稀有金属 2008,(02),135-139 DOI:10.13373/j.cnki.cjrm.2008.02.011
ARB工艺对1060工业纯铝组织和性能的影响
袁守谦 吕爽 张西峰 王超
西安建筑科技大学材料科学与工程学院,西安建筑科技大学材料科学与工程学院,西安建筑科技大学材料科学与工程学院,西安建筑科技大学材料科学与工程学院,西安建筑科技大学材料科学与工程学院 陕西西安710055,陕西西安710055,陕西西安710055,陕西西安710055,陕西西安710055
摘 要:
采用ARB技术中两种轧制工艺, 研究变形后1060工业纯铝的显微组织和力学性能变化。结果显示, 在两种ARB轧制工艺中, 单向轧制工艺的晶粒细化效果明显好于换向轧制。ARB7道次后, 采用单向轧制工艺试样的显微组织由拉长的细小纤维状晶粒组成, 平均晶粒尺寸是470nm;采用换向轧制工艺试样由等轴状晶粒组成, 平均晶粒尺寸是680nm。同时, 单向轧制后, 材料的抗拉强度和显微硬度提高程度大于换向轧制, 但延伸率却不如换向轧制。分析了ARB过程材料的变形规律和细小晶粒的形成机制。
关键词:
累积复合轧制 ;1060工业纯铝 ;轧制工艺 ;显微组织 ;力学性能 ;
中图分类号: TG146.21
收稿日期: 2007-05-26
Effect of Accumulative Roll Bonding (ARB) Process on Microstructure and Mechanical Properties of 1060 Commercial Pure Aluminium
Abstract:
The effect of deformation on microstructure and mechanical properties of 1060 commercial pure Al were investigated using two kinds of rolling techniques of ARB. The results showed that the effectiveness of unidirectional rolling was better than that of multi-direction rolling in changed fining grain size. After ARB7 passed, the microstructure of unidirectional rolling was consisted of elongated fiber shape thin grains with the average size of 470 nm and that of multi-direction rolling was consisted of equiaxed grains with the average size of 680 nm. So that the tensile strength, the strengthening effect of unidirectional rolling were better than that of multi-direction rolling. But the elongation of specimens by unidirectional rolling was less than that of specimens by multi-direction rolling. The deformation regularity and formation mechanism of UFG were analyzed during ARB process.
