J. Cent. South Univ. Technol. (2007)03-0363-07
DOI: 10.1007/s11771-007-0072-6

Effects of ultrasonic treatment on structure of roll casting aluminum strip
MAO Da-heng(毛大恒)1, ZHANG Yun-fang(张云芳)2,
NIE Zhao-hui(聂朝辉)1, LIU Qiao-hong(刘巧红)1, ZHONG Jue(钟 掘)1
(1. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. College of Mathematics and Physics, Jiangsu University of Science and Technology, Zhenjiang 212003, China)
Abstract: The experiment of ultrasonic treatment of roll casting aluminum strip on plane twin-roll cast-roller with double-heads ultrasonic tools was carried out, and the metallographic structure of the roll casting aluminum strip treated by ultrasonic was studied. The results show that ultrasonic treatment can refine the grain of the roll casting aluminum strips and make the structure of the strips more homogeneous. The effect is the best when the power of ultrasonic is 300 W and the incident angle of the guide rod is 45?. The mechanism of acoustic cavitations and acoustic flow on grain refinement was also discussed. The heat effect of intensity ultrasonic was studied. The present problems during ultrasonic roll casting process, such as the imperfect cooling system, the inaccurate calculation of ultrasonic energy, and the shape and position of the guide rod to be improved were pointed out.
Key words: ultrasonic; aluminum; roll casting; metallographic structure; grain refinement
1 Introduction
Ultrasonic is the sound wave whose frequency is greater than 20 kHz. It has two characteristics, one is its rectilinear propagation, and the other is its great power capacity. Dependent on these two characteristics, ultrasonic is mainly applied in ultrasonic testing and ultrasonic treatment, the former of which is usually called detection ultrasonic, and the latter is usually called intensity ultrasonic. Researches show that the vibrational energy of an object is of direct proportion to the square of its vibration frequency at the same amplitude. The vibration frequency of particles is very high when intensity ultrasonic spreads in medium, thus it contains such great energy so as to cause reactions between particles.
The study of the effects of intensity ultrasonic on metal solidification began from 1930s. A great deal of researches indicate that ultrasonic can promote the nucleation rate of liquid phase, break up the growing crystal, refine the structure of aluminium alloys and improve the mechanical properties during the casting process[1-6]. At present, the accepted effects of ultrasonic treatment on metal solidification include grain refinement, degassing, improvement of solidification structures and promotion of mechanical properties of metal materials. The technology of ultrasonic treatment of metal melt has the advantages of cleanness, low cost, good manufacturability and easy operation. Continuous casting and rolling is a highly-effective and energy- saving technology, but still has some limitations. Now many countries are engaged in actively continuous casting and rolling preparation technology under the condition of strong outer-field to improve the quality of products[7-8]. In this study, the application of ultrasonic in roll casting of aluminum strips was investigated. The influence of ultrasonic power and the ultrasonic angle of incidence on the structure of roll casting aluminum strips was studied, and its mechanism was discussed.
2 Experimental
The schematic diagram of ultrasonic roll casting apparatus is shown in Fig.1. Cast-rolling mill is of d400 mm×500 mm plane twin-roll type. Furnace is heated by electromagnetic induction. Melt feeder (Al2O3+aluminum silicate fiber+asbestos) is 200 mm in width, 18 mm in height of die space and 10 mm in front height. The frequency of the ultrasonic generator is (20±0.5) kHz; the power is adjustable and the maximum is 1 kW. The transducer is made of piezoelectric ceramic, 50 mm in diameter with frequency of 19.8 kHz. The radiator consists of two stages, the first one is made of alloy steel, and the second one is made of aluminum alloy. The cooling system is settled outside. The double-heads ultrasonic tools are made of alloy steel and the diameter of their end plane is 23 mm.
Ultrasonic roll casting of aluminum strip is carried out on d400 mm×500 mm plane twin-roll casting mill in Unconventional Roll Casting Laboratory of Central South University, China.

Fig.1 Schematic diagram of ultrasonic roll casting apparatus
1―Front tank; 2―Aluminum melt; 3―Melt feeder; 4―Roller;
5―Aluminum strip; 6―Transducer; 7―First step of radiator;
8―Second step of radiator; 9―Guide rod; 10―Block
The pure industrial aluminum 1235 is melted in the electromagnetic induction furnace, held for 2 h, then flowed out from furnace to front tank. The temperature of the front tank is kept between 670 and 680 ℃. The detailed data of the experimental parameters are ranked in Table 1. The experimental procedure is shown in Fig.2.
