���±�ţ�1004-0609(2010)04-0667-07
��������TC4�Ͻ����ٶ�����֯����ѧ���ܵ�Ӱ��
������1�������1��������1��������2�������2
(1. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�������� 150001��
2. �������ղ����о�Ժ, ���� 100095)
ժ Ҫ��ʵ����ģ����������о�Ti-6Al-4V(TC4)�Ͻ����մɿ������ľ��������£�����ģ�������̹������ٵ�Ӱ�죬�Լ�������֯��������ģ��������֮���ͳ�ƹ�ϵ�����������������ģ����Сʱ��ģ����С�����̹�������Ӱ��Ƚ�������������ģ���Ľ�һ�����ӣ���M��7.00 mmʱ��������ȴ�ٶ���ģ���仯�������ԣ������ߴ硢��/��Ƭ���ȼ�����֦������������ģ�������Ӽ����ٵļ�С��������ǿ��������෴���ơ��ó���TC4���ľ�������֯������������ģ��������֮�䶨����ϵ�ı���ʽ��
�ؼ��ʣ�Ti-6Al-4V�Ͻ����ľ������죻��֯������ǿ�ȣ���ȴ�ٶȣ�����ģ��
��ͼ����ţ�TG249.4��TG146.2+3���� ���ױ�־�룺A
Effect of cooling rate on structure and tensile strength of centrifugally cast TC4 alloy in ceramic-shell mold
JIA Li-min1, XU Da-ming1, GUO Jing-jie1, BAI Shi-hong2, WANG Hong-hong2
(1. School of Materials Science and Technology, Harbin Institute of Technology, Harbin 150001, China;
2. Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract: Both the experimental analyses and computer simulation were conducted to determine the statistical relationship between the structures and mechanical properties of centrifugally cast TC4 alloy in ceramic-shell mould. The results show that, when the cast modulus (M) is smaller, the modulus has significant influence on the cooling rate. But with increasing modulus, the influence of modulus on the cooling rate is weakened while M is larger than 7.00 mm. The grain size, ��/�� lamellar thickness and secondary dendrite arm spacing all increase with increasing the casting module or decreasing the cooling rate, while the tensile strength varies in an opposite changing manner. The regression functions for the corresponding relationships are given according to the present investigations.
Key words: Ti-6Al-4V alloy; centrifugal casting; structure; tensile strength; cooling rate; cast modulus
