ОДХВұаәЕЈә1004-0609(2007)09-1423-06
ГҫәПҪрAZ61өДБчұдј·С№№ӨТХәНЧйЦҜМШХч
ХЕЙЩГч1, 2Ј¬СоұШіЙ1Ј¬·®ЦРФЖ3Ј¬РмЎЎҝҘ1Ј¬КҜБҰҝӘ1Ј¬іВ№ъБј2
(1. ұұҫ©УРЙ«ҪрКфСРҫҝЧЬФәЈ¬ұұҫ© 100088;
2. ұұҫ©ҝЖјјҙуС§ РВҪрКфІДБП№ъјТЦШөгКөСйКТЈ¬ұұҫ© 100083;
3. Brunel University, Uxbridge, Middlesex UB8 3PH, UK)
ХӘ ТӘЈәІЙУГЛ«ВЭРэБчұдЦэФмјјКхЦЖұёГҫәПҪрAZ61Цэ¶§Ј¬ІўУліЈ№жЦэФмЧйЦҜҪшРР¶ФұИЎЈіЈ№жЦэФмөГөҪҙЦҙуөДКчЦҰҫ§Ј¬¶шБчұдЦэФмөГөҪПёРЎөДЗтЧҙҫ§Ј¬ЖҪҫщҫ§БЈіЯҙзФј40 ҰМmЎЈІЙУГіЈ№жИИј·С№№ӨТХәНБчұдј·С№№ӨТХ·Цұрј·С№іцЦұҫ¶22 mmөД°фІДЈ¬·ЦОцұИҪПБчұдј·С№УліЈ№жИИј·С№№эіМЦРЈ¬ј·С№БҰҙуРЎәНј·С№ЛЩВКөД№ШПөЈ¬№ЫІмІ»Н¬№ӨТХПВөГөҪөДОў№ЫЧйЦҜЎЈҪб№ыұнГчЈ¬іЈ№жј·С№ОӘ¶ҜМ¬ФЩҪбҫ§ЧйЦҜЈ¬ҫ§БЈРОЧҙәНҙуРЎУлј·С№ОВ¶ИәНЛЩ¶ИГЬЗРПа№ШЈ»Бчұдј·С№ЦРҪ¬БПФЪНЁ№эј·С№ДЈКұДэ№МЈ¬өГөҪЖҪҫщҫ§БЈіЯҙзФј8 ҰМmөДЦэМ¬ЧйЦҜЈ¬ЖдФӯТтКЗҙуБҝ¶юҙОРОәЛөДәЛРДөГТФҙжБфІўіӨҙуЎЈ
№ШјьҙКЈәГҫәПҪрЈ»БчұдЦэФмЈ»Бчұдј·С№Ј»¶юҙОРОәЛ
ЦРНј·ЦАаәЕЈәTG146.2ЎЎЎЎ ОДПЧұкК¶ВлЈәA
Rheo-extrusion of AZ61 Mg alloy and its microstructure
ZHANG Shao-ming1, 2, YANG Bi-cheng1, FAN Zhong-yun3, XU Jun1, SHI Li-kai1, CHEN Guo-liang2
(1. General Research Institute for Nonferrous Metals, Beijing 100088, China;
2. State Key Laboratory for Advanced Metals and Materials, University of Science and Technology Beijing, Beijing 100083, China;
3. Brunel University, Uxbridge, Middlesex UB8 3PH, UK)
Abstract: The microstructure of AZ61 Mg alloy made by the methods of normal cast and twin-screw rheo-cast was investigated. The grains are coarse dendrite in normal cast billet, while they are tiny ground grains in rheo-cast billet with the average grain size of about 40 ҰМm. The d 22 mm rods were fabricated by hot extrusion and rheo-extrusion separately, the microstructure of these rods and the relationship between the extrusion force and velocity were researched. The result shows that dynamic recrystallization happens in the hot extrusion, the shape and size of the grains are determined by the extrusion temperature and velocity. In the process of rheo-extrusion, slurry solidification occurs and the tiny ground grains form in the extrusion mould with the average grain size of about 8 ҰМm. The reason of grain refinement is that lots of nucleus formed in the secondary nucleation get survived and grow up.
