Effect of pouring temperature on semi-solid slurry ofA356 Al alloy prepared by weak electromagnetic stirring
来源期刊:中国有色金属学报(英文版)2006年第1期
论文作者:刘政 毛卫民 赵振铎
文章页码:71 - 71
Key words:A356 Al alloy; semi-solid slurry; low superheat pouring; weak electromagnetic stirring
Abstract: The semi-solid slurry of A356 Al alloy was manufactured by low superheat pouring and weak electromagnetic stirring. The effects of pouring temperature on the slurry manufactured by weak electromagnetic stirring were researched. The results indicate that it is feasible to manufacture the slurry with particle-like primary phases by low superheat pouring and weak electromagnetic stirring, and there is an important effect of the pouring temperature (superheat temperature) on the morphology and the size of primaryα-Al in A356 Al alloy. By the action of suitable weak electromagnetic stirring, increasing pouring temperature to put low superheat pouring in practice is capable of obtaining semi-solid slurry of A356 Al alloy with particle-like primary phase. Compared with the samples made only by low superheat pouring without stirring, raising pouring temperature by 15-35 ℃ above the liquidus temperature under condition of weak electromagnetic stirring can ensure the same grain size and morphology of the primary phase.
基金信息:Hi-tech Research and Development Program of China
the National Natural Science Foundation of China

LIU Zheng(刘 政) 1, 2, MAO Wei-min(毛卫民)1, ZHAO Zheng-duo(赵振铎)1
1. School of Materials Science and Engineering, University of Science and Technology Beijing,
Beijing 100083, China;
2. Faculty of Material and Chemical Engineering, Jiangxi University of Science and Technology,
Ganzhou 341000, China
Received 10 May 2005; accepted 15 September 2005
Abstract: The semi-solid slurry of A356 Al alloy was manufactured by low superheat pouring and weak electromagnetic stirring. The effects of pouring temperature on the slurry manufactured by weak electromagnetic stirring were researched. The results indicate that it is feasible to manufacture the slurry with particle-like primary phases by low superheat pouring and weak electromagnetic stirring, and there is an important effect of the pouring temperature (superheat temperature) on the morphology and the size of primaryα-Al in A356 Al alloy. By the action of suitable weak electromagnetic stirring, increasing pouring temperature to put low superheat pouring in practice is capable of obtaining semi-solid slurry of A356 Al alloy with particle-like primary phase. Compared with the samples made only by low superheat pouring without stirring, raising pouring temperature by 15-35 ℃ above the liquidus temperature under condition of weak electromagnetic stirring can ensure the same grain size and morphology of the primary phase.
Key words: A356 Al alloy; semi-solid slurry; low superheat pouring; weak electromagnetic stirring
1 Introduction
The rheo-forming has been paid more attention to during the preparation of semi-solid metals to save cost. In recent years, some of the new technologies, such as controlled nucleation method[1], controlling crystal method[2], liquidus casting[3], Nano casting[4], came forth. These new technologies are all based upon controlling pouring temperature or ultilizing low pouring temperature to control the morphology of solid particle, and results in fine grain size or improved grain morphology[5].
But the morphology of primary phase must be strictly controlled if the semi-solid slurry prepared by low temperature pouring is directly used to rheo forming because the morphology of primary phase in the slurry used to thixo forming can be improved by the remediation of the succedent reheating process[6]. Some research[7] reported that the final microstructure was very sensitive to the superheat of melt and low pouring temperatures promote spheroidal morphology of the α-Al phase, when they studied the evolution of microstructure in A356 Al alloy prepared by NRC processing. To obtain the semi-solid slurry to satisfy rheo forming, the pouring temperature and cooling rate of liquid alloy[4, 8, 9] are strictly controlled or the melt is held at the solid-liquid phase area[10] to ensure the morphology of primary phase, or the alloy is reheated again to the solid-liquid area to hold some time[11]. In this way, the primary phase particle with sound morphology is obtained, but it is difficult to operate in practice. On the basis of keeping the economics of low temperature pouring technology, it is very significant that the pouring temperature is suitably raised so that the low temperature pouring is conveniently operated. Based on the long-time researches on SSM, the authors of this paper develop a new technology―low superheat pouring and weak electromagnetic stirring. The liquid aluminum alloy poured at low superheat is stirred for a short time by a simple electromagnetic stirring equipment to realize the purposes, such as reducing energy consumption, simplifying working procedure, increasing working efficiency and ensuring the quality of slurry. The effect of pouring temperature on the semi-solid slurry of A356 Al alloy under the condition of weak electromagnetic stirring is studied in this paper.
2 Experimental
A356 Al alloy, as a kind of hypoeutectic Al-Si alloy, is extensively used to semisolid processing because of the wider solid-liquid range and good fluidity. A356 Al alloy was used to study low superheat pouring and weak electro- magnetic stirring in this test. The composition of A356 was 7.46 Si, 0.49Mg and balance Al.
The liqudus temperature of A356 Al alloy is determined as 615.3 ℃ by DTA. A356 Al alloy is melted in an electric resistance furnace. The melting temperature is 700 ℃. The mould, a cylinder made of stainless steel with 102 mm in diameter and 220 mm in depth, is placed in an electromagnetic stirrer.
During electromagnetic stirring liquid alloy, the stirring force is an important factor to present the quality of slurry, but the actual stirring force is difficult to measure in practice. In this test, the stirring power is indirectly represented as the stirring force because several of stirring power can be gotten to adjust the input voltage of the stirrer at the same current frequency.
To research the effect of pouring temperature on A356 Al alloy stirred by weak electromagnetic stirring, the pouring temperature is determined as 650, 630 and 615 ℃.When liquid A356 Al alloy is prepared and poured into the mould at the set temperature, the stirrer is started and weakly stirs the liquid alloy at the same stirring power for a short time, respectively. Then the mould is quenched in order to maintain the structure stirred.
To check the effect of weak electromagnetic stirring on low superheat pouring A356 Al alloy, the samples without stirring were poured at 650, 630 and 615 ℃, respectively.
Some wafers with thickness of 10 mm were cut from the same position of the ingots. The sector samples were fetched from the wafer (through the circle center of the wafer). The samples were polished using standard metallographic practice, etched with 0.5% aqueous solution of hydroflouric acid. The microstructure of the sample was observed on an optic microscope.
3 Results and Discussion
3.1 Effect of pouring temperature
Fig.1 shows the semi-solid microstructures of A356 Al alloy obtained at the same stirring power (136W) and stirring time (8s) but different pouring temperatures. The microstructure of A356 Al alloy poured at 650 ℃ is shown in Fig.1(a). It can be seen that the morphology of primary α-Al gives priority to rosette-like, and a few globular-like and particle-like grains with coarse size. The microstructure of A356 Al alloy poured at 630 ℃ is shown in Fig.1(b), which consists of majority of finer primary α-Al with globular-like and particle-like morphology, and a few with rosette-like morphology. Moreover, the microstructure of A356 Al alloy poured at 615 ℃ is shown in Fig.1(c), and basically consists of primary α-Al with globular-like and particle-like, with fine grain size. It can be seen from Fig.1 that under the condition of not big stirring power of weak electromagnetic stirring (i.e. 136 W), the morphology of semi-solid primary α-Al obtained from A356 Al alloy changes from rosette-like to particle-like, and the grain size gradually decreases with the superheat temperature of liquid alloy (namely pouring temperature). It is still seen from Fig.1 that under the condition of weak electromagnetic stirring at 136 W, there is better morphology of semi-solid structure in A356 Al alloy poured at 615 and 630 ℃, and that the 136 W stirring power shows a little semi-solid structure of A356 Al alloy poured at 650 ℃. In addition, from the view of convenient operation, selecting 630 ℃ as pouring temperature can ensure obtaining semi-solid slurry of A356 Al alloy suitable for rheo-forming process.
