Trans. Nonferrous Met. Soc. China 20(2010) s739-s743

Microstructure evolution and thixoextrusion of
AZ91D magnesium alloy produced by SSTT
CHENG Yuan-sheng(程远胜)1, CHEN Qiang(陈 强)2, HUANG Zhe-qun(黄哲群)1, HUANG Shu-hai(黄树海) 2
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. Southwest Technique and Engineering Institute, Chongqing 400039, China
Received 13 May 2010; accepted 25 June 2010
Abstract: The semi-solid thermal transformation (SSTT) route was used to obtain semi-solid billets for thixoextrusion. Microstructural evolution during partial remelting was studied. Mechanical properties of thixoextruded billets were determined. The results show that the solid grain size decreases initially and then increases as the isothermal holding time increases. Furthermore, shape factor measurements show that the solid grains tend to become increasingly spheroidal after 10 min isothermal holding. With longer isothermal holding time, the degree of spheroidization slightly decreases. Middle ultimate tensile strength (263.3 MPa) is obtained for thixoextruded AZ91D alloy produced by the SSTT route, with a yield strength of 120.0 MPa and an elongation to fracture of 7.19%.
Key words: AZ91D magnesium alloy; microstructure; semi-solid thermal transformation; thixoextrusion
1 Introduction
Thixoextrusion, which belongs to thixoforming, is a relatively new route for metal forming[1]. The process requires that the alloys should be treated so that they possess a non-dendritic, spheroidal microstructure when they are reheated between the solidus and liquidus[2]. When the billet is sheared it flows, but when it is allowed to stand it thickens again. The viscosity is time and shear rate dependent. There are several routes to obtain the spheroidal microstructure, such as strain-induced melt activation (SIMA), recrystallisation and partial remelting (RAP), cooling slope (CS) and semi-solid thermal transformation (SSTT)[3]. The SSTT route involves simply heating a dendritic structure to the semi-solid temperature range for a period of time sufficient to allow a spheroidal structure to evolve thixoextrusion[4].
Several researchers[5-7] reported the microstructural evolution and semi-solid processing of magnesium alloys. ZHANG et al[5] reported the effect of asymmetrical deformation on the microstructure evolution of semi-solid AZ91D magnesium alloy. At the isothermal holding stage, recrystallization and liquid phase nucleation occurred in the severe deformed region. The liquid nuclei grew up rapidly to connect together and in different deformed areas liquid formed. DU and ZHANG[6] studied the microstructure and mechanical behavior of semi-solid die-casting AZ91D magnesium alloy. The semi-solid die casting (SSDC) alloy exhibited a unique microstructure, featuring primary α-Mg globules uniformly distributed in the matrix of fine secondary α-Mg grains and β-Mg17Al12 intermetallic. Good mechanical properties were obtained for SSDC alloy, with an ultimate tensile strength (UTS) of 248 MPa, a yield strength of 145 MPa and an elongation to fracture of 6.5%. KLEINER et al[7] reported the microstructure evolution during reheating of an extruded Mg-Al-Zn alloy into the semisolid state. They suggested that the presence of small intragranular liquid droplets could be explained by the self-blocking remelting mechanism.
Although many results[5-7] on the microstructure evolution of magnesium alloys during partial remelting were reported, only limited papers on mechanical properties of thixoformed magnesium alloys were published. The aim of this work is to employ the SSTT route to prepare AZ91D alloy semi-solid billets. Furthermore, the mechanical properties of thixoextruded billets were determined.
2 Experimental
The composition of AZ91D magnesium alloy used in the present study was Mg-8.9% Al-0.76% Zn-0.32%
Mn-0.03%Si-0.003%Fe(mass fraction). The AZ91D magnesium alloy was provided in the form of an as-cast bar, typically about 76 mm in diameter. Differential scanning calorimetry (DSC) analysis was carried out to estimate the semi-solid range. From the estimation, the solidus and liquidus temperatures for the AZ91D alloy were obtained as 435 and 595 ℃, respectively. From the results, appropriate temperatures were selected for the remelting experiments. Before partial remelting, the as-cast bar was machined into cylindrical samples with a diameter of 8 mm and a height of 12 mm. During SSTT, the temperatures were monitored by means of a K-type thermocouple inserted about 2 mm into a reference sample. Ar was used as a protective atmosphere to prevent oxidation. On removal from the furnace, the samples were immediately quenched in cold water.