Keyword:
accumulative roll bending; 1060 commercial pure Al; rolling process; microstructure; mechanical properties;
Received: 2007-05-26
超细晶结构的金属材料相对于传统的粗晶金属材料在室温下具有较高强度和硬度、 高的抗腐蚀能力并且在低温或高变形速率下具有超塑性
[1 ,2 ,3 ,4 ]
。 因此, 细化晶粒是提高材料强度, 改善材料综合性能的重要途径。 剧烈塑性变形方法是制备块体超细晶材料的有效方法之一, 目前, 已采用等通道角挤 (ECAP)
[5 ,6 ]
、 高压扭转 (HP)
[7 ]
、 多向锻造 (MF)
[8 ]
、 往复挤压 (CEC)
[9 ,10 ]
、 累积复合轧制 (ARB)
[11 ,12 ]
等为代表的剧烈塑性变形方法对多种金属及其合金材料进行大量研究, 获得了较高的塑性应变, 使材料的组织结构得到有效细化, 实现了组织结构和力学性能的良好组合。 其中, 累积复合轧制可用于制备大块体薄板超细晶金属材料和复合材料。
ARB是日本学者Saito等提出的一种剧烈塑性变形方法, 它的突出特点是在轧制后不改变材料的断面尺寸, 通过多次重复轧制使材料获得较大的累积应变, 有效细化材料组织, 提高材料强度。 由于此方法具有工业化连续生产的可能, 而受到越来越多的关注
[11 ,12 ,13 ,14 ]
。 而不同ARB轧制工艺对晶粒细化的影响、 显微组织及力学性能的变化尚未有报道, ARB细化机制还有待全面和深入的研究。 本文选用1060工业纯铝为原料, 研究两种ARB轧制工艺对材料显微组织和力学性能的变化, 分析ARB方法的强化和晶粒细化机制。
1 实 验
所选材料是冷轧态1060工业纯铝, 其化学成分 (%, 质量分数) 为: 0.0025Si, 0.0035Fe, 0.0005Cu, 0.0005Zn, 余Al。 经400 ℃×1 h退火, 薄板尺寸为300 mm×100 mm×1.84 mm。 用钢丝刷和丙酮对两块试样结合表面进行清理, 去除氧化层和油污, 并使试样表面具有一定的粗糙度, 然后叠合在一起, 经轧机无润滑轧制复合, 道次压下量50%, 接着将轧后的薄板剪切成两块, 表面处理后再进行轧制复合, 共进行7道次试验。
轧制试验在Φ 170 mm的二辊轧机上进行, 室温下轧制, 轧辊转速0.42 m・s-1 (即变形速率为23 ・s-1 ) 。 采用两种ARB轧制工艺, 即单向轧制, 每次轧制时试样轧制方向保持不变; 换向轧制, 每次将试样水平旋转180°轧制。
用JEM-200CXTEM透射电镜对母材和轧制各道次试样进行显微组织观察, 加速电压120 kV。 拉伸性能测试在INSTRON-1341电子拉伸仪上进行, 每个道次试样不少于3根, 加载速度为1.0 mm・min-1 , 最大载荷为10 kN。 用WOLPERT-401MVD显微硬度仪测量母材和轧制不同道次试样表面的硬度值, 载荷100 gf, 时间10 s。
2 结果与分析
2.1 显微组织