3 Experimental results
There are many factors that act upon the effect of ultrasonic grain refinement, such as the ultrasonic power, frequency, the inclination angle of the guide rod, the influence domain and actuation duration of ultrasonic,the melting temperature in furnace and the front tank temperature. In this experiment, we primarily investigate the influences of the ultrasonic power and the inclination angle of guide rod on the structure of aluminum strip. During each experiment, we turn on the ultrasonic device and then turn it off to compare the difference of strip structures with and without ultrasonic; then sample several sections of strip to analyze the surface metallographic structure.
3.1 Influence of ultrasonic power
Ultrasonic power is one of the important factors that affect the grain refinement. In this experiment, the maximum power of the ultrasonic generator is 1 kW, and its maximum continuous output is 500 W. The experiments are carried out through separately selecting ultrasonic power among 100-500 W with the fixed inclination angle (45?) of the guide rod. The details of the three experiment parameters are listed in Tables 1 and 2.
Two kinds of specimens are sampled out of each experiment. One is treated by ultrasonic and the other is untreated. Fig.3 shows the contrasts of surface metallographic structures of specimens treated by chemical corrosion.
Fig.3 indicates the influence of ultrasonic power on the structure of aluminum strip, and the contrast results are obtained under three ultrasonic power conditions. In each experiment, a fixed ultrasonic power is selected, which is 100, 300 and 500 W, respectively. From Fig.3, it is obvious that the grain size of the specimens
Table 1 Fixed parameters of ultrasonic cast -rolling


Fig.2 Procedure of ultrasonic roll casting
Table 2 Changing parameters in each experiment

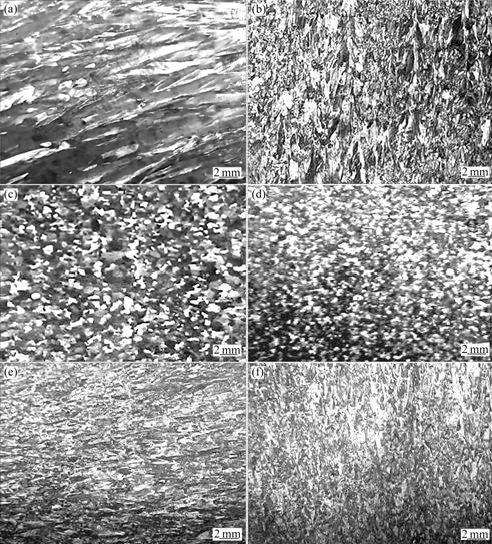
Fig.3 Influence of ultrasonic power on structure of aluminum strips
(a) ExperimentⅠ, untreated; (b) Experiment Ⅰ, treated by 100 W power of ultrasonic;
(c) Experiment Ⅱ, untreated; (d) Experiment Ⅱ, treated by 300 W power of ultrasonic;
(e) Experiment Ⅲ, untreated; (f) Experiment Ⅲ, treated by 500 W power of ultrasonic
treated by ultrasonic is much smaller than the untreated ones. In experimentⅠ, the grains of untreated specimen are composed of big columnar crystals and their distribution arrays at 45? angle along the direction of roll casting. The specimen treated by 100 W ultrasonic shows columnar crystal and some equiaxed crystals. The grains are small and distribute like herringbone. In experiment Ⅱ, the specimen treated by 300 W ultrasonic is constructed by almost all the small, equiaxed and homogeneously distributed crystals, the dendritic crystals are broken up, the grain’s directionality almost disappears and the grain size becomes smaller than that in experiment Ⅰ. In experiment Ⅲ, after being treated by 500 W power of ultrasonic, the grain size decreases to certain extent, but the refining effect is not as good as that in the foregoing experiments. Moreover, there are still many dendritic crystals. According to the analysis above, we can draw a conclusion that, the effect of grain refinement is enhanced with the power of ultrasonic increasing. However, the effect decreases when the power is too large. In this experiment, the best ultrasonic power is 300 W.
