DOI: 10.11817/j.issn.1672-7207.2015.12.015
基于二维条码质量的激光直接标刻工艺参量
李春玲1, 2,路长厚1,李建美1
(1. 山东大学 机械工程学院 高效洁净机械制造教育部重点实验室,山东 济南,250061;
2. 齐鲁工业大学 机械与汽车工程学院,山东 济南,250353)
摘要:为避免TC4钛合金表面激光连续标刻机器可识读的高质量Data Matrix二维条码时激光参量选择的盲目性,采用调Q Nd:YAG激光器作为加工源,提出单因素实验、正交实验和方差分析、信噪比分析、回归分析相结合的方法研究激光参量及其交互作用对条码质量的影响。首先进行单因素实验,通过方差分析确定对条码质量有显著影响的4个激光参量为泵浦电流、有效矢量步长、激光线间距和Q频率。在此基础上,根据L25(56)正交表进一步研究这4个激光参量对条码质量的影响,并对实验结果进行信噪比分析和多因素方差分析,由信噪比分析推出最优激光参量组合。最后,采用逐步回归法对正交实验结果进行多元非线性回归分析,开发适合工业应用的预测二维条码质量的数学模型,并用其他实验条件进行验证。研究结果表明:除Q频率外,其他3个参量在95%置信水平上对二维条码质量有显著影响。开发的模型可用于预测TC4钛合金表面激光直接标刻的Data Matrix二维条码的质量,极大地提高了TC4钛合金表面激光直接标刻的工业应用。
关键词:激光直接标刻;钛合金;二维条码;正交实验;信噪比
中图分类号:TG176;TN249 文献标志码:A 文章编号:1672-7207(2015)12-4488-09
Laser direct part marking parameters based on 2D-barcodes quality
LI Chunling1, 2, LU Changhou1, LI Jianmei1
(1. Key Laboratory of High-efficiency and Clean Mechanical Manufacture, Ministry of Education,
School of Mechanical Engineering, Shandong University, Jinan 250061, China;
2. School of Mechanical and Automotive Engineering, Qilu University of Technology, Jinan 250353, China)
Abstract: A Q-switched Nd:YAG laser was utilized in the direct part marking Data Matrix symbols on titanium alloy to avoid the blindness in selecting laser parameters when machine-readable 2D-barcodes with high quality were marked continuously. By combining single-factor experiments and orthogonal experiments with analysis of variance (ANOVA), analysis of signal to noise ratio and regression analysis, the effect of laser parameters and interactions on the quality of barcodes was investigated. Firstly, single-factor experiments were carried out, and single factor ANOVA results showed that four laser parameters (i.e. pump current, effective vector step, laser line spacing, and Q-switch frequency) had significant effect on the quality of Data Matrix barcodes. Then by using the orthogonal experimental design, the influence of the four laser parameters on the quality of laser direct marked Data Matrix barcodes was further studied. The experiments were performed in accordance with an L25(56) orthogonal array, and the results were analyzed statistically. Based on the ratio of signal to noise for Data Matrix symbol contrast, the optimal combination levels of laser parameters were obtained. In addition, a multivariate nonlinear regression model for symbol contrast was established, and the model was also verified using additional experimental conditions. The results show that except the Q-switch frequency, the other three parameters are statistically significant at 95% confidence level. The regression model can be used to predict the quality of laser direct marked Data Matrix symbols and improve industrial application of laser direct part marking on titanium alloy.