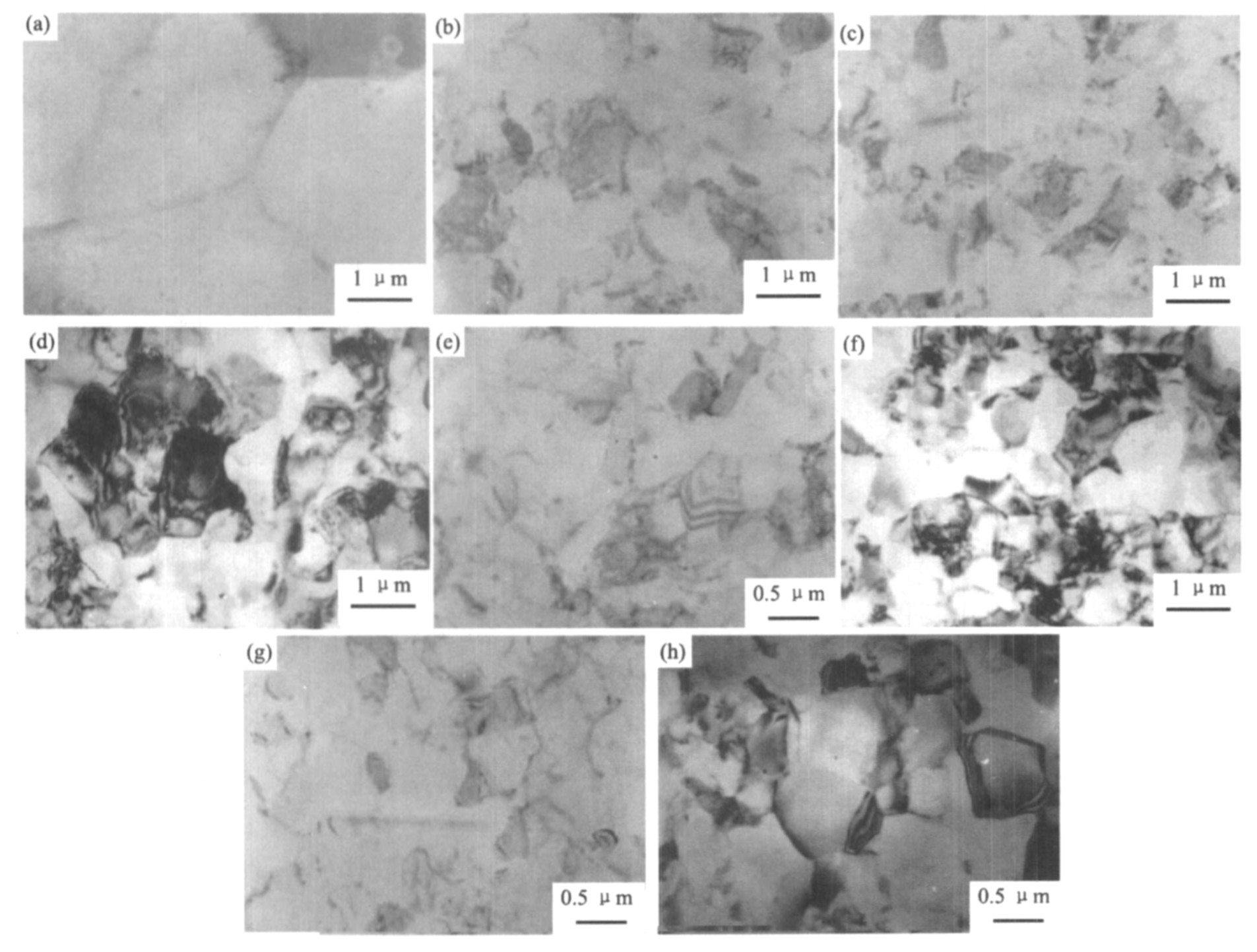
图1是1060工业纯铝ARB轧制样和经过两种轧制工艺及不同轧制道次的显微组织透射电镜照片。 对比图1 (c~f) , 即1060工业纯铝采用单向轧制和换向轧制经过ARB2道次后、 ARB4道次后和ARB7道次后的显微结构, 可以看出随着应变量的增加, 材料的晶粒尺寸逐渐减小。
经过ARB1道次后, 试样内主要表现为有微小取向差的亚晶结构 (图1 (b) ) 。 ARB2道次后, 单向轧制试样内亚晶尺寸较ARB1后减小 (图2 (c) ) , 位错密度明显比ARB1大; 换向轧制试样内亚晶尺寸变化不大, 位错胞增多 (图2 (d) ) 。 ARB4道次后, 细小晶粒形成, 具有明显晶界被周围的亚晶结构所包围, 单向轧制试样内平均晶粒尺寸为620 nm (图1 (e) ) , 换向轧制试样内晶粒平均尺寸830 nm (图1 (f) ) 。 随着ARB道次的增加, 晶体内超细晶的数量增加, 不同轧制工艺所获得的显微组织不同, 采用单向轧制工艺经过ARB7道次后, 晶粒呈细小纤维状, 平均晶粒尺寸为470 nm (图1 (g) ) ; 采用换向轧制工艺经过ARB7道次后, 晶粒形状呈扁平等轴状, 平均晶粒尺寸为680 nm (图1 (h) ) , 大部分晶界仍然是位错结构, 晶界较宽, 还存在有形变亚晶, 晶粒细化效果不如单向轧制。
2.2 力学性能
2.2.1 抗拉强度与延伸率
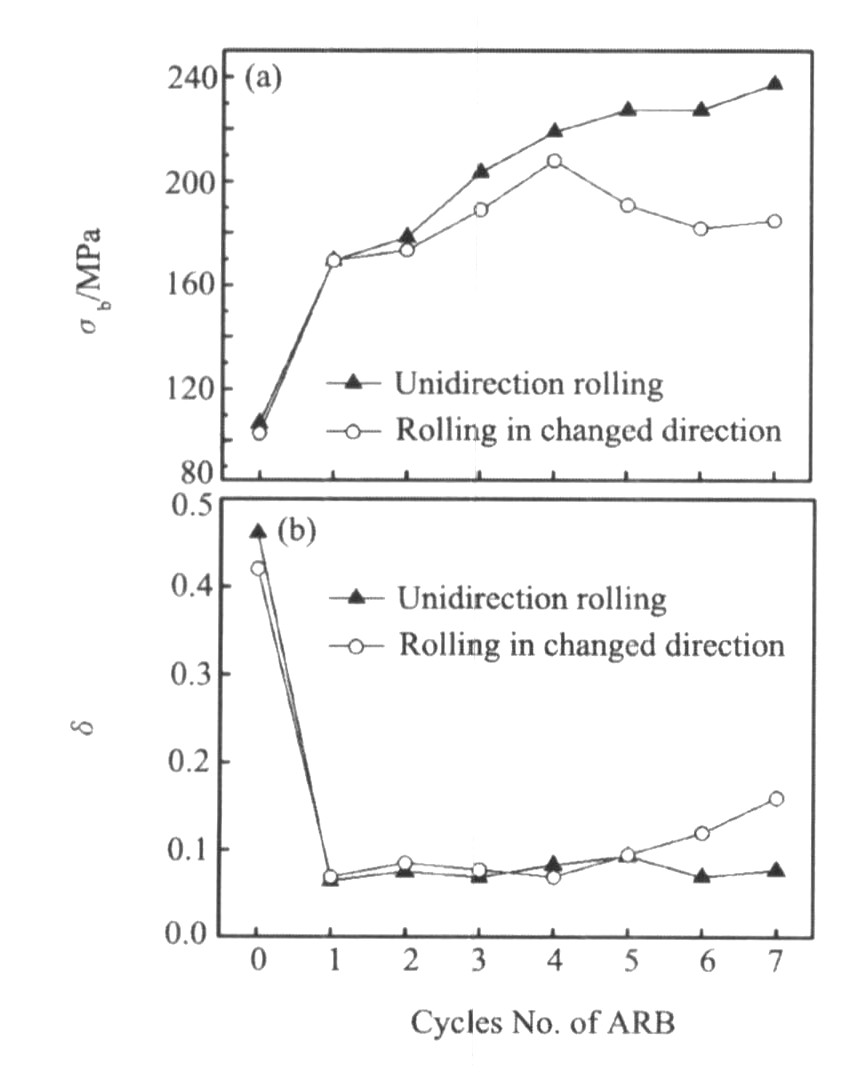
图2是两种轧制工艺下1060工业纯铝的σ b 和δ 随ARB轧制道次变化曲线。 从图2可以看出, 采用单向轧制工艺, 材料经过7道次ARB轧制后, 抗拉强度随着累积变形量的增加而增加, 在ARB7道次后σ b 达到最大值217.5 MPa, 约是变形前的2.5倍, 在ARB5后变化趋于平缓; 而延伸率在ARB1道次后从46%下降到6.42%, 并随着变形量的增加, 基本保持在7%左右波动。 表明在ARB剧烈塑性变形过程中, 由于试样中引入大量的位错, 位错密度增加, 位错间的相互缠结和相互作用, 使材料产生内应力和加工硬化, 强度升高, 塑性下降。 随着ARB道次的增加, 细小晶粒数量增加, 在ARB5道次后, 试样内超细晶分布均匀, 导致材料强度和延伸率变化平缓。
图1 1060工业纯铝轧制前和ARB单向、 换向轧制工艺1, 2, 4, 7后的显微组织
Fig.1 Microstructure of 1060 Commercial pure Al before ARB and after ARB
(a) Before ARB; (b) AfterARB1 passed; (c) AfterARB2 passed by unidirection rolling; (d) AfterARB2 passed by rolling in changed direction; (e) After ARB4 passed by unidirection rolling; (f) After ARB4 passed by rolling in changed direction; (g) After ARB7 passed by unidirection rolling; (h) After ARB7 passed by rolling in changed direction