Slugs with 45 mm in diameter and 90 mm in height for thixoextrusion were machined from as-cast materials. Two K-type thermocouple holes were drilled at the center and periphery of the slugs, to the middle of slug height. During reheating, Ar was also used as a protective atmosphere to prevent oxidation. Once the target thixoforging temperature and holding time were attained, the thermocouples were extracted and the cylindrical slug was transferred to a die. The ram velocity was 15 mm/s. The exerted pressure was 300 MPa and the dwell time was 30 s.
Metallographic specimens were ground with SiC paper and polished with diamond slurry. Samples were etched by 4% hydrogen nitrate water solution. An optical microscope was used for microstructure observation. The grain size and shape factor were calculated from the following equations: D=(4A/p)1/2 (A is the area of the solid grain) and F=(4pA)/P2 (P is the perimeter; F=1, sphere; F→0, needle)[8-9]. The mechanical properties of thixoextruded ingots were measured using an Instron 5569 testing machine at a cross head speed of 1 mm/min. Tensile curves were analyzed to assess the ultimate tensile strength, yield strength and elongation to fracture. Each tensile value was the average of three measurements.
3 Results
3.1 Microstructure and mechanical properties of as-cast AZ91D magnesium alloy
Fig.1 shows the microstructure of as-cast AZ91D magnesium alloy. As shown in Fig.1, the microstructure of as-cast AZ91D magnesium alloy consists of matrix (α-Mg) and β-Mg17Al12 precipitates which mainly distribute at grain boundaries. The tensile tests indicate that poor mechanical properties of as-cast AZ91D magnesium alloy are obtained, with a tensile strength of 118.3 MPa, a yield strength of 63.57 MPa and an elongation to fracture of 1.56%.
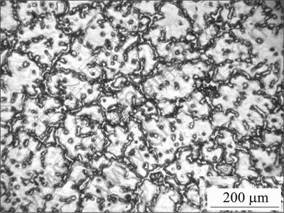
Fig.1 Microstructure of as-cast AZ91D magnesium alloy
3.2 Effect of isothermal holding time on microstructure evolution of as-cast AZ91D magnesium alloy during partial remelting
Fig.2 shows the microstructure evolution of as-cast AZ91D magnesium alloy partially remelted at 560 ℃ for different isothermal holding times. As shown in Fig.2(a), after isothermal holding for 5 min, because of the melting of eutectic structure among α-Mg phases, typical dendritic structures disappear and evolve into a blocky structure with a large size. Prolonging isothermal holding time to 10 min results in the separation between contacted solid grains. Careful examination of Fig.2(b) indicates that solid grains undergo a significant degree of spheroidization and there are still some contacted solid grains in the microstructure. The formation of contacted solid grains is attributed to the blocky structure, which is not completely penetrated by the liquid matrix. A comparison between Fig.2(b) and Fig.2(c) indicates that significant solid grain coarsening occurs in the semi-solid state after 15 min. With further prolonging isothermal holding time, the tendency of calescence among solid grains is more obvious. Fig.3 shows the variation of grain size and shape factor with isothermal holding time for as-cast AZ91D magnesium alloy during partial remelting. It is shown that the solid grain size decreases initially and then increases as the isothermal holding time increases. Furthermore, shape factor measurements show that the solid grains tend to become increasingly spheroidal after isothermal holding for 5 min. With longer isothermal holding time, the degree of spheroidization decreases slightly.
