7055���Ͻ��TTP������Ӧ��
��ʤ��, ������, �ν���, ����, �� ��, ��С��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083)
ժ Ҫ: ���÷ּ����ķ����ⶨ��7055���Ͻ���¶ȡ�ʱ�䡪����(TTP)����, ����ϺϽ�ʵ�ʴ����ȴ����ͨ��������ӷ�������Ԥ���˺Ͻ��Ӳ�ȡ� �������, �Ͻ�TTP���ߵġ��Ǽ⡱�¶ȴ�ԼΪ355��, ��������¶�����Ϊ210~420�档 ������ӷ�������Ԥ��ĺϽ�Ӳ��ֵ��ʵ��ֵ�ǺϽϺ�, ��������¶��������ȴ���ʶԺϽ�Ӳ���о�����Ӱ�졣 �������ۼ�����Ϊ, Ҫ������Ӳ��, ��������¶������ƽ����ȴ���������500��/s��
�ؼ���: 7055���Ͻ�; �¶ȡ�ʱ�䡪��������; ������ӷ�������; �������; Ӳ�� ��ͼ�����: TG249.9
���ױ�ʶ��: A
TTP curve of 7055 aluminum alloy and its application
LIU Sheng-dan, ZHANG Xin-ming, YOU Jiang-hai, HUANG Zhen-bao,ZHANG Chong, ZHANG Xiao-yan
(School of Materials Science and Engineering,Central South University, Changsha 410083, China)
Abstract: The temperature��time��property (TTP) curve of 7055 aluminum alloy was evaluated by interrupted quenching method. The results show that the critical temperature range is 210-420�� with the nose temperature of about 355��. Combined with measured cooling curves, the TTP curve was used to predict the influence of quenching rate on the hardness of 7055 aluminum alloy by quench factor analysis method. And the predicted results agree reasonably well with the measured values. The quenching rate through the critical temperature range has great influence on the hardness of the alloy, and that must be larger than 500��/s in order to attain the highest hardness.
Key words: 7055 aluminum alloy; temperature��time��property(TTP)curve; quench factor analysis method; quenching rate; hardness
7055���Ͻ���и�ǿ��Ӳ�� ���õ����Ժ���ʴ�Ե��ص�����������պ�������Ľṹ����[1-4]�� �úϽ����ȴ�����ǿ���Ͻ�, ���ǿ�Ⱥ�Ӳ����Ҫ��ͨ�����ܡ� ���ʱЧ�����; �����һ���ؼ��Ĺ���, ��Ϊ������ʼ�С���ºϽ����ܽ���[5-8]�� ���Ϊ�˻�ýϸߵ���ѧ����, �Ͻ���ܺ������ٴ�� ����ʵ����������ʱΪ�˿��Ʋ���С����Ӧ��, ������Ҫ�ʵ���С�������[9]�� �Ҷ��ڴ�ߴ�����Ʒ, ��(��)���Ͷͼ�, �����IJ��ִ��ʱ���Ի���㹻�����ȴ���ʶ����ºϽ����ܵ��½��Ͳ�����[10], ������ʵ����������������������֮һ��
