ϡ�н��� 2002,(01),54-58 DOI:10.13373/j.cnki.cjrm.2002.01.016
����Ӳ�ʺϽ��չ
���� ������
�㶫��ҵ��ѧ����ѧԺ,����������ѧ����ϵ,�㶫��ҵ��ѧ����ѧԺ ����510090����������ѧ����ϵ,����510641 ,����510641 ,����510090
ժ Ҫ��
�����˻�е�Ͻ�����ת����ԭλ��̼��ԭ���������ȶ���WC Co����Ӳ�ʺϽ��ĩ���Ʊ����� , ָ������WC Co��ĩ�ս�����е����ܻ��¶������ԵĽ��� , �����������ƺ�ǿ , ͬʱ���������ܻ���Ͻ������֯����ѧ�����о���չ�ſ������Ŀǰ���ڵ��������ս���̵ľ�������Ŀ��� , �������͵��ս��ֶ�ʵ�ֿ����սὫ������Ӳ�ʺϽ�δ���ķ�չ����
�ؼ��ʣ�
���� ;Ӳ�ʺϽ� ;�ս� ;����֯ ;��ѧ���� ;
��ͼ����ţ� TB383
�ո����ڣ� 2001-06-26
���� �㶫ʡ�ص㹥��������Ŀ (No .980 0 30 );
Progress of Nanostructured Cemented Carbide
Abstract��
The progress of the synthesis methods of nano size WC Co powder including Mechanical Alloying, Spraying Conversion Process, in Situ Carbonization Reduction, coprecipitation etc., were introduced. The densification temperature was decreased obviously and the grain growth was serious in the sintering period of the nano size WC Co powder. The microstructures and the mechanical properties of sintered hardmetal were reviewed. The problems needed to be solved is the control of gains growth when sintering and the future direction on the development of the nanostructured cemented carbide is adopting new sintering methods to realize the rapid sintering.
Keyword��
Nanometer; Cemented carbide; Sintering; Microstructure; Mechanical properties;
Received�� 2001-06-26
Ӳ�ʺϽ���һ�ֻ���ָ�Ӳ�ȡ���ģ����̼���� (ͨ����WC��TiC��) �������Ľ�������Ͻ� (ͨ����Fe��Co��Ni��) ��ɵĸ��ϲ��ϡ��ò��ϵ����ָ��Ͻṹʹ����и�Ӳ�ȡ���ĥ�ԡ���Ӳ��, �־��нϸߵ�ǿ���ԡ�1923��¹��� Schr