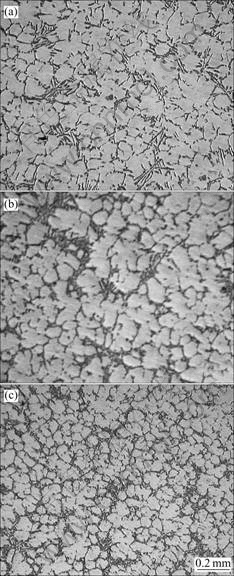
Fig.1 Morphologies of primary phase in A356 Al alloy obtained at different pouring temperatures (stirring power is 136 W): (a) 650 ℃; (b) 630 ℃; (c) 615 ℃
To further study the effect of pouring temperature on the morphology of particles in A356 Al alloy slurry, the changing rule of the morphology and the grain size of primary α-Al was investigated at stirring power of 352 W and different pouring temperatures. Fig.2 shows the semi-solid microstructures of A356 Al alloy obtained at stirring power of 352 W and stirring time of 8 s but different pouring temperatures. As the pouring temperature increases to 650 ℃, the primary α-Al gives priority to particle-like morphology and some of primary α-Al grains in small amount still presents the rosette-like morphology, even there exist the grains with fine size, as shown in Fig.2(a). When the pouring temperature reaches 630 ℃, the morphology of primary α-Al gives priority to particle-like and globular-like morphology, and there is basically no primary phase with rosette-like morphology, as shown in Fig.2(b). The morphology, besides giving priority to particle-like, presents rosette-like in small amount of primary α-Al as the pouring temperature decreases to 615 ℃, as shown in Fig.2(c). It is inferred that this phenomenon relates to the pouring operation. Because the pouring temperature of the melt is about 615 ℃, close to the liquidus temperature of A356 Al alloy, a layer of dendritic crystal is formed on the cylinder wall due to the chilling of the wall of the cylinder as the melt poured into the cylinder. The dendritic crystal is not broken by the stirring force resulted from the weak electromagnetic stirring but part of dendritic crystal falls off as the solute concentrated on the root of the dendritic crystal. There is not enough time for the dendritic crystal to change into the grain with particle-like morphology, so that the dendritic crystal is reserved at the form of rosette-like grain. It is seen from Fig.2 that under the condition of weak electromagnetic stirring at stirring power of 352 W, spherical morphology of semi-solid microstructure exists in A356 Al alloy poured at 615, 630 and 650 ℃, even though this stirring power can ensure to obtain the semi-solid slurry with particle-like primary phase for A356 Al alloy poured at 650 ℃. In addition, from the view of convenient operation, the pouring temperature selected as 630 and 650 ℃ can ensure to obtain the semi-solid slurry of A356 Al alloy satisfied with rheo forming. Comparing Fig.1 with Fig.2, it is known that the morphology of primary α-Al obtained at the different pouring temperatures is better than that obtained at the lower stirring power (i.e. 136 W) and the grain size of primary phase obtained is fine and small as the stirring power of weak electromagnetic stirring increases to 352 W (still belonging to the weak stirring category) and the melt poured at different pouring temperatures. In other words, the morphology and the grain size of primary phase obtained from increasing pouring temperature is compared favourably with those obtained from lower pouring temperature. In this way, it is very significant for operation in productive practice.