��ο��ƻ���ƴ���ƶ�, ���ܼ�С��Ӧ���ֿɱ�֤�Ͻ���нϸߵ�ǿ�Ȼ�Ӳ����һ���dz�ֵ���о������⡣ ����ܶ�ѧ�����ⷽ������˴������о�����, �������һ�ֽ���������ӷ���(Quench factor analysis, QFA)�ķ�����Ԥ��Ͻ��һЩ����, ��Ӳ�ȡ� ǿ�ȡ� �������ԺͿ���ʴ���ܵ�[7, 10-11], ��úܺõ�Ч���� ���ַ����ɸ��ƺϽ�Ĵ���ƶ�, �ڲ�������ǿ�Ⱥ�Ӳ��ͬʱ�ϴ�̶ȵؼ�С�Ͻ�IJ���Ӧ��[12]��
1 ������ӷ���
Staley[11]�Ը÷�����������ϸ�IJ����� �÷��������ۻ����ؼ�����������ȴ�����еķǵ��������пɼ���[11]�� ������䶯��ѧ�ɱ�ʾΪ

ʽ�� xΪת����������; kΪ���¶���ص�ϵ��; tΪʱ��; nΪAvramiָ��, ��ȡֵ��������������κ��ʺ���̬, �������Ͻ��е���״��Ƭ״�ڶ���, n=1[13]��
�������Ͻ�, ��������ȴ���̵���䶯��ѧ�ɱ�ʾΪ

ʽ�� ��Ϊδת�����; k1Ϊ����; ��Ϊ�������, ��ͨ����ʽ���

ʽ�� tΪʱ��; t0Ϊ���ʼʱ��; tfΪ������ʱ��; tc(T)Ϊ�ٽ�ʱ��, ��C����TTP������������ C����TTP���߿ɱ�ʾΪ

tc(T)Ϊ����һ����������������ٽ�ʱ��; k1Ϊδת���������Ȼ����; k2Ϊ����, ���κ���Ŀ�ĵ����й�; k3Ϊ���κ����йصij���; k4Ϊ����������¶��йصij���; k5Ϊ����ɢ�������йصij���; RΪ���峣��; TΪ�����¶ȡ�
ͨ��������ȴ���ߺ�C���߿���ô�����Ӧ�:

������ͼ1��ʾ��
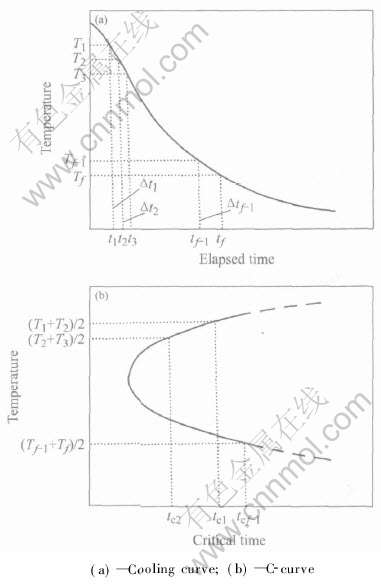
ͼ1 ������ӵļ��㷽��[11]
Fig.1 Calculation method of quench factor[11]
��˺Ͻ������, ��Ӳ�Ⱥ�ǿ�ȵȿ�ͨ����ʽ������Ԥ��

ʽ�� ��Ϊ��ҪԤ�������; ��maxΪ���������ܻ�õ����ֵ; ��minΪ�����ܵ���Сֵ�� ����min��Сʱ, ���Ժ���[11], ʽ(6)�ɼ�Ϊ

���Ӧ�ø÷�����Ԥ��ijһ�Ͻ������ʱ, �����ȵõ��úϽ��TTP����, ����úϽ��TTP������Ҫ�����Ĺ���, һЩѧ�߶���7X75, 7010��7050���Ͻ��TTP���߽������о�[7, 9, 11, 14], ����7055���Ͻ�������о���δ�������� ���������о�7055���Ͻ���¶ȡ�ʱ�䡪����(TTP)����, ����������Ԥ�������ʶԸúϽ�Ӳ�ȵ�Ӱ��, �����ܹ�Ϊ�����ܺ���ʵ�������ṩһЩ�������ݡ�
2 ʵ��
���÷ּ����ķ��������7055���Ͻ��TTP���ߡ� Ϊ��֤�Ͻ��ڷּ����������¶ȿ��ٵı仯, ����2.5mm��7055�Ͻ�������, ������ɷ�Ϊ: Al-8.0Zn-1.8Mg-2.3Cu-0.17Zr(��������, %)��
�Ͻ���470��, 60min���ܺ�, ����ת������ԡ¯�н��е��´���, ����һ��ʱ���������������ˮ(Լ20��)��, ��121��, 24h�˹�ʱЧ�����Ӳ�Ȳ��ԡ� ��ԡ¯���¶ȷ�Χ��205�浽445��, ��ȡ9���¶ȵ�, �����¶ȵ����30�档 ���´����ڼ����ԡ¯�¶Ȳ��Ͻ��е���, ʹ�䲨����5�档 �Ͻ�����Ӳ��ֵ��470��, 60min����, ����ˮ���121��, 24h�˹�ʱЧ���á� ��ȡ6.3mm��10.5mm��İ��, ���ܺ��������ˮ�ͷ�ˮ���д��, ���IJ��ֿɻ�ò�ͬ����ȴ����, ��121��, 24h�˹�ʱЧ��������IJ���Ӳ�ȡ� ���ȵ�ż�����ڰ���в��Ի�ȡ���ʱ����ȴ����, ��ʵ����Gleeble 1500��ģ����Ͻ��С�
����HV-10B��Ӳ�ȼƶ�ʱЧ��Ͻ��Ӳ�Ƚ��в���, �غ�Ϊ29.4N, ����ʱ��Ϊ30s, ÿ����Ʒ��5����ȡƽ��ֵ��
3 ��������
3.1 �Ͻ��TTP����
�Ͻ�ʱЧ���Ӳ������±���ʱ���ӳ����½�, ���¶Ƚϸ�ʱ(����415��), �Ͻ�Ӳ���汣��ʱ��仯�½��ϻ���; �¶Ƚϵ�ʱ(����235��), �Ͻ�Ӳ���汣��ʱ���ӳ�, �½�����������졣 �����м��¶ȶ�(235~415��), �Ͻ�Ӳ�ȿ�ʼ�½��ܿ�, ����ϻ����� ͼ2��ʾΪ�Ͻ�ʱЧ��Ӳ����205�� 355��445����±���ʱ��Ĺ�ϵ���ߡ� �Ͻ�T6̬��ά��Ӳ��ֵΪ210�� ��ͼ2�ɿ���, ��355�汣��ʱ, �Ͻ�ʱЧ��Ӳ����ʱ���ӳ��½��ܿ�, ���½�10s, Ӳ���½���Լ14%, ֻ��Լ180; ����Լ150s��, Ӳ���½��仺�� 445�汣��10s���Ӳ����Ͻ����ֱ�Ӵ�������ˮ��, ʱЧ���Ӳ�Ȼ�����һ��, Ϊ210����, ���汣��ʱ���ӳ�Ӳ���½�����; ��205�汣��ʱ��С��Լ500sʱ, Ӳ���½��ϻ���; ����500s��, Ӳ���½��ӿ졣
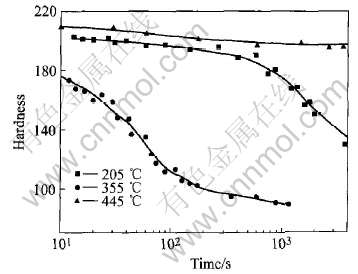
ͼ2 �Ͻ�ʱЧ��Ӳ������±���ʱ��Ĺ�ϵ
Fig.2 Relationship between hardness and time of alloy with isothermal duration after aging
���ݺϽ�ʱЧ���Ӳ������±����¶ȼ�����ʱ��Ĺ�ϵ�õ�Ӳ��Ϊ���ֵ90%ʱ��TTP����, ��ͼ3��ʾ, ����ȷ������������[7]�� ���÷���(4)ͨ����С���˷��Ը����߽�����ϵõ���Ӧ��ϵ��, ������1���С� �����ڴ˽���õ����ֵ99.5%��TTP����(ͼ3)�� ��ͼ3��֪, �úϽ��TTP���߳��֡�C����, ���Ǽ⡱�¶ȴ�ԼΪ355��, ��ת��ʱ��Ϊ10sʱ, ��������¶�����Ϊ210~420�档 �Ͻ�Ԫ��Zn�� Mg��Cu�����е��ܽ�����¶Ƚ��Ͷ���С, ����������ڵ��±��¹����л�ֽ������ڶ���, ��һ���κ˺ͳ���Ĺ���[11]�� �����¶Ƚϸ�ʱ(��420��), �����Ͷ�С, ��ת�����������С, �ڶ�����κ��ʺ�С, ���������ʺ�С; �����¶Ⱥܵ�ʱ(��210��), ��Ȼ�����ͶȺܴ�, ������������, �κ��ʽϴ�, �������¶Ƚϵ�, ����ԭ����ɢ����С, �ڶ������, �����������Ҳ��С; ֻ������������(210~420��), �����ͶȽϴ�, ���¶Ƚϸ�, ����ԭ����ɢ���ʽϴ�, ���������ʽϴ� ��Ҳ��TTP���߳��֡�C����״��ԭ�� ���, �������¶�����ڶ����κ˺ͳ����������, �ߴ��, ��������ǿ������, ������С�Ͻ���Zn�� Mg��CuԪ�ص�Ũ��, ���ͺ���ʱЧǿ��Ч��, ��˺Ͻ��Ӳ����ʱ���½��ܿ� [11]��
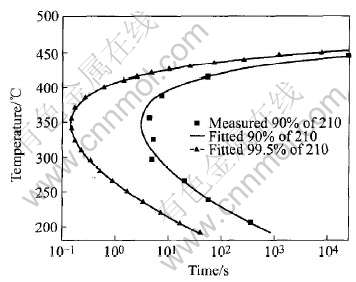
ͼ3 7055���Ͻ��TTP����
Fig.3 TTP curve for studied 7055 aluminum alloy