3.3 Effect of reheating temperature on microstructure evolution of as-cast AZ91D magnesium alloy during partial remelting
Fig.4 shows the microstructure evolution of as-cast AZ91D magnesium alloy partially remelted at different temperatures for 10 min. As shown in Fig.4(a), 10 min isothermal holding at 550℃is not enough for spheroidization. Solid grains are still stick together and the separation does not occur. Increasing temperature to 560 ℃ results in the separation of contacted solid grains and some individual solid grains are subjected to spheroidization. When the reheating temperature increases to 565 ℃, contacted solid grains are separated and solid grains are surrounded by grain boundary liquid films. Comparison of Figs.4(b) and (c) indicates that obvious solid grain coarsening occurs at 565 ℃. The microstructure in Fig.4(d) indicates that the degree of spheroidization is improved. Fig.5 shows the variation of grain size and shape factor with reheating temperatures for as-cast AZ91D magnesium alloy during partial remelting. As shown in Fig.5, the solid grain size decreases initially, and then increases as the isothermal holding time increases. Shape factor measurements show that the solid grains tend to become increasingly spheroidal with increasing reheating temperature.
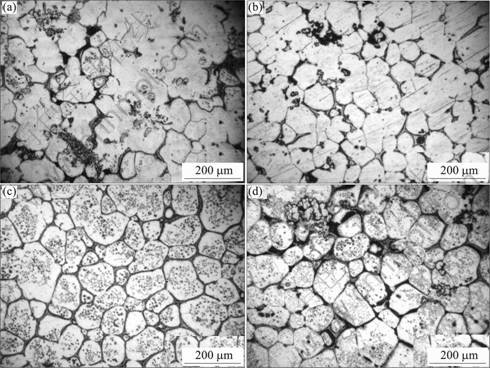
Fig.2 Optical micrographs of as-cast AZ91D magnesium alloy partially remelted at 560 ℃ for different time: (a) 5 min; (b) 10 min; (c) 15 min; (d) 20 min
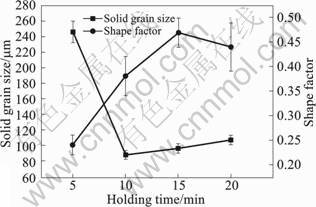
Fig.3 Variation of grain size and shape factor with isothermal holding time for as-cast AZ91D magnesium alloy during partial remelting
3.4 Mechanical properties of thixoextruded components
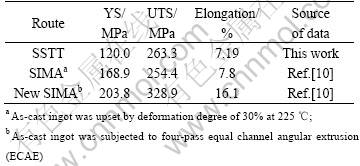
Fig.6 shows the thixoextruded spacing components. As shown in Fig.6, it is no problem for the reheated slugs to fill the die and the thixoformability of slugs in the semi-solid state is good. The mechanical properties of the AZ91D magnesium alloy produced by SSTT route are listed in Table 1. Meanwhile, the mechanical properties of AZ91D magnesium alloys produced by other processes and researchers are also listed for comparison[10]. The ultimate tensile strength of thixoextruded AZ91D magnesium alloy produced by the SSTT route is slightly higher than that of thixoforged AZ91D magnesium alloy produced by the strain induced melt activation (SIMA) route. The mechanical properties of the thixoforged AZ91D magnesium alloy produced by the new SIMA process (four-pass equal channel angular extrusion plus partial remelting) show a significant improvement over those of the alloy produced by SSTT route.
4 Discussion
The non-equilibrium solidification in the molten alloy resulted in the chemical composition segregation in the solidified microstructure. Due to the foremost solidification, the primary dendrite and petal-like α-Mg grains were very poor in the Al solute in their interior[11].
