
Effect of ultrasonic stirring on temperature distribution and grain refinement in Al-1.65%Si alloy melt
LI Jun-wen(李军文)1, 2, T. Momono3, FU Ying(付 莹)1, JIA Zheng(贾 征)1, Y. Tayu3
1. College of Material and Chemical Engineering, Liaoning University of Technology, Jinzhou 121001, China;
2. Graduate School, Muroran Institute of Technology, Muroran 050-8585, Japan;
3. Faculty of Materials Science and Engineering, Muroran Institute of Technology, Muroran 050-8585, Japan
Received 10 April 2006; accepted 15 April 2007
Abstract: A series of experiments were conducted for Al-1.65%Si (mass fraction) alloy melt to study the formation of grain refining structure with ultrasonic stirring. The cooling curves of ingots with ultrasonic were measured and compared with those without ultrasonic. At the same time, the effect of the time of ultrasonic stirring on solidification structure of ingots was investigated. The influence of ultrasonic on the grain-refining efficiency of ingots was analyzed. In order to well understand the melts behavior under ultrasonic, by using ammonium chloride solution, the simulation experiment was carried out and the temperature distribution in ingot with or without ultrasonic was compared. The results indicate that the ultrasonic reduces the temperature inhomogeneity of melt, i.e. the ultrasonic helps to homogenize the melt temperature. The effect of stirring and heat generation in ingot start to occur with increasing the time of ultrasonic stirring.
Key words: ultrasonic stirring; temperature distribution; ingot; grain refinement
1 Introduction
In order to obtain fine-grained ingots, the nucleation frequency must be increased and grain growth must be restricted. Various techniques such as low temperature pouring, rapid cooling, stirring and inoculation of the melt have been used for obtaining this objective. The success of these techniques depends upon the characteristics of metals and the factors controlled by heat transfer through the crucible walls. The low temperature pouring method is simple to operate, but difficult to control. The rapid cooling method is applied to special field due to different component, phase structure and microstructure obtained from common casting. The inoculation method of the melt belongs to chemical treatment method, which could lead to the pollution of metal matrix. The application of stirring to the treatment of metal melts can make the primary solid phase that grows from the melt during cooling broken by shear forces. The stirring can be achieved by mechanical, ultrasonic or electromagnetic means [1-7]. ABRAMOV [8] considered that the nucleation of crystals and their destruction is a mixing process, which is associated with the development of cavitation and acoustic streams in the melt, and also crystallization conditions and properties of the treated material. The degree of cavitation development, the characteristic and intensity of acoustic streams depend on the parameters of the ultrasonic field in the melt, properties of the treated material and its volume and configuration. Based on the previous work, ABDEL-REIHIM and REIF[9] suggested that nucleation of crystals during ultrasonic treatment of a melt can occur by 1) undercooling of the melt by cavitation, 2) the probe that has a greater cooling effect on the melt, from which crystals separate and distribute into the melt, 3) the wall of the crucible, and 4) the time lag (about 2 s) between the ultrasonic pulses. OSAWA and SATO [10] analyzed the crystal direction with SEM-EBSD and considered that the destruction of primary crystal does not exist, and the refinement of primary crystal is due to melts vibration and large acoustic streaming occurred in melts, which makes the nucleation promoted, subsequently, the fine dendrite crystallized out exactly was destructed. In fact, the action of grain refinement is a result of Clausious-Clapyron Equation, which indicates that the effect of the pressure waves induced by ultrasonic is totally inadequate to cause a phase change from liquid to solid [11-12].
Based on the above work, in this study the effect of ultrasonic stirring on temperature distribution in ingot interior was tested and temperature distribution in ingot interior with and without ultrasonic stirring was compared. At the same time, the effect of application time of ultrasonic stirring on the structure of Al-1.65%Si (mass fraction) alloy ingots was inspected. In addition, the relation between the application time and the grain-refinement efficiency under ultrasonic stirring was also investigated.
2 Experimental
2.1 Apparatus of ultrasonic stirring
The ultrasonic stirring apparatus used was the same as the previous report [13-14]. It consists mainly of an ultrasonic generator, a continuously adjustable transducer with the max output power of 150 W and frequency of 25 kHz, a cone, a probe, graphite crucible, temperature measuring device and displacement device. The ultrasonic was introduced from the top of melt. A Si3N4 ceramic rod (probe) was 10 mm in diameter and 122 mm in length. The method of propagate ultrasonic stirring into melts involved the top transmission, as shown in Fig.1.