3.2 Influence of inclination angle of guide rod
The way and the relative position of ultrasonic introduced into aluminum melt have key effect on grain refinement. The growing dendritic crystals are broken up only when ultrasonic cavitations occur in the solidified front of aluminum melt. So the experiments are carried out to study the effect of grain refinement with different inclination angles of the guide rod being 45?, 30?, 20?(incident angle of ultrasonic), when the power of the ultrasonic is fixed at 300 W. Detailed parameters of this experiment are listed in Tables 1 and 3.
The results of the surface metallographic structure are shown in Fig.4.
Fig.4 shows the influence of the inclination angle of guide rod on the structure of aluminum strip. In each experiment we study the metallographic structure of specimens treated and untreated while keeping the inclination angle constant. It is obvious that the grain size turns to be much smaller after being treated by 45? incident ultrasonic. Distinctly, the untreated part has big
Table 3 Changing parameter of experiments

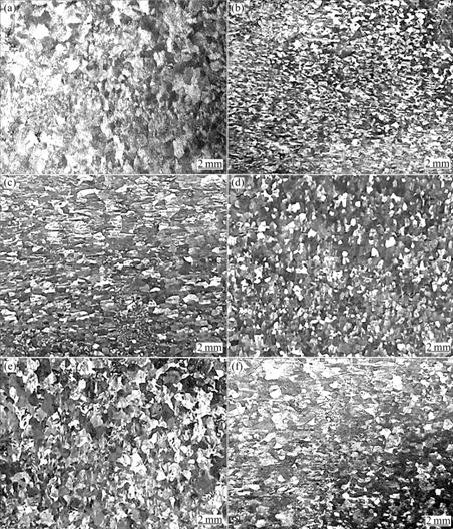
Fig.4 Influence of ultrasonic incident angle on structure of aluminum strips
(a) ExperimentⅠ, untreated; (b) ExperimentⅠ, treated with 45? angle of guide rod;
(c) ExperimentⅡ, untreated; (d) Experiment Ⅱ, treated with 30? angle of guide rod;
(e) Experiment Ⅲ, untreated; (f) Experiment Ⅲ, treated with 20? angle of guide rod
columnar crystals and inhomogeneous distribution, but the treated part is composed of small equiaxial crystals. Furthermore, when we take 30? or 20? as the incident angle, the grain can be refined too, but the effect of grain refinement is not as good as the case of 45?.
From the surface metallographic structure, we can see that ultrasonic treatment can break up big columnar crystal, refine grains and make structure more homogeneous. The effect of grain refinement falls with the decrease of the ultrasonic incident angle. Experiments prove that 45? is the best incident angle for grain refinement.
4 Mechanism and discussion
Ultrasonic can influence, change or even destroy the state, properties, and structure of medium when the ultrasonic intensity exceeds a certain value. Researches show that introduction of ultrasonic vibration into the metal solidification process can turn the big columnar crystal into small-size equiaxial crystal, thus both of the macrosegregation and microsegregation of the metal can be avoided. However, the action mechanism of ultrasonic in the process of metal solidification is not very clear at present. There are many factors that affect the ultrasonic roll casting process, such as ultrasonic field, temperature field, force field and flow field. It is a whole process that the aluminum melt solidifies and then is rolled into strips with a series of physical and chemical changes happened in a very short time. In this part, we discuss the mechanism of ultrasonic effect during roll casting process.
4.1 Spread of ultrasonic in aluminum melt
The spread of ultrasonic in aluminum melt is shown in Fig.5. Similar to optical waves in spread, ultrasonic abides by geometrical optics law on reflecting, refracting and scattering.

Fig.5 Transmission of ultrasonic in aluminum melt
The reflection coefficient rI and refraction coefficient tI of the vertically incident ultrasonic can be formulated as follows[7]:
 (1)
(1)
 (2)
(2)
where Z1, Z2 refer to the ultrasonic impedance of the medium. Because the ultrasonic impedance of the melt feeder is far less than that of the aluminum melt, most of the ultrasonic energy is reflected back to the melt.
When ultrasonic spreads in aluminum melt, its energy attenuates with the increase of transmitting distance because of diffusion, scatter and absorption of aluminum melt. We call this phenomenon ultrasonic attenuation.
