Article ID: 1003-6326(2005)05-1120-05
Relationship among forging technology, structure and properties of TC21 alloy bars
QU Heng-lei(曲恒磊)1, 2, ZHOU Yi-gang(周义刚)1, ZHOU Lian(周 廉)1, 2,
ZHAO Yong-qing(赵永庆)1, 2, ZENG Wei-dong(曾卫东)1, FENG Liang(冯 亮)2,
YANG Yan-qing(杨延清)1, CHEN Jun(陈 军)1, 2, YU Han-qing(俞汉清)1,
LI Hui(李 辉)1, 2, ZHANG Ying-nan(张颖楠)2, GUO Hong-chao(郭红超)2
(1. School of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072, China;
2. Titanium Research Centre, Northwest Institute for Nonferrous Metals Research, Xi’an 710016, China)
Abstract: As candidate of structural material for advanced domestic aircraft, a new high strength and toughness titanium alloy TC21 was studied focusing on forging technology and microstructure as well as mechanical properties. Two specification ingots and bars were adopted. The results show that basket-weave microstructure is obtained in bars produced by beta finish-forging method; while duplex or tri-modal microstructure appears in bars manufactured by near-beta forging technology. Essential reason affecting structure characteristics is the difference in forging temperature and deformation amount. Variation in lamellar spacing results in fluctuation of properties corresponding to basket-weave microstructure; however, ideal matching of properties can be reached by near-beta forging.
Key words: titanium alloy; bars; beta forging; near-beta forging; microstructure; mechanical property CLC number: TG146.23, TG115, TG319
Document code: A
1 INTRODUCTION
New alloys have been developed for various demands[1]. Advanced titanium alloy with high strength and toughness is one of the important development directions in the related area[2]. TC21 titanium alloy is a new (α+β) high strength and toughness alloy that belongs to Ti-Al-Sn-Zr-Mo-Cr-Nb-Si system. This alloy was patented in China[3], and quite promising for the structural parts of advanced aircraft. Several papers described its characteristics recently[4-6]. Though forging techniques of titanium alloys have been broadly investigated[7, 8], the forging technology suitable for TC21 alloy is still a novel project.
Beta forging is a kind of hot deformation process, in which heating and forging are carried out above phase transus of a studied alloy. This process is often applied in the conventional forging of titanium alloys, especially in cogging of ingots and deformation of semi-products, sometimes in finished forging of products[9 - 12]. Conventional two-phase forging is another hot deformation process, in which heating and forging are carried out at temperature below 40-50℃ of phase transus. Near-beta forging is an advanced hot process technique invented by ZHOU and ZHANG[13], in which heating and forging are carried out at temperature below 10-20℃ of (α+β)/β phase transus, in order to obtain the favourable all-round properties of the alloy. At present, the near-beta forging was successfully applied to TC11, TA15, and TC17 alloys[14-16].
The purpose of this paper is to prepare TC21 alloy bars by near-beta forging technique, compare this technique with typical beta forging process, and evaluate the possibility of near-beta forging method in manufacturing of TC21 alloy bars.
2 EXPERIMENTAL
Tested materials were derived from 350kg ingot and 1t ingot, which were VAR-melted by Northwest Institute for Nonferrous Metals Research (NIN). The square-section billets with size of 200mm×200mm were prepared via beta-cogging and conventional two-phase forging processes, and the finished bars of d90mm and d180mm were made by beta or near-beta forging methods. Quenching metallograph method was adopted to measure phase transus of TC21 alloy billets, that is, samples were heated to certain temperature within 940-970℃ region at intervals of 5℃, held for 45min and water quenched, then the transus was determined by analysis of microstructure for the quenched specimens eventually. Beta forging of the finished bars was carried out at temperature of Tβ+30℃, while near-beta forging was done at temperature of Tβ-(10 - 20)℃. Hot pressed bars were prepared by 1600t hydraulic press. Heat treatment of phase transus-determination samples was completed in tube furnace with temperature precision of ±2℃, and heat treatment of the finished bars was performed in box resistance furnace with temperature precision of ±5℃. The samples for mechanical property measurement were cut by spark machine, according to the relative GB standards. The gauge size of tensile specimens is d5mm×25mm, and size of CT fracture toughness specimens is 20mm×48mm×50mm. Measurement of mechanical properties was carried out by INSTRON materials test system, and microstructures were observed under OLYMPUS optical microscope.