��1 7055���Ͻ�TTP���ߵ�ϵ��k2-k5
Table 1 k2-k5 coefficients for Vickers hardness TTP curve of 7055 Al alloy

3.2 ʵ����ȴ����
6.3mm��ĺϽ������IJ���������ˮ�ͷ�ˮ��ʱ����ȴ������ͼ4��ʾ�� ��ͼ4��֪, ����ȴ���̷�Ϊ3����: ����Ĥ�� �ݺ˷��ںͶ�������[15]�� �Ͻ���ܵ��¶Ƚϸ�, �����ȵĽ����ս���ˮ��ʱ, ����Χ�����γ�һ������Ĥ, ��ʱ��Ҫ�Ƿ���ʹ�������, �����ȴ�������� ���Ž����¶Ƚ���, ����Ĥ���ѽ����ݺ˷��ڻ��Ƚ�, ��ʱ��ȴ������졣 �������¶Ƚ�һ������ʱ, �����������Ƚ�, ��ȴ���ʱ����� ����, ��ˮ��ȴʱ, ��һ�γ�����ʱ�����, �ҵڶ�����ȴ���ʽ�����ˮ��С�öࡣ
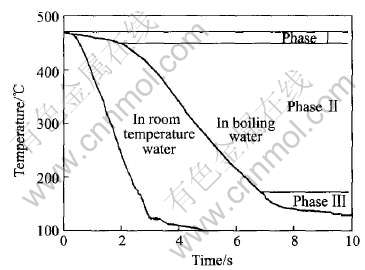
ͼ4 ����ˮ�ͷ�ˮ���ʱ6.3mm������ĵ���ȴ����
Fig.4 Cooling curves at center of 6.3mm sample quenched in room temperature water and boiling water
3.3 TTP���ߵ�Ӧ��
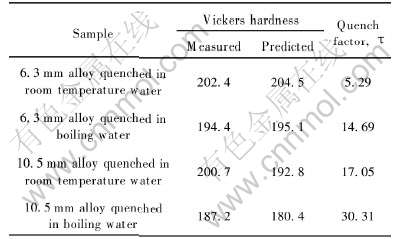
���ʵ����ȴ����ͨ��������ӷ���������TTP����(99.5%)Ӧ����Ԥ�������ʶԺϽ�Ӳ�ȵ�Ӱ��, ����ʵ�������жԱȡ� ���ȼ��������Ӧ�, �����緽��(5)��ͼ1��ʾ, ����k1=ln0.995, ���㲽����t=0.1s, �����¶�����Ϊ100~450��, ͨ������(7)�ԺϽ�Ӳ�Ƚ��м��㡣 ��2����Ϊ���ۼ���ֵ��ʵ�ʲ��Խ���� �ɱ�2��֪, ���ۼ���ֵ��ʵ��ֵ���ϽϺ�, ����������4%���ҡ� ����, ��ȴ����ԽС, ������Ӧ�ֵԽ��, �����Ӳ��ֵԽС��
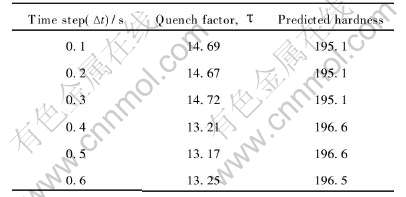
����, �Լ��㲽����t��ȡֵ�Դ�����ӦӺ�Ԥ������Ӱ��������о�, ȡ��tΪ0.1~0.6s, ��������һ����������˼���, ������3���С� �ɱ�3��֪, ������������0.3sʱ, ������û�б仯; ����������0.3sʱ, �������仯�ϴ�, ����ʵ�������Ҳ�� �������ڲ���̫��ʱ, ����ʱ���������¶���������ݵ�̫�ٴӶ�Ӱ��Ԥ������ȷ�ԡ� ���, Ϊ�˵õ��ȽϺõ�Ԥ����, �����¶������ƽ���½�����С��25��/s[16]��
��2 ����Ĵ������ֵ���Ͻ�Ӳ����ʵ��Ӳ��ֵ�ıȽ�
Table 2 Comparison of quench factor,predicted and measured hardness of investigated alloy
��3 �����Դ������ֵ��Ԥ��Ӳ�ȵ�Ӱ��
Table 3 Effect of ��t on quench factor and predicted hardness of 6.3mm sample quenched in boiling water
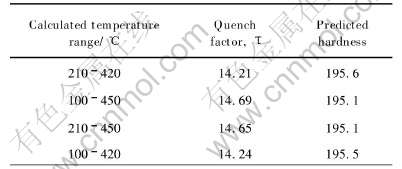