Ultrasonic attenuation can be expressed with attenuation coefficient, α. The attenuation rules of ultrasonic pressure and intensity can be expressed with following formulae when plane wave transmits in medium[8]:
p=p0exp(-αx) (3)
J=J0exp(-2αx) (4)
where p0, J0 are the initial ultrasonic pressure and intensity, p, J are ultrasonic pressure and intensity respectively after it walks a distance of x, α refers to attenuation coefficient.
In this experiment, the distance that ultrasonic travels to solidification front is the shortest when the ultrasonic incident angle is 45?, and the reflection time is the least too, so the energy loss is the least. But because of the limitation of equipment, it is difficult to adjust to a larger incident angle.
4.2 Effects of ultrasonic cavitation
When ultrasonic transmits in liquid, the periodically alternative ultrasonic field acts on the liquid molecule. If the ultrasonic pressure reaches a certain value, the distance between liquid molecules will exceed the critical distance of liquid molecules and the liquid will be broken into cavitation bubbles or cavities under the negative pressure of ultrasonic. In the following positive pressure phase, the cavitation bubbles will close up or collapse at a great speed, meanwhile, it will produce impulse wave and produce instantaneous partial high pressure and high temperature consequently. The serial dynamics processes are called ultrasonic cavitation.
The maximum pressure pmax and temperature Tmax brought about at the instantaneous cavitation bubble collapse can be calculated with the following two formulae [9]:
 (5)
(5)
 (6)
(6)
where pg is the pressure in the initial cavitation bubble, pm is the total pressure that the cavitation bubble endures during the process of its collapses, r is the specific heat capacity of gas in the cavitation bubble and Tmin is the environmental temperature.
Theoretical calculation and experimental measurement reveal that the maximum instantaneous partial pressure and temperature can reach 103 MPa and 104 K, respectively[10]. Therefore ultrasonic cavitation can cause many effects on aluminum melt as follows:
1) During the process of cavitation bubble growing, the inflation of cavitation bubbles and the evaporation of liquid inside the bubbles absorb the heat surrounded. The temperature on the surface of bubbles decreases and a local super-cooling is caused, therefore nuclei come into being around bubbles, which makes nucleation ratio promoted and grain refined.
2) During the collapse of cavitation bubbles, the strong impulse wave breaks up the original crystal and the growing crystal, then the broken crystals spread into the melt again due to the stirring of acoustic flow. Thus the ratio of nucleation increases.
3) After the cavitation bubbles collapse, they break into a lot of tiny bubbles that dissolve into liquid medium and grow up into cavitation bubbles again, thus the cavitation will be influenced continuously.
4) Because the viscosity of melt will decrease when ultrasonic transmits in medium, the bubbles can float up easily to degas, which helps gaseous impurity in the melt to be removed well.
There is a minimum ultrasonic pressure amplitude value in liquid leading to cavitations, which is called cavitation threshold.
Supposing that the directionless pressure of liquid is p0, and the amplitude of ultrasonic pressure is pm, then negative pressure appears only when pm>p0, and ultrasonic cavitation occurs when negative pressure exceeds intension of liquid pt. The cavitation process can be regarded as an isothermal and adiabatic process since it works in a very short time. pt can be calculated according to the following formula [11]:
 (7)
(7)
Therefore the threshold of cavitation pc can be expressed with the following formula:
 (8)
(8)
where pv refers to vapor tension, σ refers to surface tension; R0 refers to the initial radius of the cavitation nuclear.
From the formula above we can see that cavitation occurs only when the radius of cavitation nuclear is larger than R0 with ultrasonic pressure fixed. So in this experiment, only part of the cavitation nuclei turn into cavitation bubbles when we use 100 W ultrasonic, therefore the effect of grain refinement is not obvious.
The effect of grain refinement is enhanced as the ultrasonic power increases. However, the cavitation bubbles increase at the same time, therefore the collapse of bubbles increase and the heat produced by collapsed bubbles increase too. Under the condition of the effect of ultrasonic cavitation and flow, the heat transfers to the melt and makes the temperature increase a lot. The larger the ultrasonic power is, the more obvious the heat effect is. The heat effect will slow down the cooling speed and prolong the crystallization time of the melt, and accordingly decrease the effect of grain refinement to a certain extent. In this experiments, the grain refinement effect decreases when 500 W ultrasonic power is applied owing to the heat effect.