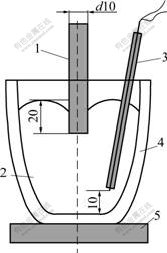
Fig.1 Apparatus for solidification of molten metals under ultrasonic stirring: 1 Ultrasonic probe; 2 Melt; 3 Thermocouple; 4 Crucible; 5 Asbestos plate
2.2 Aluminum alloys for experiment
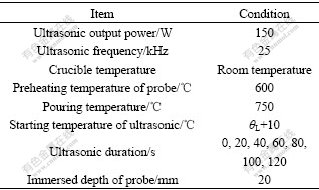
The experiments were performed with Al-1.65%Si (mass fraction) alloy. It is prepared in a graphite crucible with commercially pure aluminum (99.7% in purity) ingot and commercial Al-24.4%Si (mass fraction) master alloy ingot. The experimental conditions are given in Table 1.
Table 1 Experimental condition
2.3 Experimental procedure
The operating process of experiments is illustrated in Fig.2.
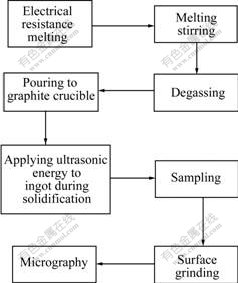
Fig.2 Operating process of experiment
The molten metal from the melting crucible in the electrical resistance furnace was poured into a graphite crucible of 56 mm in inside diameter and 76 mm in depth. The mass of each alloy ingot is about 320 g. The melt was superheated to a temperature of 750 ℃ above their liquidus temperature (liquidus: θL=649.5 ℃) of the aluminum alloys, then the ultrasonic probe that was preheated at 600 ℃ was immersed into the melts. The device was immediately removed and the crucible containing the melt and the ultrasonic probe was cooled in the air. As the temperature of the melt dropped to 10 ℃ above the liquidus temperature(θL), the ultrasonic probes were very rapidly oscillated when they were immersed into molten aluminum alloys, and the melt was stirred with ultrasonic until the duration of ultrasonic stirring reached 20, 40, 60, 80, 100 and 120 s, respectively.
Then the ultrasonic source was switched off and the probe was withdrawn from the solidified melt. In order to relate cooling behavior with macrostructures, similar experiments were carried out for each alloy without ultrasonic stirring. The cooling curves of ingots treated with and without ultrasonic stirring were compared, and the temperature distribution in ingot was analyzed.
The cast ingots were cut longitudinally at the central plane into two halves. One half was prepared for macro structural observations.
The percentage of the equiaxed grain zone, solidified in the ingot, was measured on the longitudinal section and the grain-refining efficiency was taken as the ratio of the area of equiaxed grain zone to the total ingot section area. The conception diagram of grain-refining efficiency is shown in Fig.3.
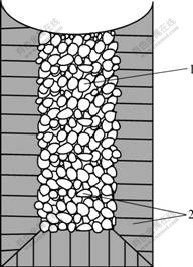
Fig.3 Conception diagram of grain-refining efficiency(E) (E=A1/A×100%): 1 Equiaxed grain zone (A1); 2 Ingot section area (A)
3 Results and discussion
3.1 Temperature distribution in ingot under ultra- sonic stirring
In order to study the mechanism of grain refinement under ultrasonic stirring, the temperature distribution in ingot interior was measured. The arrangement of thermocouple, graphite crucible and probe is shown in Fig.4.
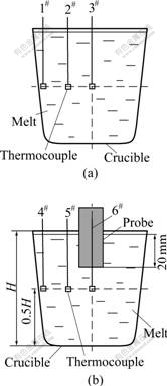
Fig.4 Arrangement of thermocouple, graphite crucible and probe: (a) Without ultrasonic stirring; (b): With ultrasonic stirring
Each Chromel-Alumel-thermocouple tip is located at half height of graphite crucible, and well distributed from interior wall of the graphite crucible to its centerline in order to monitor the cooling behavior of various positions in melts, respectively. In this case, 1#, 2#, 3# thermocouples were used to measure ingots without ultrasonic stirring; as comparison, 4#, 5#, 6# thermocouples were used to measure ingots with ultrasonic stirring. On the other hand, in experimental operation for ultrasonic stirring application, temperature change of 5# thermocouple is regarded as standard.