采用换向轧制工艺, 材料的抗拉强度随着累积变形量的增加总体上呈上升趋势, 在ARB4后σ b 达到最大值188 MPa, 随后略有降低, 在ARB6后变化趋于平缓; 延伸率先降后生, 在ARB4道次后恢复上升, 在ARB7后达到16%。 表明在ARB1过程中与单向轧制相同, 在ARB2后, 由于变形方向相反, 后一轧制道次产生的位错与前一道次产生的位错异号、 运动方向相反, 引起位错密度减小, 一部分应力回复。 另一方面, 位错在反向运动时, 和晶粒内背应力方向一致, 背应力帮助位错运动, 使材料的屈服强度降低, 塑性变形容易, 随着道次的增加, 累积变形达到一定程度时, 塑性得到一定程度的改善。
图2 1060工业纯铝强度、 延伸性能随ARB道次变化曲线
Fig.2 Tensile strength (a) and specific elongation (b) versus passed times of ARB
由于1060工业纯铝杂质很少, 没有析出相, 材料的强化主要取决于细晶的尺寸和数量。 1060工业纯铝在ARB轧制过程中, 采用单向轧制抗拉强度增加比换向轧制增加明显, 说明单向轧制比换向轧制晶粒细化效果好。
2.2.2 显微硬度
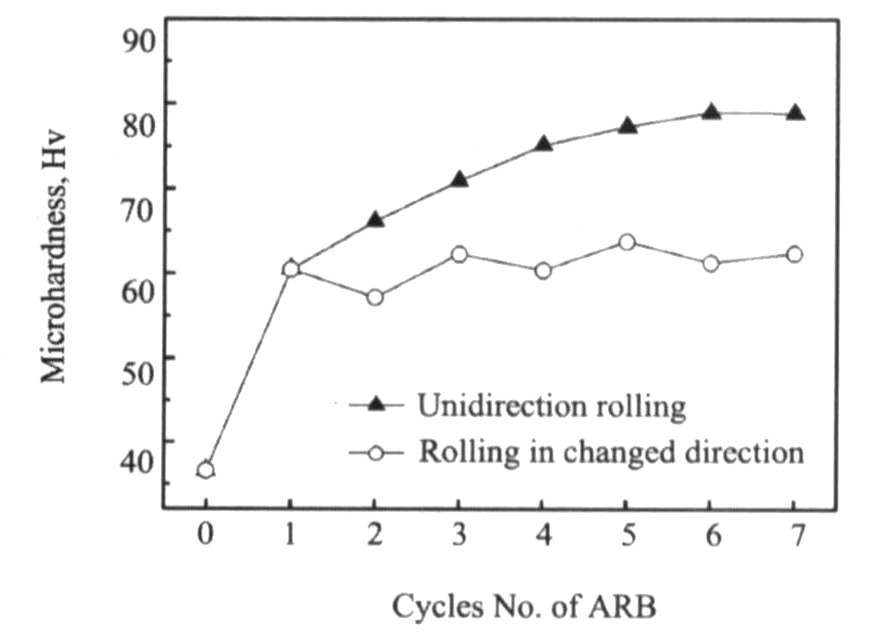
从图3可以看出, ARB1道次后材料的硬度值增加很快, 在随后的道次中, 采用单向轧制工艺的试样硬度值继续缓慢增加, 在ARB6道次后Hv达到79, 约为母材的2.15倍。 采用换向轧制工艺试样的硬度值在ARB1道次后随着道次的增加, 硬度值变化平缓。 说明材料在单向轧制工艺过程中晶粒细化剧烈, 位错缠结造成加工硬化使硬度值继续上升, 晶粒细化到一定程度后继续增加轧制道次, 晶粒尺寸减小缓慢, 硬度值缓慢上升, 当晶体内充满超细晶粒时, 硬度值变化平缓。 而换向轧制工艺, 每道次轧制时由于试样的变形方向不同, 引起异号位错对消, 在一定程度上引起材料的软化, 屈服强度降低, 因此, 显微硬度值Hv在ARB1道次后基本保持在61左右波动。
2.3 ARB不同轧制工艺的晶粒细化机制
在ARB轧制过程中, 由于轧辊与材料之间的摩擦力作用, 材料沿厚度方向变形极不均匀, 从而使晶粒沿板材厚度方向得到不同程度的细化, 板材表面受到的剪切应变最大, 晶粒细化效果最为明显, 中心部位最小
[15 ]
。 但是, 不同的变形路径对材料晶粒的细化效果和方式不同。 图4是两种轧制工艺路线的ARB1~3道次变形作用力示意图。 从图4 (a) 可以看出, 在单向轧制条件下, ARB2道次后, 薄板沿轧制方向应变量继续增加, 剪切应变方向不变, 晶粒在剪切变形带内沿轧制方向不断被拉长、 剪切, 形成细小的纤维状组织; 沿厚度方向由于剪切变形量呈梯度分布, 引起晶粒大小分布不均匀, 同时每道次材料表面的剪切变形被带入材料的中心, 随着轧制道次的增加, 将大量的剪切变形引入材料内部, 分布复杂。
图3 显微硬度随ARB道次变化曲线
Fig.3 Microhardness Versus passed times of ARB
图4 ARB单向轧制和换向轧制工艺1~3道次作用力方向
Fig.4 Force orientation of No.1~3 passed during ARB pressing
(a) Unidirection rolling; (b) Rolling in changed directions