Key words: laser direct part marking; titanium alloy; two-dimensional barcode; orthogonal experiment; ratio of signal to noise
随着制造业信息化的发展,越来越多的生产制造企业认为零部件的可追溯性是产品质量保证的关键要素。建立零部件可追溯性的基础是零部件的永久性唯一标识和跟踪溯源的电子记录[1]。激光直接标刻Data Matrix码是实现零部件可追溯性的最佳选择。激光标刻是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法。激光可标刻出图像(如直线、商标等)、肉眼可读的字符(如字母、数字)和机器可读的符号(如条码) 3种类型的标记。在激光标刻研究的最初阶段,一般通过标刻简单图像和肉眼可读的字符来研究激光标刻过程。如用紫外激光器在印刷电路板上刻蚀凹槽[2],用CO2激光器在蛋壳上编码[3],用Nd:YAG激光器在不锈钢[4]、钛合金[5]上标刻直线,在性能不同的木材上雕刻图案[6]。在零部件跟踪应用中,对机器可读标记的需求越来越高[7-8],为了更好地理解激光标刻过程,国内外许多学者开展了大量研究工作,如用Nd:YAG激光器在玻璃[9]、碳钢[10]、刀具[11]、铝合金[12]上标刻Data Matrix码。激光标刻的一个直接效果就是激光对材料造成破坏,当材料的特性确定时,这种破坏与激光参量有很大关系。TC4钛合金表面激光直接标刻Data Matrix码在应用中最大的挑战是尚不能连续加工出机器可识读的高质量的二维条码[13],从而限制了激光直接标刻Data Matrix码的工业应用。目前,操作者通常靠经验调节激光参量,还没有科学有效的办法,确保Data Matrix码的质量。而激光直接标刻的Data Matrix码的质量决定了识读设备能否快速、准确地识读条码内容。根据国际标准化组织/国际电工委员会ISO/IEC 16022标准[14],Data Matrix码的质量主要通过参考译码、符号对比度、打印增长、轴向不一致性、未使用的纠错等5个参数等级进行评估。其中,参考译码只有“通过”和“不通过”2种情况,它衡量Data Matrix码是否具有正确识读的所有特征。符号对比度是指激光直接标刻的Data Matrix符号图像内最深和最浅像素点之间反射系数之差。打印增长是指在激光束的照射下,标刻出的实际Data Matrix码与理想状态下的Data Matrix码在x轴、y轴上的比例。轴向不均匀度用来衡量组成Data Matrix码符号数据区域的模块中心在x方向和y方向的间距,将平均x间距与平均y间距进行比较,其差值越大,符号等级越低。未使用的纠错用来衡量符号损坏影响符号阅读安全余量的程度。Data Matrix码的最终质量等级是上述5个参数等级的最低值。而Jangsombatsiri等[8, 10]的研究表明,碳钢表面激光直接标刻的Data Matrix码在清洗后其质量等级明显提高,且符号对比度对其最终质量等级起决定作用。因此,本文作者研究激光参量对TC4钛合金表面激光直接标刻的Data Matrix码符号对比度的影响,以寻找适合工业应用的最优激光参量,从而建立预测符号对比度的数学模型。
1 实验
1.1 实验材料
激光直接标刻Data Matrix码的基底材料为TC4钛合金,厚度为2 mm,表面粗糙度为3.2 μm,符合NASA-STD-6002D[15]对激光直接标刻基底材料的要求。为了去除基底材料表面的油污和粉尘残留物,标刻前后均用乙醇对基底材料进行清洗,并用压缩空气将其风干。
