℃, 保温时间20 min时, 接头具有最大剪切强度105 MPa。断口分析表明, 断裂位置为钎缝与母材连接界面, 断裂方式为解理断裂兼部分沿晶断裂。
关键词:
TZM合金;Ti-Zr-Ni-Cu非晶钎料;真空钎焊;界面组织;力学性能;
中图分类号: TG454
作者简介:牛超楠 (1991-) , 男, 山东菏泽人, 硕士研究生, 研究方向:特种连接技术;E-mail:ncnhitwh@163.com;;宋晓国, 副教授;电话:0631-5678474;E-mail:songxg@hitwh.edu.cn;
收稿日期:2016-09-08
基金:国家自然科学基金项目 (51405099);国家科技重大专项项目 (2014ZX04001131);国家国际科技合作专项 (2015DFA50470) 资助;
Interfacial Microstructure and Mechanical Properties of TZM Alloy Joints Vacuum Brazed Using Ti-Zr-Ni-Cu Filler Metal
Niu Chaonan Han Guihai Song Xiaoguo Tian Xiao Gao Xiyue Feng Jicai
State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology
Shandong Provincial Key Laboratory of Special Welding Technology, Harbin Institute of Technology at Weihai
Abstract:
TZM alloy was successfully brazed using Ti-Zr-Ni-Cu amorphous filler alloy. Effects of the brazing temperature and holding time on the interfacial microstructure and mechanical properties of the joints were investigated. The interfacial microstructure and composition, as well as the fracture position were analyzed by using scanning electron microscope (SEM) , energy dispersive spectroscopy (EDS) and X-ray diffraction (XRD) . The results showed that the typical interfacial microstructure of TZM alloy brazed joint was TZM/Ti-Mo + (Ti, Zr) 2 (Ni, Cu) /TZM. As the brazing temperature or the holding time increased, the content of Ti-Mo solid solution increased and the content of (Ti, Zr) 2 (Ni, Cu) phase