4.3 Effects of acoustic flow
Acoustic flow is a jet stream of liquid that comes into being when the gradient of ultrasonic pressure forms in the liquid owing to the ultrasonic swing attenuation. The jet stream flows away from the end-face of guide rod and forms circumfluence in the whole liquid. Because of the circumfluence, the metal liquid can be stirred up and down so that the macroscopic stir is got to some extent. The velocity of acoustic flow caused by ultrasonic in the metal liquid can reach 10-103 times of heat convection velocity in the liquid[12-14]. So the ultrasonic flow can improve the homogeneousness of liquid temperature field, change the solidification mode from layer by layer to volume solidifying, restrain the growth of columnar crystal, and accelerate the growth of equiaxed and homogeneous crystals.
5 Conclusions
1) Ultrasonic treatment during the process of aluminum roll casting can make the grain refined, break up the columnar crystal, and make the structure more homogeneous.
2) The best value of power of ultrasonic for ultrasonic treatment in this experiment is 300 W, and the effect of grain refinement decreases if the power of ultrasonic is larger.
3) The best incident angle of ultrasonic guide rod is 45? to get the best effect of grain refinement.
4) The laws of some important technological parameters that influence the grain refinement need to be further studied, such as the relative position of radiator and the roller, the frequency of ultrasonic, ultrasonic intensity and the time of ultrasonic treatment.
References
[1] ESKIN G I. Ultrasonic Treatment of Light Alloy Melts[M]. Amsterdam: Gordon & Breach Science Press, 1998.
[2] ABRAMOV O V. Action of high intensity ultrasound on solidifying metal[J]. Ultrasonics, 1987, 25(2): 73-82.
[3] ESKIN G I. Broad prospects for commercial application of the ultrasonic (cavitation) melt treatment of light alloys[J]. Ultrasonics Sonochemistry, 2001, 8(3): 319-325.
[4] ESKIN G I, ESKIN D G. Production of natural and synthesized aluminum-based composite materials with the aid of ultrasonic (cavitation) treatment of the melt[J]. Ultrasonics Sonochemistry, 2003, 10(6): 297-301.
[5] REIHIM M A, REIF W. Practical applications for solidification of metals and alloys under ultrasonic vibrations[J]. Metallwissenschaft und Technik, 1984, 38(12): 1156-1160.
[6] ESKIN G I. Effect of ultrasonic (cavitation) treatment of the melt on the microstructure evolution during solidification of aluminum alloy ingots[J]. Zeitschrift fur Metallkunde, 2002, 93(6): 502-507.
[7] MAO Da-heng, WANG Wei-juan, ZHONG Jue, et al. Effects electromagnetic field on aluminum alloys liquid-solid continuous rheological structure evolution[J]. Materials Science and Engineering A, 2004, A385: 22-30.
[8] MAO Da-heng, XIAO Li-long. Effects of electromagnetic field on casting rolling strip breakdowns[J]. Trans Nonferrous Met Soc China, 1997, 9(1): 5-11.
[9] JIN Chang-shan. Ultrasonic Engineering[M]. Harbin: Harbin University of Technology Press, 1989. (in Chinese)
[10] Ultrasonic Examination Compile Group. Ultrasonic Examination[M]. Beijing: Electric Utility Industry Press, 1980. (in Chinese)
[11] WANG Ping-hui. The factors that influence ultrasonic cavitation[J]. Transactions of Hebei College of Technology, 2003, 25(4): 154-161. (in Chinese)
[12] FENG Nuo, LI Hua-mao. Sonochemistry and its Applications[M]. Hefei: Anhui Technology Press, 1990. (in Chinese)
[13] YING Cong-fu. Ultrasonics[M]. Beijing: Science Press, 1990. (in Chinese)
[14] CAMPBELL J. Effect of vibration during solidification[J]. International Metal Review, 1981(2): 71-104.
(Edited by YANG Bing)
Foundation item: Projects(IRT0549) supported by Program for Changjiang Scholars and Innovative Research Team in University, China
Received date: 2006-07-15; Accepted date: 2006-10-27
Corresponding author: MAO Da-heng, Professor; Tel: +86-731-8877953; E-mail: mdh@mail.csu.edu.cn

