4Cr9Si2马氏体钢气门楔横轧工艺研究
黄江华,刘晋平,王宝雨,胡正寰
(北京科技大学 机械工程学院,北京,100083)
摘要:通过热模拟等温压缩实验,获得4Cr9Si2马氏体耐热钢的本构关系。借助DEFORM-3D有限元软件针对4Cr9Si2马氏体耐热钢楔横轧成形过程进行数值模拟,得到工艺参数对轧件缩颈和心部疏松的影响规律。通过轧制实验验证有限元模拟的正确性,对轧制后的轧件进行金相组织分析。研究结果表明:随着成形角增大,楔入段轴向金属流动速度大于横向金属流动速度,减小横向应力最大值和横向应力持续时间,使轧件心部缺陷产生可能性减小;随着展宽角增大,同样可以减小横向应力数值和横向应力持续时间,使轧件心部缺陷产生可能性减小;随着成形角减小和展宽角增大,减小轴向力Fz,改善缩颈现象;其横截面中心原奥氏体晶粒尺寸为11 μm,气门杆部微观组织得到改善。
关键词:4Cr9Si2;楔横轧;气门;心部疏松;颈缩;晶粒
中图分类号:TG335.19 文献标志码:A 文章编号:1672-7207(2013)07-2744-07
Process research on 4Cr9Si2 martensite steel valve in CWR
HUANG Jianghua, LIU Jinping, WANG Baoyu, HU Zhenghuan
(School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The constitutive relationship of 4Cr9Si2 martensite refractory steel was obtained by isothermal compression, and the forming process of 4Cr9Si2 martensite refractory steel by cross-wedge rolling was simulated by means of DEFORM-3D software. The influence regularities of necking and internal defeats of process parameter were obtained. Rolling experiments were carried out to verify the correctness of the FEM simulation, and metallographic microstructure of rolled alloy was analyzed. The results show that with the increase of forming angel, decreasing transverse maximum stress and its duration time is accompanied by axial metal flow with a greater value than that of transverse metal flow and consequently lower the possibility of internal defects. Also, the value and duration time of transverse stress can be reduced by increasing stretching angle and thus lead to the lower possibility of internal defects. Besides, the decreasing forming angel and increasing stretching angel are associated with the reduced axis force Fz and as a result the probability of phenomenon about necking can be improved. The size of original austenitic grain is 11 μm in the central part of cross-section and the microstructure of valve is improved.
