
Hereditary transmission of AZ91D magnesium alloy
ZHAO Yu(赵宇)1, 2, CHEN Li(陈莉)1, ZHOU Hong(周宏)2
1. School of Materials Science and Engineering, Changchun University of Technology,
Changchun 130012, China;
2. Key Laboratory of Automobile Materials, Ministry of Education, Jilin University,
Changchun 130025, China
Received 15 July 2007; accepted 10 September 2007
Abstract: The magnesium ingots from factory A, B and C were remelted. The microstructure and property of un-remelted and remelted magnesium ingots were investigated. The results indicate that the microstructure and property of the remelted magnesium alloy take on a hereditary transmission similar or resembling to those of feed materials. The characteristics of the short range order structure atomic group in alloy is the same as or resembles to that of feed materials during the melting process. The hereditary transmission of magnesium alloy can be explained by atomic conglobation theory.
Key words: AZ91D magnesium alloy; hereditary transmission; remelting
1 Introduction
Controlling the microstructure of feeding materials is very significant to how to utilize reasonably the original magnesium ingot and recycled scrap[1-3]. The effect of the microstructure of feeding materials on re-melted magnesium alloy and how to control and dispose the factors have attracted many researchers’ attention. The research on how to utilize or get rid of the effect of feeding materials on the microstructure and property of re-melted alloy is significant. This research also plays an important role in reducing the cost of die casts and pollution to the environment, and in recycling the magnesium alloy[4-5]. There were some literatures on the hereditary transmission of ferroalloy and aluminium alloy but no on magnesium in present[6-8]. The varying trend of microstructure and property of un-remelted and remelted magnesium alloys provided by several manufactories is studied in this paper.
2 Experimental
2.1 Materials
The experimental material was AZ91D magnesium alloy. The chemical compositions of the magnesium ingots from factories A, B and C and the recycled scrap are listed in Table 1.
2.2 Method
Firstly the ingot was cast at 680 ℃ and the melting temperature was 720 ℃. The feeding material was made up of magnesium cast ingot provided by several factories and recycled scrap. Then metallographic specimens and specimens for mechanical testing were cut from the middle of castings. The hardness was detected and microstructure of specimen were observed after being ground, polished and eroded. Mechanical property was measured on an omnipotence electrical tester and DSC analysis was conducted.
Magnesium ingots from three factories were remelted. The varying trend of the microstructure and property of un-remelted and remelted magnesium provided by single factory was analyzed. The average diameter of metal matrix (α phase), eutectic (β phase) and inclusion, volume fraction in alloy, shape factor and distribution morphology were all studied. The shape factor is defined as the average value of the ratio between girth and area of a certain phase and numerical value means average smooth degree. The varying trend or comparability between the property of re-melted and ingot magnesium were studied as well. In addition, the similarities and differences of microstructure and property among re-melted feeding materials magnesium alloy adding various additions recycled scrap, and the varying trend of microstructure and property along with the recycled scrap additions increasing are studied.
3 Results and discussion
3.1 Hereditary transmission of AZ91D
3.1.1 Microstructure
The microstructure of re-melted AZ91D and original magnesium ingot provided by factories A, B, C are shown in Fig.1, and the corresponding observed results are presented in Table 2.
The microstructure of re-melted AZ91D resembles to that of the original magnesium ingot. However there is great difference among microstructure of magnesium provided by three factories. It is found that the area ratio of α phase is still bigger accordingly in re-melted microstructure after magnesium ingot which contains the bigger area ratio of α phase is re-melted. For example, the area ratio (87%) of α phase in magnesium ingot from factory B is bigger than that from factories A and C, that (85%) in re-melted magnesium alloy is still bigger. There is no obvious difference between that of re-melted magnesium alloy and magnesium ingots of A, C factory. The diameter of grain is still bigger when magnesium ingots with bigger grain diameter are re-melted. For example, the grain diameter (90 ?m) of magnesium alloy from factory C is bigger than that of A and B (70 ?m), and that (60 ?m) of factory C is still the biggest and that (50 ?m) of factory B is the smallest after being re-melted. The β phase shape factor (4.0) in magnesium ingot of factory C is bigger than that of A and B (2.2). That of C after being re-melted is still bigger (3.5) and B is still smaller (2.4). The area ratio (18%) of β phase provided by factory C is more than those of A and B. That (20%) of C after being re-melted is still bigger and that of the factory B is the smallest. The β phase shape of factory A is all long banding and polygonal whether un-re-melted or re-melted, that of B is short crinkly banding and polygonal, that of C is all long crinkly banding. The distribution of β phase appears discontinuous reticular and massive, and B massive, C discontinuous reticular. The results above indicate that microstructure of AZ91D magnesium takes on hereditary transmission to magnesium ingot.