�ѺϽ����������������켼�����з����ִ����պ������������ʮ����Ҫ��Ӧ�ñ�����ս�����塣�������칤��ʹ�Ͻ����������ǿ��������֯�����ܣ��ڲ���Һ̬���ι����о�����Ҫ��Ӧ�ñ���������ѺϽ��������Ӧ�����Ľ������������[1-2]������ �������֯��Ӱ���ѺϽ���ѧ���ܵ���Ҫ���أ������������о�ѧ�߶��ѺϽ����֯����������Խ������о�[3-8]���ѺϽ����������̼���ȴ��������ȴ�ٶȵĴ�Сֱ��Ӱ�����ۼ�����֯�������������ϴ��TC4�Ͻ������Ľ���ʱ��֯�����������ٱ仯���ɵ��о�ֻ����ʼ��[9]����ˣ��о�TC4�Ͻ����ľ���������֯������������֮��Ķ�����ϵ��������Ӧģ�ͣ�ͨ���ı�ֲ���ȴ������������������֯�����ܣ�Ϊ�ѺϽ���֯�����ܼ����ģ���ṩԤ��ģ�͡�
��������Ӧ��AnyCasting��������TC4�Ͻ������ľ���ʱ�ձ�ʹ�õ��մ��Ϳ������£����������̼��������е���ȴ�ٶȣ��о�����ģ���仯�����̹�������ȴ�ٶȵ�Ӱ�죻������ȷ�����ľ�������TC4�Ͻ���֯�����������ٺ�ģ��֮��Ķ�����ϵ��
1 ʵ��
��ʵ��������ȡ���մɿ���(ZrO2-Y2O3)Ti- 6Al-4V�Ͻ����ľ��ܱ�������������塣TC4�Ͻ�������ʵ��ɷ����1���С�ʵ����������ϵͳ���뾶Ϊ60 mm���ڲ�ͬ�뾶��������������ȷֲ������鱡�������Ⱥ��ÿȺ�ش�ֱ����ֲ����ɲ�������ÿ��4�����ڼ���������ϵͳ���϶˵����յ����ľ���Ϊ260 mm���ڰ뾶Ϊ400 mm������ϵͳ����������ȡ��֯�۲������������Լ��������������Ϊ8 mm��8 mm��8 mm�����������Ϊ1.2 mm����ߴ���ͼ1��ʾ��������ʱ������ת��ԼΪ250 r/min������ʱ����Ԥ���¶�Ϊ200 �档��������[10]����ʱ�ɺ����������ĸı����֯��Ӱ�졣�ڼ���ģ�͵���Ӧλ�ô����ò����ȵ�ż��ģ�����������ȡ���Ͻ����ȴ�ٶȡ���������Ӧ��AnyCasting����ģ������������������ȴ�����и�ȡ��λ�õ��¶ȱ仯������ȡ���ѺϽ������������ĥ�ơ���(��ҺΪ����������+ˮ������Һ) ����֯��ʴ���ִ���(��ʴҺΪ2%HF+4%HNO3+ H2O)��
ʵ������������£�����Olympus BH2-UMA��ѧ���������۲�TC4�Ͻ�ľ�����֯������Hitachi S-4700SEM��ɨ����������۲�����������֯������Instron-5569�͵������ܲ������������е���̬�������飬�ⶨTC4�Ͻ�����������µĿ���ǿ�ȣ�����ȫ��ֱ���������巢������Ƿ���TC4������ѧ�ɷ֡�
��1 ���ľ�������TC4�Ͻ�ijɷ�
Table 1 Chemical compositions of measured TC4 alloy (mass fraction, %)

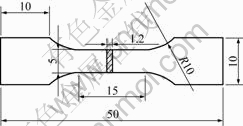
ͼ1 ����������״��ߴ�
Fig.1 Shape and dimensions of tensile experiment sample (mm)
2 ���������
2.1 ���������
ͼ2��ʾΪ�������̾�����֯����/�����Ƭ����֯��Ƭ����ͼ2�ɿ�����һ������£���Ti-6Al-4V�Ͻ����̹����У��Ӧ��ൽ����Ĺ�̬�����ڸ�������֦������֯��̬�����о��У���ģ��Ϊ24.50 mm(����1)��26.00 mm(����2)�ώ��λ����ȡ�����к������ļ������ף��ӿ��пɹ۲쵽����֦��(��ͼ3(a))��������Ͽ��������ڱڹ۲쵽��-Ti������֦����֯(��ͼ3(b))��
�ɽ�����֯��Ƭ����Ӧ�ı�ߣ��ý��߷��Բ�ͬ�ں��ѺϽ�ľ����ߴ�dg������֦�����d2����/�����Ƭ����d��/���Ƚ�����֯�����ߴ�ָ����в�����ͳ�Ʒ������������ݻ���(���������Ŀ���ǿ��)���2���С�
��AnyCastingģ����������TC4�Ͻ����ľ�����������ʱ���õ����Բ������3����[11]������õ��IJ�ͬ�ں��ѺϽ������¶���ʱ��仯������ͼ4��ʾ����������ʱ��ȴ�ٶ�Ӱ�����侧���ߴ�Ͷ���֦���ۼ�࣬�����ʱ������Ӱ���/��Ƭ���ȡ��ɹ�ʽ��=��T/��t���㲻ͬ�¶����������̼�������̬���ʱ������(����2)���ɱ�2���Կ���������ģ��������������Ӱ��Ƚ��������������ڴ�(ģ��Ϊ0.50 mm)����ʱ��ȴ�ٶ�ԼΪ��ڴ�(ģ��Ϊ26.00 mm)��ȴ�ٶȵ�15������ͬ�ں��������������ټ�������/�����ʱ��������ټ���2��������[12]��ʵ�����ݿ�֪�����٦�=2.62 ��/sʱ����b=918.90 MPa��d2=23.38 ��m��
�ɱ�2������[12]��ʵ�鼰����������ݣ����Եõ�TC4�մ��Ϳ�����������������ģ���ı仯��ϵ��ͼ5��ʾ��������֯����ѧ������ģ�����������ٵĶ�Ӧ��ϵ�ֱ���ͼ6��7��ʾ����ͼ5~7���Կ����������մɿ���TC4�Ͻ����ľ���������������ģ����Сʱ(M��7.00 mm)��ģ����С���������̹������ٵ�Ӱ��Ƚ�������������ģ���Ľ�һ�����ӣ���M��
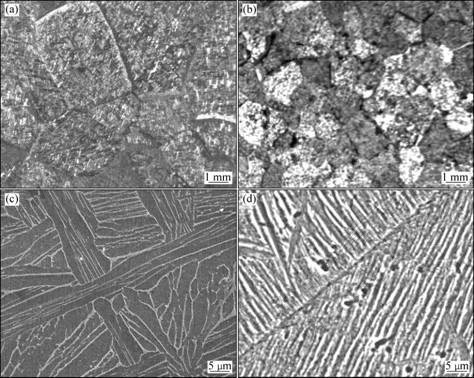
ͼ2 ��������TC4�Ͻ�ͬ�ں��;�����Ƭ����֯
Fig.2 Typical grain ((a), (b)) and lamellar ((c), (d)) structures of centrifugally cast TC4 samples with different moduli (M): (a), (c) M=24.50 mm; (b), (d) M=3.00 mm
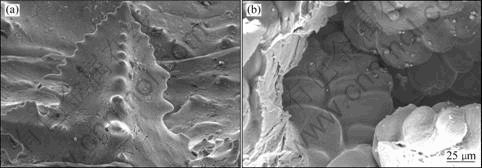
ͼ3 ��עϵͳ�в�ͬλ�ô���������Ͽ���������֦������ò
Fig.3 Dendrite morphologies of shrinkage cavity and micropore in TC4 samples with different moduli: (a) M=26.00 mm; (b) M=7.20 mm
��2 ��������TC4�ѺϽ�ͬ�ں��������������ܲ�����ͳ�Ʒ�������
Table 2 Measured and analytical data of mechanical properties of centrifugally cast TC4 alloy with different moduli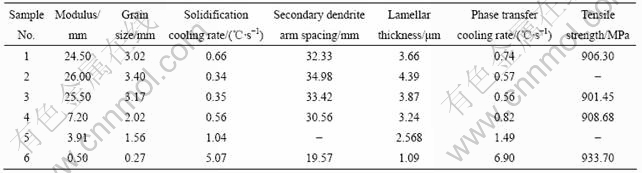
��3 AnyCasting��������TC4�Ͻ����ľ��������������ò���[11]
Table 3 Physical property parameters of TC4 alloy used in AnyCasting simulation[11]

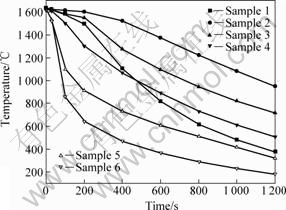
ͼ4 AnyCasting����õ���TC4������ͬλ�ô�������ȴ����
Fig.4 Solidification cooling curves of different locations of TC4 casting by AnyCasting software package