decreased in the brazing seam. Moreover, the diffusion of Mo into brazing seam enhanced and the atomic percent of Mo in the Ti-Mo solid solution increased. Meanwhile, the content of crack-like structures formed between brazing seam and TZM substrate increased. The shear strength of the joints first increased then decreased with increasing brazing temperature and holding time. The maximum shear strength of 105 MPa was obtained when brazed at 1020 ℃ for 20 min. Fracture analysis showed that the fracture appeared in the interface between brazing seam and TZM substrate, which was intergranular brittle fracture.
Keyword:
TZM alloy; Ti-Zr-Ni-Cu amorphous filler; vacuum brazing; interfacial microstructure; mechanical properties;
Received: 2016-09-08
TZM合金作为一种含有微量Ti, Zr, C元素以实现合金强化的高温钼合金, 化学成分为0.40%~0.55%Ti, 0.07%~0.12%Zr, 0.01%~0.04%C (质量分数) , 其具有再结晶温度高、线膨胀系数小、蒸气压低、优良的高温力学性能和导电导热性等优点, 因而广泛应用于军事工业中如发动机火焰筒、火箭喷嘴、配气阀体等部件, 另外在电子电气工业和核能源设备方面也具有广泛的应用, 如电子管阴极、半导体薄膜集成电路、核能源辐射罩、支撑架、热交换器等部件[1,2,3,4]。
对于实现钼及钼合金的连接, 国内外学者进行了相关研究并分别在电子束焊[5,6]、激光焊[7]、熔化焊[8,9]、搅拌摩擦焊[10,11]等方面取得研究成果。钎焊作为一种精密连接技术, 具有连接精度高、焊接应力及变形小、对母材的影响小及连接试样尺寸形状适应性广等优点, 适用于形状尺寸复杂、精度要求高的TZM合金试样[12,13,14]。目前对于钼及钼合金的连接, 主要采用Ag基钎料[15,16]、Ti基钎料[17,18,19]等, 但对于采用Ti-Zr-Ni-Cu非晶钎料实现TZM合金真空钎焊方面的研究尚缺。综合考虑TZM合金的应用以及Ti与Mo形成Ti-Mo固溶体, Ti, Zr元素对接头形成的影响, 本试验采用TiZr-Ni-Cu非晶钎料对TZM合金的钎焊连接进行研究, 分析接头界面组织结构及成分, 重点研究钎焊温度和保温时间对接头组织及力学性能的影响规律, 明确接头断裂位置及断裂方式。为实现TZM合金的钎焊连接提供可靠的理论及试验基础。