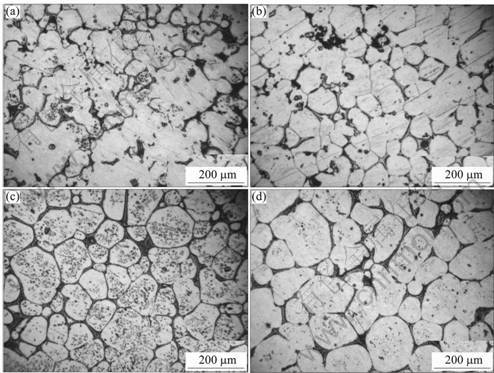
Fig.4 Optical micrographs of as-cast AZ91D magnesium alloy partially remelted at 550 ℃ (a), 560 ℃ (b), 565 ℃ (c) and 570 ℃(d) for 10 min
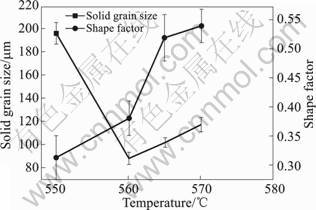
Fig.5 Variation of grain size and shape factor with reheating temperature for as-cast AZ91D magnesium alloy during partial remelting
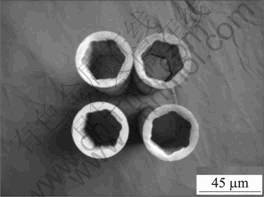
Fig.6 Thixoextruded spacing components
The eutectic mixture, which surrounded the dendritic and petal-like α-Mg grains, was very poor in the Al solute due to the chemical composition segregation during the lattermost solidification[11]. At the initial stage of partial remelting, the mixture eutectic structure that was rich in Al dissolved into α-Mg. The result was that the Al content in α-Mg increased and the amount of eutectic β phase decreased. At the same time, dendritic arms were merged. Because of the rapid heating rate, it was impossible for eutectic β phase to totally dissolve into α-Mg. Under this condition, residual eutectic β phase began to melt. During isothermal holding, with prolonging holding time, α-Mg and residual eutectic β phase transformed into liquid phase and the amount of liquid phase increased. Liquid phase penetrated into dendritic structure, which resulted in the formation of blocky structure. Blocky structure with an irregular shape would be separated into individual lumpy structure with small size due to liquid penetration. After the complete fragmentation, individual solid grains were surrounded by grain boundary liquid films and Ostwald ripening was more active. Ostwald ripening, a dissolution-reprecipitation diffusion-controlled mechanism, was attributed to the spheroidization of individual solid grains[12-13]. With further prolonging holding time, grains were coarsened by calescence and Ostwald ripening. The results indicated that the microstructure evolution could be divided into four stages: the dissolution of eutectics, structure separation, spheroidization and solid grain coarsening. When the reheating temperature was relatively low (550 ℃), the amount of liquid phase was low and the thickness of grain boundary liquid film was relatively thin. On the one hand, the low rate of atom diffusion was relatively low, which resulted in the low rate of fragmentation. On the other hand, the distance of neighboring solid grains was short[14]. Therefore, the possibility of solid grain coalescence would be large, which resulted in the irregular solid grains with larger size. With increasing the reheating temperature, the rate of microstructure evolution was improved and the thickness of grain boundary liquid film was large[15]. Therefore, coalescence was inhibited and Ostwald ripening was more active. With further increasing the reheating temperature, solid grain coarsening was more obvious. At the same time, the corners and edges of solid grains would be melted, which resulted in the improvement of the degree of spheroidization.
Table 1 Mechanical properties of AZ91D magnesium alloy produced by SSTT route in comparison with data from other routes
In the SSTT route, the preparation of spheroidal microstructure was very simple. However, the structures produced by this route tended to be relatively coarse. According to Hall-Petch equation, the decrease of solid grain diameter was favorable for the improvement of mechanical properties. The comparison of Fig.3 with Fig.5 indicated that increasing the reheating temperature and prolonging isothermal holding time were favorable for obtaining the finer solid grains due to the fragmentation of blocky structure. However, if the reheating temperature was too high and the isothermal holding time was too long, coarse solid grains were achieved, resulting in poor mechanical properties in the final components.
5 Conclusions
1) During partial remelting, the microstructure evolution of as-cast AZ91D magnesium alloy can be divided into four stages: dissolution of eutectics, structure separation, spheroidization and solid grain coarsening. With increasing the isothermal holding time, the solid grain size decreases initially and then increases as the isothermal holding time increases. Furthermore, shape factor measurements show that the solid grains tend to become increasingly spheroidal after 10 min isothermal holding. With longer isothermal holding time, the degree of spheroidization slightly decreases. With increasing the reheating temperature, grain size decreases initially and then increases as the reheating temperature increases. Shape factor measurements show that the solid grains tend to become increasingly spheroidal with increasing reheating temperature.