o ��
o
��
ter ȡ���˵�һ�����÷�ĩұ������ WC Ӳ�ʺϽ�ķ���ר����
[1 ]
, Ӳ�ʺϽ�ʼѸ�ٵ��ڹ�ҵ����õ�Ӧ�á���ʼ, Ӳ�ʺϽ���Ҫ��������˿ģ��������ĥ��������졣�������������ܲ��ϵ����, ���ڽ�����������õ��˹㷺��Ӧ��, һֱ������, 80% ��Ӳ�ʺϽ����ڽ����������ߵ����졣���� Hall-petch��ϵ, Ӳ�ʺϽ���WC �ľ����ߴ�ԽС, ճ����Co��ƽ�����ɳ�Խ��, ��Ͻ��Ӳ�Ⱥ�ǿ��Խ�ߡ�����WC�ľ����ߴ罵�͵� 100 nm ����ʱ, ��Ӳ�Ⱥ�ǿ�Ƚ����кܴ��ͻ�ơ����Ѽӹ���������, �纽�ղ����еĸ��ºϽ�ļӹ������ӹ�ҵ��ӡˢ��·�� (������ά��ǿ���ȹ�������) ����ס�ľ���Լ����ϵذ�ļӹ��������ӡ������ͷ�������ľ����и��֯Ʒ�и�ȶ���Ҫǿ�Ⱥ�Ӳ�ȸ��ߵij�ϸ������������Ӳ�ʺϽ���ɡ�80����к��ڸ����Ⱥ�����ϸ����Ӳ�ʺϽ�, ���ձ�ס�ѹ�˾�� AF1, �¹�ά�ϰ���˾�� THM-F��THR-F, �¹��ĺն��ع�˾�� KMF, ǰ������ XTM���ƺš�����Ӳ�ʺϽ��Ǹ������������о����ȵ�, ���ľ�����Ӳ�ʺϽ��ĩ�ĺϳɡ����ܻ�������֯����ѧ���ܵĸ������չ�����ܽ�����ۡ�
1 ����ĩ�ĺϳ�
���������ܹ����б�Ȼ�����ž����ij���, ����Ҫ������������Ӳ�ʺϽ�, �������Ⱥϳɾ�����ϸС������ĩ������ʹ�õ���Ҫ�����������¼���:
1.1 ��е�Ͻ���
��е�Ͻ��Dz��ø������Ļ�е�������ڵ����ºϳɲ��ϵ�һ�ַ��������ø�����ĥ��Ϊ��е��������Ŀǰ��е�Ͻϳ�����Ӳ�ʺϽ��ĩ��Ҫ��������������о�:һ���������û�е�Ͻ�������W��C�ϳ�����WC��ĩ, ��һ�������ǽ�WC��Co��ĩ��Ϻ�, ����������ĥʹ�����ϸ���ﵽ�����ϡ�
��ѧ����
[2 ]
��W��C��Co�����ĥ 100 h �ϳɳ� 11.3 nm ��WC-Co �ĸ��Ϸ�ĩ��El-Eskandarany��
[3 ,4 ]
�Լ��ҹ���̷������
[5 ]
�Ⱥ����û�ѧ��е�Ͻ����Ʊ������׳ߴ�� WC, �÷������� WO3 �� Mg��C��Ϸ�����ĥ���� N2 �� H2 -Ar������������ĥ, ͬʱ������ը��ԭ��Ӧ, ����W��MgO, ֮��, W����C������ɢ��Ӧ, ���� W2 C �� WC���侧����ԼΪ 4��20 nm��
����ķ�������ֱ���ø�����ĥ������ WC-Co ����ϸ�����ϡ�������ɫ�����о���Ժ��ë����
[6 ]