1 实验
本试验采用的母材为真空电弧熔炼制备并经过热轧工艺处理的TZM合金 (Mo-0.5Ti-0.08Zr-0.02C, (质量分数, %) ) , 合金厚度为3 mm。采用30μm厚度的Ti-38.65Zr-10.1Ni-15.7Cu (质量分数, %) 非晶箔作为钎料, 该钎料的熔化温度范围为830~860℃。采用线切割将TZM合金加工成4 mm×4 mm×3 mm和10 mm×20 mm×3 mm两种尺寸, 并将待焊试样表面分别在500#, 800#, 1200#的Si C砂纸上依次打磨, 然后将待焊试样及钎料置入丙酮中超声清洗15 min并吹干。将TZM合金与钎料按图1所示进行装配并放入真空钎焊炉中进行钎焊, 钎焊温度为940~1100℃, 保温时间为0~40 min, 试验中真空度为5×10-3Pa, 对试件施加的压强为2 k Pa。
采用Instron 5967型万能试验机对钎焊接头的剪切强度进行测试, 压头加载速率为0.5 mm・min-1。采用扫描电子显微镜 (SEM, MERLIN Compact, Zeiss) 观察钎焊接头界面微观组织结构及剪切断口形貌, 并利用能谱仪 (EDS, OCTANE PLUS, EDAX) 对接头组织和剪切断口进行成分分析。采用X射线衍射分析 (XRD, JDX-3530M) 确定钎焊接头中存在的物相。

图1 钎焊接头装配示意图Fig.1 Schematic of assembling brazing parts (mm)
2 结果与讨论
2.1 TZM/Ti-Zr-Ni-Cu/TZM钎焊接头界面组织
图2为钎焊温度940℃, 保温时间10 min的钎焊工艺下得到的TZM/Ti-Zr-Ni-Cu/TZM钎焊接头界面组织背散射照片, 由图2可知, 接头界面具有良好的冶金结合, 钎缝中没有裂纹、气孔等缺陷。钎缝厚度约为20μm, 钎缝与母材界面处存在大量的裂纹状结构, 且靠近TZM母材侧的钎缝区域中存在着未溶解的TZM块体, 说明钎焊过程中液态钎料沿晶界向TZM母材渗透, 大量的TZM晶粒从母材剥落进入液态钎料中, 由于温度及保温时间的限制导致块状TZM溶解不充分而残留在钎缝中, 沿晶界进入TZM母材内的液态钎料与母材发生原子扩散及反应, 最终形成裂纹状结构。
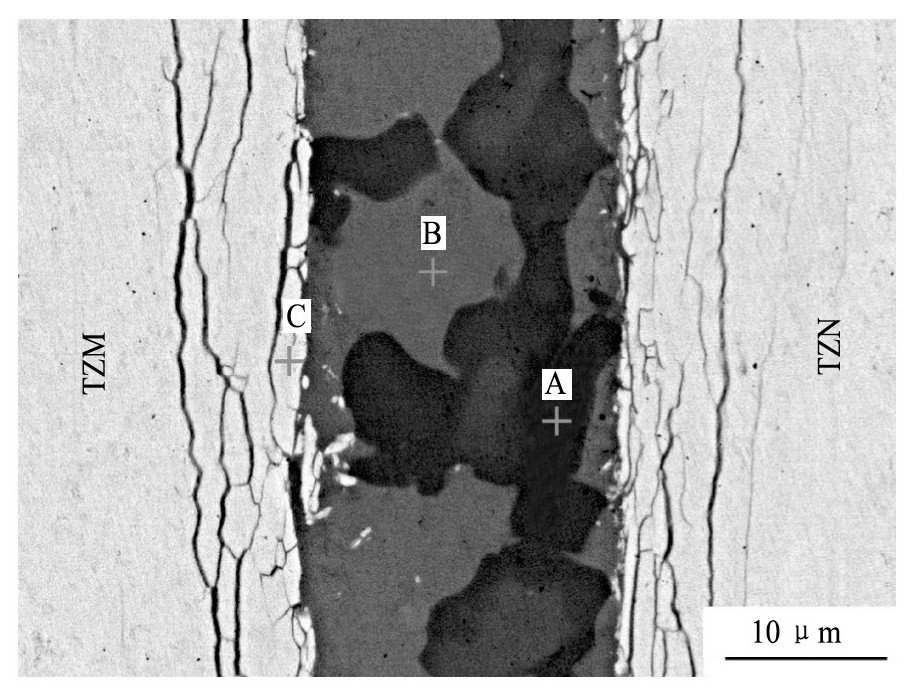
图2 TZM钎焊接头界面组织结构Fig.2 Interfacial microstructure of brazed joint
根据衬度的差异可知接头中主要由3种相组成, 分别为黑色连续相、深灰色相和灰色TZM母材。为检测各相成分, 验证液态钎料与母材之间的扩散反应, 对图2中不同区域标记点进行能谱分析, 分析结果如表1所示。由表1可知, 钎缝区域中A点主要由Ti, Mo元素组成, Ti元素含量较高, 依据Ti-Mo二元相图可推断为Ti-Mo固溶体;B点主要由Ti, Zr, Ni, Cu元素组成, 其 (Ti+Zr) 与 (Ni+Cu) 的原子比约为2∶1, 初步判断可能为 (Ti, Zr) 2 (Ni, Cu) 相;C点位于靠近钎缝的母材区域, 其主要由Mo元素组成并含有少量的Zr, Ti, Ni, Cu元素, 可推断为Mo基固溶体, 以Mo (s, s) 标示。由此可知, 在钎焊过程中液态钎料与母材之间发生原子相互扩散并生成固溶体, 钎料元素之间发生反应生成金属间化合物, 从而形成钎缝。