Fig.5 shows the typical cooling curves of Al-1.65% Si alloy treated with ultrasonic stirring for 120 s and without ultrasonic stirring. It is shown that the greater temperature gradient exists in melt without ultrasonic stirring due to the difference of cooling efficiency in the melt from interior wall of the graphite crucible to its centerline, while temperature difference in melts is reduced greatly when ingots are treated by ultrasonic stirring.
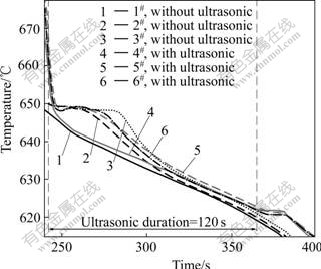
Fig.5 Cooling curves of Al-1.65%Si alloy without or with ultrasonic stirring
Moreover, a thermal arrest (plateau) in the cooling curve immediately following the withdrawal of the ultrasonic stirring can be seen from Fig.5, which is not present in the cooling curve in the absence of ultrasonic treatment. The temperature appears to be around 620 ℃ that is higher than the eutectic temperature. The duration of plateau is about 20 s, and then, the temperature begins to descend. The occurrence of this plateau can be attributed to exothermic heating resulting from long duration of stirring, and resulting in the cooling rate with ultrasonic stirring in the melt smaller than the cooling rate without ultrasonic stirring in the melt.
As a result, it can be considered that ultrasonic stirring reduces temperature inhomogeneity in the melt, and the formation and growth of instable embryo with structure of crystals are promoted easily in the melt, leading to the forming of equiaxed grain zone in melt. In addition, the same results on temperature distribution in ingot interior are discovered in other cases.
Fig.6 shows the cooling curves from central part of ingot of the non-stirred melt (3#) and the stirred melt (6#) for ultrasonic duration of 20, 40, 60, 80, 100 and 120 s. It is obvious that ultrasonic stirring leads to heating of the bulk melt and slower cooling as compared to non-stirred melt. The result also reveals that the melt is stirred strongly by ultrasonic acoustic streaming when molten metal is stirred by ultrasonic, which produces an exothermic heating effect in melt interior and has a significant influence on the forming of structure of ingot.
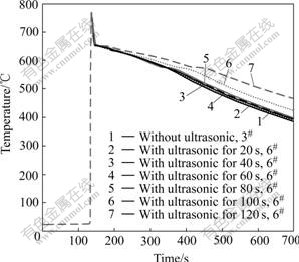
Fig.6 Cooling curves of Al-1.65%Si alloy with or without ultrasonic stirring.
3.2 Macrostructure
Fig.7 shows the effect of ultrasonic stirring time on the macrostructure of Al-1.65%Si ingots. The ultrasonic stirring time is 0, 20, 40, 60, 80, 100 and 120 s, respectively.
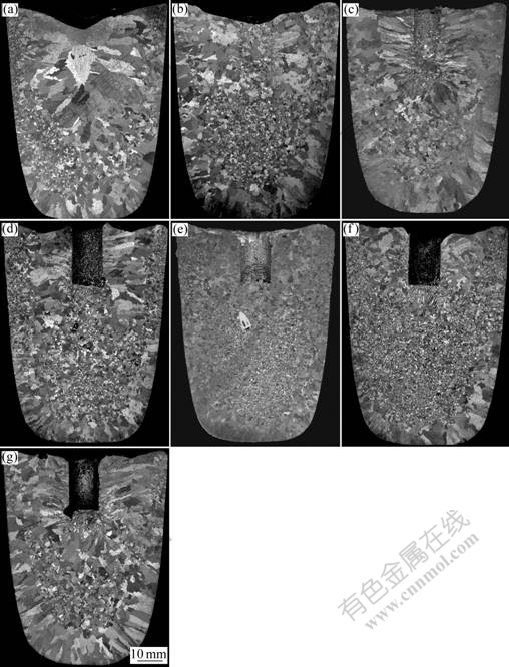
Fig.7 Effect of ultrasonic stirring duration on macrostructures of Al-1.65%Si ingot: (a) Without ultrasonic stirring; (b) Ultrasonic stirring for 20 s; (c) Ultrasonic stirring for 40 s; (d) Ultrasonic stirring for 60 s; (e) Ultrasonic stirring for 80 s; (f) Ultrasonic stirring for 100 s; (g) Ultrasonic stirring for 120 s
In the case of the macrostructure without ultrasonic stirring, a U-type equiaxed grain zone is surrounded by coarse columnar grain zone at the top and bottom of ingot (Fig.7(a)). This phenomenon is the same as the experimental results made by OHNO [15], which improves the separation and precipitation of equiaxed grain from the mold wall.