3.1.2 Properties
The results of mechanical properties and hardness testing are shown in Table 3. Fig.2 presents the SEM micrographs of fracture of magnesium ingot and re-melted magnesium.
The σb, δ and hardness of sample A are the lowest, those of the re-melted are still the lowest accordingly. And the values of sample C are the highest, so are those of the re-melted. Thus the mechanical properties of re-melted magnesium alloy are homologous with those of magnesium ingots with different original mechanical Original; (a′), (b′), (c′) Re-melted property being re-melted.
Table 1 Compositions of experimental alloy AZ91D (mass fraction, %)

Table 2 Analyzing results to microstructure of re-melted AZ91D and magnesium ingot provided by several factories
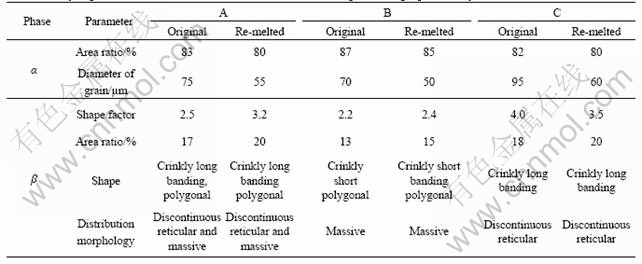
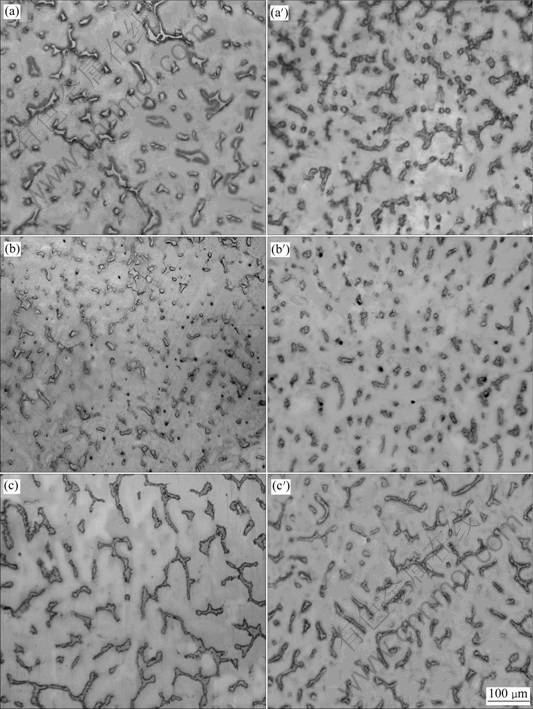
Fig.1 Optical micrographs of AZ91D magnesium ingot provided by several factories: (a), (a′) Sample A; (b), (b′) Sample B; (c), (c′) Sample C; (a), (b), (c) Original; (a′), (b′), (c′) Re-melted at 680 ℃
Table 3 Mechanical properties of AZ91D magnesium ingots

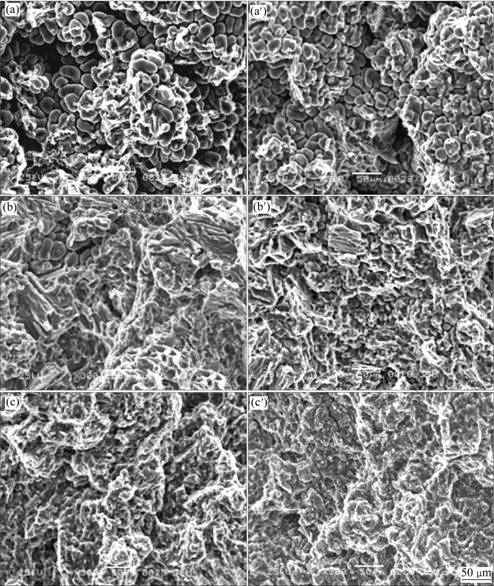
Fig.2 SEM micrographs of fracture surface of magnesium alloy: (a), (a′) Sample A; (b), (b′) Sample B; (c), (c′) Sample C; (a), (b), (c)
The fracture of magnesium alloy provided by factories A, B and C mostly shows intergranular crack. The number decreases in order and that of cleavage fracture increases a little (Fig.2). The varying trend of fracture in re-melted microstructure is the same as that of magnesium ingot. It is intergranular crack strain lower than that of cleavage fracture, which results in the mechanical properties of A, B and C increases in order. The results indicate the fracture morphology of magnesium alloy takes on hereditary transmission.