2.2 钎焊温度对接头界面组织的影响
图3为保温时间10 min时, 不同钎焊温度下所得到的接头界面微观组织结构背散射照片。由图3可知, 随着钎焊温度的升高, 焊缝厚度呈现逐渐减小的趋势。这是由于钎焊温度的升高促进了液态钎料在TZM母材表面的流动, 在压力的作用下使得液态钎料溢出, 从而导致钎缝厚度减小。此外, 钎焊温度的升高促进了液态钎料向TZM母材的渗透和TZM母材向液态钎料的溶解, 大量的液态钎料进入TZM母材使得更多的TZM晶粒溶解剥落, 使得钎缝中未溶解TZM块体和裂纹状结构的含量增加。
表2所示为图3中各标记点的EDS分析结果, 结合图3和表2可知, 随着钎焊温度的升高, 接头中Ti-Mo固溶体的含量逐渐增加, (Ti, Zr) 2 (Ni, Cu) 相含量逐渐减少, 另外Ti-Mo固溶体中Mo原子的含量逐渐增加, 由钎焊温度980℃的30.37%提高至钎焊温度1100℃的48.09%, 说明钎焊温度的升高促进了Mo原子向液态钎料的溶解, 更多的Mo原子进入液态钎料中并与Ti原子形成Ti-Mo固溶体, 增加了Mo原子在Ti-Mo固溶体中的含量。
表1 图2各点EDS分析结果Table 1EDS results and possible phase of each spot marked in Fig.2 (%, atom fraction) 下载原图

表1 图2各点EDS分析结果Table 1EDS results and possible phase of each spot marked in Fig.2 (%, atom fraction)
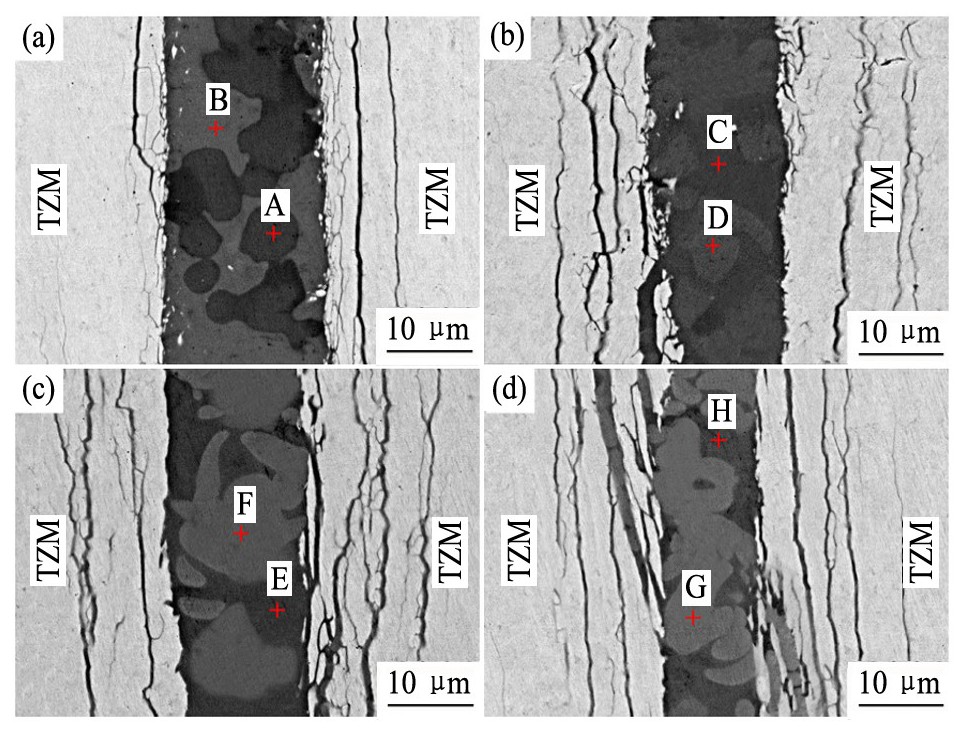
图3 钎焊温度对钎焊接头界面组织的影响Fig.3 Interfacial microstructure of brazed joints at different temperatures
(a) 980℃; (b) 1020℃; (c) 1060℃; (d) 1100℃
表2 图3中各点EDS分析结果Table 2EDS results and possible phase of each spot marked in Fig.3 (%, atom fraction) 下载原图

表2 图3中各点EDS分析结果Table 2EDS results and possible phase of each spot marked in Fig.3 (%, atom fraction)
2.3 钎焊温度对接头力学性能的影响
图4为保温时间10 min, 不同钎焊温度下钎焊接头的室温压剪强度, 由图4可知, 随钎焊温度的升高, 接头剪切强度先增加后减小, 在钎焊温度1020℃时, 接头具有最大剪切强度95 MPa。
