Ti-Zr-Ni-Cu�Ǿ�ǥ��ǥ��Si3N4�մɵ�����ǿ��
��־��, ����
(���տƼ���ѧ �Ƚ����Ӽ���ʡ���ص�ʵ����, �� 212003)
ժ Ҫ: ����Ti40Zr25Ni15Cu20�Ǿ�ǥ��ǥ��Si3N4�մ�, �о�ǥ�����ղ����Խ��淴Ӧ��ͽ�ͷ����ǿ�ȵ�Ӱ�졣 �������: ����ǥ��ʱ������Ӻ�ǥ���¶ȵ����, ��ͷ����ǿ�ȶ����ֳ����������½�������; ǥ�����ղ���������ǿ�ȵ�Ӱ����Ҫ������Ӱ�췴Ӧ��������; ����ͬǥ������������, ����Ti40Zr25Ni15Cu20�Ǿ�̬ǥ�Ϻ;�̬ǥ�����, ���ͷ����ǿ�������84%��
�ؼ���: Ti-Zr-Ni-Cu; �Ǿ�ǥ��; Si3N4�մ�; ����ǿ�� ��ͼ�����: TG406
���ױ�ʶ��: A
Joint strength of Si3N4 brazed with Ti-Zr-Ni-Cu amorphous brazing alloy
JIANG Zhi-guo, ZOU Jia-sheng
(Provincial Key Laboratory of Advanced Welding Technology,Jiangsu University of Science and Technology, Zhenjiang 212003, China)
Abstract: Si3N4 ceramic was brazed with Ti40Zr25Ni15Cu20 amorphous filler metal, the effect of brazing processing parameters on interfacial microstructure and joint strength was discussed. The results show that the joint strength first increases then descends with the increase of brazing time and brazing temperature, and the influence on joint strength is carried out by reaction layer thickness. Under the same experiments conditions, the joint strength brazed with amorphous filler metal is enhanced by 84%compared with the crystalline filler.
Key words: Ti-Zr-Ni-Cu; amorphous filler metal; Si3N4 ceramic; joint strength
Si3N4�մ���������ص������� ��ѧ����ѧ���ܶ����㷺Ӧ���ڹ�������[1]�� ʵ��Si3N4�մ���Si3N4�մɵ�����Ҳ�Ե���Ϊ��Ҫ�� ���û���ǥ��ǥ������Si3N4�մɿ���˵������Si3N4�մɷ��������Ҳ����ɿ��ķ���֮һ[2], ǥ�ϵ�ѡ���ǻ���ǥ���Ĺؼ�, �������ܹ���ʪ�մ�[3]�� Ŀǰ��չ�Ƚϳ����ǥ���մɵĻ���ǥ����Ҫ������Ag-Cu-Tiϵ��ǥ�ϡ� ����, Ag-Cu-Tiǥ���۵㲻��, �����ͷ��ʹ���¶Ȳ�����773K, ���, ����һ�ָ�����ǥ���մɵĻ���ǥ���ѳ�Ϊ���������Ҫ�о�����֮һ[4]��
ͬһ�ɷ�ǥ��, ͬһ��ǥ�����ղ���, ����ǥ�����칤�յIJ�ͬ�ᵼ��ǥ�����ͷ������ǿ�����ܴ� ����[5-8]�о��˲�ͬ���칤��ǥ��ǥ��Si3N4�մɻ��ǥ����ͷ����ǿ��, ���м���ǥ�ϻ�õĽ�ͷ����ǿ�����, ���б�Ҫ��ǥ�ϵ����칤�ս��������о��� �ӱ����Ͽ�, ���������ǥ�ϺϽ�Ĵ��Ⱥ��ڲ���֯�������ԡ� ������, ��������ǥ���б�������֯ȱ���ܽ�һ����߽�ͷ��ǿ�ȡ�
��1979��D��Silva�����һ���Ǿ�̬ǥ��ר������, �Ǿ�̬�����ں��������е��о���Ӧ�ò��ϼӿ�[9]�� �������߲���Ti40Zr25Ni15Cu20�Ǿ�ǥ������Si3N4�մ�, �о���ǥ�����ղ����Խ��淴Ӧ������ӽ�ͷ�ĵ�����ǿ�ȵ�Ӱ��; �Ƚ��˵ľ�̬�ͷǾ�̬ǥ�϶�ǥ����ͷ����ǿ�ȵ�Ӱ�졣
1 ʵ��
ʵ������廪��ѧ�ṩ����ѹ����Si3N4�մ�, �ߴ�Ϊ16mm��16mm��8mm�� �Ǿ�ǥ�����й���ѧԺ�������������Ƶ�HVDS-�����յ���˦�������Ƶ�(���Ϊ(20��0.5)��m)[10]�� ����ǰ���մɴ����ӱ���������3.5��m�Ľ��ʯ��ĥ����ĥ, �Ǿ�������800#����ɰֽĥƽ�� �������Ͼ��ڱ�ͪ��Һ�зֱ���г�������ϴ20min, ȡ������, ����Si3N4/ǥ��/Si3N4��˳��װ����ǥ���о���, �������¯�н���ǥ���� ���ӹ�����նȲ�����2��10-2Pa, ��������Ϊ10��/min, ������Ӻ���5��/min����ȴ�ٶȽ���800��, �����¯��ȴ�����¡�
���Ӻ�, �ش�ֱ�����ӽ��淽���п���ͷ���Ʊ��ɽ�������, ��JEOL-6480ɨ��羵�϶����ӽ�����������ò���й۲졣 �����������ӹ���3mm��4mm��32mm���ĵ���������, ��CMT5205��������������ϲⶨ�����½�ͷ���ĵ�����ǿ�ȡ� ʵ�����GB6569-86�������մ�����ǿ�����鷽��������, ʵ����Ϊ3��������ƽ��ֵ��
2 ��������
2.1 ǥ�����ն�����ǿ�ȵ�Ӱ��
ͼ1��ʾΪ����Ti40Zr25Ni15Cu20�Ǿ�̬ǥ��, ��120min��ǥ������ʱ����, ǥ���¶ȶ�Si3N4�մɽ�ͷ����ǿ�ȵ�Ӱ�졣 �������, ����ǥ���¶ȵ�����, ǿ��Ѹ������, ��1323Kʱ�ĵ�����ǿ����ߴﵽ160MPa, �˺����½�, ��1373Kʱ���ĵ�����ǿ��Ϊ101MPa��
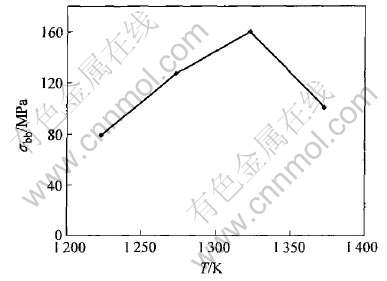