Key words: 4Cr9Si2; cross-wedge rolling (CWR); valve; internal defeats; necking; grain
4Cr9Si2是一种马氏体耐热合金钢。具有耐高温、耐腐蚀和耐磨等特性,硅质量分数达到2%~3%,其加工硬化率比较大;当合金元素质量分数超过10%以上时,高合金钢成形比较困难[1]。4Cr9Si2一般用于制造汽车发动机进气门和排气门的杆部材料[2]。传统气门制坯成形方法为电热镦粗和热挤压[3-4],存在着效率低、废品率高以及模具损坏严重等缺点[5-6]。本文尝试采用楔横轧工艺制坯,以提高生产效率,降低成本等。楔横轧是一种高效、低耗、绿色的先进轴类零件成形新工艺,与传统的切削、锻造工艺相比,具有生产效率高、节约材料和劳动条件好等优点。其主要特点是2个轴心线平行的轧辊同方向旋转,轧件在轧辊的带动下,作平行于轧辊轴心线与轧辊方向相反的旋转运动,从而实现径向压缩和轴向延伸变形[7]。与楔横轧轧制普通碳素钢和低合金工具钢相比,4Cr9Si2马氏体钢的合金含量高,塑性差,合金在变形过程中对温度比较敏感[8],心部更容易出现疏松和中间缩颈等缺点。本文通过刚塑性有限元软件―DEFORM-3D先对4Cr9Si2马氏体耐热钢的楔横轧过程进行数值模拟,然后对成形缺陷进行理论研究,并用实验进行验证。同时,气门对微观组织要求在8级晶粒度以上[9],否则将会因为晶粒粗大而导致气门断裂等缺陷,所以,最终对楔横轧4Cr9Si2马氏体钢的微观组织进行实验观测。
1 有限元模型的建立
1.1 有限元模型
图1所示为楔横轧数值模拟采用的有限元模型图。材料本构关系的准确性直接决定了模拟结果的准确性。在软件自带的材料库中没有4Cr9Si2合金材料,因此根据楔横轧的特点,采用Gleeble-1500热力模拟试验机对不同变形条件下的4Cr9Si2合金热变形行为进了实验研究,得到温度为950~1 180 ℃、应变速率为0.01~10 s-1条件下等温压缩的真应力-真应变曲线,进而导入到DEFORM-3D软件材料模型中。其模具材料采用H13(4Cr5MoS1V1)。模拟的主要参数如表1所示。
1.2 有限元的边界条件的建立
由于4Cr9Si2属于高合金耐热不锈钢,高温变形时对温度比较敏感,所以本文耦合了温度场进行模拟。模拟中,轧件的初始温度设为1 120 ℃。轧件与模具的接触传导系数为30×103W/(K・m2)[10-12],轧件与空气之间为空气对流换热,换热系数设为20 W/(K・m2)。为了节省模拟时间,取模型的1/2进行运算,因此,对轧件截面施加对称约束。

图1 楔横轧有限元模型
Fig.1 FEM model of cross wedge rolling
1.3 有限元模型的验证
通过测试其实际径向力和有限元模拟径向轧制力,可以验证有限元模型建立的准确性。图2所示为有限元模拟与实验测试的径向轧制力对比图。测量轧制力时工艺参数为:β=7°30′,α=32°, D=500mm,d0=25mm,ψ=70.84%,T=1 120 ℃,n=8 r/min。从图2可以看出:模拟的径向轧制力稍大,实验与模拟相对误差为7.06%,其正确性较高。从而得知有限元建立的模型比较真实地反映了楔横轧轧制4Cr9Si2马氏体耐热钢的轧制过程。

图2 有限元与实验径向力对比图
Fig.2 Comparison of racial force in FEM and experiment
表1 主要模拟参数
Table 1 Main process parameters for simulation

2 模拟结果分析
2.1 轧件的成形过程
图3所示为轧件在轧制过程中楔入、展宽和精整3个阶段时成形状态。从图3可以看出:变形从轧辊楔入轧件开始,随着轧制过程的不断进行,轧件的径向将会不断被压缩,而轴向不断被延伸,最终轧制成需要的形状。
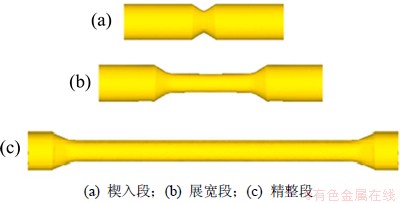
图3 轧件成形过程
Fig.3 Forming process of rolled piece
2.2 轧件的成形缺陷分析
楔横轧是一种高效、低耗的塑性成形工艺,但由于其心部疏松、表面螺旋痕以及缩颈影响了其使用范围。缩颈导致轧件精度不够,从而达不到尺寸使用要求;表面螺旋痕将会导致轧件加工余量增加,从而降低材料利用率;而心部疏松缺陷会削弱工件的材料强度,并最终导致零件失效[7]。以下为楔横轧4Cr9Si2马氏体耐热钢缩颈和心部疏松情况分析。
2.2.1 轧件缩颈分析
图4所示为不同工艺参数模拟的最终成形图。从图4可以看出:当成形角为32°时,随着展宽角从5°30′增加到7°30′,其缩颈情况得到了明显改善。而成形角减小,当展宽角相同时,也能减少缩颈。图5所示为不同工艺参数条件下,其轴向力Fz随时间的变化。从图5可以看出:减小成形角和增大展宽角,其轴向力Fz减小,从而减小缩颈。这是因为随着展宽角的增大和成形角的减小,其瞬时展宽量增大,其径向力增大,而其轴向力减小,从而轧件的缩颈情况得到了改善。因此,可以通过增大展宽角来改善其缩颈情况。
2.2.2 轧件心部缺陷分析
心部缺陷如图6所示,以往的研究都是从最大横向拉应力(第一主应力)、平均应力、最大剪应力、最大剪应变、损伤因子等方面研究心部疏松[7, 12-15]。本文根据受力情况,从变形力学图、横向应力σy以及持续时间上分析心部疏松。为了弄清展宽角和成形角对楔横轧4Cr9Si2马氏体耐热钢心部疏松的情况,根据以往研究,其心部疏松发生一般在对称横截面的中心处[7],采用单一因素研究方法,使用点跟踪去研究心部缺陷。取不同工艺条件下的对称截面中心点的应力状态进行研究对比,从而确定其疏松发生机理情况,并得出较优的轧制参数。在轧件上,取距离对称中心横截面1 mm处中心线上的一个特征点,其特征点位置如图7所示。

图4 不同条件缩颈情况
Fig.4 Status of necking in different conditions

图5 各工艺条件下的轴向力Fz对比图
Fig.5 Comparison of axial force Fz in different process conditions
在楔横轧成形过程中,轧件的受力非常复杂,轧件对称横截面中心点主要受两向拉-向压应力的作用,在轴向和横向受拉应力,径向受压应力作用,如图8所示。根据金属流动规则,金属主要向轴向和横向延伸,径向压缩的压缩类应变,其中横向应力σy导致心部缺陷产生。图8所示为当成形角不同时,轧件心部特征点金属的变形力学图。从图8可见:当成形角α=22°时,在楔入段,其横向应力σy大于轴向应力σz,而第二主应力与z方向应力的方向一致。根据金属流动规则[16],在楔横轧楔入所取特征点时,当成形角α=22°时,金属主要是往横向方向流动,其横向流动量大于轴向流动量,从而容易产生心部疏松。当α=32°时,其轴向应力σz大于横向应力σy,所以金属是主要是向轴向流动,随着α增大,金属往轴向流动增多,从而往横向流动减少。所以一般在楔横轧工艺中,通常采用增大成形角来增大其轴向流动量,减少其横向流动量,从而减小心部缺陷产生的可能性。
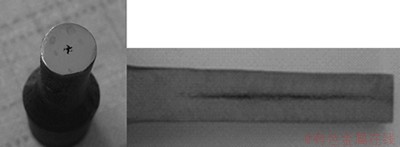
图6 心部产生缺陷轧件
Fig.6 Work piece with internal defeats
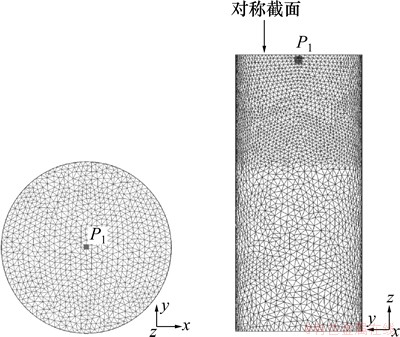