Key words: magnesium alloy; rheo-cast; rheo-extrusion; secondary nucleation
ГҫәПҪрҫЯУРёЯөДұИЗҝ¶ИәНұИёХ¶ИЈ¬УЕБјөДјхХсРФәНөз»ҜС§РФДЬЈ¬ФЪөзЧУЎўҪ»НЁЎў»ъРөөИБмУт¶јУРИХТжФціӨөДРиЗуЎЈУЙУЪГҫәПҪрҫЯУРГЬЕЕБщ·ҪөДҫ§МеҪб№№Ј¬ФЪіЈОВПВЖдЛЬРФјУ№ӨДЬБҰәЬІоЈ¬ТтҙЛЈ¬ДҝЗ°ҙу¶аКэөДГҫәПҪрІъЖ·¶јКЗІЙУГЦэФм·Ҫ·ЁЦЖұёөДЈ¬Из3CІъЖ·ЎўЖыіөЕдјюөИЎЈҫЎ№ЬГҫәПҪрУРЧЕБјәГөДЦэФмРФДЬЈ¬ө«ЖдЦэМ¬ЧйЦҜІ»ҝЙұЬГвөШҙжФЪҫ§БЈҙЦҙуЎўЦэФмИұПЭөИОКМвЈ¬өјЦВІъЖ·өДБҰС§РФДЬҪПІоЈ¬ПЮЦЖБЛГҫәПҪрІъЖ·өДК№УГ·¶О§[1?3]ЎЈФЪјУИИМхјюПВҪшРРЛЬРФјУ№ӨҝЙТФК№ЖдРФДЬөГөҪПФЦшМбёЯЎЈө«ПЦУРЛЬРФјУ№Ө№ӨТХТАИ»ҙжФЪЙъІъР§ВКөНЎўЧйЦҜІ»ҫщФИЎўБҰС§РФДЬУРҙэҪшТ»ІҪМбёЯөИОКМвЈ¬ХвР©І»ЧгіЙОӘұдРОГҫәПҪрөДНЖ№гәНУҰУГөДЦчТӘХП°ӯЎЈДҝЗ°јұРиҝӘ·ўіцРВРНөДұдРОГҫәПҪрЙъІъРВ№ӨТХЈ¬ДЬ№»ФЪМбёЯЙъІъР§ВКөДН¬Кұ»сөГёЯРФДЬөДІъЖ·ЎЈҪьДкАҙ·ўХ№ЖрАҙөДБчұдіЙРОјјКхКЗТ»ЦЦИ«РВөД¶МБчіМіЙРО·Ҫ·ЁЈ¬ёГ№ӨТХДЬөГөҪПёРЎЎўҫщФИЎўөИЦбөДіхЙъПаЈ¬ҙУ¶шК№ГҫәПҪрөДБҰС§РФДЬПФЦшМбёЯЎЈИзFanөИ[4]ІЙУГБчұдС№Цэ(RDC)№ӨТХЦЖіЙөДAZ91БгјюЈ¬ҝ№АӯЗҝ¶ИәНЙміӨВКұИЖХНЁС№Цэ№ӨТХ·ЦұрМбёЯБЛ20%әН140%Ј» WatariөИ[5]ІЙУГБчұдФюЦЖјјКхЦЖіЙБЛ¶аЦЦ№жёсөДГҫәПҪрұЎ°еЈ¬°еІДҫЯУРБјәГөДЙоіеРФДЬЎЈІЙУГБчұдј·С№№ӨТХЦЖұёГҫәПҪрј·С№ІДЈ¬ДЬФЪЛх¶Мј·С№№ӨТХБчіМөДН¬Кұ»сөГБјәГөДБҰС§РФДЬЈ¬КЗТ»ЦЦәЬУРУҰУГЗұБҰөДіЙРОјјКхЎЈ№ШУЪХв·ҪГжөДСРҫҝДҝЗ°»№ОҙјыұЁөАЎЈұҫСРҫҝҪ«Л«ВЭРэЦЖҪ¬ЙиұёУлОФКҪј·С№»ъҪшРРПОҪУЈ¬МҪЛчБЛГҫәПҪрAZ61ФЪБчұдј·С№№эіМЦРөД№ӨТХәНЧйЦҜМШХчЎЈ
1 КөСй
КөСйІДБПОӘAZ61ГҫәПҪрЎЈAZ61өДЦчТӘәПҪрФӘЛШіЙ·ЦОӘ(ЦКБҝ·ЦКэ)ЈәAl 6.63%Ј¬Zn 0.73%Ј¬Mn 0.31%ЎЈёГәПҪрөД№МТәЗшјдОӘ525~610 ЎжЎЈҪ«әПҪрФЪ680 ЎжИЫ»ҜәуЈ¬Т»ЦЦ№ӨТХКЗҪ«ИЫМеЦұҪУҪҪИлd 95 mmөДҪрКфДЈЦРЈ¬өГөҪіЈ№жЦэФмөДAZ61Цэ¶§Ј»БнТ»ЦЦ№ӨТХКЗҪ«ИЫМеҪҪИлөҪИзНј1ЛщКҫөДЛ«ВЭРэБчұдЦЖҪ¬»ъЦРЈ¬Л«ВЭРэБчұдЦЖҪ¬Ч°ЦГУЙУў№ъBrunelҙуС§өДBCAST·ўГчІўМṩЎЈёГЧ°ЦГЦчТӘУЙТ»¶ФМШКвЙијЖөДВЭёЛЧйіЙЈ¬ВЭёЛЦ®јдТФј°ВЭёЛәННІұЪЦ®јдРОіЙ·ЗіЈПБХӯөД·мП¶Ј»НІұЪәНВЭёЛОВ¶ИҝЙТФҫ«И·ҝШЦЖЎЈФЪВЭёЛНЖ¶ҜПВЈ¬ИЫМеФЪВЭёЛУлНІұЪЦ®јдөДПБ·мЦРТФЎ°8ЎұЧЦРОПтЗ°НЖҪшЈ¬ХвЦЦФЛ¶Ҝ·ҪКҪТ»·ҪГжёшИЫМеҙшАҙёЯјфЗРВКөДҪБ°иЈ¬БнТ»·ҪГжК№ИЫМеУлВЭёЛәННІұЪЦ®јдУРәЬҙуөДҪУҙҘГж»эЈ¬ИЫМеөДИИБҝДЬ№»ҝмЛЩөјіцЈ¬ФЪҪП¶МКұјдДЪЈ¬УлЦЖҪ¬КТОВ¶ИҙпөҪЖҪәв[6]ЎЈИЫМеҪҪИлЦЖҪ¬»ъҫӯ№эҪБ°иәуЈ¬ФЪ600 ЎжҙтҝӘ·§ГЕЈ¬Ҫ¬БПөјіцөҪҪрКфДЈЦРДэ№МЈ¬өГөҪБчұдЦэФмөДЦэ¶§ЎЈ
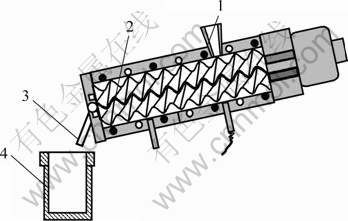