图5为保温时间10 min所得到的钎焊接头断裂路径背散射及断口形貌二次电子图, 其中图5 (a, c, e) 分别为钎焊温度940, 1020, 1100℃下断口背散射图, 图5 (b, d, f) 为对应温度下断口形貌图。表3为图5中各标记点EDS分析结果。结合表3和图5可知, 随着钎焊温度的升高, 接头断裂位置发生改变。当钎焊温度较低时 (940℃) , 接头在剪切过程中断裂于钎缝区域, 断口处存在大量的Ti-Mo固溶体和硬脆性 (Ti, Zr) 2 (Ni, Cu) 相, 断裂方式为解理断裂。当钎焊温度升高至1020℃时, 接头断裂位置为钎缝与母材连接界面处, 断口处存在Mo基固溶体、Ti-Mo固溶体和 (Ti, Zr) 2 (Ni, Cu) 相, 断裂方式主要为解理断裂兼部分沿晶断裂。当钎焊温度达1100℃时, 接头断裂于靠近钎缝侧母材的裂纹状结构, 断口处存在Mo基固溶体、Ti-Mo固溶体和 (Ti, Zr) 2 (Ni, Cu) 相, 断裂方式主要为沿晶断裂兼部分解理断裂。
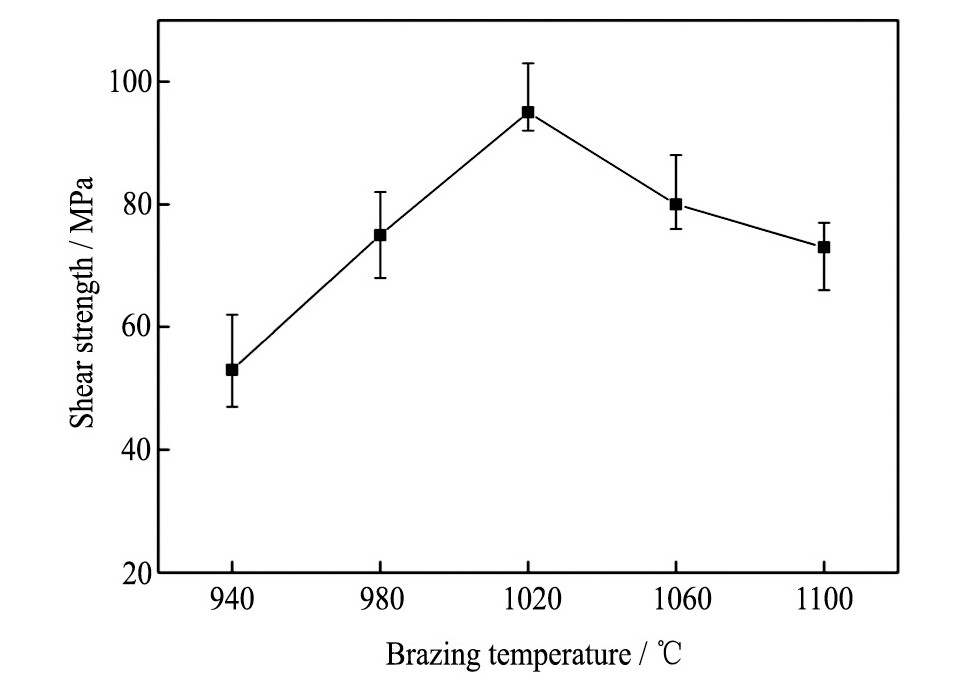
图4 钎焊温度对接头剪切强度的影响Fig.4 Effect of brazing temperature on shear strength of brazed joints

图5 TZM钎焊接头断裂路径及断口形貌Fig.5 Cross-section BEIs of TZM joints after shear test brazed at 940℃ (a) , 1020℃ (c) , 1100℃ (e) and corre-sponding fracture SEIs of TZM joints brazed at 940℃ (b) , 1020℃ (d) , 1100℃ (f)
表3 图5中各点EDS分析结果Table 3EDS results and possible phase of each spot marked in Fig.5 (%, atom fraction) 下载原图
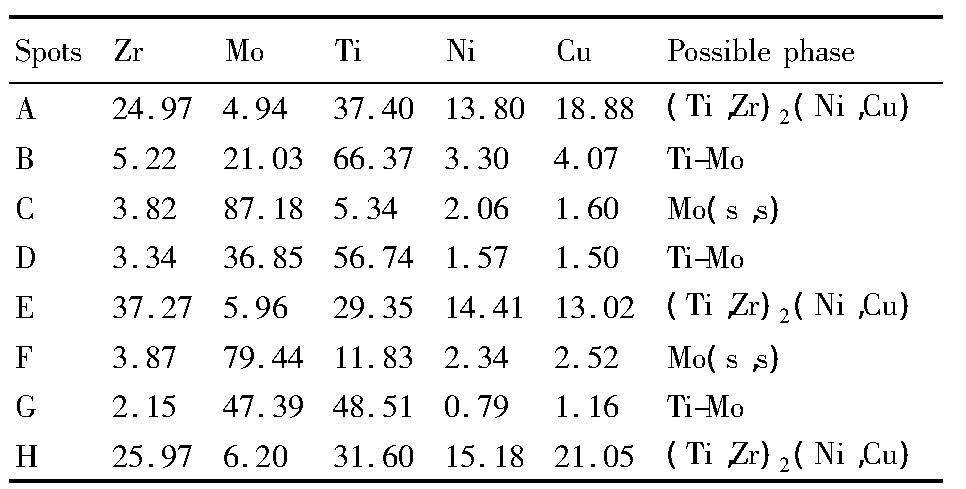
表3 图5中各点EDS分析结果Table 3EDS results and possible phase of each spot marked in Fig.5 (%, atom fraction)
结合钎焊温度对接头组织的影响分析, 当钎焊温度较低时, 钎缝存在的大量硬脆性 (Ti, Zr) 2 (Ni, Cu) 相导致接头力学性能较差。随着钎焊温度的升高, 钎缝中Ti-Mo固溶体含量逐渐增加, 硬脆性 (Ti, Zr) 2 (Ni, Cu) 相含量逐渐减少, 接头力学性能增加, 但由于液态钎料对TZM母材的渗透作用导致钎缝与母材连接界面形成裂纹状结构, 而裂纹状结构的产生不利于接头的力学性能, 使得接头断裂发生在钎缝与母材连接界面。继续提高钎焊温度, 钎缝中Ti-Mo固溶体含量继续增加, 液态钎料对TZM母材的渗透作用加强, 靠近钎缝侧母材中的裂纹状结构含量进一步增加, 使得接头力学性能下降, 接头断裂位置存在于靠近钎缝侧母材的裂纹状结构。
为进一步确定断口中存在的物相, 对钎焊温度1020℃, 保温时间10 min的接头断口进行X射线衍射分析 (XRD) , 分析结果如图6所示。XRD分析结果显示, 接头断口中存在Mo (s, s) , Ti-Mo固溶体和 (Ti, Zr) 2 (Ni, Cu) 相, 与上述组织分析相吻合。
2.4 保温时间对接头界面组织的影响