在换向轧制条件下, ARB2道次与ARB1道次的轧制方向相反, 晶粒在轧制方向上受到的剪切应变方向相反, 晶粒易被剪切细化, 如图4 (b) 所示, 沿厚度从表面到中心方向剪切应变量呈梯度分布, 组织变形均匀性好于单向轧制。 随着轧制道次的增加, 晶粒在反复剪切变形作用下, 生成细小的扁平状等轴晶粒。 同时在形变过程中, 由于位错对消, 一部分应力回复, 易使材料发生软化, 对微观组织细化和力学性能有一定影响。
3 结 论
1. 经过7道次ARB变形后, 两种ARB轧制工艺对1060工业纯铝的晶粒尺寸分别细化到470, 680 nm, 单向轧制晶粒细化效果明显, 易形成细小的纤维状晶粒结构; 换向轧制易获得扁平状等轴晶粒。
2. 随着ARB轧制道次的增加, 采用单向轧制工艺 1060工业纯铝的强度增加, 延伸率下降。 ARB7后, 强度达到最大值217.5 MPa, 约是原来的2.5倍, 延伸率在6%附近波动; 采用换向轧制工艺, 1060工业纯铝的强度在ARB4后达到188 MPa, 随后略微降低, 在160 MPa附近波动, 延伸率先降后升, ARB7后δ 为16%。
3. 对于单向轧制工艺, 材料变形方向始终保持不变, 在剪应变的作用下, 晶粒沿轧制方向不断被拉长、 剪切, 生成细小的纤维状晶粒结构; 而换向轧制工艺, 材料在轧制过程中, 后道次与前道次受到的剪切变形方向相反, 随着累积变形的增加, 晶粒在反复剪应变作用下生成扁平状等轴晶粒, 晶粒尺寸均匀性优于单向轧制工艺。
参考文献
[1] Koch C C.Optimization of strength and ductilityin nanocrystalline and ultrafine grained metals[J].Scripta Mater., 2003, 49 (7) :657.
[2] Mishra RS, Valiev RZ, Mukherjee AK.The observation of ten-sile superplasticity in nanocrystalline materials[J].Nanostructure Mater., 1997, (9) :473.
[3] Lee S H, Saito Y, Sakai T, Utsunomiya H, Sakai T.Microstruc-tures and mechanical properties of6061aluminumalloy processed by accumulative roll-bonding[J].Materials Science and Engineering, 2002, A325:228.
[4] 武晓雷.应变诱导晶粒细化与伸长率[J].材料热处理学报, 2005, 26 (3) :43.
[5] Segal VM, Reznikov VI, Drobyshevskii AE.Plasticheskaya Ob-rabotka metallov prostymsdvigom (plastic metal working by simple shear) [J].Metally, 1981, 1:115.
[6] Valiev RZ, Krasilnikov NA, Tsenev NK.Plastic deformation of alloys with submicron-grained structure[J].Materials Science&Engineering A, 1991, 137 (15) :35.