Нј1 ГҫәПҪрЛ«ВЭРэБчұдДЈЦэКҫТвНј
Fig.1 Schematic of twin-screw rheo-moulding of Mg alloy: ЎЎ1ЎӘMelt inlet; 2ЎӘTwin-screw; 3ЎӘSlurry outlet; 4ЎӘMould
ј·С№КөСйФЪ500 TОФКҪј·С№»ъЦРҪшРРЎЈј·С№»ъЙП°ІЧ°БЛС№БҰәНЛЩ¶Иҙ«ёРЖчЈ¬ҝЙТФКөКұІЙјҜј·С№№эіМЦРС№БҰәНЛЩ¶ИөДКэЦөЎЈІЙјҜөДС№ЗҝКЗј·С№»ъУНёЧДЪС№ЗҝЈ¬С№ЗҝЧоҙуЦөФј20 MPaЈ»ІЙјҜөДЛЩ¶ИОӘј·С№ёЛФЛ¶ҜЛЩ¶ИЎЈј·С№НІДЪҫ¶ОӘ95 mmЈ¬ј·іцРНІДОӘd 22 mmФІ°фЈ¬ФЪДЈҫЯіцҝЪҙҰНЁАдИҙЛ®¶Фј·іц°фІДЕзЛ®АдИҙЎЈКөСй¶ФіЈ№жј·С№УлБчұдј·С№ҪшРРБЛұИҪПЎЈіЈ№жј·С№№ӨТХІОКэОӘЈәЦэ¶§ФӨИИөҪ380 ЎжЈ¬ұЈОВ6 hЈ¬ј·С№НІОВ¶ИОӘЎЎЎЎ350 ЎжЈ¬НЁ№эөчХыј·С№»ъЙиЦГЈ¬К№°фІДТФҝмЎўВэБҪЦЦІ»Н¬ЛЩВКј·іцЎЈБчұдј·С№КЗҪ«Ҫ¬БПФЪ600 ЎжЦұҪУөјИлөҪј·С№НІЦРЈ¬ј·С№НІөДОВ¶ИҝШЦЖФЪВФёЯУЪ№МПаПЯОВ¶ИЈ¬Ҫ¬БПФЪј·С№ёЛөДНЖ¶ҜПВЈ¬КЧПИФЪј·С№НІДЪ¶С»эЈ¬И»әуҙУДЈҫЯҝЧЦРј·іцЈ¬өГөҪБчұдј·С№°фІДЎЈ
2 Ҫб№ыУл·ЦОц
2.1 ЦэМ¬ЧйЦҜ
І»Н¬ЦэФм№ӨТХМхјюПВЈ¬ИЫМеДЪөДҙ«ИИЎўҙ«ЦКөИЗйҝцУРЛщІ»Н¬Ј¬ҙУ¶шК№Дэ№МЦРөДРОәЛәНҫ§БЈіӨҙу№эіМұнПЦіцёчЧФөДМШХчЈ¬ЦұҪУөјЦВЦэМ¬ЧйЦҜРОМ¬ІъЙъІоұрЎЈКөСйЦРіЈ№жЦэФм№ӨТХәНБчұдЦэФм№ӨТХЛщөГЦэ¶§өДұЯІҝЧйЦҜИзНј2ЛщКҫЎЈҝЙТФҝҙіцЈ¬ФЪіЈ№жЦэФм№ӨТХПВЈ¬ҰБ-MgОӘҙЦҙуөДКчЦҰЧҙЈ¬ЦҰҫ§ҙуРЎФјОӘ300 ҰМmЈ¬Іҝ·Цҫ§БЈФЪ500 ҰМmТФЙПЈ»¶шБчұдЦэФмөГөҪөДіхЙъПаОӘҫщФИЗтЧҙЈ¬ЖҪҫщҫ§БЈіЯҙзФј40 ҰМmЎЈ

Нј2 AZ61әПҪріЈ№жЦэФм(a)УлБчұдЦэФм(b)ПФОўЧйЦҜ
Fig.2 Microstructures of normal cast(a) and rheo-cast(b) AZ61 alloy
ФЪіЈ№жЦэФм№ӨТХЦРЈ¬№эИИөДТәМ¬ҪрКфҪҪИлДЈҫЯәуЈ¬ФЪДЈҫЯДЪұЪЙПСёЛЩРОіЙҙуБҝҫ§әЛЈ¬ХвР©ҫ§әЛөДҙуІҝ·ЦФЪИЫМеіеЛўЧчУГПВҪшИлБЛИЫМеДЪІҝЎЈУЙУЪИЫМеДЪІҝОВ¶ИҪПёЯЈ¬¶шЗТДэ№МКН·ЕөДЗұИИІ»ДЬСёЛЩКН·ЕіцИҘЈ¬ТтҙЛХвР©ҫ§әЛөДҫшҙуІҝ·Ц»б·ўЙъЦШИЫЈ¬Ц»УРЙЩІҝ·ЦДЬ№»ұЈБфПВАҙІўЦрҪҘіӨҙуЈ¬ФЪіЙ·Ц№эАдЎўИИҙ«өјөИЧчУГПВЈ¬ЧоЦХРОіЙҙЦҙуөДКчЦҰҫ§ЎЈФЪБчұдЦэФм№ӨТХЦРЈ¬ЗҝБТҪБ°иёДұдіхЙъПаРОГІөД»ъЦЖДҝЗ°УР¶аЦЦІ»Н¬өД№ЫөгЈ¬ИзЦҰҫ§ХЫ¶П»ъЦЖЎўЦҰҫ§ИЫ¶П»ъЦЖөИ[7?8]Ј¬ЖдЦРёьККәПУЪЛ«ВЭРэБчұдЦЖҪ¬№ӨТХөД№ЫөгКЗЈәБчұдЦэФмөДДэ№М№эіМҝЙ·ЦОӘБҪёцҪЧ¶ОЈ¬Т»ҙОДэ№МКЗФЪЦЖҪ¬»ъДЪөДРОәЛәНәЛРДіӨҙу№эіМЈ¬ИЫМеФЪёЯјфЗРВКПВҝӘКјДэ№МЈ¬өГөҪТ»¶ЁМе»э·ЦКэөДіхЙъПаЈ»¶юҙОДэ№МКЗҪ¬БПФЪДЈҫЯЦРөДДэ№М№эіМЎЈТ»ҙОДэ№М№эіМЦРЈ¬ЗҝБТөДҪБ°иК№ИЫМеёчёцІҝ·ЦөДОВ¶ИіЙ·Ц¶јәЬҫщФИЈ¬ФЪТ»¶Ё№эАд¶ИПВИЫМеЦРДЬН¬КұРОіЙҙуБҝҫ§әЛЈ¬ХвР©ҫ§әЛФЪЛжәуіӨҙу№эіМЦРКН·ЕөДЗұИИТІДЬәЬҝмҙ«өјіцИҘЈ¬І»»бөјЦВЖдЛьҫ§әЛөДЦШИЫЎЈТтҙЛЈ¬Т»ҙОДэ№МөГөҪөД°л№ММ¬Ҫ¬БПЦРУРҙуБҝөДҫ§әЛҙжФЪЈ¬¶шЗТХвР©ҫ§әЛТФЗтРО·ҪКҪіӨҙуЈ¬ЧоЦХҙпөҪПаНјЛщКҫөД№МТәЖҪәвЎЈҪ¬БПҪҪИлДЈҫЯәуЈ¬Ҫ¬БПОВ¶ИТСөНУЪТәПаЈ¬Іҝ·ЦДэ№МЗұИИТСҫӯКН·ЕіцИҘЈ¬ТтҙЛҙуІҝ·ЦіхЙъҫ§БЈ¶јДЬҙж»оІўЦрҪҘіӨҙуЈ¬ЧоЦХРОіЙПёРЎҫщФИөДөИЦбҫ§ЎЈҝЙТФҝҙіцЈ¬БчұдЦэФмКЗТ»ЦЦУРР§өДПё»Ҝҫ§БЈКЦ¶ОЎЈНЁіЈІЙУГөД»ҜС§ҫ§БЈПё»Ҝ·ЁКЗНЁ№эФцјУИЫМеДЪөДТмЦКәЛРДАҙМбёЯ·ЗҫщФИРОәЛВКЈ¬¶шБчұдЦэФм¶ФРОәЛВКУ°ПмІ»ҙуЈ¬ө«ТСРОіЙөДәЛРДҙу¶а¶јДЬіӨҙуіЙҫ§БЈЈ¬јҙМбёЯБЛИЫМеөДУРР§РОәЛВК[4]ЎЈ
2.2 Бчұдј·С№№ӨТХ
ФЪ¶аҫ§ЛЬРФұдРО№эіМЦРЈ¬Von MisesЧјФтЦёіцЈ¬ҫ§БЈУҰУР5ёц¶АБўөД»¬ТЖПөІЕДЬәНЦЬО§ҫ§БЈРӯөчұдРОЎЈГҫәПҪрҫЯУРГЬЕЕБщ·Ҫҫ§МеҪб№№Ј¬ФЪКТОВПВ·ўЙъЛЬРФұдРОКұЈ¬Ц»УР»щГ滬ТЖПөДЬ№»ҝӘ¶ҜЈ¬І»ДЬВъЧгVon MisesЧјФтЈ¬ТтҙЛЈ¬ГҫәПҪрұ»ИПОӘКЗДСұдРОІДБПЎЈФЪјУИИМхјюПВЈ¬ФӯЧУХс¶ҜөДХс·щФцҙуЈ¬К№Ч¶Г滬ТЖәНЦщГ滬ТЖөИ·З»щГ滬ТЖПөөДБЩҪзјфЗРУҰБҰҙу·щПВҪөЈ¬ХвР©»¬ТЖПөІОУлөҪЛЬРФұдРОЈ¬К№өГГҫәПҪрөДұдРОјУ№ӨДЬБҰҙуҙуёДЙЖЎЈө«ёЯОВПВГҫәПҪрөДЗҝ¶ИәЬөНЈ¬ДЈҫЯУлј·С№°фЦ®јдөДДҰІББҰәЬИЭТЧөјЦВ°фІДұнГжҝӘБСЈ¬ФЪЧЫәПҝјВЗјУ№ӨР§ВКәНјУ№ӨЦКБҝМхјюПВЈ¬НЁіЈAZ61өДј·С№КЗФЪ350~400 ЎжЦ®јдҪшРРөД[9]ЎЈКөСйЦРІЙјҜөҪөДіЈ№жј·С№ЗъПЯәНБчұдј·С№ЗъПЯИзНј3ЛщКҫЎЈҙУНј3(a)ҝЙТФҝҙіцЈ¬ФЪіЈ№жј·С№№ӨТХЦРЈ¬ј·С№БҰКЧПИСёЛЩЙПЙэөҪЧоҙуФј18 MPaЈ¬С№БҰЙПЙэөДЛЩ¶ИФјОӘ6 MPa/sЈ¬Ц®әуј·С№°ф»әВэј·іцЈ¬Фј6 sәуЈ¬ј·С№ЛЩВКәЬҝмЙПЙэөҪФј8 mm/sІў»щұҫО¬іЦәг¶ЁЈ¬ј·С№БҰЛжЧЕј·С№ЕчБПөДЦрҪҘј·іц¶шПВҪөЈ¬өҪј·С№Д©БЛҪөөНөҪЧоөНФј0.8 MPaЎЈФЪНј3(b)ЛщКҫБчұдј·С№өДј·С№ЗъПЯЦРЈ¬ј·С№іхКјҪЧ¶Ој·С№БҰТІСёЛЩЙПЙэөҪЧоҙу11.5 MPaЈ¬С№БҰЙПЙэЛЩ¶ИФј2.3 MPa/sЈ¬ТӘГчПФөНУЪіЈ№жј·С№Ј¬Ц®әуөДХыёцј·С№№эіМЦРЈ¬ј·С№С№БҰФЪРЎ·¶О§ДЪІЁ¶ҜЈ¬¶ФУҰөДј·С№ЛЩВКұд»ҜТІІ»ГчПФЎЈ
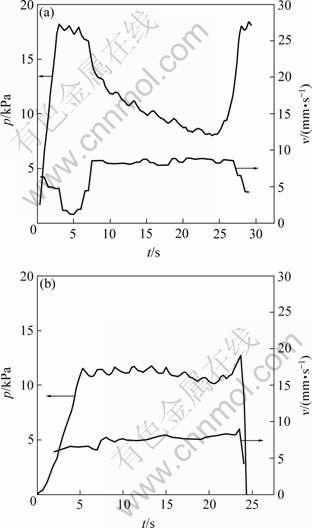
Нј3 AZ61әПҪріЈ№жј·С№(a)әНБчұдј·С№(b)өДј·С№ЗъПЯ
Fig.3 Extrusion curves of normal extrusion(a) and rheo- extrusion(b) of AZ61 alloy
ұИҪПТФЙПҪб№ыҝЙТФҝҙіцЈ¬Бчұдј·С№№эіМУліЈ№жј·С№УРГчПФІоұрЎЈіЈ№жј·С№өДіхКјҪЧ¶ОКЗТ»ёц№ММ¬Цэ¶§өДпжҙЦәНН»ЖЖј·С№№эіМЈ¬ТтҙЛј·С№БҰЙПЙэЛЩ¶ИәЬҝмЎЈ°фІДј·іцәуЈ¬У°Пмј·С№БҰөДЦчТӘТтЛШКЗј·С№ЕчБПөДұдРОҝ№БҰТФј°ЕчБПУлј·С№НІЎўј·С№ДЈЦ®јдөДДҰІББҰЎЈЛЬРФұдРОәНДҰІБ¶ј»бК№ұдРОЗшөДОВ¶ИЙПЙэЈ¬өјЦВЕчБПөДұдРОҝ№БҰПФЦшПВҪөЈ¬ТтҙЛН»ЖЖј·С№әуј·С№ЛЩВКәЬҝмФцјУЈ»ЛжЧЕј·С№өДҪшРРЈ¬ј·С№ЕчБПіӨ¶ИЦрҪҘјхЙЩЈ¬Еч¶§Улј·С№НІДЪұЪөДДҰІББҰЛжЦ®ҪөөНЈ¬ХвТІК№өГј·С№БҰЦрҪҘПВҪөЎЈФЪБчұдј·С№№эіМЦРЈ¬ј·С№іхКјҪЧ¶ОКЗј·С№НІДЪҪ¬БПөД¶С»э№эіМЈ¬ТтҙЛј·С№С№БҰЙПЙэЛЩ¶ИұИҪП»әВэЎЈҪ¬БПідВъј·С№НІІўҙУДЈҫЯЦРј·іцәуЈ¬У°Пмј·С№БҰөДЦчТӘТтЛШКЗ°л№ММ¬Ҫ¬БПөДұдРОБҰЈ¬ЦэФмБчұдС§ИПОӘЈ¬°л№ММ¬Ҫ¬БПКЗТ»ЦЦұцәәМе(Bingham body)өДҪб№№Ј¬Ҫ¬БПөДұдРОКЗНЁ№э№МТәЦ®јдөДБч¶ҜАҙНкіЙөДЈ¬ұдРОБҰЦчТӘУГУЪЖЖ»өұцәәМеДЪөД№ММ¬№ЗјЬТФј°ҝЛ·ю№МТәБч¶ҜөДХіРФЧиБҰ[10]ЎЈұдРОБҰҰУcҙуРЎҝЙУГПВКҪГиКцЈә