On the other hand, the macrostructure with ultrasonic stirring consists of a columnar grain zone in the outer area of ingots, an equiaxed grain zone in central area below probe and a coarse columnar grain zone at the top of ingot when the time of ultrasonic stirring is 20 s (Fig.7(b)). When the duration of ultrasonic stirring is 40 and 60 s, respectively, the columnar grain zone in the outer area of ingots is reduced and equiaxed grain zone in central area of ingots is increased, as shown in Figs.7(c) and (d). When the time of ultrasonic stirring is 80 and 100 s, respectively, from Figs.7(e) and (f), it is seen that many fine and homogeneous equiaxed grains exist in the ingot section, moreover, columnar grain zone in the outer area of ingots is decreased, and equiaxed grain zone in central area of ingots is further increased.
However, when duration of ultrasonic stirring is 120 s, the thickness of columnar grain zone in the outer the area of ingots is greater than the thickness of columnar grain zone. The central area of ingot is composed of equiaxed grain zone with heterogeneous coarsening grain-size distribution and mixture structure with coarse columnar grain and equiaxed grain on the top of ingot. When the probe is taken out, stickiness between end of probe and ingot takes place, which results from ultrasonic stirring application with long time, as shown in Fig.7(g). The coarse grain-size is attributed to increase in melt temperature due to exothermic heating resulting from long duration of stirring.
3.3 Grain-refinement efficiency
The effect of ultrasonic stirring time on grain- refinement efficiency for Al-1.65%Si alloy ingot is plotted in Fig.8.
Grain-refining efficiency is increased with increasing the time of ultrasonic stirring to an optimum (100 s in this work) and the ingot structure is coarsened with further increase in stirring time (Fig.7). It is clear that there is an interdependent relationship between grain-refining efficiency and duration of ultrasonic stirring.
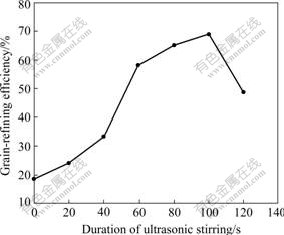
Fig.8 Effect of ultrasonic stirring duration on grain-refining efficiency for Al-1.65%Si alloy ingot
In order to get a better solidification structure of ingot, controlling optimum ultrasonic stirring time on crystal structure appears to be significant especially. Based on the result presented in Fig.6, shorter duration of ultrasonic stirring results in the insufficiency nucleation in the melts. The stirring effect by ultrasonic stirring has not broken out the secondary branches and tertiary branches. Therefore, a smaller equiaxed grain zone is obtained.
On the other hand, the greater exothermic heating with longer ultrasonic stirring in melts leads to increase in melt temperature, the fine branches is remolded, again the crystal structure are coarsened, and the equiaxed grain zone is decreased. So only if the optimum duration of ultrasonic stirring is applied to melts, can the grain- refining efficiency for ingot reach a value at maximum and the finer equiaxed grain structure be obtained.
3.4 Experimental simulation
In order to well understand the characteristics of the temperature distribution in ingot interior and the melts behavior in applying ultrasonic stirring, a simulation experiment was carried out by using 33.5% ammonium chloride solution. The experimental device used in the simulation experiments is shown schematically in Fig.9. Three Chromel-Alumel thermocouples were fitted with their tips almost along the interior wall of the transparent beaker to monitor the cooling behavior.
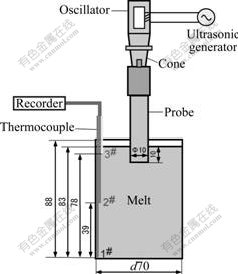
Fig.9 Schematic diagram of simulation experiment apparatus
Typical temperature gradient of 33.5% ammonium chloride solution treated with and without ultrasonic is shown in Fig.10. The temperature distributions in ingot for three thermocouples are different for the solution treated without ultrasonic (Fig.10(a)).