1.2 实验装置
实验采用深圳大族公司的YAG-T80C灯泵浦固体激光器,该设备的技术参数如表1所示。
1.3 实验步骤
实验中在TC4钛合金表面标刻的Data Matrix码,其类型为ECC200,编码内容为字符串“1A2B3C4D5E”,标刻区域为边长10 mm的正方形,由16个模块构成。激光标刻实验在室温下进行。
激光标刻实验采用单向栅格图式扫描路径,采用高速扫描振镜实现光路的偏转和运动,工作台为三维手动可调,光学聚焦系统为“F-θ”聚焦镜组。所用的打标系统界面可调参量多达12个,如表2所示。
有效矢量步长指将打标笔画划分成许多等份时每份的长度。有效矢量步间延时指给每份有效矢量步长预置的时间。最佳的状态应是振镜走完1个有效矢量步长时,有效矢量步间延时恰好结束,无需停止等待。将这2个参数配合进行调整可以明显改变激光标刻的速度、精度和深度。空矢量步长指将空笔画划分成许多等份时每份的长度,空矢量步间延时指给每份空笔画步长预置的时间。与有效矢量步长相比,空矢量步长可相对增大;与有效矢量步间延时相比,空矢量步间延时可相对减小。因此,只需研究有效矢量步长和有效矢量步间延时即可推得空矢量步长和空矢量步间延时对Data Matrix码质量的影响。Q频率指Q聚能释放的频率。Q释放时间指每一个激光点出光持续的时间。调整这2个参量可明显改变精度和深度,其调整常因标刻速度、精度及效果的调整而调整。泵浦电流指的是激光器泵浦源的电流,即氪灯电流。调节此参量可直接调节激光出光功率,进而明显改变标刻深度。该电流与输出功率的对应关系如表3所示。激光线间距指填充线相邻的线与线之间的距离,数值越小,填充越密,打标完图像所需的时间越长。调整该参量可明显改变标刻质量。由于激光标刻Data Matrix码时采用单向栅格图式扫描路径,不存在笔画连接问题,因此,无需研究激光开延时、激光关延时和拐弯延时这3个参量对Data Matrix码质量的影响。跳转延时指空笔画最后1个指令给出后,由于振镜的滞后性,要经过一段时间后才能到达指定的位置,此时激光需延时一段时间再打开。调整该参数可以明显改变标刻的速度,对精度和深度一般没有影响,因此,该参量对Data Matrix码的质量没有影响。由上述分析,初步选定有效矢量步长、有效矢量步间延时、Q频率、Q释放时间、泵浦电流和激光线间距这6个参量进行试验,研究其对Data Matrix码质量的影响。
表1 YAG-T80C激光器的技术参数
Table 1 Technical parameters of YAG-T80C laser
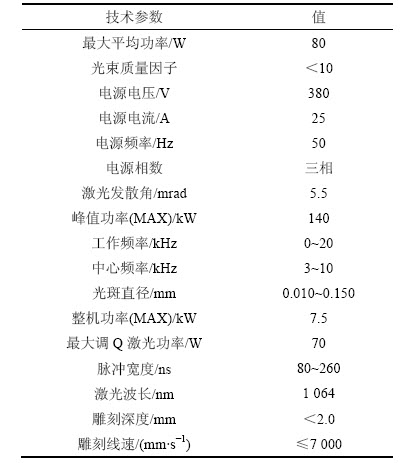
表2 大族激光标刻系统2000可调参量
Table 2 Controlled laser parameters in HAN’S LASER Marking System2000
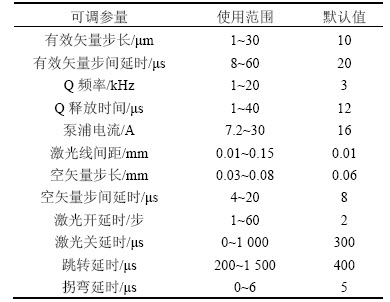
表3 泵浦源电流与输出功率的对应关系
Table 3 Relationship between pump current and output power

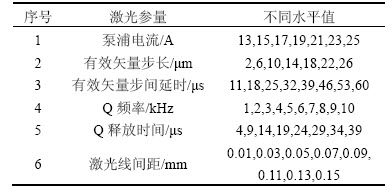
1.3.1 单因素实验