图7 轧件特征点
Fig.7 Characteristic points of work piece
图9所示为在不同成形角和展宽角下,横向应力σy随时间的变化图。从图9(a)可以看出:随着成形角的增大,其横向拉应力相应减小;当成形角为22°时,其最大值达到55MPa;而当成形角为32°时,其最大值为48 MPa,并且随着成形角增大,其横向应力持续时间越小,所以,成形角增大,心部缺陷产生的可能性越小。图9(b)所示为横向拉应力随展宽角β变化而变化的情况。从图9(b)可以看出:随着展宽角β增大,横向拉应力随着展宽角增大而减小,当展宽角为5°30′时,其最大值为53 MPa;而当展宽角为7°30′时,其最大值为43 MPa。且随着β的增大,其横向拉应力持续时间也明显减小,所以,心部缺陷产生的可能性越小。

图8 不同成形角下的变形力学图
Fig.8 Deformation mechanics comparison at different forming angles
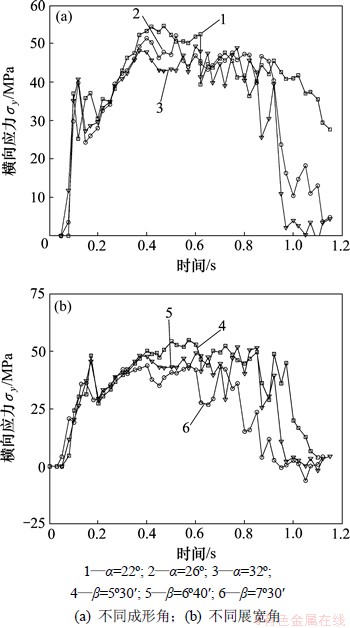
图9 不同工艺条件下的横向应力σy对比
Fig.9 Comparison of transverse stress σy in different process conditions
3 轧制实验
3.1 中心缩颈
参照模拟的情况,在H500楔横轧机上进行实验。图10所示为成形角分别α为32°,展宽角β为5°30′和成形角α为32°,展宽角β为7°30′,断面收缩率为70.84%条件下,模拟与实验的成形结果比较。从图10可以看出:轧件模拟结果与实验结果一致,
3.2 心部疏松
为了验证楔横轧4Cr9Si2马氏体耐热钢的心部疏松情况,对楔横轧实验得到的轧件在对称中心处锯开,然后用砂纸对对称中心截面进行研磨。对于无法用肉眼识别的心部疏松,采用电子显微镜进行确认。图11所示为不同工艺参数下,其心部质量对比图。当成形角为32°时,随着展宽角越大,心部疏松明显改善,当展宽角为7°30′时,其心部已经完全无缺陷。而成形角为26°时,虽然可以减小缩颈,但其心部缺陷仍然非常明显。
3.3 微观组织
马氏体钢淬透性很高,在高温形成的奥氏体,冷却时不易在高温分解,因此马氏体钢没有正火热处理[17],并且4Cr9Si2马氏体钢存在组织遗传性[18],粗大的晶粒将会遗传到下一道淬火工序中,因此,轧制过后的原奥氏体晶粒非常重要。图12所示为采用楔横轧工艺轧制前、后4Cr9Si2马氏体耐热钢的原奥氏体晶粒的对比,其晶粒为加热后与轧制后快速水冷原奥氏体晶粒。经过1 120 ℃高温加热40 min后,其奥氏体晶粒粒径为80 μm左右;当采用楔横轧工艺制坯时,经过断面收缩率为70.84%轧制,其杆部中心部位原奥氏体晶粒度等级为10级,其晶粒粒径为11 μm左右,而轧件边缘的晶粒度为11级以上,其晶粒粒径为7 μm左右。因此,采用楔横轧工艺制坯时,经过70.84%大断面收缩率的楔横轧轧制,其晶粒尺寸明显细化,在达到气门要求的同时,也提高气门的力学性能。

图10 模拟与实验缩颈结果相比较
Fig.10 Comparison of necking result between simulation and experiment

图11 不同变形条件下对称中心处心部疏松对比图
Fig.11 Comparison of symmetry central porosity in different forming conditions
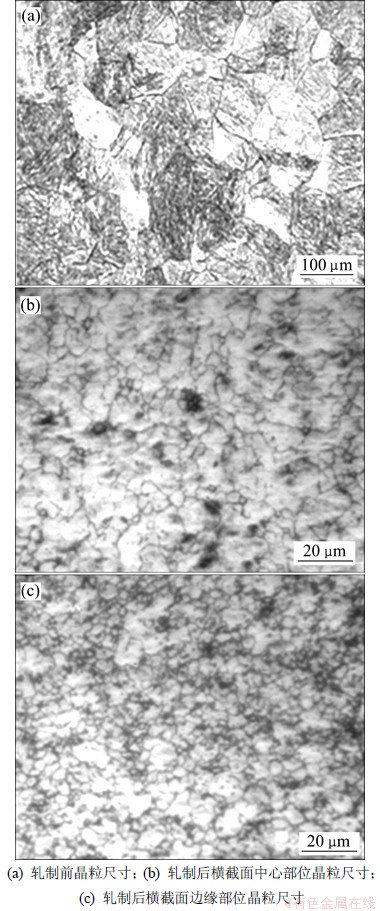
图12 原奥氏体晶粒大小轧前与轧后晶粒对比(β=7°30′, α=32°)
Fig.12 Comparison of size of original austenite grain between before rolling and rolling