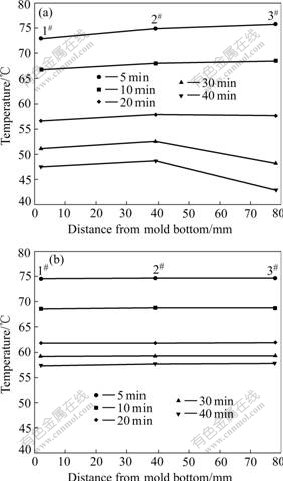
Fig.10 Typical temperature gradient of 33.5% ammonium chloride solution, saturated at 50 ℃ and poured at 90 ℃: (a) Without ultrasonic stirring; (b) With ultrasonic stirring
On the contrary, the same temperature distributions in ingot for three thermocouples are observed for the three thermocouples as shown in Fig.10(b) for an ultrasonic output power of 150 W. It is clear that the temperature gradient becomes little, indicating that ultrasonic stirring helps homogenizing the melt temperature and the strong acoustic streaming formed by the ultrasonic in the ammonium chloride solution can break dendrites formed in the mould.
θL, the liquidus temperature of 33.5% ammonium chloride solution is 50 ℃. The solution was melted at 100 ℃, poured at 90 ℃, and ultrasonic was carried out after 2 min. At the same time, the solidification process of solution was observed and recorded by using digital video camera. The maximal output power was 150 W.
Fig.11 shows the relationship between the probe immersed depth and flowing state of the acoustic streaming of the ammonium chloride solution. It can be found that probe immersed depth has different acoustic streaming state.
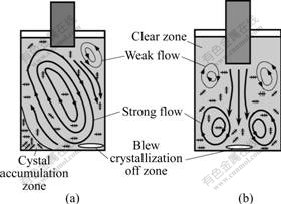
Fig.11 Relationship between probe immersed depth and flowing state of acoustic streaming in ammonium chloride solution (Probe immersed depth: (a) 10 mm; (b) 20 mm)
When the probe immersed depth is 10 mm, from Fig.11(a), the direction of the strong acoustic streaming in bulk solution is clockwise. The dendrite fragments of the stirred ammonium chloride are accumulated in the left corner of the bottom of the transparent beaker. The dendrite fragments in the right corner of the bottom of the beaker are blown by the weak acoustic streaming that is formed in the right corner near the solution surface of the mould of the wall beaker. The strong acoustic streaming is distributed in bulk melt, thus a number of finer equiaxed grain zones are observed. When the probe-immersed depth is 20 mm, from Fig.11(b), the formed strong acoustic streaming in the solution is symmetric. The dendrite fragments of the stirred ammonium chloride are distributed at the bottom of beaker, the zone of crystal ammonium chloride is formed in the center of the bottom of the beaker, and the weak acoustic streaming zone with non-symmetry is caused in the both sides near probe end. It can be seen that the strong acoustic streaming zone becomes small, and the non-cloudiness zone appears in the upper part of bulk melt. The dendrite fragments of the stirred ammonium chloride do not reach this zone. So the finer equiaxed grain zone becomes small, too. And the coarsened columnar grain structure is observed at the ingot top, as shown in Fig.7.
3.5 Grain refining mechanism by ultrasonic
Summarizing the above results of the simulation, we analyzed the mechanism of grain refinement by ultrasonic as follows.
There are cavitation bubbles produced in liquid metal due to propagation of ultrasonic, then the cavitation bubbles start to collapse, inducing the pressure pulse waves, and resulting in the increase of solid-liquid equilibrium temperature. We can describe the change by using the Clausious-Clapyron Equation [11-12]:

where Tm is freezing point, K; p is pressure, 105Pa; VL is special volume of liquid phase, cm3/g; VS is special volume of solid phase, cm3/g; L is latent heat of freezing, 4.2 J/g.
Tm=933.3 K, VL=0.418 cm3/g; VS=0.37 cm3/g; ?p=4.23×109 Pa[16-17]. We can calculate and obtain ?Tm= 467.6 K. The melting point increases to about 470 K and steady solid phases are produced. These solid phases are distributed in the melt by acoustic streaming.