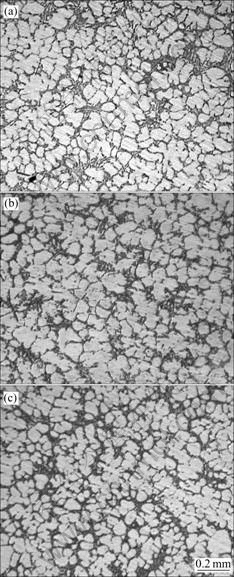
Fig.2 Morphologies of primary phase in A356 Al alloy obtained at different pouring temperatures (stirring power is 352 W): (a) 650 ℃; (b) 630 ℃; (c) 615 ℃
3.2 Comparison with samples poured at low super- heat temperature without stirring
Fig.3 shows the microstructures of semisolid A356 Al alloy poured at the same pouring temperature without weak electromagnetic stirring. As 650 ℃ pouring temperature, the primary phase in A356 still presents dendritic-like morphology without stirring, but the primary crystal arms and the second arms of the dendritic crystal obviously becomes fine and short, and there is no third arms in the microstructures, as shown in Fig.3(a). And that there is no dendritic crystal in the microstructure of A356 Al alloy poured at the same temperature with the weak electromagnetic stirring and there is more amount of fine primary α-Al with globular-like or particle-like morphology, as shown in Fig.1(a). At pouring temperature of 630 ℃, the morphology of primary α-Al in A356 Al alloy gradually changes from dendritic-like into rosette-like morphology, but there is still a little primary α-Al with dendritic-like morphology not changed fully in the microstructure, as shown in Fig.3(b). Comparison with the microstructure of A356 Al alloy poured at the same temperature with weak electromagnetic stirring, there is the more primary α-A1 in the amount with globular-like or particle-like morphology and with even finer size, as shown in Fig.1b. As 615℃ pouring temperature, the morphology of primary α-A1 in A356 Al alloy is further varied, in which the primary α-A1 basically presents the non-regulate globular-like or particle-like morphology. The grains become fining and their distribution is more uniform. Compared with the microstructure obtained at higher pouring temperature without stirring, the microstructure obtained at 615 ℃ pouring temperature is greatly improved, as shown in Fig.3(c). Compared with microstructure (as shown in Fig.1(c)) obtained at the same pouring temperature with weak electromagnetic stirring shows that the difference exists on the roundness of primary α-Al with globular-like or particle-like morphology and with the coarse size in A356 Al alloy without stirring. It can be seen from the results of this test that, on one hand, the morphology and the size of primary phase obtained from the weak electromagnetic stirring are superior to that without stirring at the same pouring temperature, and it is expressed that low superheat pouring and weak electromagnetic stirring play improvement role on the nucleation ratio and the morphology in A356 Al alloy; on the other hand, as the temperature of the melt is raised to 630 ℃, even to 650 ℃ and meanwhile the melt is stirred by weak electromagnetic stirring, the morphology of primary phase corresponds with that poured at the temperature of 615 ℃ without stirring, even the morphology is better than those shown in Fig.1(a), Fig.1(b), Fig.2(a), Fig.2(b) and Fig.3(c). These results mean that the pouring temperature can be suitably raised about 15-35 ℃ above the liquidus temperature of 615 ℃ under the condition of weak electromagnetic stirring. It is very practical for the production to conveniently operate pouring and to simplify working procedure.
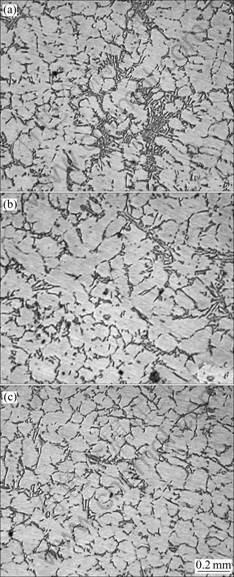
Fig.3 Morphologies of primary phase in A356 Al alloy obtained at different pouring temperatures without stirring: (a) 650 ℃; (b) 630 ℃; (c) 615 ℃
4 Discussion
Cardoso et al[7] pointed that the final microstructure was very sensitive to the superheat of the melt and low pouring temperatures promoted spheroidal morphology of the α-Al phase, when they studied the evolution of microstructure in A356 Al alloy prepared by NRC processing. The results in the test also show this view. Decreasing pouring temperature can obtain the primary phase with particle-like morphology, but it is very difficult to operate the low temperature pouring in production, especially to operate pouring closing to liquidus temperature of alloy. It is hoped that the pouring temperature is just a little higher and the operation is just more convenient in production. To solve the issue, the improvement should be taken in the processing of low temperature pouring, such as suitable weak stirring in melt poured at low temperature for a short time to increase flow of the melt during solidification. The researches[12-15] have indicated that the melt flow at initial solidification plays an important role in formation of the primary phase with particle-like morphology.