[7] Valiev RZ, IsIamgaliev R K.Bulk nanostructural materials from severe plastic deformation[J].Progressin Materials Science, 2000, 45:103.
[8] 张小明, 张廷杰, 田锋, 李忠奎.多向锻造对改善7075铝合金性能的作用[J].稀有金属材料与工程, 2003, 32 (5) :372.
[9] Richert M, Liu Q, Hansen N.Microstructural evolution over A large strain rangein aluminumdeformed by cyclic extrusion compres-sion[J].Materials Science Engineering A, 1999, 260:275.
[10] 陆文林, 王勇, 冯泽舟.沙漏挤压镦粗复合加工技术[J].塑性工程学报, 2000, 7 (4) :1.
[11] Tsuji N, Saito Y, Lee S H, Minamino Y.ARB (accumulative roll-bonding) and other newtechniques to produce bulk ultrafine grained materials[J].Advanced Engineering Materials, 2003, 5 (5) :338.
[12] Saito Y, Tsuji N, Utsunomiya H, Tanigawa S.Ultra-fine grained bulkaluminumproduced by accumulative roll bonding (ARB) process[J].Scripta Materialia, 1998, 39 (9) :1221.
[13] Min Guanghui, Lee Jung-Moo, Kang Suk-Bong, KimHyung-Wook.Evolution of microstructure for multilayered Al/Ni composites by accumulative roll bonding process[J].Materials Letters, 2006, 3:1.
[14] Chen MC, hsieh HC, Wu Weite.The evolution of microstruc-tures and mechanical properties during accumulative roll bonding of Al/Mg composite[J].Journal of Alloys and Compounds, 2006, 416:169.
[15] Lee S H, Saito Y, Tsuji N, Utsunomiya H, Sakai T.Role of shear strainin ultra grain refinement cy accumulative roll bonding (ARB) process[J].Scripta Materialia, 2002, 46:291.