�Ͳ��ô˷��� WC-10%Co ��ĥ40 h �õ�ƽ�� 10 nm �� WC ����, WC ������ Co ������ǡ�Goren-Muginstein��
[7 ]
��ͬ���ķ����� 55 r/min ��ת����ĥ 300 h, �õ�ƽ�� 7 nm �� WC�����ߴ硣
��е�Ͻķ����ϳ�����ĩ������, Ч�ʸ�, �Ƴ��ķ�ĩ�����ߴ�ϸС, ����������Ϊ����塢����Ħ����ɷ�ĩ��Ⱦ��
1.2 ����ת����
�÷��ֿɳ�Ϊ�Ȼ�ѧ��, ����̬���������������� Kurger ��ѧ�� McCandish��
[8 ]
���Ƴ�һ������ת����, ���Ժϳɳ����� WC-Co ���Ϸ�ĩ���÷�������ƫ����� (CH4 ) 6 (H2 W12 O40 ) ��4H2 O ���Ȼ��� CoCl2 ��nH2 O ˮ��Һ�� Co (en) 3 WO4 �� H2 WO4 ˮ��Һ, �����������Լ���������ԭ��̼����Ӧ���ɾ��� 20��50 nm ������ĩ������Nanodyne ��˾�Ѿ����ø÷����������������� WC-Co ���Ϸ�ĩ��
1.3 ԭλ��̼��ԭ��
������ Zhu��
[9 ]
�����˲��þ۱�ϩ����Ϊԭλ̼Դ, ����Ҫ����̼��, ������������ܽ��ھ۱�ϩ����Һ��, �����¸�������� 800��900������¯��, ��90%Ar-10% H2 �Ļ������ֱ�ӻ�ԭ�� WC-Co ����, �Ƶõķ�ĩ������ԼΪ 50��80 nm��
1.4 ��������
Muhammed ��
[10 ]
��ר�������������ƻ����ᰱ (CH4 ) 6 (H2 W12 O40 ) �ʹ����ܹ�����������ú���[H2 Co2 W11 O40 ]8- ��̬����Ϊ WC-Co ��ĩ�����塣Ȼ����ͨ�� H2 ��ԭ��Ӧ��̼����Ӧ�Ƴ� 50 nm ���ҵ� WC-Co ��ĩ�����÷���ֻ������ W/Co ԭ�ӱȽӽ�5.5 �ķ�ĩ�������� (NH4 ) 10 [H2 W12 O42 ]���ܵ��������ﹲ�����Ϳ��Ըı� W/Co ��ԭ�ӱ�, ��÷�Χ����ĸ��Ϸ�ĩ
[11 ,12 ]
��
1.5 �����ϳɷ���
�����ĺϳɷ�����������ϳɷ�
[13 ]
, �ձ�ѧ�����ⷽ���н�����о����÷������� WCl6 �ͼ����� 1300��1400�淴Ӧ, ��ȴ����Եõ�20��30 nm ���ҵ�WC��ĩ;���и�Ƶ��������ϳɷ���, �÷����Dz��� Ar������, �ڸ�������� WC1-x ��ĩ, ����Ϊ5��20 nm;��Ƶ��Ӧ���Ⱥϳɷ�, �绡�ŵ�ʹ W����, ���������ȡ���׳ߴ��WC;���ӵ绡��
[14 ]
, ����W������, ʯī��������, ֱͨ����300A��60V, �绡�ŵ����WC1-x ����ĩ�ľ���ƽ���ߴ�Ϊ 12 nm�� ����Щ�ϳɷ���һ��Ч�ʱȽϵ͡�
2 ����Ӳ�ʺϽ���ս�
�����������ı���ͽ���ռ���ϱ����ܴ�, ���ս����������С�ߴ�ЧӦ�����������ЧӦ��Ӱ�����ս���Ϊ������ͨ���� WC-Co Ӳ�ʺϽ�������ͬ��
2.1 ���ܻ��¶�
��ͨӲ�ʺϽ���ս�ͨ������ WC-Co �Ĺ����¶� 1320������, ��ΪҺ���սᡣ�������ܻ���ʼ�¶����ǵ��ڹ����¶�, ͨ������ 1280������, �����ֳ�Ϊ�����ս�Ρ����ڳ�ϸ���������ṹ���� WC-Co ��ĩ, �����ܻ��¶ȴ��ؽ��͡�Gille��
[15 ]
���� 0.4 ��m ��WC, ���Ӿ����������Ƽ� Cr3 C2 ��VC��TaC �������Խ���Ӳ�ʺϽ�Ĺ����¶�, �������ܻ���ʼ�¶���770��850��֮��, Arat����
[16 ]
���־����ߴ�Ϊ 30 nm �� WC-15Co ���ܻ���ʼ�¶�Ϊ600��, ����1200��������̶ȵ����ܻ�������� 1.8 ��m ����ͬ�ɷֵĺϽ�����1100�濪ʼ���ܻ�����ĥ�ϳɵ�ƽ�������ߴ�Ϊ 5 nm ��WC-Co ���Ϸ�ĩ��100�濪ʼ����������
[17 ]
����800�濪ʼ�������Եľ�����״�ı仯�;�������, ��1300����������������ܻ�����Ƚ�����ת�����ϳɵ� 30 nm WC-Co ��ĩ������ʼ�¶��� 580��, �����������ơ�Porat ��
[17 ]
��Ϊ������ĥ�����ϳɵ�����ĩ���нϸߵ�ȱ���ܶȺͽ�С��������, ������ս��¶�Ҳ���Ե�������ת�����ϳɵ�����ĩ��
2.2 ��������
���������ʰ뾶ԽС, �ս�������Խ������ WC-Co ��ĩ���ս�����������ͨӲ�ʺϽ�ļ�ʮ�����ϰٱ�������WC-Co ��ĩ�ľ�����������ƺܴ��������ս�ʱ���Ӱ�졣Fang ��
[18 ]
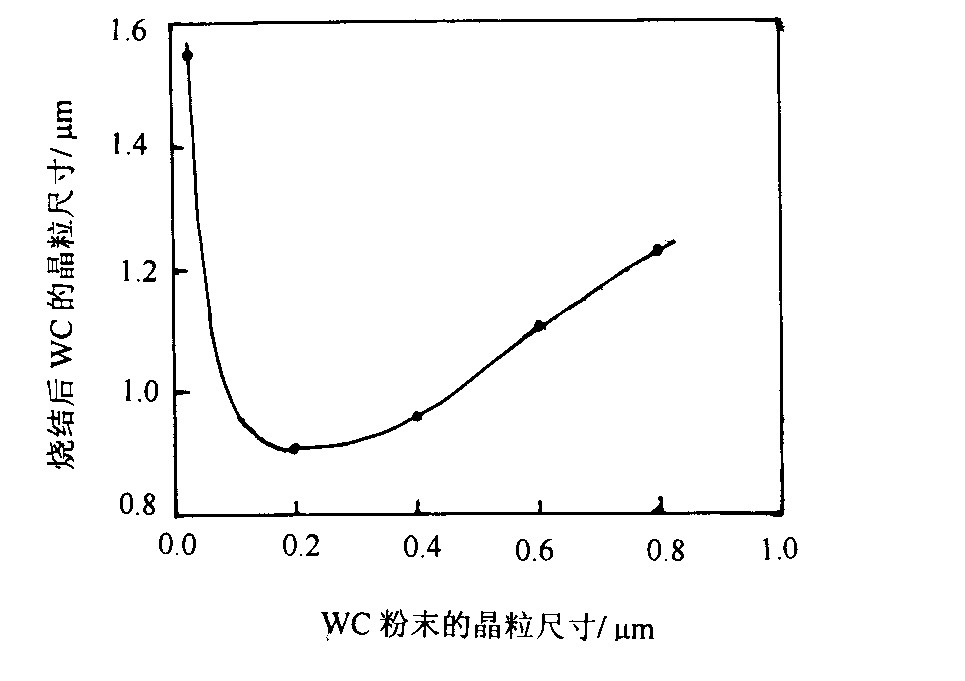
�о����� WC-Co ��ĩ���ܻ��������ս����� 5 min, �����Ѿ�����������ս��¶ȵ�Ӱ��, �ս��¶�Խ��, ��������̶�Խ����, ��ͼ1������, ��ĩԭʼ�ߴ�Ҳǿ�ҵ�Ӱ�����սᾧ���ߴ硣����Ȩ
[19 ]
���ս�����õ�ͼ2�Ľ��, �ڿ����ߴ�С�� 0.2 ��m ��Χ��, ԭʼ��ĩԽС, ��ѡȡ��ij�¶Ⱥ�ʱ�����ս�, �侧���ߴ練������
ͼ1 �����ߴ�����η����ս�ʱ����¶ȵĹ�ϵ
Fig .1 Linear relationship between cube of grain sizes and sintering time and temperature
(������ L Ϊ�ս�����ߴ�, L0 Ϊ�ս�ǰ�����ߴ�)
ͼ2 WC��ĩ�ľ����ߴ��1420���ս�90 min ��WC �ľ����ߴ��Ӱ��
Fig .2 Dependence of final grain size of sintered materials on initial grain size powder after sintering in 90 min at 1420��
����, �����ս�����еľ����ij���, �ǻ��������Ӳ�ʺϽ����Ϊ�ؼ��Ĺ���, Ҳ�������о����ȵ����⡣һ����ͨ�����Ӿ�������������, ��VC��Cr3 C2 ��TaC��NbC ��̼����, ͨ��Ӱ�� WC/Co �Ľ������Լ�����WC��CoҺ���е��ܽ��
[20 ,21 ,22 ]
, �Ӷ�����WC�����ij�����һ�������ͨ�������սṤ�ջ��о����͵��ս��ֶ������ƾ����ij������ȵȾ�ѹ (HIP) ���տ��Կ������ܻ�, ��С��������̶�
[23 ]
;����, ���սᡢ����ŵ��սᡢ�ŵ���������ս��Ƿdz���ǰ�����ս�����Ӳ�ʺϽ��ֶ�
[24 ,25 ,26 ,27 ]
, ���Ը�Ч�����ټ��ȴӶ�ʵ�����ܻ�, ��С��������
3 ����Ӳ�ʺϽ�����֯����ѧ����
3.1 ����֯
����Ӳ�ʺϽ������֯�dz�ϸС, ����������������ѧ���ܡ�����������ĩ���Ʊ��������սṤ�ղ�ͬ, ������֯Ҳ������ͬ��
Jia��
[28 ]
��1350���ս�SPC ���Ʊ������� WC-Co ��ĩ, �õ�����Ӳ�ʺϽ� WC �����ߴ�ԼΪ 70 nm, �侧���ı߽�����ͨ��Ӳ�ʺϽ���ͬ, ͬ����ƽֱ�ı߽硣����λ���ܶȷ�������������ͨ��Ӳ�ʺϽ�, �������ճ������ WC �ĺ���Ϊ 20% (��������) , ��ͨӲ�ʺϽ�Ϊ3% (��������) , ����ճ������ fcc ���� hcp ��ı�����ߡ��� Ungar��
[29 ]
�� 1420�� �ս���ĥ 10 nm WC-Co ��ĩ, �õ� 100 nm ���ҵ� WC����, �侧��ͬ����ƽֱ��, ����������λ���ܶȸߴ� 2.0��1015 �����û�ѧ���ϳ����е��ĥ�����ϳɵ� WC-Co ��ĩ���ṹ�кܴ�ͬ, �����ǻ�е��ĥʹ���������ϴ�ı���, ���Ҷѻ�������λ���������ս�ʱλ��������, ����Ȼ�кܸߵ��ܶȡ�Fang��
[18 ]
�� Nanocarb20��50 nm �� WC-Co ��ĩ����VC��, �ս�õ�С�� 200 nm �� WC ������Goren-Muginstein��
[30 ]
��1800���ս���ճ���ࡢ��е��ĥ�Ʊ�������WCʱ, ����WC�����ʳ�����ָ״��������������һ�ս�ʵ���еõ���ȴ�ǵ����������
[31 ]
, ��������������
( 1 0 1 ? 0 )
(
1
0
1
?
0
)
��
( 1 1 ? 0 3 ) ( 0 1 1 ? 1 )
(
1
1
?
0
3
)
(
0
1
1
?