7.00 mmʱ��������ȴ�ٶ���ģ���仯�������ԣ��侧���ߴ硢����֦����༰��/��Ƭ���ȶ���������ģ�������Ӻ����ٵļ�С�����ӣ����俹��ǿ����������ģ�������Ӻ����ٵļ�С����С����ͼ5~7�и���ϵ���߲���Origin����������ϻع鴦�����õ�TC4�Ͻ����ľ�����������֯��������ģ��������֮��ʵ�����ݵ���Ϻ�����ϵ���¡�
�������̹�������(��)������ģ��(M)֮�������ϵʽ��

�����ߴ�(dg)������ģ��(M)������(��)֮�����Ϲ�ϵʽ�ֱ�Ϊ

����֦�����(d2)������ģ��(M)������(��)֮�����Ϲ�ϵʽ�ֱ�Ϊ

��/��Ƭ���(d��/��)������ģ��(M)���������(��)֮�����Ϲ�ϵʽ�ֱ�Ϊ

��������ǿ��(��b)������ģ��(M)������(��)֮�����Ϲ�ϵʽ�ֱ�Ϊ

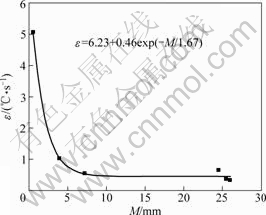
ͼ5 TC4�մ��Ϳ�����������������ģ���ı仯
Fig.5 Change of cooling rate with cast modulus for TC4 alloy centrifugal casting in ceramics mold
2.2 ����������
������ʵ�������Կ��������մɿ���(ZrO2- Y2O3)�����Ľ���TC4�Ͻ�ʱ��������ģ����Сʱ��ģ����С���������̹�������Ӱ��Ƚ�������������ģ���Ľ�һ�����ӣ�������ȴ�ٶ���ģ���仯�������ԣ����������ߴ硢����֦�����ͦ�/�����Ƭ���Ⱦ���������ģ�������Ӷ����ӣ�������ǿ��������ģ�����������Խ��͡�
�մɲ������ڵ���ϵ����С��ͨ������Ƴ������壬����������¶ȵı仯����, ���Խ���ȡΪ�� ��[13]��������ģ����Сʱ���������͵ļ�������ʹ�����������ٽϴ��ں�ڴ�������ϵ����С���մ����Ͷ������ڲ����ٵ�Ӱ��ͻ����Լ�����
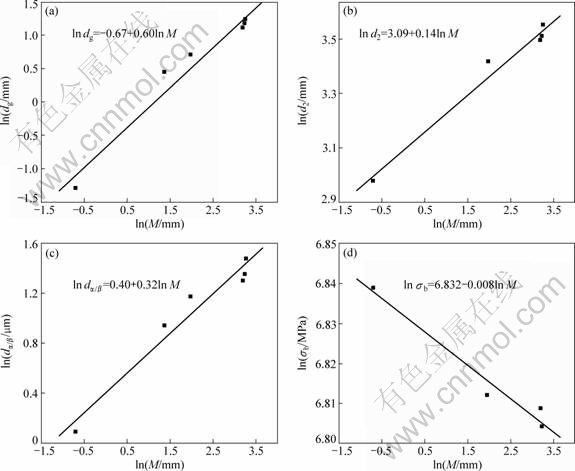
ͼ6 TC4���ľ�����������֯����������ģ���Ĺ�ϵ
Fig.6 Relationships between structure, tensile strength and modulus of centrifugally cast TC4 alloy: (a) Grain size; (b) Secondary dendrite arm spacing; (c) ��/�� lamellar thickness; (d) Tensile strength
�Ͻ����������̹����У�������ģ����Сʱ���������ٻ����ӣ��������ھ��˵��γɡ�ͬʱ��������������ʱ��t=CM2 [14]������CΪ���̳�����MΪ����ģ������ģ��ԽСʱ����������ʱ��Խ�̣�����ÿ��������˵�������䳤���ʱ��Խ�̣�������˾����ij��������ת�����Ҳ�������γ��볤����̡���������������������ģ����С�����ٽϴ�ʱ����/�µ�Ƭ���Ⱦͻ��С����������[15]��Ҳ���ᵽ��
�����Ķ���֦�����ֱ�������ںϽ����ٺ;ֲ�����ʱ�䣬��ȴ�ٶ���ֲ�����ʱ��Ĺ�ϵΪ[16] tf=��Ts/�ţ����Ц�TsΪ��ƽ�������¶����䣬��Ϊ�Ͻ��������ȴ�ٶȣ��ɴ˿��Կ�����������ģ����Сʱ��������ȴ�ٶ�Խ�죬����֦���۴ֻ���ʱ��Խ�̣�����֦�����Ҳ��ԽС��
�����Ͻ�Ŀ���ǿ���ɾ����Ƭ����湲ͬ����[17]�����ϵ����Ա�������λ��ͨ�����廬�����ܶѷ����ϵļ��б仯����ġ�������غ�ʹ�Ͻ���ʱ��Schmid���ӽϴ�Ļ���ϵ���ȿ�ʼ���ƣ����غɽ�һ������ʱ��λ������������ʱ�ܵ�������赲���ھ��紦������λ������������ܸߵ���Ӧ������ֹ���εĽ�һ�����У���߱��ο������ڶྦྷ�����У������ڳ��������غɵ�ͬʱ������֮�仹����ã�ʹ��ÿ���������ܵ�Ӧ�����·ֲ�����������һ����������һ��������չʱ���ܵ���Ӧ��״̬������谭��ʹλ���������谭���ƣ�����ԽС����Ӧ��ֵ���ӵ�Խ�ࡣ��Ƭ���Ƚ�Сʱ��λ����Ƭ�㷽���ľ������̻���Ƭ��λ���Ļ��������С��������ӻ��Ƶ�������ͨ�������ķ�����֪��������ģ����Сʱ���侧���ߴ��Ƭ����Ҳ��Խ�С�����ԣ������Ŀ���ǿ�Ⱦͻ����ӡ�
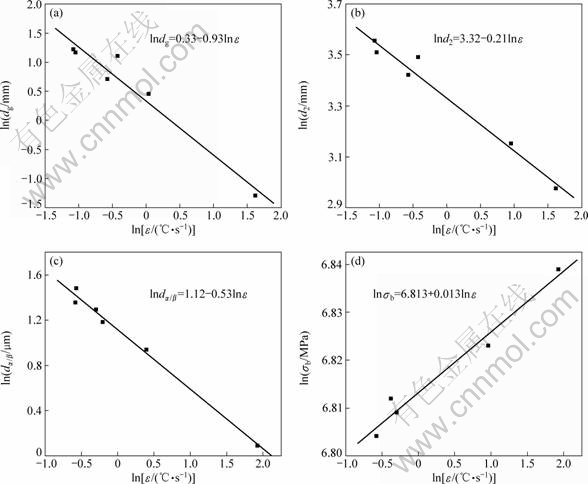
ͼ7 TC4���ľ���������֯�������������֮��Ĺ�ϵ
Fig.7 Relationships between structure, tensile strength and calculated cooling rate of centrifugally cast TC4 alloy: (a) Grain size; (b) Secondary dendrite arm spacing; (c) ��/�� lamellar thickness; (d) Tensile strength
3 ����
1) �����մɿ���TC4�Ͻ����ľ���������������ģ����Сʱ��M��7.00 mm��ģ����С���������̹�������Ӱ��Ƚ�������������ģ���Ľ�һ�����ӣ���M��7.00 mmʱ��������ȴ�ٶ���ģ���仯�������ԣ�������ģ����7.20 mm��С��0.50 mmʱ��������ȴ�ٶȴ�0.56 ��/s���ӵ�5.07 ��/s�������˽�10�����������̹�������(��)��ģ��(M)֮�䶨����ϵ���ɦ�=6.23+0.46exp(-M/1.67)������
2) �����մɿ���TC4�Ͻ����ľ����������侧���ߴ�dg������֦�����d2����/��Ƭ����(d��/��)����������ģ��(M)�����Ӻ���ȴ�ٶ�(��)�ļ�С�����ӣ����俹��ǿ��(��b)��������ģ�������Ӻ����ٵļ�С����С��
REFERENCES
[1] ����ʡ, ëС��, ������, ������, �� Ȩ, �� ��. �����Ѽ��ѺϽ��ҵ��״����չ����[J]. ϡ�н����챨, 2007, 26(10): 1-6.
ZHANG Peng-sheng, MAO Xiao-nan, ZHAO Yong-qing, ZENG Wei-dong, HONG Quan, LI Hui. Development tendency of titanium and titanium alloys production[J]. Journal of Nonferrous Metals, 2007, 26(10): 1-6.
[2] NASTAC L, GUNGOR M N, UCOK I, KLUG K L, TACK W T. Advances in investment casting of Ti-6Al-4V alloy[J]. International Journal of Cast Metals Research, 2006, 19(2): 73-93.
[3] NAKAJIMA K, TERAO K, MIYATA T. The effect of microstructure on fatigue crack propagation of ��+�� titanium alloys in-situ observation of short fatigue crack growth[J]. Mater Sci Eng A, 1998, 243: 176-181.