图7为钎焊温度1020℃, 保温时间分别为0, 5, 20, 40 min时接头界面微观组织结构背散射照片, 表4为对应图7中各标记点的EDS分析结果。结合图7和表4, 随着保温时间的增加, 钎缝厚度逐渐减少。此外, 随着保温时间的增加, 接头中裂纹状结构增多, 钎缝中Ti-Mo固溶体的含量逐渐增加, (Ti, Zr) 2 (Ni, Cu) 相的含量逐渐降低, 且Mo元素在Ti-Mo固溶体中的原子比例增加。这是由于保温时间的增加, 液态钎料充分沿TZM母材晶界渗透进入TZM母材中, 导致TZM母材晶粒剥落及形成大量的裂纹状结构, 另外Mo原子充分溶解进入液态钎料并与Ti反应生成Ti-Mo固溶体, 导致TiMo固溶体含量增加及Mo元素在Ti-Mo固溶体中的原子比例增加。对于钎缝厚度的变化, 一方面考虑到液态钎料在TZM母材表面充分铺展, 并在压力的作用下外溢, 造成钎缝厚度减少;另一方面, 随钎焊温度或保温时间的增加, 液态钎料充分沿晶界渗透形式进入TZM母材, 使得钎缝中液态钎料减少, 从而导致钎缝厚度减小。
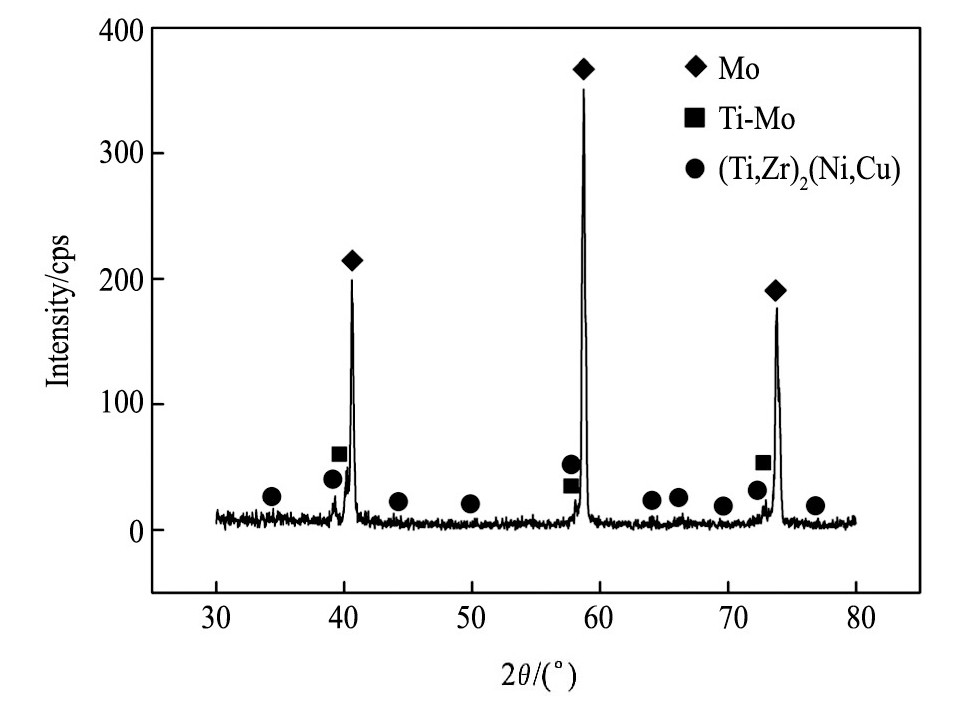
图6 1020℃/10 min接头断口XRD分析Fig.6XRD patterns of fracture surfaces for joint brazed at1020℃for 10 min
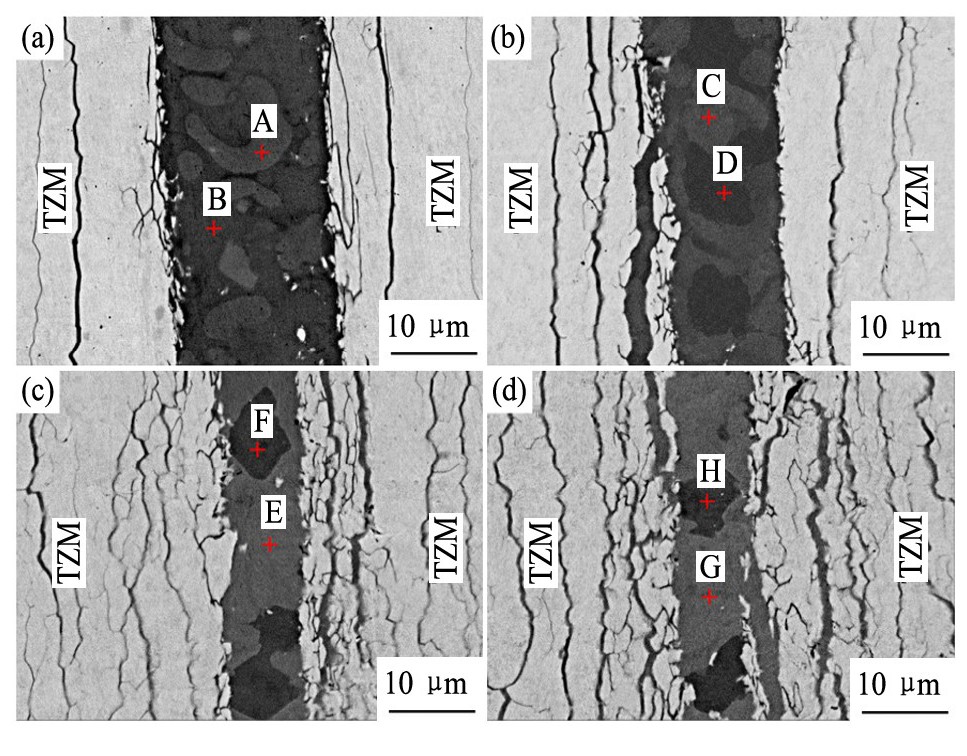
图7 保温时间对钎焊接头界面组织的影响Fig.7 Effect of holding time on microstructure of brazed joints
(a) 0 min, (b) 5 min, (c) 20 min, and (d) 40 min
表4 图7中各点EDS分析结果Table 4EDS results and possible phase of each spot marked in Fig.7 (%, atom fraction) 下载原图
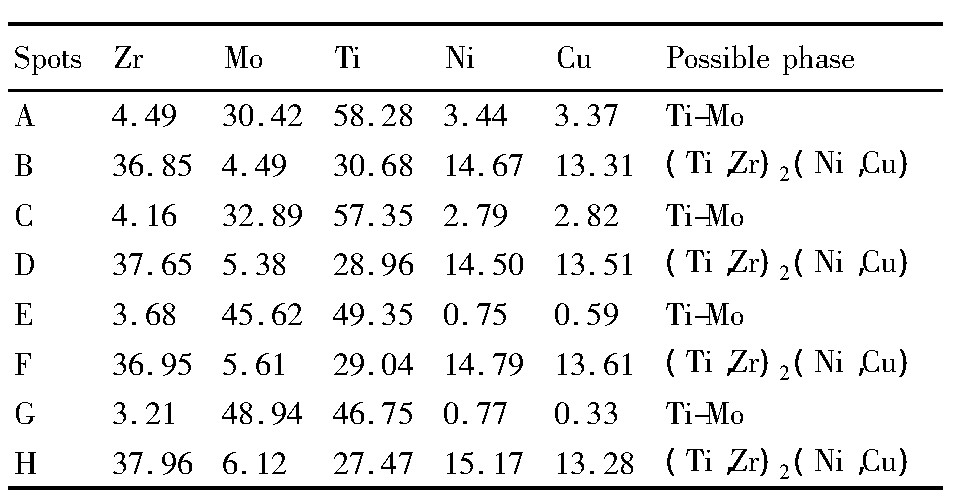
表4 图7中各点EDS分析结果Table 4EDS results and possible phase of each spot marked in Fig.7 (%, atom fraction)
2.5 保温时间对接头力学性能的影响
图8为钎焊温度1020℃, 不同保温时间下钎焊接头室温压剪强度, 由图8可知, 随着保温时间的增加, 接头剪切强度先增大后减小, 在保温时间20 min时接头具有最大剪切强度105 MPa。
图9所示为钎焊温度1020℃, 不同保温时间下钎焊接头断裂路径背散射及断口形貌二次电子图, 其中图9 (a, c, e) 分别为保温时间5, 20, 40 min下接头断口背散射图, 图9 (b, d, f) 为对应保温时间下断口形貌图。由图9可知, 随着保温时间的增加, 接头断裂位置发生变化。当保温时间为5 min时, 接头断裂于钎缝区域;当保温时间增加至20 min时, 接头断裂位置为钎缝与TZM母材连接界面;继续增加保温时间至40 min, 接头于靠近钎缝的TZM母材裂纹状结构处发生断裂。