2) The middle ultimate tensile strength (263.3 MPa) is obtained for thixoforged AZ91D magnesium alloy produced by the SSTT route, with a yield strength of 120.0 MPa and an elongation to fracture of 7.19%. However, mechanical properties of thixoforged AZ91D magnesium alloy produced by the SSTT route are lower than those of thixoforged AZ91D magnesium alloy produced by the new SIMA route (four-pass equal channel angular extrusion plus partial remelting ).
References
[1] CHAYONG S, ATKINSON H V, KAPRANOS P. Multistep induction heating regims for thixoforming 7075 aluminum alloy [J]. Mater Sci Technol, 2004, 20: 490-496.
[2] ATKINSON H V, WARD P J. Thixoforming of hypereutectic Al/Si automotive pistons [J]. Solid State Phenomena, 2008, 141/142/143: 201-206.
[3] ATKINSON H V. Modelling the semisolid processing of metallic alloys [J]. Prog Mater Sci, 2005, 50: 346-352.
[4] BERGSMA S C, TOLLE M C, KASSNER ME, LI X, EVANGELISTA E. Semi-solid thermal transformations of Al-Si alloys and the resulting mechanical properties [J]. Mater Sci Eng A, 1997, 237: 24-34.
[5] ZHANG Q Q, CAO Z Y, LIU Y B, ZHANG Y F, ZHANG L, ZHANG M L, WU R Z. Effect of asymmetrical deformation on the microstructure evolution of semisolid AZ91D magnesium alloy [J]. Mater Sci Eng A, 2008, 488: 260-265.
[6] DU X H, ZHANG E L. Microstructure and mechanical behavior of semi-solid die-casting AZ91D magnesium alloy [J]. Mater Letter, 2007, 61: 2333-2337.
[7] KLEINER S, BEFFORT O, UGGOWITZER P J. Microstructure evolution during reheating of an extruded Mg-Al-Zn alloy into the semisolid state [J]. Scripta Mater, 2004, 51: 405-410.
[8] ZHANG Q Q, CAO Z Y, LIU Y B, WU J H, ZHANG Y F. Study on the microstructure evolution and rheological parameter of semi-solid Mg-10Al-4Zn alloys [J]. Mater Sci Eng A, 2008, 478 (1/2): 195-200.
[9] YANG M B, PAN F S, CHENG R J, SHEN J. Effects of holding temperature and time on semi-solid isothermal heat-treated microstructure of ZA84 magnesium alloy [J]. Trans Nonferrous Met Soc China, 2008, 18(3): 566-572.
[10] JANG J F, WANG Y, LUO S J. Application of equal channel angular extrusion to semi-solid processing of magnesium alloy [J]. Mater Character, 2007, 58: 190-196.
[11] CHEN T J, HAO Y, SUN J. Microstructural evolution of previously deformed ZA27 alloy during partial remelting [J]. Mater Sci Eng A, 2002, 337: 73-81.
[12] WANG J G, LIN H Q, LI Y Q, JIANG Q C. Effect of initial as-cast microstructure on semisolid microstructure of AZ91D magnesium alloy during the strain-induced melt activation process [J]. J Alloys Compd, 2008, 457: 251-258.
[13] TZIMAS E, ZAVALIANGOS A. Evolution of near-equiaxed microstructure in the semisolid state [J]. Mater Sci Eng A, 2000, 289: 228-240.
[14] LIANG S M, CHEN R S, HAN E H. Semisolid microstructural evolution of equal channel angular extruded Mg-Al alloy during partial remelting [J]. Solid State Phenomena, 2008, 141/142/143: 557-562.
[15] MANSON-WHITTON E D, STONE I C, JONES J R, GRANT P S, CANTOR B. Isothermal grain coarsening of spray formed alloys in the semi-solid state [J]. Acta Mater, 2002, 50(10): 2517-2535.
(Edited by CHEN Wei-ping)
Corresponding author: CHEN Qiang; Tel:+86-23-68792284; E-mail:2009chenqiang@163.com