1
)
��
3.2 ��ѧ����
����ճ�������ɳ̵ļ�С, Ӳ�ʺϽ��ά��Ӳ���������
[30 ]
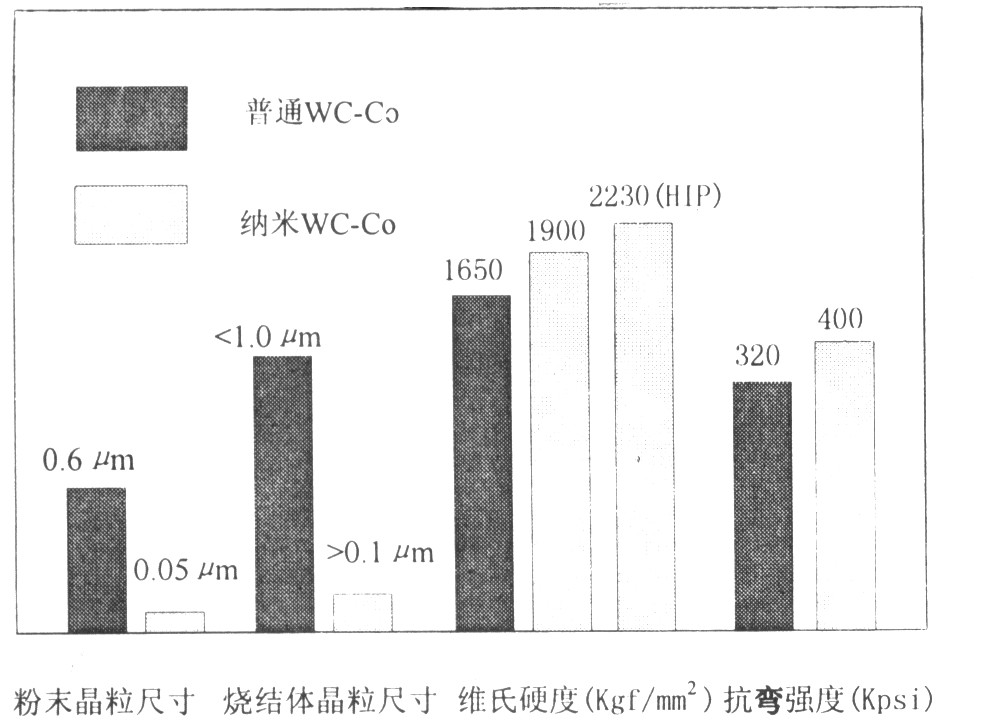
������ճ����ƽ�����ɳ�Ϊ 30 nm ʱ, ��ά��Ӳ�ȸߴ� 2300 kg/mm2 ���ϡ�����������չ����Ҳ�������, ��Ӧ��ߺϽ������
[18 ]
��ͼ3ΪWC-10%Co (��������) ����Ӳ�ʺϽ�����ͨӲ�ʺϽ�Ӳ�ȺͿ���ǿ�ȵıȽ�
[32 ]
��
3.3 ������������
����Ӳ�ʺϽ������ĵ��߲�Ʒ���зdz������ʹ�����ܡ����� RTW��˾�����ӡˢ��·������Ӳ�ʺϽ���ͷ����ͨӲ�ʺϽ���ͷ��Ƚ�, ����ͬ��������ʱ��ĥ����С�ܶ�
[18 ]
������ϣ��
[33 ]
�����ձ���֥��˾�� G2��D30��EM10��F �����ƺŵľ����ߴ�ԼΪ 200 nm ��Ӳ�ʺϽ�������Ӳ������CrWMn �Ȳ���ʱ����, ����ͨ��Ӳ�ʺϽ����, �����ĥ�������, ���ö��������, ����F�����ö���������18����
ͼ3 WC-10%Co ����Ӳ�ʺϽ�����ͨӲ�ʺϽ��Ӳ�ȼ�����ǿ�ȱȽ�
Fig .3 Comparison of hardness and TRS of nanostructure and submicro WC -10%Co
4 ������չ��
Ŀǰ����Ӳ�ʺϽ���ڵ���Ҫ�������ս�����еľ���������Ȼ������Ӳ�ʺϽ��Ʒ�ı���, ���侧���ߴ������100 nm����������С�ġ����Բ����Ƚ����ս��ֶ�, �������ս�, ȷ�����ս��¶ȡ�ʱ�䡢ѹ���ȹ��ղ����Ի�ø������ܵ�����Ӳ�ʺϽ��ǽ������Ĺؼ����ء�
�����
[1] ��Schr��oter.K .Ger.PatentNo.420689, 1923
[2] ����ѧ��, �ԡ���, ���Ϻ���ѧѧ�� (��Ȼ��ѧ��) , 1998, 4 (2) :156
[3] ��ElEskandaranyM .Sh, KonnoT .J, OmiriMetal.Jour naloftheJanpanSocetyofPowderandPowderMetallur gy.1996, 43 (11) :1368
[4] ��ElEskandaranyM .Sh, Journalofalloyandcompounds, 2000, 296:715
[5] ��TanGL , WuXJ.PowderMetallgury, 1998, 41 (4) :300
[6] ��ë����ϡ�н���, 1999, 23 (3) :185
[7] ��GorenMuginsteinGR , Berger.S , RosenA .Nanostruc turedMaterials, 1998, 10 (5) :795
[8] ��McCandishLE , KeerBH , BhatiaS .WO91/07244, 1991
[9] ��ZhuYT , ManthirmanA .JournalofAmericanCreramicSociety, 1994, 77 (10) :2777
[10] ��MuhammedM , WahlbergS , GrentheI, US .Patent5594929, 1997
[11] ��ZhongyinZ , WahlbergS , MingshengWetal.Nonos tructuredMaterials, 1997, 12:163
[12] ��WahlbergS , GrentheI , MuhammeredM .NonostructuredMaterials, 1997, 9:105