结合保温时间对接头组织的影响分析, 当保温时间较低时 (0和5 min) , 钎缝中硬脆性 (Ti, Zr) 2 (Ni, Cu) 相含量较高, Ti-Mo固溶体含量较少, 钎缝力学性能较低, 因而断裂发生在钎缝区域, 断裂方式为解理断裂。随着保温时间的增加, TZM母材向液态钎料中溶解, Mo元素充分向液态钎料扩散, 使得钎缝中Ti-Mo固溶体的含量增加, 改善了钎缝的力学性能, 同时液态钎料沿TZM母材晶界渗透进入TZM母材, 造成TZM母材中裂纹状结构的产生, 而裂纹状结构的存在不利于接头力学性能。当保温时间为10和20 min时, 钎缝中Ti-Mo固溶体含量占据优势, 钎缝力学性能显著提高, 但钎缝与TZM母材连接界面处存在大量的裂纹状结构, 故接头断裂于钎缝与TZM母材连接界面处, 接头断裂方式为解理断裂兼少许沿晶断裂。当保温时间增加至40 min时, TZM母材内部裂纹状结构数量增加, 导致接头力学性能恶化, 因而接头断裂于TZM母材内裂纹状结构处, 接头断裂方式主要为沿晶断裂。
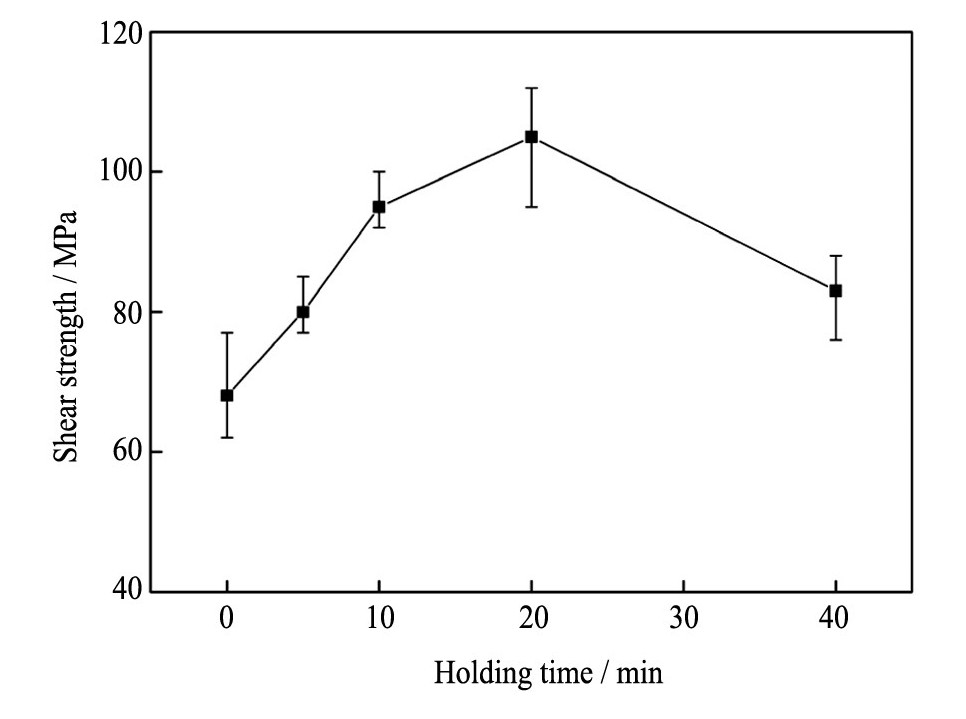
图8 保温时间对钎焊接头剪切强度的影响Fig.8 Effect of holding time on shear strength of brazed joints
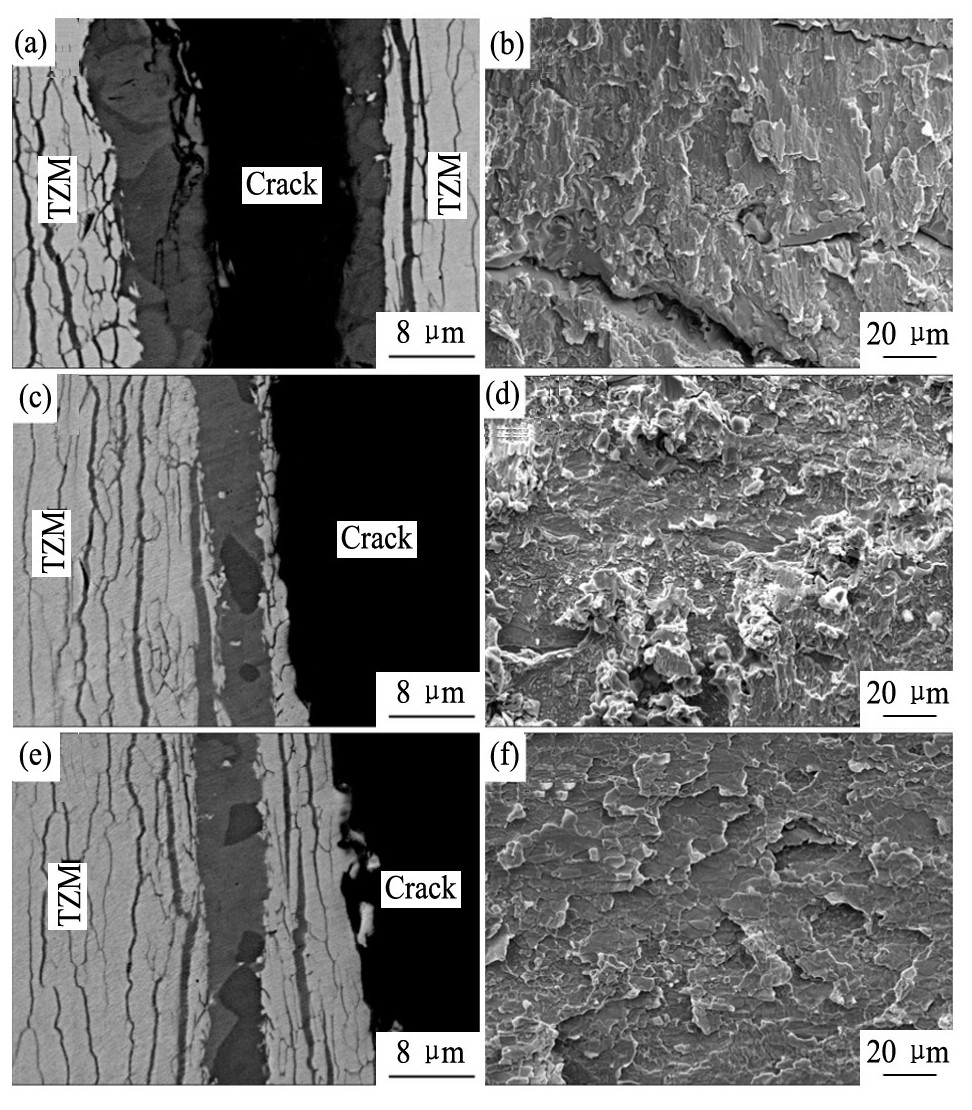
图9 TZM钎焊接头断裂路径及断口形貌Fig.9 Cross-section BEIs of TZM joints after shear test brazed for 5 min (a) , 20 min (c) , 40 min (e) and corre-sponding fracture SEIs of TZM joints brazed for 5 min (b) , 20 min (d) , 40 min (f)
3 结论
1.采用Ti-Zr-Ni-Cu非晶钎料箔实现了TZM合金的真空钎焊连接, 获得了可靠的连接接头。钎焊接头典型界面组织结构为:TZM/Ti-Mo固溶体+ (Ti, Zr) 2 (Ni, Cu) /TZM。
2.随着钎焊温度或保温时间的增加, 钎缝中Ti-Mo固溶体的含量逐渐提高, (Ti, Zr) 2 (Ni, Cu) 相含量逐渐降低, 且Ti-Mo固溶体中Mo元素的原子比例逐渐增加, 钎缝与母材连接界面处和母材中的裂纹状结构含量增大。
3.随着钎焊温度或保温时间的增加, 钎焊接头剪切强度均先增加后减小, 接头断裂位置由钎缝区域向钎缝与母材连接界面、母材内裂纹状结构处依次变化。当钎焊温度1020℃, 保温20 min条件下, 接头达到最大剪切强度105 MPa, 断裂位置为钎缝与母材连接界面。断口分析表明, 钎焊接头的断裂方式为解理断裂兼部分沿晶断裂。
参考文献
[1] Wu X G, Du X B.TZM alloy and its properties[J].China Molybdenum Industry, 2005, 29 (5) :30. (吴新光, 杜晓斌.TZM合金及其特性[J].中国钼业, 2005, 29 (5) :30.)
[2] Huang Q, Li Q, Song J X, Wang D G, Han Y F.Recent progress in research on TZM alloy[J].Materials Review, 2009, 23 (11) :38. (黄强, 李青, 宋尽霞, 王定刚, 韩雅芳.TZM合金的研究进展[J].材料导报, 2009, 23 (21) :38.)