һ����˵, ��������¶��������ȴ���ʶԺϽ����յ�����Ӱ��ϴ�, �����»�����������ȴ����Ӱ���С[12]�� �Ա��о���7055���Ͻ����, ���������¶�����Ϊ210~420��, ��˶Դ�����ӦӼ�����¶���������˸ı�, �ֱ�ȡ100~420��, 100~450��, 210~420���210~450�����о���ȡ������¶�����Խ����Ӱ�졣 ���������4���С� �ɱ�4�еĽ���ɿ���, �������¶�����ļ�����������Ԥ��������Ҫ����, ˵��Ϊ��֤�Ͻ��ø�Ӳ��, ���ʱ���������ȴͨ�������¶�����, ���ڸ��»�����������ȴ���ʿ����ʵ��ļ�С, �����������Ա�֤�Ͻ��иߵ�Ӳ��, ����һ���̶��Ͻ��Ͳ���Ӧ��[12]��
�����Ϸ�����֪, �Ͻ���ʱ�����������¶�������п�����ȴ, ���Ǿ�����Ҫ������ȴ��
��4 ������¶�����Դ�����Ӻ�Ԥ��Ӳ�ȵ�Ӱ��
Table 4 Effect of calculated temperature range on quench factor and predicted hardness of 6.3mm sample quenched in boiling water
���DZ����о��ġ� ���, �������¶����䲻ͬƽ����ȴ����(10~1000��/s)����µĴ�����ӦӺͺϽ��Ӳ�Ƚ����˼���, �����ͼ5��ʾ�� ��ͼ5��֪, ��ȴ����Խ��, ������Ӧ�ֵԽС, ����ͬʱЧ������, �Ͻ��Ӳ��ҲԽ��; ƽ����ȴ���ʴ���Լ500��/sʱ, �Ͻ��Ӳ�ȼ����������ֵ210, �����������������ȴ�������岻��, ����ߺϽ�Ӳ�ȼ���û�й���; ��ƽ����ȴ����ΪԼ60��/sʱ, �Ͻ��Ӳ��Լ200, �����ֵ����½���Լ5%�� �Ͻ���ܴ�����, ��������ȴ������, ������������ַֽ������ڶ��������, ��һ���Ǿ����κ˳���Ķ���ѧ����[13]�� ����ȴ���ʺ�Сʱ, �ִ�ڶ�����κ˳���, ��������ԭ��, ��С������Ĺ����Ͷ�, ���ͺ���ʱЧǿ��Ч��; ����ȴ���ʴ���ijһ�ٽ�ֵʱ, �ִ�ڶ���������ܱ�����, û���㹻��ʱ���κ˲�����, ����ԭ�Ӷ����ڹ���״̬�� ��ʱ���Եõ��߹����ͶȵĹ�����, ��֤�ܺõ�ʱЧǿ��Ч���� ���ʵ����������
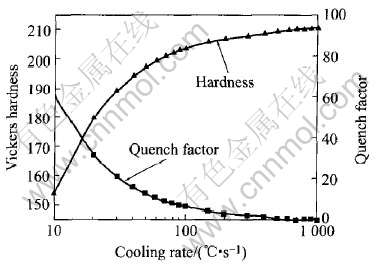
ͼ5 ��������¶�����ƽ����ȴ���ʶԴ�����ӺͺϽ��Ӳ�ȵ�Ӱ��
Fig.5 Effect of average cooling rate through critical temperature range on quench factor and predicted hardness of alloy
�иĽ����Ĵ���ƶ�����Ҫ��ָ�����塣 ���ijһ��ȵĺ���, ��ѡ����ʵĽ��ʽ��д��, ���ܱ�֤�Ͻ���нϸߵ�Ӳ��, �ֿɼ�С����Ӧ��, ���������ܴ��, �Բ�ͬ��Ȱ�Ŀɿ�����Ӧ�����ʵ��������ٶ�������������С��ȴ���ʡ� ����Щ������Ҫ���ʵ�ʽ��и�������о���
4 ����
1) �Ͻ�TTP���ߵġ��Ǽ⡱�¶ȴ�ԼΪ355��, ��������¶�����Ϊ210~420��, ���ڴ�����Ͻ�Ӳ����ʱ���½��ܿ졣
2) ������ӷ�������Ԥ��ĺϽ�Ӳ��ֵ��ʵ��ֵ�ǺϽϺ�, ������Լ4 %��
3) �Ͻ��Ӳ���������ʼ�С����С, ����������¶������ƽ����ȴ���ʴ���500��/sʱ, �ɻ�����Ӳ�ȡ�
REFERENCES
[1]Starke E A, Staley J T. Application of modern aluminum alloys to aircraft[J]. Progress in Aerospace Sciences, 1996, 32(2/3): 131-172.