单因素实验方案如表4所示。当改变某个参量时,其他参量取表2中的默认值。每个水平标刻5次,共计240个Data Matrix码。计算Data Matrix码的符号对比度时,首先用DVT legend530工业相机采集其图像,得到灰度原始图像,然后对该图像进行灰度化得到灰度图像,从而可得其灰度直方图,最后计算灰度直方图中灰度最小的前10%像素(即标记区域)的平均灰度和灰度最大的前10%像素(即未标记区域)的平均灰度,按下式可计算出该码的符号对比度y:
 (1)
(1)
式中:x1为灰度直方图中灰度最小的前10%像素(即标记区域)的平均灰度;x2为灰度直方图中灰度最大的前10%像素(即未标记区域)的平均灰度。实验中每个Data Matrix码采集5次,其符号对比度取5次的平均值。
表4 单因素实验方案
Table 4 Layout of single factor experiments
为了确定对Data Matrix码质量有显著影响的激光参量,对实验结果在95%置信水平上进行单因素方差分析。
1.3.2 正交实验
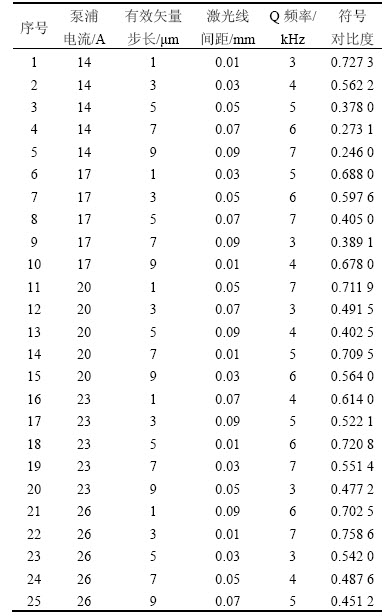
在进行TC4钛合金表面激光直接标刻Data Matrix码的正交实验前,首先根据单因素实验结果及各参量的使用范围,确定符号对比度变化最显著的激光参量区间,然后根据该区间大小及可采用的正交表将其等距成5份,从而确定参与正交实验的各因素的水平。即泵浦电流取14,17,20,23和26 A,有效矢量步长取1,3,5,7和9 μm,激光线间距取0.01,0.03,0.05,0.07和0.09 mm,Q频率取3,4,5,6和7 kHz。因此,本文采用4因子5水平正交实验表进行实验,只需25次实验。每个实验条件打标3次,每个Data Matrix符号图像采集5次,符号对比度取15次测量的平均值。
2 实验结果
Data Matrix符号的灰度原始图像如图1所示。
单因素方差分析结果如表5所示。
表5 单因素方差分析结果汇总
Table 5 Results of single-factor ANOVA
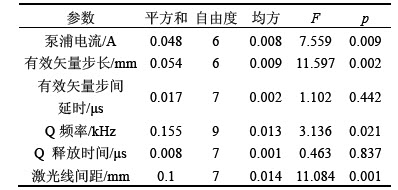
图1 Data Matrix符号的灰度原始图像
Fig. 1 A raw grey-scale image of a Data Matrix symbol
若某参量的p小于0.05,则该参量对激光直接标刻的Data Matrix码质量有显著影响。由表5可知:对Data Matrix码质量有显著影响的参量为泵浦电流、有效矢量步长、激光线间距、Q频率。正交实验结果如表6所示。
表6 正交试验方案及结果(符号对比度)
Table 6 Experimental layout and results (symbol contrast)
3 分析与讨论
3.1 信噪比分析
田口方法[16]以信噪比作为衡量质量特性的指标,通过对实验结果的统计分析,找出可靠、稳定的加工工艺参数组合。根据工业生产中的实际需要,信噪比可分为望目特性、望小特性和望大特性。本研究中,符号对比度越大,表明激光标刻的Data Matrix码质量越好,因此,符号对比度的信噪比采用望大特性。望大特性信噪比按下式进行计算:
 (2)
(2)
式中:RSN为符号对比度的信噪比;Yi为第i次重复实验的符号对比度;n为实验的重复次数。
为计算符号对比度的最佳参量组合,需计算每个参量不同水平的平均信噪比,平均信噪比的最大值代表该参量的最佳水平。平均信噪比主效应图见图2。