ͼ1 ǥ���¶ȶԽ�ͷ����ǿ�ȵ�Ӱ��
Fig.1 Effect of brazing temperature on bending strength
ͼ2��ʾΪ����Ti40Zr25Ni15Cu20�Ǿ�̬ǥ��, ��1323K��ǥ���¶���, ǥ��ʱ���Si3N4�մɽ�ͷǿ�ȵ�Ӱ�졣 �������, ��ǥ��ʱ��Ϊ120minʱ, ǿ����ߴﵽ160MPa; ��ǥ��ʱ��Ϊ180minʱ, ��ǿ��ȴ���͵�91MPa��
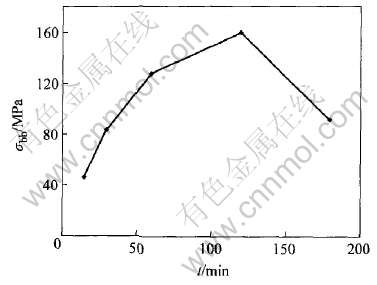
ͼ2 ����ʱ��Խ�ͷǿ�ȵ�Ӱ��
Fig.2 Effect of holding time on bending strength
2.2 ��Ӧ���ȶ�����ǿ�ȵ�Ӱ��
�մ������ǥ���ǻ�ѧ��ȫȻ��ͬ��2�ֲ���, �������� ��ѧ���ܴ��ںܴ�IJ���, �����о�����[11-13], ��2�ֲ���֮�䷢�����淴Ӧ�γ�һ����ȵķ�Ӧ����ʵ�ֿɿ����Ӳ���ȱ�ٵ�������
ͼ3��ʾΪ����ͬǥ��ʱ�䲻ͬǥ���¶���Si3N4/Ti40Zr25Ni15Cu20�Ľ����۽ṹ�� ��ͼ�ɼ�, ���¶�����, ��Ӧ���������� ǥ���¶�Ϊ1223Kʱ, �䷴Ӧ��ĺ��ԼΪ2.6��m; ǥ���¶�Ϊ1323Kʱ, ��Ӧ��ĺ��ԼΪ6.7��m��
ͼ4��ʾΪ��1273K��ǥ���¶��²�ͬǥ��ʱ���Si3N4/Ti40Zr25Ni15Cu20�����۽ṹ�� ���Կ���, ��Ӧ������ǥ��ʱ������Ӷ����, ��ǥ��ʱ��Ϊ15minʱ, ��Ӧ��ܱ��Һܲ�����, ֻ��Լ2.3��m; ��ǥ��ʱ��Ϊ30minʱ, �䷴Ӧ�������ӵ�Լ3.4��m�� �Ա�ͼ3��ͼ4��֪, ���ǥ���¶ȶԷ�Ӧ�������Ӱ��Զ�����ӳ�ǥ������ʱ���Ӱ�졣
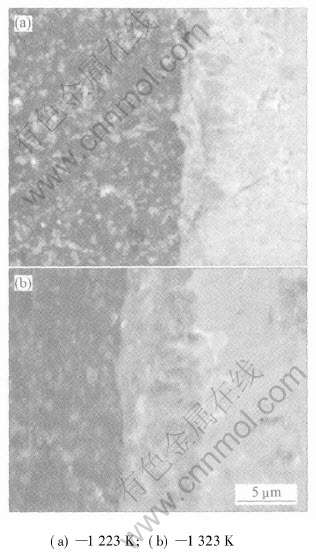
ͼ3 Si3N4/Ti40Zr25Ni15Cu20��ͬǥ���¶ȵĽ����۽ṹ
Fig.3 Microstructures of interface at different brazing temperatures
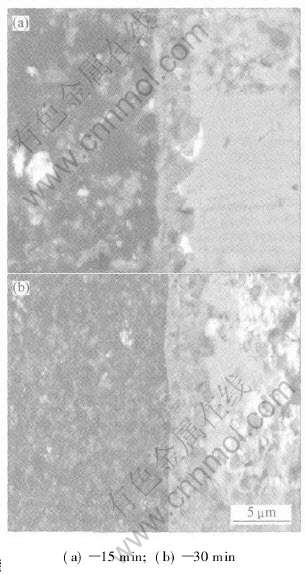
ͼ4 Si3N4/Ti40Zr25Ni15Cu20��ͬǥ��ʱ��Ľ����۽ṹ
Fig.4 Microstructures of interface for different brazing times
�о�����[14]: ��Ӧ���淴Ӧ�̶Ⱥͽ���Ӻ����ܵķ�Ӧ����, ��Ӱ���ͷǿ�ȵ���Ҫ������ ��������ǥ�����ղ������¶Ⱥ�ʱ��ȵ�Ӱ��, ���ڲ����Ϳ���, �����������̽����������۽ṹ�ͽ���ǿ�ȵĹ�ϵ����ʮ����Ҫ�Ĺ���Ӧ�ü�ֵ�� �����ӽ�����۽ṹ��, �ڵ͵�ǥ���¶Ȼ�϶̵�ǥ��ʱ����, ��Ӧ���Ⱥܱ�, Si3N4/��Ӧ�����dz�ƽ��, �����������Ǻ�ǿ, ����ǿ��Ҳ��Խϵ�, ��ǥ��ʱ���ӳ���ǥ���¶����, ʹ���淴Ӧ��Ϊ����, ��Ӧ�������ͬʱ, �մ�/��Ӧ��(TiN��)������ð���ƽ�� ���漸�������ı仯�ᵼ�½���ǿ�ȵı仯�� һ�����ְ�״�Ľ������������ӻ�е�����; ��������治ƽ�ȵ�����, ʹSi3N4��TiN֮��ĽӴ����Ҳ��֮����, �Ӷ������������Ļ�ѧ�������
����淴Ӧ����, ����������մ�/��Ӧ����氼���ı仯, �������ԶԽ���ǿ�Ȳ���������Ե�Ӱ�졣 ������淴Ӧ����, �������Ƿ�Ӧ������ͽ��氼������, ����Ҫ�����մ�/��Ӧ�����ͷ�Ӧ�㱾���õ����ܻ�, ���߿��ܲ���Ӱ�����ǿ�ȵĹؼ����ڡ� ��˵�������ض����մ�/������Ӧϵͳ�����ӷ���, ��Ӧ������������ܶ�(����ǿ��)֮��Ӧ�þ���һ���Ķ�Ӧ��ϵ�� ��Ӧ�����γɵ�Si3N4/TiN�����TiN�㶼��������, �����������ֽ����иߵĽ���ǿ��, һ�����ۿ��Ĵ��ڼ�С�˽���ʵ�ʽӴ����, �����˻�ѧ�����; ��һ����, ���洦���ۿ���Ϊһ�ֳ�ʼ���ڵ�ȱ��, �Ӿ��������ڽ��洦��Ӧ������, ʹ�ֿ�������ѵ�������͡� ����Ӧ��Ĺ�������, ���������ͽ�ͷǿ��, ����Ҫ�������մ�/��Ӧ�����ӽ����������Ͳ�ƥ������IJ���Ӧ�����������¡�
2.3 ��̬�ͷǾ�̬ǥ�϶�Si3N4�մɽ�ͷ����ǿ�ȵ�Ӱ��
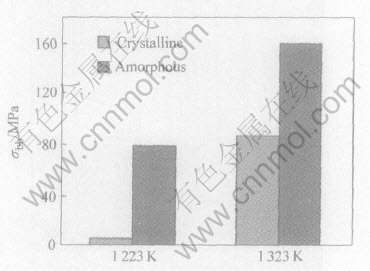
ͼ5��ʾΪTi40Zr25Ni15Cu20��̬�ͷǾ�ǥ��ǥ��Si3N4�մ�����ǿ�ȵĶԱȡ� ��ͼ��֪, ��ǥ���¶�Ϊ1223K, ǥ��ʱ��Ϊ120minʱ, Ti40Zr25Ni15Cu20��̬ǥ������Si3N4�մɵ��ĵ�����ǿ�ȼ���Ϊ��, �����÷Ǿ�ǥ�����ӵĽ�ͷǿ��Ϊ79MPa; ��1323K, ����120minʱ, �þ�̬Ti40Zr25Ni15Cu20ǥ�����ӵ�Si3N4�մ�����ǿ��Ϊ87MPa, �����÷Ǿ�ǥ�ϵ����ӽ�ͷ��ǿ�ȴﵽ160MPa��
ͼ5 ��̬�ͷǾ�̬Ti40Zr25Ni15Cu20ǥ�϶Խ�ͷǿ�ȵ�Ӱ��
Fig.5 Effect of forms of Ti40Zr25Ni15Cu20 and brazing temperature on joint strength
���÷Ǿ�̬ǥ��ǥ���Ľ�ͷǿ��Զ���ھ�̬ǥ��, ����Ҫԭ���������ǵ�ǥ����֯ұ��������ǥ����ͷ����ĸ�ĺ�ǥ������õij̶Ȳ�ͬ, ǥ���淶��ͬʱ, �Ǿ�̬ǥ��ǥ����ͷ����Ԫ�ص���ɢ��ȼ��ֲ��ľ��ȳ̶Ⱦ����ھ�̬ǥ��[15]�� ����, �ھ�̬ǥ��ǥ���л��������ڼ��ӵ�ȱ��, ��Щ���Ӵ���ǥ������λ��, ����ǥ���ɽ���������λ�����̽���ʱ�����ġ� ǥ���еļ��ӵ�ȱ��������ʱ, �൱������Դ, ��Ȼ���Ӧ�����ж����ȷ����ֲ��ƻ�, �Ӷ�����������ͷǿ�ȵļ��罵��[14]�� �Ǿ�̬ǥ���������ʺ�����Ͼ�̬ǥ���ٵö�, ��������������, ����Ԫ�ص���ɢ��Ⱥ���֯�ľ��Ȼ��̶ȸ�, �Ǿ�̬��������ѧ����̬��֯�����ڼ��ٸ���ǥ��������ԭ�ӵ���ɢ�ͽ��淴Ӧ, ����������������¶�, �Ӷ���С��ͷ�еIJ���Ӧ������߽�ͷǿ��[10, 16]��
3 ����
1) ��1323K, ����120minǥ��������, ����Ti40Zr25Ni15Cu20�Ǿ�̬ǥ�϶�Si3N4�մɽ���ǥ������, ��ͷ����ǿ�ȴﵽ���ֵ160MPa, ǥ���¶ȹ�����͡� ǥ��ʱ���������̾����½�ͷǿ���½���
2) ��Ӧ����ǿ����һ��ѷ�Ӧ����, ���ӹ��ղ���������ǿ�ȵ�Ӱ����ͨ���Է�Ӧ���ȵ�Ӱ�����ֵġ�
3) ����ͬ��ʵ��������, ����Ti40Zr25-Ni15Cu20�Ǿ�̬ǥ�Ϻ;�̬ǥ�����, ���ͷ����ǿ�������84%��
REFERENCES
[1]Zhoua F, Panb J, Chena K. Liquid-phase bonding of silicon nitride ceramics using Y2O3-Al2O3-SiO2-TiO2 mixtures[J]. Materials Letters, 2004, 58: 1383- 1386.
[2]El-Sawy A H, Fahmy M F. Brazing of Si3N4 ceramic to copper[J]. Journal of Materials Processing Technology, 1998, 77: 266-272.
[3]Blugan J, Kuebler J R J. Properties and fractography of Si3N4/TiN ceramic joined to steel with active single layer and double layer braze filler alloys[J]. Acta Materialia, 2004, 52: 4579-4588.
[4]����, ���, ������, ��. ����Cu-Ni-Ti ǥ�϶�Si3N4�մɽ����Ե�Ӱ��[J]. ����������ҵѧԺѧ��, 2000, 14(4): 77-82.
ZOU Jia-sheng, WU bin, ZHAO Qi-zhang, et al. Wetting ability of Cu-Ni-Ti active brazing alloy on Si3N4 ceramic[J]. Journal of East China Shipbuilding Institute, 2000, 14(4): 77-82.
[5]�ܻ�ƽ, ��, �����. Cu-Ni-Ti�Ͻ�ǥ�϶�Si3N4�մɵ���ʪ������[J]. ����ѧ��, 1999, 35(5): 527-530.
XIONG Hua-ping, WAN Chuan-geng, ZHOU Zhen-feng. Wetting and joining between Si3N4 ceramic and Cu-Ni-Ti alloy brazing filler[J]. Acta Metallurgica Sinica,1999, 35(5) : 527-530.