4 结论
(1) 通过模拟和轧制实验证明楔横轧轧制4Cr9Si2马氏体耐热高合金钢是完全可行的,得到楔横轧4Cr9Si2马氏体耐热钢的较优楔横轧工艺参数:β=7°30′, α=32°。
(2) 增大展宽角和减小成形角,可以减少轴向力Fz,从而减小中心缩颈情况。
(3) 随着成形角增大,楔入段轴向金属流动大于横向金属流动,横向应力最大值减小和横向应力持续时间缩短,使轧件产生心部缺陷可能性减小;展宽角增大,同样可以减小横向应力和横向应力持续时间,使轧件心部缺陷产生可能性减小。
(4) 采用楔横轧工艺轧制4Cr9Si2马氏体耐热钢,其轧件对称横截面中心部位晶粒粒径为11 μm左右,其晶粒粒径细化到10级。
参考文献:
[1] 朱日彰. 耐热合金和高温合金[M]. 北京: 化学工业出版社, 1996: 253-258.
ZHU Rizhang. Heat resistant alloy and high temperature alloys[M]. Beijing: Chemical Industry Press, 1996: 253-258.
[2] 吴旭初, 沈文君. 发动机气门材料应用及进展[J]. 内燃机工程, 1999(1): 33-39.
WU Xuchu, SHEN Wenjun. The application and development of engine valve materials[J]. Internal Combustion Engine, 1999(1): 33-39.
[3] 王海江, 夏巨谌, 王新云, 等. 气门热挤压预成形和终锻成形过程模拟[J]. 锻造, 2006(3): 50-52.
WANG Haijiang, XIA Juchen, WANG Xinyun, et al. Process numerical simulation on hot extrusion preforming and final forging of automobile valves[J]. Forging, 2006(3): 50-52.
[4] 夏巨谌, 王新云, 胡国安, 等. 气门电热镦制坯与终成形过程模拟及工艺优化[J]. 热加工工艺, 2004(9): 25-27.
XIA Juchen, WANG Xinyun, HU Guoan, et al. Process optimization and simulation on the perform and part forming during electro-thermal upsetting of valve[J]. Hot Work Technology, 2004(9): 25-27.
[5] 肖小亭, 章争荣, 孙友松, 等. 电镦成形中产生缺陷原因分析与质量控制策略[J]. 热加工工艺, 2001(1): 36-44.
XIAO Xiaoting, ZHANG Zhenyong, SUN Yousong, et al. Product defect reasons analysis and quality control strategy in electric upsetting deformation[J]. Hot Working Technology, 2001(1): 36-44.
[6] Painter B, Shivpuri R, Altan T. Prediction of die wears during hot-extrusion of engine valves[J]. Journal of Materials Processing Technology, 1996, 59(1/2): 132-143.
[7] 胡正寰, 张康生, 王宝雨, 等. 楔横轧零件成形技术与模拟仿真[M]. 北京: 冶金工业出版社, 2004: 3-5, 101-115.