3 RESULTS AND DISCUSSION
3.1 Transus measuring of TC21 alloy billets
Phase transus (Tβ) measurement of TC21 alloy semi-product (200mm×200mm square billets) should be determined before the criterion of beta forging and near-beta forging is selected, because the exact forming temperature of two different upset processes are based on it. Typical transus measured photographs of 1t ingot of TC21 alloy is shown in Fig.1. Typical structure at 945℃ is displayed in Fig.1(a); and the area with primary alpha phase at 955℃ is represented in Fig.1(b). The result shows that beta phase transus (Tβ) of this batch of material is (950±5)℃. The same transus Tβ of billets from 350kg ingot is also determined, indicating the stable melting process.
3.2 Results and analyses of TC21 alloy bars produced by beta forging
Beta forging tests in beta single-phase region were performed at 980℃. The finished products of d90mm bars (A-D1) and d180mm bars (B-D1) were made from billets of 350kg and 1t ingots respectively. Both kinds of bars were double annealed, i.e. 900+15℃, 1h AC+550+50℃, 4+2h AC. The micrographs of heat-treated bars at cross-section are shown in Fig.2, exhibiting basket-weave microstructures. It is observed that the short and close-packed alpha aciculae mesh exists in A-D1 bars, and the original beta grain boundaries are not destroyed completely; whereas the long and straight alpha aciculae or platelets appear in B-D1 bars, and a few coarse strips of alpha phase (with width of about 7μm) distribute randomly in the grey transformed β matrix.
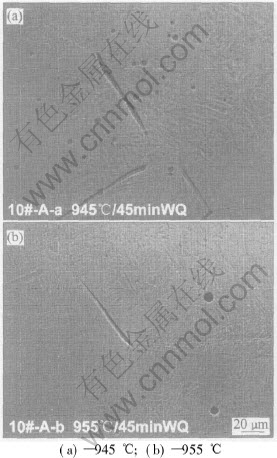
Fig.1 Metallurgical micrographs of 1t ingot billet of TC21 alloy
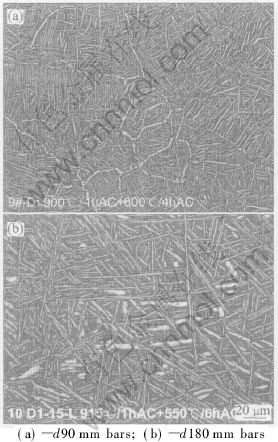
Fig.2 Micrographs of TC21 alloy bars produced by beta forging
Mechanical properties of beta-forged bars are listed in Table 1. Bars with diameter of 90mm (A-D1) possess high tensile strength and fracture toughness, but low and unstable ductility, which cannot meet the technique requirements. Analyses show that the basket-weave microstructure consisting of fine and dense acicular alpha phase increases micro-crack propagation resistance, resulting in higher strength and toughness. In the meantime, the acicular alpha phase and interrupted grain boundary that configure coarse original beta phase grain boundary deteriorate deformation coordination of polycrystal, hence making plastic deformation instable and decreasing plasticity of the alloy.
Table 1 Transverse properties of β-forged TC21 bars at room temperature
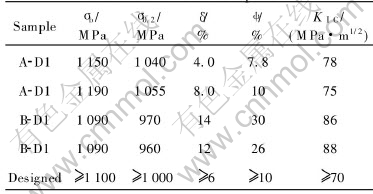
B-D1 bars possess high tensile plasticity and fracture toughness but low strength, which cannot meet the technique requirements. Compared with A-D1 bars, although forging technology is the same, and heat treatment schedule is also similar, difference in properties exists. The reason may be the difference of ingot types and specifications of bars. Generally, strength of titanium alloys descends as dimension of bars rises, and different types of ingots may also cause slight discrepancy of alloy microstructure and properties. From the viewpoint of microscopy, the increase in width to length ratio of alpha platelets may also improve plasticity and fracture toughness of the studied alloy, but decrease strength simultaneously. It is shown that the lamellar span of basket weave normally is less than 5μm in Fig.2(a); while lamellar span normally lies within 10-20μm in Fig.2(b). Corresponding to the specification of mechanical properties, the moderate lamellar span of 5-10μm should be selected. It is considered that the essential reason causing difference of lamellar span is due to the variation of deformation extent during the finished forging. Lamellar span decreases as the deformation extent increases. At the same time the grains, subgrains or colonies in microstructure are also refined and the alloy is strengthened at last.