4 Conclusions
1) The ultrasonic stirring reduces temperature inhomogeneity in the melt, i.e. the ultrasonic stirring helps homogenizing the melt temperature.
2) Grain is refined in the initial stirring stage with increasing stirring time. The ingot structure is coarsened with further increasing stirring time.
3) Heat is generated in ingot with increasing the time of ultrasonic stirring.
4) The finer equiaxed crystal produced is due to the fact that the effect of the pressure waves induced by ultrasonics of this intensity totally is inadequate to cause a phase change from liquid to solid because of the increase of melting point.
5) The acoustic streaming plays an important role in distributing a new solid phase.
Acknowledgements
The authors are grateful to Prof. Kudo and M. Yuguchi for helpful discussion, and the assistance of Research Activation Support Expenses of Japan.
References
[1] JIAN X, MEEK T T, HAN Q. Refinement of eutectic silicon phase of aluminum A356 alloy using high-intensity ultrasonic vibration [J]. Scripta Materialia, 2006, 54(5): 893-896.
[2] LI X, LI T, LI X, JIN J. Study of ultrasonic melt treatment on the quality of horizontal continuously cast Al-1%Si alloy [J]. Ultrasonics Sonochemistry, 2006, 13: 121-125.
[3] NAJI MEIDANI A R, HASAN M. A study of hydrogen bubble growth during ultrasonic degassing of Al-Cu alloy melts [J]. J Mater Process Tech, 2004, l47: 311-320.
[4] XU H, JIAN X, MEEK T T, HAN Q. Degassing of molten aluminum A356 using ultrasonic vibration [J]. Materials Letters, 2004, 58: 3669-3673.
[5] ESKIN G I, SINYAVSKII V S, USOVA V V. Regularities of the intensifying effect of ultrasonic treatment on titanium alloy pickling [J]. Protection of Metals, 2003, 39(6): 614-623.
[6] ZANG H, ZHAI Q, QI F, GONG Y. Effect of side transmission of power ultrasonic on structure of AZ81 magnesium alloy [J]. Trans Nonferrous Met Soc China, 2004, 14(2): 302-305.
[7] LIU Q, GONG Y, HOU X, QI F, ZHAI Q. Influence of side ultrasonic treatment on solidification characterization of Al-Si eutectic alloy [J]. The Chinese Journal of Nonferrous Metals, 2007, 17(2): 308-312. (in Chinese)
[8] ABRAMOV O V. Ultrasound in liquid and solid metals [M]. Boca Raton: CRC Press, 1994.
[9] ABDEL-REIHIM M, REIF W. Effect of ultrasonic vibrations on the solidifications of alloys containing different microstructures [J]. Metall, 1984, 38(2): 130-132.
[10] OHSAWA Y, SATO A. Grain refinement of solidified structures by ultrasonic vibration [J]. J JFS, 2000, 72(11): 733-738. (in Japanese)
[11] CHALMERS B. Principles of solidification [M]. New York: John Wiley & Sons, 1964.
[12] CAMPBELL J. Effect of vibration during solidification [J]. International Metals Reviews, 1981, 26(2): 71-108.
[13] LI Jun-wen, MOMONO T. Effect of distribution coefficient K0 on the structure of ultrasonic ingots during solidification of aluminum alloys [J]. Mater Technol, 2005, 20(4): 202-207.
[14] LI Jun-wen, MOMONO T. Effect of ultrasonic output power on refining of crystal structures of ingots and its experimental simulation [J]. J Mater Sci Technol, 2005, 21(1): 47-52.
[15] OHNO A. An Introduction to the solidification of metals [M]. Tokyo: Chijinshokan Press, 2000. (in Japanese)
[16] IIDA T, GUTHRIE R. The physical properties of liquid metals [M]. New York: Oxford University Press Inc, 1988.
[17] NAKAE H. Crystal Growth and solidification [M]. Tokyo: Agune Syoupusya Press, 1998. (in Japanese)
Foundation item: Project(2005L186) supported by Educational Department of Liaoning Province, China
Corresponding author: LI Jun-wen; Tel: +86-416-3670684; E-mail: junwenli@yahoo.com.cn
(Edited by YANG Bing)