As well known, there are two kinds of flow in melt during solidification: one is the natural convection caused by liquid alloy washing out or the density difference or temperature difference in the melt as the melt poured into mould, the other is the forced convection caused artificially by the external field or extra physical disturbance as the melt freezing. The two kinds of convection will have an important effect on the formation of crystal nuclei and the grain growth as well as the grain morphology during solidification of the melt [16].
That the melt is stirred by electromagnetic force as preparation of semisolid slurry can promote dendritic arms growing to remelt and to draft away. The drifting grains flowing in the melt are continuously scoured by the temperature fluctuation and the concentration fluctuation and repeatedly kept the state of remelting and growing. The broken fragments from primary dendritic crystal grow up the new drifting grains at low temperature to realize drifting grain multiplication and to increase the number of the grains. The new dynamic condition of nucleation is created by the drastic electromagnetic stirring, namely the low temperature gradient, which promotes second arms of primary phase fusing and breaking and primary crystal arms refining. Therefore, the grain size will obviously become smaller as the intensity of electromagnetic stirring increasing. Then the effectiveness produced by powerful stirring will happen on the condition of weak electromagnetic stirring?
During the preparation of the semi-solid slurry in A356 Al alloy using low superheat temperature and weak electromagnetic stirring, the certain extent of the forced convection with low intensity in the melt results from the weak electromagnetic stirring. The forced convection, on one hand, puts cooling of the melt on the mould wall and the melt surface off, on the other hand accelerates temperature decrease in the whole melt. Though there is stronger cooling effect on the mould wall and the melt surface, the forced convection will take the melt from the cooler position into the internal area of the melt and carry the melt with higher temperature to makeup, thereby the melt temperature on the mould wall and the melt surface is delayed decreasing, so to postpone the formation of the stable freezing layer on the surface of mould. The cooler melt enters the internal area of the melt to be heated and the hotter melt is taken to the surface layer of mould to be cooled. The convection effect caused by the circle flow of the melt can promote heat of the internal melt to give off, sequentially the temperature of the whole melt reaches the freezing temperature at a short time. Not only the melt on the surface but also the whole melt is kept undercooling, and the melt temperature is relatively uniform, therefore, a large number of crystal nuclei can be formed, which survive to continuously grow in the internal flow of the melt.
Similar to the common alloy casting, the melt solidification also carries out in the continuous dropping of temperature under the condition of stirring. The main positions of giving heat off are still the wall of mould and the melt surface, so that more crystal nuclei forms at these positions. Due to the forced convection caused by the stirring, these crystal nuclei enter the inside of the melt with melt flow and grow up grains during the melt flow and itself whirlpool. It does not happen under the condition of the traditional casting.
The forced convection in the melt caused by electromagnetic stirring changes the heat transferring and the mass transferring. The rapid heat transferring and mass transferring convection makes an environment with relative uniformity of temperature and composition in the melt. This environment is not favorable to the preferred growth of the grains, and the grains are forced to grow uniformly at each direction. So the grains finally develop to non-dendritic micro- structure.
5 Conclusions
1) The semisolid slurry of A356 Al alloy contained primary α-A1 with globular-like or particle-like and with the finer size can be prepared by low superheat pouring and weak electromagnetic stirring.
2) There is an important effect of pouring temperature (superheat temperature) on the grain morphology and the grain size of the primary α-A1 in A356 Al alloy. In the range of researched temperature, the morphology of the primary α-A1 presents rosette-like morphology and the size of grain is coarse at high pouring temperature, the morphology of the primary α-A1 presents globular-like or particle-like morphology and the size of grain is fine as the high pouring temperature.
3) Putting the low superheat pouring at the higher pouring temperature in practice and using the suitable weak electromagnetic stirring, such as stirring power of 136 W and pouring temperature of 630 ℃ or stirring power of 352 W at 630 ℃, even at pouring temperature of 650 ℃, can obtain the semi-solid slurry of A356 Al alloy with particle-like primary phase. It is convenient to operate pouring in production.