3.3 Results and analyses of TC21 alloy bars produced by near-beta forging
Near-beta forging for 200mm×200mm billets of TC21 alloy from 350kg ingot was performed at 930℃ and d90mm bars (A-F3) were produced, as shown in Fig.3(a). The same processing was also performed to 200mm×200mm billets of TC21 alloy from 1t ingot at 940℃ and d180mm bars (B-D0) were produced, as shown in Fig.3(c). Two kinds of bars were also double annealing treated with schedules of 900+15℃, 1h AC+550+50℃, 4+2h AC. The optical micrographs of heat-treated bars in cross-section are shown in Fig.3(b) and Fig.3(d). Bars of A-F3 exhibit typical duplex microstructure, with 30%-40% content of primary equiaxial alpha phase, 5-10μm diameter of alpha sphere, and homogenized basket weave transformed matrix. Particularly, bars of B-D0 show tri-modal microstructure characteristics (primary equiaxial α+acicular α+β-transformed matrix), with 15%-20% content of primary equiaxial alpha phase. The results of mechanical properties are listed in Table 2, showing appropriate matching of strength, ductility and toughness, meeting technical specification and the requirements of advanced titanium alloy candidates.
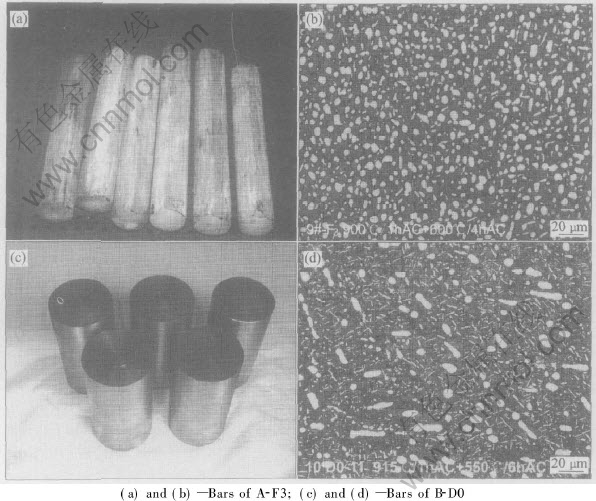
Fig.3 Appearance and microstructures of TC21 alloy bars produced by near-beta forging
Table 2 Transverse properties of near-β-forged TC21 bars at room temperature
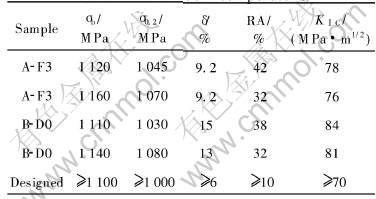
It is demonstrated that, during the processes of near-beta forging, drastic phase transformation cannot occur in the microstructure of TC21 alloy, thus basic microstructure characteristics of two phase forging method maintain. The deformation resistance of near-beta forging decreases, because the forging temperature of near-beta forging is 20-30℃ higher than that of conventional forging. This is beneficial to promoting the procedure of plastic deformation, and avoids cracking induced by lower performing temperature and poor plasticity of the titanium alloy. The near-beta forging can also increase the proportion of basket-weave structure and promote formation of the tri-modal microstructure with ideal synthetic properties. The effect of each structure element is: the equiaxial alpha phases contribute to plasticity; the secondary alpha platelets contribute to toughness, and the microstructure refined by appropriate matching of the two form of alpha as well as existence of transformed beta matrix βt contributes to the strength of the alloy.
Primary alpha content of d180mm bars (B-D0) is less but the content of secondary basket alpha is more when compared with that of d90mm bars (A-F3), thus fracture toughness of tri-modal microstructure characterized B-D0 bars is higher than that of A-F3 bars. There are three influencing factors on the structural morphology of the two kinds of bars: batches of ingots, specifications of bars, and deformation extent. Authors consider that the key factor is the difference of deformation extent during finished upset processes. Deformation extent of B-D0 bars is about 36%; while deformation amount of A-F3 bars reaches 84%. So, increase of deformation extent under (α+β) region facilitates equiaxial structure or spheroidization of primary alpha phase and the amount of it. Summarily, the tri-modal microstructure is an intermediate microstructure between the basket weave and the duplex, and thus possesses the features of both typical microstructures.
4 CONCLUSIONS
1) Basket-weave microstructure exists in beta-forged bars of TC21 titanium alloy. It is difficult to match microstructure with mechanical properties during hot processing due to the non-uniformity.
2) The uniform duplex or tri-modal microstructures appear in near-beta forged bars of TC21 alloy. The optimized microstructure consists of 15% - 40% equiaxial primary alpha, fine basket-weave and balanced βt, which enables the ideal matching of strength, ductility and fracture toughness of the alloy.