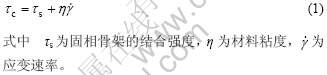
ІЙУГЛ«ВЭРэБчұдЦэФмЦЖіЙөДҪ¬БПіхЙъПаОӘПёРЎөДЗтРОҫ§БЈЈ¬ҫ§БЈИЭТЧ·ўЙъ№ц¶ҜәН»¬¶ҜЈ¬ТтҙЛЖЖ»ө№ММ¬№ЗјЬЛщРиұдРОБҰТӘРЎУЪ№МПаөДЛЬРФұдРОҝ№БҰЎЈј·С№№эіМЦРҪ¬БПУлј·С№НІЦ®јдөДДҰІББҰҝЙТФәцВФІ»јЖЈ¬ЛщТФХыёцј·С№№эіМөДј·С№БҰұд»ҜІ»ҙуЎЈ
2.3 ј·С№М¬ЧйЦҜ
ФЪіЈ№жИИј·С№№ӨТХЦРЈ¬УЙУЪГҫәПҪрөДІгҙнДЬҪПөНЈ¬Ж们ТЖГжЙПІ»И«О»ҙнЦ®јдөДІгҙнЗшҪПҝнЈ¬ХвЦЦО»ҙнөД»¬ТЖәНЕКТЖәЬА§ДСЎЈНЁіЈХвЦЦІДБПөД¶ҜМ¬»ШёҙЛЩ¶ИұИҪПВэЈ¬ЛжЧЕұдРО№эіМЦРО»ҙнГЬ¶ИФцјУЈ¬О»ҙнФЪҫ§Ҫз»тВПҫ§ҪзҫЫјҜЈ¬ІўФЪХвР©ЗшУт·ўЙъ¶ҜМ¬ФЩҪбҫ§Ј¬РОіЙПёРЎөДФЩҪбҫ§ҫ§БЈЈ¬ХвР©ҫ§БЈЛжәу»б·ўЙъіӨҙу[11?13]ЎЈІ»Н¬ј·С№№ӨТХМхјюПВЈ¬ФЩҪбҫ§ҫ§БЈөДРОәЛәНіӨҙуМхјю¶јУРәЬҙуІоТмЈ¬ТтҙЛЧоЦХөГөҪІ»Н¬өДЧйЦҜЧҙМ¬ЎЈ
Нј4ЛщКҫОӘAZ61әПҪріЈ№жј·С№КұЈ¬І»Н¬ј·С№ЛЩ¶ИПВөДЧЭПтОў№ЫЧйЦҜЎЈФЪҝмЛЩј·С№МхјюПВ(ј·С№ёЛНЖҪшЛЩ¶И8 mm/s)Ј¬ЧйЦҜОӘНкИ«ФЩҪбҫ§ЧйЦҜЈ¬ҫ§БЈҫщОӘөИЦбЧҙЈ¬Іҝ·Цҫ§БЈДЪҙжФЪВПҫ§Ј¬ЖҪҫщҫ§БЈіЯҙзФј18 ҰМmЎЈФЪҪПВэЛЩ¶Иј·С№МхјюПВ(ј·С№ёЛНЖҪшЛЩ¶И0.6 mm/s)Ј¬ҫ§БЈіЯҙзұИҪППёРЎЈ¬ЖҪҫщҫ§БЈіЯҙзФј6 ҰМmЈ¬ө«ҫ§БЈРОЧҙҙуРЎ¶јІ»ҫщФИЈ¬Іҝ·Цҫ§БЈ»№ұЈіЦ»ыұдАӯіӨөДЧҙМ¬ЎЈј·С№ЧйЦҜөДІоұрЦчТӘУлУҰұдЛЩВКәНұдРОЗшөДОВ¶ИУР№ШЎЈФЪВэЛЩј·С№МхјюПВЈ¬ҫ§БЈДЪО»ҙнГЬ¶ИФцјУЛЩ¶ИҪПВэЈ¬¶ҜМ¬»Шёҙ¶ФУҰұдИн»ҜөДЧчУГјУЗҝЈ¬Іҝ·ЦИЎПтУРАыөДҫ§БЈДЬ№»·ўЙъәЬҙуіМ¶ИөДұдРО¶шІ»·ўЙъФЩҪбҫ§Ј¬ј·С№ЦХБЛәуұЈіЦ»ыұдАӯіӨЧҙМ¬ЎЈФЪҝмЛЩј·С№МхјюПВЈ¬О»ҙнГЬ¶ИФцјУЛЩ¶ИәЬёЯЈ¬ВПЙъ¶ФұдРОөД№ұПЧәЬҙуЈ¬О»ҙнФЪВПҫ§Ҫз¶С»эК№ёчёцҫ§БЈ¶јДЬ·ўЙъ¶ҜМ¬ФЩҪбҫ§Ј¬өГөҪНкИ«ФЩҪбҫ§ЧйЦҜЎЈУЙУЪҝмЛЩј·С№К№ұдРОЗшОВ¶ИПФЦшЙэёЯЈ¬РОіЙөДФЩҪбҫ§ҫ§БЈТФҪПҝмЛЩ¶ИіӨҙуЈ¬ЧоЦХөГөҪұИҪПҙЦҙуөДөИЦбҫ§ЎЈ

Нј4ЎЎAZ61әПҪрөДіЈ№жј·С№ПФОўЧйЦҜ
Fig.4 Microstructures of AZ61 alloy after normal extrusion: (a) Fast extrusion; (b) Slow extrusion
ГҫәПҪрФЪ№ММ¬ПВөДЛЬРФұдРО»ъЦЖДҝЗ°ТСҪшРРБЛ№г·әөДСРҫҝЈ¬ЦЪ¶аС§ХЯ¶ФЛЬРФұдРОЦРөД¶ҜМ¬ФЩҪбҫ§РРОӘЧцБЛЙоИлөДМҪМЦЎЈГҫәПҪрФЪ°л№ММ¬МхјюПВөДұдРОМШХчЈ¬ҪьДкАҙТІУРұЁөАЎЈИзChinoөИ[14]СРҫҝБЛAZ91ФЪёЯ№МПа·ЦКэПВөДС№ЛхұдРОЧйЦҜЈ¬КФСщөДФӯКјҫ§БЈіЯҙзФј700 ҰМmЈ¬ФЪ530 ЎжС№ЛхұдРОәуҫ§БЈПё»ҜОӘ111 ҰМmЈ¬ФЪұдРО№эіМЦРЈ¬УЙУЪКФСщіРКЬөҘПтС№УҰБҰЈ¬ТәПаФЪұдРОіхЖЪҙУҫ§ҪзҙҰј·іцЈ¬№МПаҫ§БЈ·ўЙъұдРОәН¶ҜМ¬ФЩҪбҫ§Ј¬Лжәуҫ§ҪзФЩҙО·ўЙъІҝ·ЦИЫ»ҜЎЈә«№ъС§ХЯYoonөИ[15]СРҫҝБЛұдРОГҫәПҪрAZ31өДҙҘұдј·С№№ӨТХЎЈёГ№ӨТХПИҪ«d 