[6]WAN Chuan-geng, XIONG Hua-ping, ZHOU Zheng-feng. Joining of Si3N4/Si3N4 with CuNiTiB paste brazing filler metals and interfacial reactions of joints[J]. J Mater Sci, 1999, 4(12): 3013-3019.
[7]�ܻ�ƽ. CuNiTi ����ǥ�϶�Si3N4�մɵ�����[J]. �й���ɫ����ѧ��, 1999, 9(4): 764-768.
XIONG Hua-ping. Joining of Si3N4 to Si3N4 using rapidly-solidified Cu-(5-25)Ni-(16-28)Ti-B brazing filler foils [J]. The Chinese Journal of Nonferrous Metals, 1999, 9(4): 764-768.
[8]Wan C G, Xiong H P, Zhou Z F. Joining of Si3N4 to 1.25Cr0.5Mo steel using rapidly solidified CuNiTiB foils as brazing filler metals[J]. Welding J, 1997, 76(12): 522s-525s.
[9]����, ��־��, ���Ž�, ��. �Ǿ�̬���Ӳ��ϵ����Լ���Ӧ��[J]. ���ϵ���, 2004, 18(4): 17-26.
ZOU Jia-sheng, XU Zhi-rong, CHU Ya-jie, et al. The characteristics and the use of amorphous welding materials[J]. Materials Review, 2004, 18(4): 17-26.
[10]����, ��־��, ��־��, ��. Ti-Zr-Ni-Cu�Ǿ�ǥ�ϵ��Ʊ�������[J]. ����ѧ��, 2005, 26(10): 51-53.
ZOU Jia-sheng, XU Zhi-rong, JIANG Zhi-guo, et al. The preparation and performance of Ti-Zr-Ni-Cu amorphous brazing alloy[J]. Transactions of the China Welding Institution, 2005, 26(10): 51-53.
[11]����ƽ. ����-�մɽ�����ʪ�ͽ�ϻ���[D]. ����: �й���ѧԺ�����о���, 1991.
XIAN Ai-ping. Interface Wetting and Bonding Mechanism Between Metal and Ceramic[D]. Shenyang: Institute of Metal Research of Chinese Academy of Sciences, 1991.
[12]Tamai T, Naka M. Ag effect on microstructures and strength of Si3N4 joint brazed with Cu-Ag-Ti filler metals[J]. Mater Sci Lett, 1996, 15: 1353-1354.
[13]Tamai T, Naka M. Ti effect on microstructures and strength of Si3N4/ Si3N4 and SiC/ SiC joint brazed with Cu-Ag-Ti filler metals[J]. Mater Sci Lett, 1996, 15: 1203-1562.
[14]���. �մɺ��մ�(����)����˲��Һ�����ӵĽ��淴Ӧģ�ͺ�����ǿ���о�[D]. ����: �㽭��ѧ, 1997.
CHEN Zheng. Numerical Simulation and Model in Partial Liquid Phase Bonding of Ceramic and Ceramic(metal) and the Bonding Strength Study[D]. Hangzhou: Zhejiang University, 1997.
[15]����ƽ. �����Ǿ�̬ǥ�ϵ�ǥ�����̼����ղ����Ż�[D]. ����: ������ͨ��ѧ, 1993.
ZHANG Xin-ping. The Brazing Process and Parameters Optimizing of Nickel Based Amorphous Brazing Alloy[D]. Xi��an: Xi��an Jiaotong University, 1993.
[16]Wan C G, Xiong H P, Zhou Z F. Joining of Si3N4/Si3N4 with Cu-Ni-Ti-B paste brazing filler metals and interfacial reactions of the joints[J]. Mater Sci, 1999, 34: 3013-3019.
(�༭�°���)
������Ŀ: ����ʡ��Ȼ��ѧ����������Ŀ(BK2003045); ����ʡ��У��Ȼ��ѧ����������Ŀ(06KJB430028)
�ո�����: 2006-06-05; ������: 2006-10-08
ͨѶ����: ��־��; �绰: 0511-5865742; E-mail: jzgone@gmail.com