[2]��ɹ�, ������, ��ʥ��, ��. �Ƚ����Ͻ��ں��պ��칤ҵ�е�Ӧ���뷢չ[J]. �й���ɫ����ѧ��, 2002, 12(3): 14-21.
LI Cheng-gong, WU Shi-jie, DAI Shen-long, et al. Application and development of advanced aluminum alloys in areospace industry[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 14-21.
[3]����, �¿���, ����Ƽ, ��. ����Ԥ������7055���Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2003, 13(6): 1477-1482.
ZHANG Zhuo, CHEN Kang-hua, HUANG Lan-ping, et al. Effect of high temperature pre-precipitation on microstructure and mechanical property of 7055 alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1477-1482.
[4]Williams J C, Starke E A Jr. Progress in structural materials for aerospace systems[J]. Acta Materialia, 2003, 51(19): 5775-5799.
[5]Fridlyander I N. Laws of variation of properties of aluminum alloys during aging[J]. Metal Science and Heat Treatment, 2003, 45(9/10): 337-340.
[6]Iskandar M, Reyes D, Gaxiola Y, et al. On identifying the most critical step in the sequence of heat treating operations in 7249 aluminum alloy[J]. Engineering Failure Analysis, 2003, 10: 199-207.
[7]Robinson J S, Cudd R L, Tanner D A, et al. Quench sensitivity and tensile property inhomogeneity in 7010 forgings[J]. Journal of Materials Processing Technology, 2001, 119(1-3): 261-267.
[8]Lim S T, Yun S J, Nam S W. Improved quench sensitivity in modified aluminum alloy 7175 for thick forging applications[J]. Mater Sci Eng A, 2004, A371(1/2): 82-90.
[9]Bates C E, Totten G E. Procedure for quenching media selection to maximize tensile properties and minimize distortion in aluminium-alloy parts[J], Heat Treatment of Metals, 1988, 15(4): 89-97.
[10]MacKenzies D S. Quench Rate and Ageing Effects in Aluminum AlZnMgCu Alloys[D]. Rolla: University of Missouri-Rolla, 2002.
[11]Staley J T. Quench factor analysis of aluminium alloys[J]. Materials Science and Technology, 1987, 3(11): 923-935.
[12]Dolan G P, Robinson J S. Residual stress reduction in 7175-T73, 6061-T6 and 2017A-T4 aluminium alloys using quench factor analysis[J]. Journal of Materials Processing Technology, 2004, 153-154(1/3): 346-351.
[13]Christian J W. The Theory of Transformations in Metals and Alloys[M]. Oxford: Pergamon Press, 1975.
[14]Robert J F, Robinson J S. The application of advanced quench factor analysis in property prediction to the heat treatment of 7010 aluminium alloy[J]. Journal of Materials Processing Technology, 2004, 153/154(1/3): 674-680.
[15]Totten G E, Webster G M, Jarvis L M. Effect of section size, quenchant concentration and agitation on the physical properties of type I polymer quenched aluminum alloys[A]. Bains T, MacKenzie D S. Proceedings of the 1st International Non-ferrous Processing and Technology Conference[C]. OH: ASM International, Materials Park, 1997: 7-16.
[16]Totten G E, Webster G M, Bates C E. Quench factor analysis: step-by-step procedures for experimental determination[A]. Bains T, MacKenzie D S. Proceedings of the first International Non-ferrous Processing and Technology Conference[C]. OH: ASM International, Materials park, 1997: 305-313.
(�༭����)
������Ŀ: �����ص�����о���չ�滮������Ŀ(2005CB623700); ���ҽ�������ʿ�����������Ŀ(2004053304)
�ո�����: 2006-03-24; ������: 2006-06-26
ͨѶ����: ������, ����; �绰/����: 0731-8830265; E-mail: xmzhang@mail.csu.edu.cn