48 mmөДЦэ¶§ФЪ350 ЎжҫщФИ»ҜНЛ»р12 hЈ¬И»әујУИИөҪ°л№ММ¬Зшјд605 ЎжЈ¬ТФ2 mm/sәН5 mm/sөДЛЩ¶Иј·іц(ј·С№ёЛЛЩ¶И)Ј¬ј·С№ұИОӘ11Ј¬¶ФУҰөГөҪөДј·С№М¬ҫ§БЈҙуРЎ·ЦұрОӘ48 ҰМmәН75 ҰМmЎЈұҫОДСРҫҝөДБчұдј·С№№ӨТХөГөҪөД°фІДЧЭПтЧйЦҜИзНј5ЛщКҫЎЈНјЦРПФКҫЈ¬°фІДұЯІҝЧйЦҜОӘПёРЎҫщФИөДөИЦбҫ§Ј¬ЖҪҫщҫ§БЈҙуРЎФј8 ҰМmЈ¬ИзНј5(a)ЛщКҫЎЈФЪ°фІДЦРІҝЈ¬ҫЦІҝҙжФЪЦұҫ¶Фј50 ҰМmөДөИЦбҫ§Ј¬ФЪҫ§ҪзҙҰ»№ҙжФЪЙЩБҝ№Іҫ§ЧйЦҜЈ¬ИзНј5(b)ЛщКҫЎЈҝЙТФҝҙіцЈ¬Бчұдј·С№ЦРЦчТӘКЗТ»ёц°л№ММ¬Ҫ¬БПөДДэ№МРРОӘЈ¬өГөҪөДДэ№МЧйЦҜІ»ҪцФ¶РЎУЪіЈ№жЦэМ¬ЧйЦҜәН°л№ММ¬ҙҘұдј·С№ЧйЦҜЈ¬ҪУҪьҪПВэЛЩ¶ИПВөДј·С№М¬ЧйЦҜЈ¬¶шЗТЧйЦҜөДҫщФИРФТӘУЕУЪј·С№М¬өДЎЈХвСщөДЧйЦҜМШХчұнГчЈ¬Бчұдј·С№№эіМЦРҪ¬БПөДДэ№МРРОӘЈ¬УлИЫМеіЈ№жДэ№МУРәЬҙуІ»Н¬ЎЈ
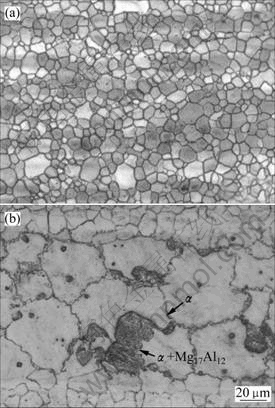
Нј5 AZ61әПҪрөДБчұдј·С№ЧйЦҜ
Fig.5 Microstructures of AZ61 alloy after rheo-extrusion: (a) Surface; (b) Centre
ФЪДэ№М№эіМЦРЈ¬ҫц¶Ёҫ§БЈҙуРЎөДЦчТӘТтЛШОӘУРР§ҫ§әЛКэәНҫ§БЈіӨҙуЛЩ¶ИЎЈИЫМеФЪТ»¶Ё№эАд¶ИПВРОіЙ№МПаҫ§әЛәуЈ¬ҫ§әЛЦрҪҘіӨҙуЈ¬іӨҙу№эіМЧсҙУOstwaldКм»Ҝ»ъЦЖЈ¬ЗъВК°лҫ¶РЎөДҫ§БЈұ»ЗъВК°лҫ¶ҙуөДҫ§БЈНМІўЈ¬ЖдҪб№ыКЗҫ§БЈҙуРЎЦрҪҘЗчУЪТ»ЦВІўЦрҪҘҙЦ»ҜЎЈҙЦ»ҜЛЩ¶ИҝЙУГТФПВ№«КҪГиКцЈә
FanөИ[16]НЁ№эСРҫҝЗҝҪБ°иМхјюПВөДДэ№МРРОӘЈ¬·ўПЦЗҝҪБ°иПВөДҙЦ»ҜЦёКэnТӘұИЧФИ»Дэ№МөДҙуөГ¶аЈ¬ЖдФӯТтКЗФЪЗҝҪБ°иМхјюПВЈ¬өҘО»Ме»эИЫМеДЪРОіЙБЛҙуБҝПёРЎөДөДҫ§БЈЈ¬ҫ§БЈөДРОЧҙОӘЗтРОЈ¬¶шЗТіЯҙз·ЦІј·¶О§ХӯЈ¬ҙуҙуҪөөНБЛКм»ҜөДЗэ¶ҜБҰЎЈФЪҫ§БЈКм»ҜөДН¬КұЈ¬КЈУаТәПаЦР»№ҝЙДЬ»бІ»¶ПРОіЙРВөДҫ§әЛЈ¬јҙ¶юҙОРОәЛЎЈУЙУЪ¶юҙОРОәЛРОіЙөД№МПаҝЕБЈЗъВК°лҫ¶Ф¶РЎУЪТСРОіЙөДіхЙъПаЈ¬ТтҙЛәЬИЭТЧұ»ҙЦҙуҫ§БЈНМІўЈ»БнНвЈ¬ТСРОіЙөДіхЙъПаФЪіӨҙу№эіМЦР»бКН·ЕіцДэ№МЗұИИЈ¬ТІ»бөјЦВ¶юҙОәЛРДЦШИЫЎЈТтҙЛЈ¬¶юҙОәЛРДНЁіЈЦ»УРФЪҝмЛЩДэ№ММхјюПВІЕҝЙДЬҙж»оІўіӨҙуЎЈФЪДЈЦэМхјюПВЈ¬¶юҙОәЛРДҙу¶аұ»НМІў»тЦШИЫЈ¬¶ФЧоЦХЧйЦҜРОГІУ°ПмәЬРЎЈ¬јҙК№ФЪБчұдЦэФмМбёЯУРР§РОәЛВКөДМхјюПВЈ¬өГөҪөДҫ§БЈҙуРЎҫшҙуІҝ·ЦФЪ40 ҰМmЧуУТЎЈБчұдј·С№ЦРЈ¬ФЪАдИҙЛЩ¶ИУлДЈЦэПаҪьөДМхјюПВЈ¬ҫ§БЈҙуРЎөГөҪГчПФПё»ҜЈ¬ЛөГчҪ¬БПФЪ¶юҙОДэ№МЦРЈ¬УРёь¶аөДҫ§әЛРОіЙІўіӨҙуЎЈ