3) The unsuitable match between strength and ductility can occur in beta-forged products easily with basket-weave microstructure, due to the difficult control of lamellar span. While tri-modal microstructure of d180mm bars with 36% deformation and duplex microstructure of d90mm bars with 84% deformation produced by near-beta forging method possess ideal mechanical properties.
REFERENCES
[1]LI Yi-bing, HE Hong-bo, ZHOU Ji-cheng, et al. Developing of an expert system for nonferrous alloy design [J]. Trans Nonferrous Met Soc China, 2004, 14(4): 645-648.
[2]Crist E, Russo P, Phelps H, et al. Influences of chemistry and processing on microstructure and mechanical properties for Ti-6Al-2Sn-2Zr-2Cr-2Mo-0.15Si [A]. Lütjering G, Albrecht J. Proceedings of 10th World Titanium Conference [C]. Hamburg, Germany, 2003. 1631 - 1638.
[3]QU Heng-lei, ZHAO Yong-qing, ZHU Zhi-shou, et al. A High Strength and Toughness Titanium Alloys and Methods Prepared for [P]. CN 03105965.1, 2003-09-30.(in Chinese)
[4]ZHAO Yong-qing, QU Heng-lei, FENG Liang, et al. Development of high strength high toughness damage tolerance titanium alloy TC21 [J]. Titanium Industry Progress, 2004, 21(1): 22-24.(in Chinese)
[5]ZHANG Ying-nan, ZHAO Yong-qing, QU Heng-lei, et al. Effect of heat treatment on microstructure and tensile properties of TC21 alloy [J]. Chinese Journal of Rare Metals, 2004, 28(1): 34 - 38.(in Chinese)
[6]FENG Liang, QU Heng-lei, ZHAO Yong-qing, et al. High temperature deformation behavior of TC21 alloy [J]. Journal of Aeronautical Materials, 2004, 24(4): 11 - 13.(in Chinese)
[7]Chakrabarti A K, Kuhlman G W, Pishko R. Processing Alpha-beta Titanium Alloys by Beta as Well as Alpha Plus Beta Forging [P]. US 5173134, 1992-12-22.
[8]Lütjering G. Influence of processing on microstructure and mechanical properties of (α+β) titanium alloys [J]. Materials Science and Engineering A, 1998, 243: 32-45.
[9]ZHOU Lian, ZHOU Yi-gang, ZHAO Yong-qing, et al. Hot processing and mechanical properties of Chinese Ti40 burn-proof titanium alloy [J]. Journal of Northwestern Polytechnical University, 2003, 21(4): 381-386.(in Chinese)
[10]YU Han-qing, ZENG Wei-dong, ZHOU Yi-gang, et al. On beta forging of Ti-17 alloy [J]. Journal of Northwestern Polytechnical University, 1995, 13(3): 340-344.(in Chinese)
[11]LI Xiao-qin. Relationship among process, microstructure and properties of TC11 by β forging [J]. Mechanical Science and Technology, 2000, 19(1): 127-129.(in Chinese)
[12]LI Xiao-qin. Research on uneven microstructure of Ti-alloy by β forging [J]. Heat treatment of Metals, 2000, 3: 17-20.(in Chinese)
[13]ZHOU Yi-gang, ZHANG Bao-chang. Research on near-beta forging of titanium alloys [J]. Journal of Aviation, 1989(1): A60-66.(in Chinese)
[14]ZHOU Yi-gang, ZENG Wei-dong, YU Han-qing. A new high-temperature deformation strengthening and toughnessing process for titanium alloys [J]. Materials Science and Engineering A, 1996, 221: 58-62.
[15]ZHOU Yi-gang, ZENG Wei-dong, YU Han-qing. The near β forging overthrows the conventional forging theory and develops a new tri-modal microstructure [J]. Engineering Science, 2001, 3(5): 61-66.(in Chinese)
[16]ZHOU Yi-gang, ZENG Wei-dong, YU Han-qing. An investigation of a new near-beta forging process for titanium alloys and its application in aviation components [J]. Materials Science and Engineering A, 2005 (accepted).
Foundation item: Project(C142003C001) supported by Defence Basic Annual Scientific Research Program of China
Received date: 2004-08-31; Accepted date:2005-04-21
Correspondence: QU Heng-lei, PhD; Tel: +86-29-86231078; Fax: +86-29-86231103; E-mail: quhenglei@163.com
(Edited by YANG Bing)