从图2可知:符号对比度的平均信噪比随着泵浦电流的增大而增大,随着有效矢量步长的增大而减小,随着激光线间距的增大而减小;当Q频率在3~5 kHz之间和5~7 kHz时,随着Q频率的增大,平均信噪比均先增大后减小。6 kHz对应的平均信噪比略高于4 kHz对应的平均信噪比,因此,符号对比度的最佳加工参量组合如下:泵浦电流为26 A,有效矢量步长为1 μm,激光线间距为0.01 mm,Q频率为6 kHz。用最佳加工参量组合在TC4钛合金表面标刻的Data Matrix码的图像如图3所示。经计算其符号对比度高达0.847 9,其图像明显优于用其他加工参量组合标刻出的图像。这可通过激光与基底材料相互作用时间和激光脉冲重叠率进行解释。泵浦电流增大、有效矢量步长和激光线间距减小都使得激光与基底材料相互作用时间增长,导致基底材料吸收的热量增多,材料的汽化量随之增多,因而标刻出的符号对比度增大。激光脉冲重叠率指2个连续脉冲之间的距离。有效矢量步长的增大使得激光脉冲重叠率减小,从而影响基底材料单位面积吸收的热量。因而,提高符号对比度的方法是在增大泵浦电流的同时,减少有效矢量步长和激光线间距。
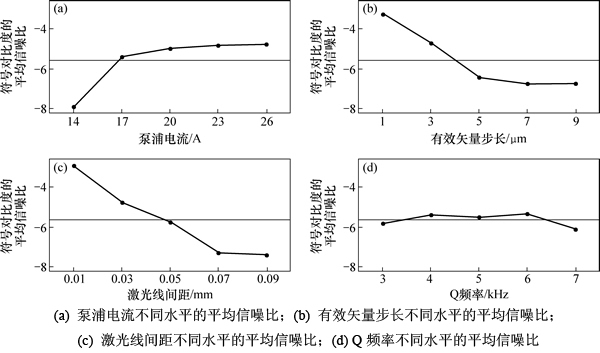
图2 符号对比度信噪比主效应图
Fig. 2 Main effects plot for RSN
图3 用最优参量组合标刻的Data Matrix符号图像
Fig. 3 Image of a Data Matrix symbol marked by optimal parameter combination
3.2 方差分析
方差分析不仅可研究各激光参量在95%置信水平出各激光参量对符号对比度信噪比的贡献率。贡献率越大,表明激光参量对符号对比度信噪比的影响越大。每个参量的显著性用p表示,若p小于0.05,则可认为该参量在统计上是显著的。符号对比度信噪比的方差分析结果如表7所示。
表7 符号对比度信噪比的方差分析结果
Table 7 Analysis of variance results for RSN

从表7可知:除Q频率外,其他3个参量在95%置信水平上是统计显著的,这意味着Q频率对符号对比度没有显著影响。由表7还可以计算出泵浦电流、有效矢量步长、激光线间距和Q频率对符号对比度的贡献率分别为21.39%,29.65%,43.33%和1.4%。
4 回归模型开发
25次正交实验所测得的符号对比度散点图如图4所示,交互作用图如图5所示。
从图4和图5可知:符号对比度和激光参量之间呈非线性分布,4参量间存在明显的交互作用,由此可以判定在符号对比度和激光参量间建立非线性回归方程是非常合适的。对4个激光参量及其组合,按照它们对符号对比度贡献进行比较,通过F检验法,选择偏回归平方和显著的因素进入回归方程,从而可建立最优的回归模型:
 (3)
(3)
式中:x1为泵浦电流;x2为有效矢量步长;x3为激光线间距;y为符号对比度。对表6所示的正交实验结果进行多元非线性回归分析,结果如表8~10所示。
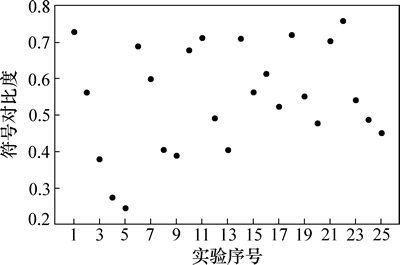
图4 符号对比度的散点图
Fig. 4 Scatter plot for symbol contrast
由表7可知:Q频率对符号对比度没有显著影响,所以,该回归模型中没有出现Q频率。表8表明:校正决定系数为0.91,说明整个方程能够解释符号对比度变化的91%,这个模型的解释能力很强。从表9可知:p为0,表明本文所开发的多元非线性回归模型在
95%置信水平上是统计显著的。由于采用了逐步回归法,表10中各系数的p均小于0.05,表明该回归模型的系数在95%置信水平上都是统计显著的。为了进一步验证该回归模型,将25次实验条件代入该模型,得到的符号对比度记为预测值,用于建立回归模型的数据记为实际值,二者对比结果如图6所示。