ёщҫЭБчұдј·С№өДЧйЦҜМШХчЈ¬ҝЙТФИПОӘЈ¬ЗҝБТҪБ°иФЪИЫМеЦРҙҙФмБЛТ»ёцҙуБҝРОәЛөДМхјюЈ¬өјИлј·С№НІөДҪ¬БПЦРЈ¬іэУРЙЩБҝЗтРОіхЙъПаНвЈ¬КЈУаТәПаЦР»№УРҙуБҝҪУҪьБЩҪзРОәЛіЯҙзөДҫ§ЕЯЈ¬ХвР©ҫ§ЕЯФЪТ»ҙОДэ№М№эіМЦРІ»ДЬіӨҙуіЙҫ§БЈЈ¬ө«ФЪ¶юҙОДэ№М№эіМЦРЈ¬ЛжЧЕОВ¶ИөДҪөөНЈ¬ХвР©ҫ§ЕЯөДіЯҙзі¬№эБЛБЩҪзРОәЛ°лҫ¶Ј¬іЙОӘДЬ№»іӨҙуөДҫ§әЛЈ¬ТтҙЛҪ¬БПЦРіцПЦұ¬·ўКҪөД¶юҙОРОәЛПЦПуЎЈҪ¬БПФЪј·іц№эіМЦРЈ¬ј·С№БҰөДЧчУГК№№МТәПа·ўЙъЖ«ҫЫЈ¬ТСРОіЙөД№МПаҝЕБЈФЪұдРОЗшЦРІҝҫЫјҜЈ¬ТәПаФт·ЦІјФЪНвІҝЎЈөұҪ¬БП·ўЙъ¶юҙОРОәЛәуЈ¬УЙУЪҝҝҪьДЈҫЯөДЗшУтГ»УРіхЙъПаҙжФЪЈ¬ХвР©¶юҙОәЛРДІ»»бұ»НМІў»тЦШИЫЈ¬ЧоЦХРОіЙПёРЎҫщФИөДөИЦбҫ§ЎЈФЪ°фІДЦРІҝАдЛЩҪПВэЈ¬Ж«ҫЫФЪҙЛөДіхЙъПа°ҙКҪ(2)өДГиКц·ҪКҪјМРшіӨҙуЎЈФЪј·С№ЦХБЛЈ¬УЙУЪіЙ·ЦЖ«ОцЈ¬°фІДЦРІҝөДКЈУаТәПаҙпөҪБЛ№Іҫ§іЙ·ЦЈ¬РОіЙҰБ-MgУлMg17Al12№Іҫ§ ЧйЦҜЎЈ
3 Ҫб ВЫ
1) ІЙУГЛ«ВЭРэБчұдЦэФм№ӨТХЦЖіЙөДГҫәПҪрAZ61Цэ¶§Ј¬ЧйЦҜОӘПёРЎҫщФИөДөИЦбҫ§Ј¬ЖҪҫщҫ§БЈҙуРЎФј40 ҰМmЈ¬УліЈ№жЦэФмөДПаұИЈ¬ЧйЦҜөГөҪБЛГчПФөДПё»ҜәНөИЦб»ҜЎЈҫ§БЈПё»ҜөДФӯТтКЗЗҝҪБ°иМбёЯБЛИЫМеЦРөДУРР§РОәЛВКЎЈ
2) іЈ№жј·С№№эіМЦРЈ¬ЕчБПКЧПИФЪҪПёЯС№БҰПВНкіЙН»ЖЖј·С№Ј¬И»әуј·С№БҰЦрҪҘПВҪөЈ»Бчұдј·С№№эіМГ»УРН»ЖЖј·С№ҪЧ¶ОЈ¬ј·іц№эіМөДј·С№БҰГчПФҪөөНЈ¬ј·С№өДұдРОБҰЦчТӘКЗУГУЪЖЖ»ө№ММ¬№ЗјЬәНҝЛ·ю№МТәБч¶ҜөДХіРФЧиБҰЈ¬ФЪХыёцј·С№№эіМЦРј·С№БҰұд»ҜІ»ҙуЎЈ
3) AZ61іЈ№жИИј·С№№эіМЦР·ўЙъ¶ҜМ¬ФЩҪбҫ§Ј¬ФЪҪПҝмј·С№ЛЩВКПВҫ§БЈГчПФіӨҙуЈ¬ФЪҪПВэј·С№ЛЩВКПВөГөҪІ»ҫщФИөДұдРОЧйЦҜЎЈФЪБчұдј·С№ЦРЈ¬Ҫ¬БПФЪДЈҫЯөДАдИҙЧчУГПВ·ўЙъұ¬·ўКҪөД¶юҙОРОәЛЈ¬өГөҪПёРЎҫщФИөДөИЦбҫ§Ј¬ЖҪҫщҫ§БЈіЯҙзОӘ8 ҰМmЎЈУЙУЪ№МТәЖ«ОцЈ¬ј·С№°фЦРҫЦІҝУРФј50 ҰМmөДҰБ-MgөИЦбҫ§әНҰБ-Mg/Mg17Al12өД№Іҫ§ЧйЦҜЎЈ
REFERENCES
[1] Mordike B L, Ebert T. Magnesium properties-applications-ЎЎpotential[J]. Materials Science and Engineering A, 2001, 302: 37?45
[2] Aghion E, Bronfin B. Magnesium alloys development towards the 21st century[J]. Material Science Forum, 2000, 350: 19?28.
[3] ЛХәиУў. КАҪзГҫ№ӨТөЙъІъәНјјКхХ№Ны[J]. КАҪзУРЙ«ҪрКф, 2004(8): 34?39.
SU Hong-ying. Prospect of produce and technology in world magnesium industry[J]. World Nonferrous Metals, 2004(8): 34?39
[4] Fan Z. Development of the rheo-diecasting process for magnesium alloys[J]. Materials Science and Engineering A, 2005, 413?414: 72?78.
[5] Watari H, Davey K, Rasgado M T, Haga T. Semi-solid manufacturing process of magnesium alloys by twin-roll casting[J]. Journal of Materials Processing Technology, 2004, 155?156: 1662?1667.
[6] Ji S, Fan Z, Bevis M J. Semi-solid processing of engineering alloys by a twin-screw rheomoulding process[J]. Materials Science and Engineering A, 2001, 299: 210?217.