HU Zhenghuan, ZHANG Kansheng, WANG Baoyu, et al. Parts of cross wedge rolling technology and simulation[M]. Beijing: Metallurgy Industry Press, 2004: 3-5, 101-115.
[8] 中国锻压协会. 特种合金及其锻造[M]. 北京: 国防工业出版社, 2009: 221-232.
Confederation of Chinese Metalforming Industry. Special alloy and forging[M]. Beijing: National Defense Industry Press, 2009: 221-232.
[9] GB/T 12773―2008, 内燃机气阀用钢及合金棒材[S].
GB/T 12773―2008, Valve steel and superralloy bars for internal combustion engines[S].
[10] YING Fuqiang, PAN Bosong. Analysis on temperature distribution in cross wedge rolling process with finite element method[J]. Journal of Materials Processing Technology, 2007, 187/188: 392-396.
[11] 向勇, 谭建平. 棒材热轧过程的三维温度场有限元分析[J]. 中南大学学报: 自然科学版, 2008, 39(6): 1262-1266.
XIANG Yong, TAN Jianping, Three-dimensional elastic-plastic finite element analysis of bar hot rolling process[J]. Journal of Central South University: Science and Technology, 2008, 39(6): 1262-1266.
[12] 刘文科, 张康生, 孟令博, 等. 楔横轧成形小断面收缩率轴类件热力耦合数值模拟[J]. 中南大学学报: 自然科学版, 2012, 43(1): 118-123.
LIU Wenke, ZHANG Kangsheng, MENG Lingbo, et al. Thermo-mechanical coupled numerical simulation of forming light area reduction shafts by cross wedge rolling[J]. Journal of Central South University: Science and Technology, 2012, 43(1): 118-123.
[13] LI Qiang, Lovell M R, Slaughter W, et al. Investigation of the morphology of internal defects in cross wedge rolling[J]. Journal of Materials Processing Technology, 2002, 125/126: 248-257.
[14] 陈素莹. 楔横轧心部缺陷实验数据分析及工艺参数影响规律研究[D]. 北京: 北京科技大学机械工程学院, 2006: 33-37, 65-69.
CHEN Suying. Analysis of the experimental data and the influence rule of the process parameter on the central rarefaction of cross wedge rolling[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2006: 33-37, 65-69.
[15] 刘桂华, 任广升, 徐春国, 等. 楔横轧变形过程中内部空心缺陷产生机理的模拟研究[J]. 机械工程学报, 2004, 40(2): 150-152.
LIU Guihua, REN Guangsheng, XU Chungun, et al. Research on mechanism of interior-hollow defect during the deformation of cross wedge rolling[J]. Chinese Journal of Mechanical Engineering, 2004, 40(2): 150-152.
[16] 吕炎. 锻压成形理论与工艺[M]. 北京: 机械工业出版社, 1991: 57-61.
L Yan. Theory and technology for forging forming[M]. Beijing: Machine Industry Press, 1991: 57-61.
Yan. Theory and technology for forging forming[M]. Beijing: Machine Industry Press, 1991: 57-61.
[17] 肖纪美. 不锈钢的金属学问题[M]. 北京: 冶金工业出版社, 2006: 211-213.
XIAO Jimei. Metal problem of stainless steel[M]. Beijing: Metallurgy Industry Press, 2006: 211-213.
[18] 王建新. 组织遗传对(4Cr9Si2钢)制造气门的影响[J]. 内燃机配件, 1986(3): 28-30.
WANG Jianxin. Effect of manufacturing valve structure heredity for 4Cr9Si2 steel[J]. Internal Combustion Engine Parts, 1986(3): 28-30.
(编辑 何运斌)
收稿日期:2012-06-09;修回日期:2012-08-06
基金项目:广东省教育部产学研重大专项(2009A090100022)
通信作者:刘晋平(1966-),女,山西阳泉人,副研究员,从事楔横轧零件成形与模拟仿真研究;电话:010-62332331;E-mail: liujp@ustb.edu.cn