表8 多元非线性回归分析(模型汇总)
Table 8 Multiple nonlinear regression analysis (model summary)

表9 多元非线性回归分析结果(方差分析)
Table 9 Multiple nonlinear regression analysis results (analysis of variance)

表10 多元非线性回归分析结果(系数)
Table 10 Multiple nonlinear regression analysis results (coefficient)
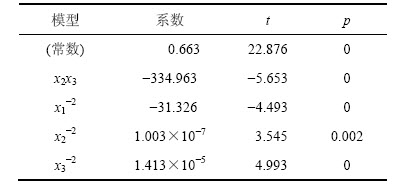
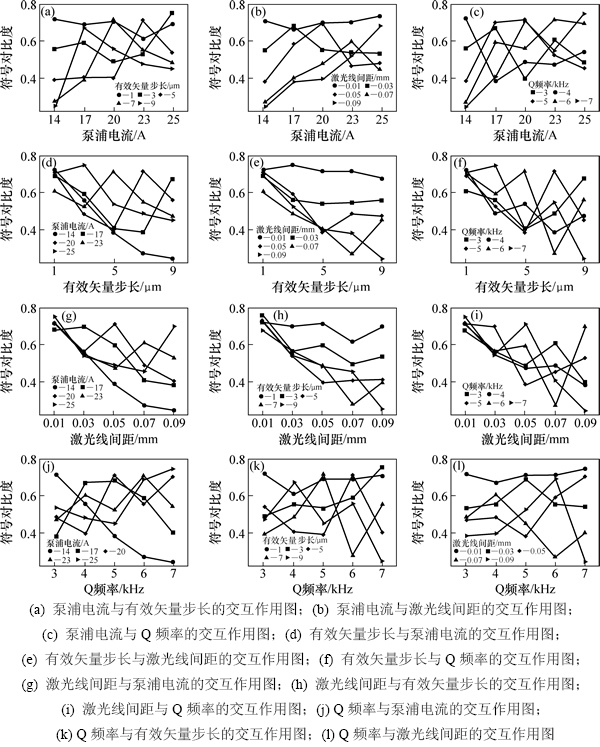
图5 符号对比度的交互作用图
Fig. 5 Interactions plot matrix for symbol contrast
图6表明符号对比度的实际值和预测值非常接近。本文还采用其他实验条件对该模型进行验证,试验条件及结果见表11。
将表11中的25次实验条件代入回归模型,得到的符号对比度记为预测值,实际值和预测值对比结果如图7所示。可见二者具有高度相关性。因此钛合金表面激光直接标刻中,可用该模型来预测所标刻的Data Matrix码的对比度。
表11 回归模型验证结果
Table 11 Verification results for regression model
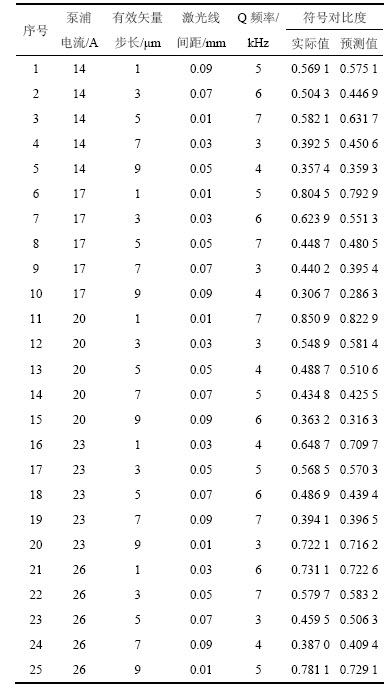

图6 符号对比度的实际值和预测值比较
Fig. 6 Comparison of actual values and predicted values for symbol contrast
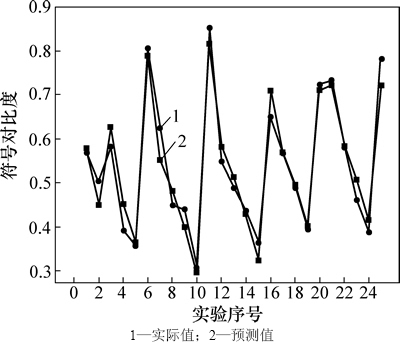
图7 符号对比度回归模型验证实验结果
Fig. 7 Test results of regression model for symbol contrast
5 结论
1) 对Data Matrix码质量有显著影响的激光参量为泵浦电流、有效矢量步长、激光线间距和Q频率。
2) 激光标刻Data Matrix码的最优参量组合如下:泵浦电流为26 A,有效适量步长为1 μm,激光线间距为0.01 mm,Q频率为6 kHz。这为标刻高质量二维条码提供了保障。
3) Q频率在95%置信水平上对符号对比度没有显著影响。另外,泵浦电流、有效矢量步长、激光线间距和Q频率对符号对比度的贡献率分别为21.39%,29.65%,43.33%和1.4%。
4) 根据实验结果开发了多元非线性回归模型,该模型可用于预测钛合金表面激光直接标刻的Data Matrix码的符号对比度,进而预测其质量,极大地提高了激光直接标刻TC4钛合金材料的工业应用。
5) 该研究有利于提高钛合金表面激光直接标刻的Data Matrix码的质量等级,进而提高工业上条码的机器识读效率,促进制造业信息化的进一步发展,也为其他材料的激光直接标刻研究提供了依据。
参考文献:
[1] 齐从谦. 制造业信息化导论[M]. 北京: 中国宇航出版社, 2003: 13-25.
QI Congqian. Introduction to manufacturing industry informatization[M]. Beijing: China Aerospace Press, 2003: 13-25.