[7] Flemings M C, Riek R G, Young K P. Rheocasting[J]. Materials Science and Engineering, 1976, 25: 103?117.
[8] Kirwood G H. Semisolid metal processing[J]. International Materials Review, 1994, 39(5): 173?189.
[9] іВХс»Ә, СПәмёп, іВјӘ»Ә. ГҫәПҪр[M]. ұұҫ©: »ҜС§№ӨТөіц°жЙз, 2004: 256.
CHEN Zhen-hua, YAN Hong-ge, CHEN Ji-hua. Magnesium alloys[M]. Beijing: Chemical Industry Press, 2004: 256.
[10] өҘОЎОЎ, ҪӘҫЮёЈ, ВЮКШҫё. MB15 ГҫәПҪр°л№ММ¬С№ЛхБҰС§РРОӘСРҫҝ[J]. МШЦЦЦэФмј°УРЙ«әПҪр, 2005, 25(11): 657?659.
SHAN Wei-wei, JIANG Ju-fu, LUO Shou-jin. Mechanical behavior of semisolid MB15 magnesium alloy during Steady compression[J]. Special Casting and Nonferrous Alloys, 2005, 25(11): 657?659.
[11] БхіюГч, БхЧУҫк, ЦмРгИЩ, ЦЬәЈМО. Гҫј°ГҫәПҪр¶ҜМ¬ФЩҪбҫ§СРҫҝҪшХ№[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2006, 16(1): 1?10.
LIU Chu-ming, LIU Zi-juan, ZHU Xiu-rong, ZHOU Hai-tao. Research and development progress of dynamic recrystallization in pure magnesium and its alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(1): 1?10.
[12] Tan J C, Tan M J. Dynamic continuous recrystallization characteristics in two stage deformation of Mg-3Al-1Zn alloy sheet[J]. Materials Science and Engineering A, 2003, 339: 124?132.
[13] Myshlyac M M, Mcqueen H J, Mwembela A, Konopleva E. Twinning, dynamic recovery and recrystallization in hot worked Mg-Al-Zn alloy[J]. Materials Science and Engineering A, 2003, 337: 121?133.
[14] Chino Y, Kobata M, Iwasaki H, Mabuchi M. An investigation of compressive deformation behaviour for AZ91 Mg alloy containing a small volume of liquid [J]. Acta Materialia, 2003, 51: 3309?3318.
[15] Yoon Y O, Kim S K. Thixoextrusion process of AZ31 Mg wrought alloy[J]. Solid State Phenomena, 2006, 116?117: 787?790.
[16] Fan Z, Liu G, Hitchcock M. Solidification behaviour under intensive forced convection[J]. Materials Science and Engineering A, 2005, 413?414: 229?235.
»щҪрПоДҝЈә№ъјТёЯјјКхСРҫҝ·ўХ№јЖ»®ЧКЦъПоДҝ(2005AA33H020)
КХёеИХЖЪЈә2007-05-28Ј»РЮ¶©ИХЖЪЈә2007-07-11
НЁС¶ЧчХЯЈәХЕЙЩГчЈ¬ҪМКЪј¶ёЯ№ӨЈ»өз»°Јә010-82241229Ј»E-mail: ybch@263.net
(ұајӯЎЎФ¬ИьЗ°)