[4] EYLON.D, HALL J A, PIERCE C M, RUCKLE D L. Microstructure and mechanical properties relationships in the Ti-11 alloy at room and elevated temperature[J]. Metal Trans A, 1990, 21(6): 1733-1744.
[5] BRUN M, SHAKHANOVA G. Principles of titanium alloys structure control with the purpose of increasing their mechanical properties[C]//Advances in the Science and Technology of Titanium Alloy Processing. Anaheim: The Minerals, Metals & Materials Society. 1997: 193-199.
[6] JAFEE R I, BURTE H M. Titanium science and technology[M]. New York �CLondon: Plenum Press, 1973: 1731-1744.
[7] WANHILL R J H. Ambient temperature crack growth in titanium alloys and its significance for aircraft structures[J]. Aeronautical Journal, 1977, 81: 68-82.
[8] L?TJERING G. Influence of processing on microstructure and mechanical properties of ��+�� titanium alloys[J]. Mat Sci Eng A, 1998, 243: 32-45.
[9] ����ΰ. �ѺϽ���ʽ��������ȱ���γ����ݻ�����[D]. ������: ��������ҵ��ѧ, 2009: 115-127.
SUI Yan-wei. Defect formation and evolution in titanium vertical centrifugal casting[D]. Harbin: Harbin Institute of Technology, 2009: 115-127.
[10] Ҷϲ��. ����ѹ����������֯�γ�����ѧ�붯��ѧ����[D]. ������: ��������ҵ��ѧ, 2006: 28-30.
YE Xi-cong. Analysis on thermodynamics and dynamics of the microstructure solidified under centrifugal pressure[D]. Harbin: Harbin Institute of Technology, 2006: 28-30.
[11] ������. �ѺϽ���ģ�������칤�ռ���������Ż�����о�[D]. ������: ��������ҵ��ѧ, 1998: 16-20.
WNG Jun-xin. Study on the CAD technology for investment casting of �� titanium alloys[D]. Harbin: Harbin Institute of Technology, 1998: 16-20.
[12] ������. �ѺϽ���������������֯����ѧ���ܷ���[D]. ������: ��������ҵ��ѧ, 2006: 29-50.
JIA Li-min Experimental analyses on solidified structures and mechanical properties of centrifugal precision titanium casting[D]. Harbin: Harbin Institute of Technology, 2006: 29-50.
[13] ��ï��, �̻ݶ�. ���¿���ȼ��ϵͳ���մ������崫�����Է����о�[J]. �ȿ�ѧ�뼼��, 2004, 3(3): 254-260.
LI Mao-de, CHENG Hui-er. Theoretical analysis of heat transfer of ceramic regenerator in high temperature air combustion system[J]. Journal of Thermal Science and Technology, 2004, 3(3): 254-260.
[14] ������. ��������ԭ��[M]. ����: ��е��ҵ������, 2000: 6-9.
HU Han-qi. Principles of metal solidification[M]. Beijing: China Machine Press, 2000: 6-9.
[15] SUI Yan-wei, LI Bang-sheng, LIU Ai-hui, NAN Hai, GUO Jing-jie, FU Heng-zhi. Microstructures and hardness of Ti-6Al-4V alloy casting under centrifugal field[J]. Trans Nonferrous Met Soc China, 2008, 18: 291-296.
[16] FLEMINGS M C. Solidification processing[M]. New York: McGraw-Hill, 1974: 146-154.
[17] �ܹ���, �ֽ���, ��־��, ������, �²��� . �����߶Ⱥ�Ƭ���ȶ�ȫƬ���-TiAl�Ͻ����ܵ�Ӱ��[J]. ϡ�н��������빤��, 2000, 29(3): 172-176.
CAO Guo-xin, LIN Jian-guo, SUN Zhi-peng, ZHANG Yong-gang, CHEN Chang-lin. Effect of grain size and lamellar thickness on property of fully lamellar TiAl alloy[J]. Journal of Nonferrous Metals. 2000, 29(3): 172-176.
(�༭ ����)
������Ŀ�������ش�����о��ƻ�������Ŀ(5131902)
�ո����ڣ�2009-06-18�������ڣ�2009-10-19
ͨ�����ߣ�����������ڣ���ʿ���绰��0451-86896351��E-mail��damingxu@hit.edu.cn