[2] 张菲, 曾晓雁, 李祥友, 等. 355 nm和1 064 nm全固态激光器刻蚀印刷线路板[J]. 中国激光, 2008, 35(10): 1637-1643.
ZHANG Fei, ZENG Xiaoyan, LI Xiangyou, et al. Laser etching and cutting printed circuit board by 355nm and 1064nm diode pumped solid state lasers[J]. Chinese Journal of Lasers, 2008, 35(10): 1637-1643.
[3] CHEN Mingfei, Hsiao W T, HUANG Weilun, et al. Laser coding on the eggshell using pulsed-laser marking system[J]. Journal of Materials Processing Technology, 2009, 209(2): 737-744.
[4] Leone C, Genna S, Caprino G. AISI 304 Stainless steel marking by a Q-switched diode pumped Nd:YAG laser[J]. Journal of Materials Processing Technology, 2010, 210(10): 1297-1303.
[5] Rusu S, Buzaianu A, Ionel L, et al. Titanium alloy nanosecond vs. femtosecond laser marking[J]. Applied Surface Science, 2012, 259(10): 311-319.
[6] Leone C, Lopresto V, De Iorio I. Wood engraving by Q-switched diode-pumped frequency-doubled Nd:YAG green laser[J]. Optics and Lasers in Engineering, 2009, 47(1): 161-168.
[7] 刘红胜. 汽车制造企业精益供应链物流系统研究[D]. 武汉: 武汉理工大学管理学院, 2013: 3-14.
LIU Hongsheng. Research on Automobile manufacturing enterprises lean supply chain logistics system[D]. Wuhan: Wuhan University of Technology. School of Management, 2013: 3-14.
[8] Jangsombatsiri W. An artificial neural approach to laser-based direct part marking of data matrix symbols[D]. Corvallis: Oregon State University. Department of Industrial and Manufacturing Engineering, 2004: 32-36.
[9] Dumont Th, Lippert T, Wokaun A, et al. Laser writing of 2D data matrices in glass[J]. Thin Solid Films, 2004, 453/454(4): 42-45.
[10] Jangsombatsiri W, Porter J D. Laser direct-part marking of Data Matrix symbols on carbon steel substrates[J]. Manufacturing Science and Engineering, 2007, 129(3): 583-591.
[11] 解志锋, 张维, 雷蕾, 等. 零件表面激光直接标刻二维条码的工艺参数优化研究[J]. 中国机械工程, 2011, 22(5): 592-596.
XIE Zhifeng, ZHANG Wei, LEI lei, et al. Optimization of laser marking process parameters on 2D barcode in part surface[J]. Chinese Mechanical Engineering, 2011, 22(5): 592-596.
[12] 邱化冬, 路长厚, 肖如镜. 激光参量对铝合金直接标识条码的影响[J]. 中国激光, 2011, 38(8): 1-5.
QIU Huadong, LU Changhou, XIAO Rujing. Laser parameters influence in direct-part marking barcodes on aluminum alloy[J]. Chinese Journal of Lasers, 2011, 38(8): 1-5.
[13] 邱化冬. 基于条码质量的直接标刻激光参量与物理机制的研究[D]. 济南: 山东大学机械工程学院, 2011: 1-7.
QIU Huadong. Research on the laser direct-part marking parameters and physical mechanism based on 2D-barcodes quality[D]. Jinan: Shandong University. School of Mechanical Engineering, 2011: 1-7.
[14] BS ISO/IEC 16022―2000, Information technology-International Symbology Specification-Data Matrix[S].
[15] NASA-STD-6002D, Applying data matrix identification symbols on aerospace parts[S].
[16] Kasman S. Impact of parameters on the process response: A Taguchi orthogonal analysis for laser engraving[J]. Measurement, 2013, 46(8): 2577-2584.
(编辑 赵俊)
收稿日期:2015-01-25;修回日期:2015-03-10
基金项目(Foundation item):国家自然科学基金资助项目(51375275);山东省优秀中青年科学家科研奖励基金资助项目(BS2012ZZ005)(Project (51375275) supported by the National Natural Science Foundation of China; Project (BS2012ZZ005) supported by the Research Award Fund for Outstanding Young Scientist in Shandong Province)
通信作者:路长厚,博士,教授,博士生导师,从事机电系统检测、诊断和激光标识等方面的研究;E-mail:luchh@sdu.edu.cn