3.2 Mechanism of microstructure hereditary trans- mission
The results of DSC analysis are shown in Fig.3. The curves of re-melted alloy resemble to that of magnesium alloy from the same factory, which indicates that the similar solidified course results in similar microstructure. A little difference exist among the curve trend of differential thermal analysis of three kinds of magnesium ingot, so is the re-melted. The difference of differential thermal analysis curve means different solidified course. And solidified course results in the difference of microstructure. All differential thermal analysis process can be regarded as inverse process of solidifying. Thus differential thermal analysis curve shows solidifying course of alloy, which depends on liquid configuration. There is short range order structure with original magnesium alloy microstructure characteristics in liquid alloy. The average dimension and composition of short range order structure inherits the macro-inhomogeneity of liquid alloy. And inhomogeneity of liquid alloy depends on microstructure of feeding materials. So the structure of feeding materials depends on the short range order structure of liquid in certain degree. The magnesium alloy has hereditary transmission because the short range order structure determines the solidifying process[9].
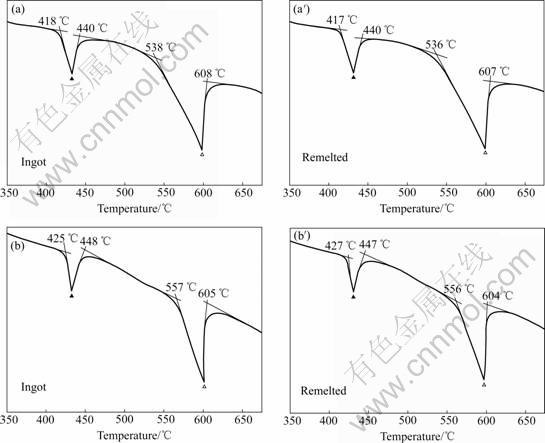
Fig.3 DSC curves of magnesium ingots: (a), (a′) Sample A; (b), (b′) Sample B
4 Conclusions
1) The microstructure and property of re-melted AZ91D magnesium alloy takes a hereditary transmission similar to that of feeding materials.
2) There is no obvious difference between DSC analysis curve of un-re-melted and re-melted magnesium alloy, so is solidifying course. It is short range order structure in magnesium liquid affecting the solidifying course of liquid, which results in the re-melted magnesium taking on the hereditary transmission.
References
[1] WARDLOW G D. Recycling must be carefully controlled [J]. Foundry Trade Journal,1999(2): 18-21.
[2] BRASSARD C. Recycling of magnesium scrap, a necessity [C]// Proceeding of 3th International Magnesium Conference. 1996: 1111-1114.
[3] BIAN Xiu-fang. Abnormal zone above the liquidus of Pb-Sn alloys [J]. Chinese Science Bulletin, 1996(10): 873-878.
[4] GREEN H. Light to 100% recycled magnesium [J]. Foundry Trade Journal, 1999(2): 11-12.
[5] KING J F, HOPKINGS A, THISTLETHWAITE S. Recycling of by-products from magnesium die casting [C]// Proceeding of 3th International Magnisium Conference. 1996: 51-61.
[6] MOTZ J. Influence of trace elements on the structures and properties of nodular iron casting [J]. Giessereiforsching, 1967, 3: 109-101.
[7] ANDER L. Heridity in cast iron [J]. The Iron Age, 1927, 6: 960-961.
[8] QI X G, LIU X F, BIAN X F. The effects of solid deformation and meltvibration on refining performance of Al5Ti1B master alloys [J]. The Chinese Journal of Nonferrous Metals, 1999, 9(1): 80-83. (in Chinese)
[9] RIOPELLE L. The recycling of magnesium makes cents [J]. Journal of Material, 1996, (10): 44-47.
Corresponding author: ZHAO Yu; Tel: +86-431-85716421; Fax: +86-431-85716426; E-mail: zhaoyu_0223@163.com
(Edited by YUAN Sai-qian)