[13] ����˴Ң, �Ŵ��ѿ�ұ����, 2000, 20 (1) :70
[14] ��LiQZ , ZhangHF , WangYQetal.NanostructuredMa terials, 1998, 10:179
[15] ��GilleG , SzesnyS .Proceedingof14thInternationalPlanseeSeminar.Eds.G .Kneringer.P .RodhammerandP .Withartitz.PlanseeAG .Reutte.1997, (2) :139
[16] ��Arat����, BarthaL , PoratRetal.NanostructuredMateri als, 1998, 10 (2) :245
[17] ��PoratR , Berger.SandRosen.A .Proceedingof14thIn ternationalPlanseeSeminar.Eds.G .Kneringer.P .Rod hammerandP .Withartitz.PlanseeAG .Reutte.1997, (2) :582
[18] ��FangZG , JimmyW .Int.J .ofRefractoryMetal&Hardmaterials, 1995, (13) :297
[19] ������ȨӲ�ʺϽ�, 2000, 17 (1) :9
[20] ��������Ӳ�ʺϽ�, 2000, 17 (1) :58
[21] ��ChoiK , HwangNM , KimDY .PowderMetall., 2000, 43 (2) :168
[22] ��TaniuchiT , OkadaK , TanaseT .Proceedingof14thIn ternationalPlanseeSeminar.Eds.G .Kneringer.P .Rod hammerandP .Withartitz.PlanseeAG .Reutte.1997, (2) :64
[23] ��������, �š�Ծ, ŷ�����⻪��������ѧѧ��, 1999, 25 (5) :494
[24] ��R��odigerK , DreyerK , GerdesTetal.IntJRefrMetalHardMater, 1998, 16:409
[25] ��AgrawalD , ChengJ, SeegopaulPetal.PowderMetal lurgy, 2000, 43 (1) :15
[26] ��MoriguchiH , TsudukiK , IkegayaA .PowderMetallur gy, 2000, 43 (1) :17
[27] ��OmoriO , M .MaterialsScienceandEngineeringA , 2000, 287 (2) :183
[28] ��JiaK , FisherTE , GaalloisB .NonostructuredMaterials, 1998, 10 (5) :875
[29] ��UngarT , BorbelyA , GorenMuginsteinGR .Nanostruc turedMaterials, 1999, 11 (1) :103
[30] ��GorenMuginsteinGR , RosenA .Proceedingof14thIn ternationalPlanseeSeminar.Eds.G .Kneringer.P .Rod hammerandP .Withartitz.PlanseeAG .Reutte.1997, (2) :622
[31] ��GorenMuginsteinGR , BergerS , RosenA .Nonostruc turedMaterials, 1998, 10 (5) :795
[32] ��KimBK , HaGH , LeeDWetal.AdvancedPerformanceMaeterials, 1998, 9:341
[33] ��������ϣ, �����, ����ɭ�Ȼ�е����ѧ��, 1999, 35 (1) :57