4) Compared with the samples poured at low superheat temperature and without weak electro- magnetic stirring, the pouring temperature can be suitably raised to 15-35 ℃ above the liquidus temperature of 615 ℃ if the same grain size and morphology are hoped under low superheat pouring and weak electromagnetic stirring. It is of practical significance for convenient pouring operation.
References
[1] Wang H, StJone D H, Davidson C J, et al. Controlled nucleation method for formation of semisolid feedstock[A]. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites[C]. Limassol, Cyprus, 2004: 269-276.
[2] CAO Hong-bo, Pan Y, Zhang C. Compressing deforming characteristics of semi-solid Al alloy prepared by controlling crystal method[J]. Special Casting & Nonferrous Alloys, 2002(3): 9-11. (in Chinese)
[3] Xia K, Tausig G. Liquidus casting of a wrought Al alloy 2618 for thixoforming [J]. Mater Sci Eng A, 1998, A246: 1-10.
[4] Masao Kikuchi, Osamu Nagasawa. Application of Nano-cast method[J]. Alutop, 2004, 34(11): 21-26.
[5] Flemings M C. Solidification process [M]. New York: Mcgraw-Hill, 1974. 223-231.
[6] XING Shu-ming, TAN Jian-bo, ZHANG Li-zhong, et al. Study on key problems on industrializations of semisolid rheologic forming processes[A]. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites[C]. Limassol, Cyprus, 2004. 61-69.
[7] Cardoso E, Atkinson H V, Jones H. Microstructural evolution of A356 during NRC processing[A]. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites[C]. Limassol, Cyprus, 2004. 296-307.
[8] Pan Y, Aoyama S, Liu Ch. Spherical structure and formation condition of semi-solid Al-Mg-Si alloy[A]. Proc of the 5th Asian Foundry Congress[C]. Nanjing, China, 1997. 443-451.
[9] Vieira E A, Junior B A O, Ferrante M. Microstructure and rheology of an A356 alloy in the semi-solid state, conditioned by a low pouring temperature technique[A]. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites[C]. Limassol, Cyprus, 2004. 243-251.
[10] ZHAO Jian-xin, ZHU Ming-fang, Kim Jie-min, et al. Evolution of globular and dendritic structures in solidification of Al-Si alloys [J]. PTCA (Part A: Physical testing), 2004, 40(9): 433-438. (in Chinese)
[11] WANG Ping, LU Gui-ming, CUI Jian-zhong. Structure and technology of A356 Al alloy second heating in liquidus semi-continuous casting [J]. Material Review, 2002, 16(5): 72-74. (in Chinese)
[12] PAN Ye, ZHANG Chun-yan, YUAN Hao-yang, et al., Effect of melt flow at initial solidification on granular primary crystal formation in semi-solid alloy[J]. Acta Metall. Sinica, 2001, 37(10): 1035-1039. (in Chinese)
[13] Stefanescu D M, Padhya G, Yopdhyay D B. Heat transfer-solidification kinetics modeling of solidification of casting [J]. Metall Trans, 1990, 21A: 998-1007.
[14] LI Tao, HUANG Wei-dong, LIN Xin. Formation of globular structure during semi-solid material processing [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(5): 635-639. (in Chinese)
[15] ZHANG Jing-xin, ZHANG Kui, LIU Guo-jun, et al. Formation mechanism of non-dendritic structure in semi-solid metals produced by ES process [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(4): 511-515. (in Chinese)
[16] HU Han-qi. The Metal Solidification Theory[M]. Beijing: China Machine Industry Press, 2000. 109-111. (in Chinese)
Foundation item: Project (G2002AA336080) supported by Hi-tech Research and Development Program of China; Project (50374012) supported by the National Natural Science Foundation of China
Correspondence: MAO Wei-min; Tel: +86-10-62332882; E-mail: weiminmao@263.net
(Edited by LONG Huai-zhong)