[3] Cui C P, Zhang G X, Wei S Z, Xu L J.Effect of Zr on microstructure and properties of TZM alloys[J].Chinese Journal of Rare Metals, 2012, 36 (5) :711. (崔超鹏, 张国赏, 魏世忠, 徐流杰.Zr元素对TZM合金组织和性能的影响[J].稀有金属, 2012, 36 (5) :711.)
[4] Fu J B, Yang Q L, Zhuang F, Zhang X.Study on the properties of TZM alloy compared with pure Mo[J].China Molybdenum Industry, 2013, 37 (4) :30. (付静波, 杨秦莉, 庄飞, 张晓.TZM合金与纯Mo性能对比研究[J].中国钼业, 2013, 37 (4) :30.)
[5] Tabernig B, Reheis N.Joining of molybdenum and its application[J].International Journal of Refractory Metals and Hard Materials, 2010, 28 (6) :728.
[6] Yang Q L, Zhu Q, Wang L, Wang N.Microstructure and properties of Mo plates by electron beam welding[J].Hot Working Technology, 2014, 43 (13) :158. (杨秦莉, 朱琦, 王林, 王娜.电子束焊接钼板的组织及性能研究[J].热加工工艺, 2014, 43 (13) :158.)
[7] Zhao S K, Miao G X, Cao Y L, Duan H X.An analysis on microstructure characteristics of laser-welded MoMo joint[A].Symposia Proceeding of the National Conference on Charged Particles and Particles Beams[C].Dalian, 2010.218. (赵世柯, 缪国兴, 曹艳玲, 段海霞.难熔金属钼-钼激光焊接头显微组织结构分析[A].全国荷电粒子源、粒子束学术会议论文集[C].大连, 2010.218.)
[8] Wang H, Zhang Y P, Zhang X Y.TZM molybdenum alloy TIG welding process and microstructure of welded joints[J].Heat Treatment of Metals, 2012, 37 (2) :41. (王华, 张云鹏, 张晓宇.TZM钼合金钨极氩弧焊工艺及焊接接头组织[J].金属热处理, 2012, 37 (2) :41.)
[9] Jiang Q L, Li Y J, Puchkov U A, Wang J, Xia C Z.Microstructure characteristics in TIG welded joint of MoCu composite and 18-8 stainless steel[J].International Journal of Refractory Metals and Hard Materials, 2010, 28 (3) :429.
[10] Fujii H, Sun Y F, Kato H.Microstructure and mechanical properties of friction stir welded pure Mo joints[J].Scripta Materialia, 2011, 64 (7) :657.
[11] Ambroziak A.Friction welding of molybdenum to molybdenum and to other metals[J].International Journal of Refractory Metals and Hard Materials, 2011, 29 (4) :462.
[12] Wang Y, Yang Z W, Zhang L X, Feng J C.Microstructure and mechanical properties of Invar alloy and Si3N4ceramic brazed joints[J].Rare Metal Materials and Engineering, 2015, 44 (2) :339. (王颖, 杨振文, 张丽霞, 冯吉才.Invar合金与Si3N4陶瓷钎焊接头界面组织和性能研究[J].稀有金属材料与工程, 2015, 44 (2) :339.)
[13] Li H X, Lin T S, He P, Wang X J, Feng J C.Interfacial structure and properties of reactive brazing joints of Ti Al/Ni-based alloy[J].Rare Metal Materials and Engineering, 2012, 41 (11) :1945. (李海新, 林铁松, 何鹏, 王显军, 冯吉才.Ti Al与Ni基合金接触反应钎焊接头界面组织及性能[J].稀有金属材料与工程, 2012, 41 (11) :1945.)
[14] Song X G, Cao J, Li Z G, Zhang Z W, Feng J C.Interfacial microstructure and properties of Ti53311S titanium alloy joints brazed using Ti Zr Ni Cu filler metal[J].Rare Metal Materials and Engineering, 2013, 42 (8) :1694. (宋晓国, 曹健, 李兆光, 张志伟, 冯吉才.Ti ZrNi Cu钎料钎焊Ti53311S高温钛合金接头界面结构及性能[J].稀有金属材料与工程, 2013, 42 (8) :1694.)
[15] Chan H Y, Liaw D W, Shiue R K.Microstructural evolution of brazing Ti-6Al-4V and TZM using silverbased braze alloy[J].Materials Letters, 2004, 58 (7) :1141.
[16] Li P, Li J L, Zhang F S, Xiong J T.Study on bond quality of Mo and graphite by vacuum brazing with AgCu-Ti filler metal[J].Electric Welding Machine, 2009, 39 (11) :19. (李鹏, 李京龙, 张赋升, 熊江涛.Ag-Cu-Ti活性钎料真空钎焊钼和石墨结合质量研究[J].电焊机, 2009, 39 (11) :19.)
[17] Lin C C, Chen C, Shiue R K, Shi S C.Vacuum brazing Mo using Ti-Ni-Nb braze alloys[J].International Journal of Refractory Metals and Hard Materials, 2011, 29 (5) :641.
[18] Xu Q Y, Li N, Xiong G G, Zhang W, Zhao W.Structure and property of graphite and TZM brazing bonding with Ti filler[J].Chinese Journal of Rare Metals, 2005, 29 (6) :823. (徐庆元, 李宁, 熊国刚, 张伟, 赵伟.钛基钎料钎焊石墨与TZM合金接头组织和性能研究[J].稀有金属, 2005, 29 (6) :823.)
[19] Chang C T, Shiue R K.Infrared brazing Ti-6Al-4V and Mo using the Ti-15Cu-15Ni braze alloy[J].International Journal of Refractory Metals and Hard Materials, 2005, 23 (3) :161.

