Trans. Nonferrous Met. Soc. China 26(2016) 1835-1842
Microstructure evolution and mechanical properties of Mg-7Gd-3Y-1Nd-1Zn-0.5Zr alloy
Meng LI, Kui ZHANG, Zhi-wei DU, Xing-gang LI, Ming-long MA
Beijing General Research Institute for Non-ferrous Metals, Beijing 100088, China
Received 26 May 2015; accepted 10 March 2016
Abstract: X-ray diffraction (XRD), optical microscopy (OM), scanning electronic microscopy (SEM), transmission electron microscopy (TEM) and tensile tests at room temperature (RT) were performed to investigate the effect of homogenization on microstructure evolution and mechanical properties of Mg-7Gd-3Y-1Nd-1Zn-0.5Zr (mass fraction, %) alloy. The results indicate that the microstructure of the as-cast alloy is composed of α-Mg, (Mg, Zn)3RE phase and stacking fault (SF), the homogenization results in the disappearance of (Mg, Zn)3RE phase and stacking fault (SF) as well as the emergence of 14H-type long-period stacking ordered (LPSO) phase. The ultimate tensile strength (UTS), yield strength (YS) and elongation of the as-cast alloy are 187 MPa, 143 MPa and 3.1%, and the UTS, YS and elongation of the as-homogenized alloy are 229 MPa, 132 MPa and 7.2%, respectively.
Key words: magnesium alloy; long-period stacking ordered (LPSO) phase; stacking fault; microstructure evolution; mechanical properties
1 Introduction
Due to low density, high specific stiffness and good damping capacity, magnesium alloys are more promising materials for automobiles, aircrafts, 3C products and biological fields [1-6]. According to the binary phase diagrams, the equilibrium solid solubility of Gd in Mg matrix is 23.5% (mass fraction) at eutectic temperature and declines sharply to 3.82% at 200 °C [7], so, Mg-Gd-based alloys exhibit significant solid solution strengthening and precipitation hardening. The solubility of Y in Mg matrix changes from 12.5% at the eutectic temperature to 3.4% at 225 °C, and the relative atomic mass of Y is much less than that of Gd. Adding the same amount of Y can produce higher solution strengthening in α-Mg matrix than adding the same amount of Gd. Also, the addition of Y in Mg matrix can substitute for part of Gd [8-10], so, Mg-Gd-Y system alloys exhibit superior mechanical properties, high specific strength and creep resistance.
In the last decade, Mg-RE-Zn-based alloys with long-period stacking ordered (LPSO) phases behave high strength and good ductility, which have been received progressive interest [11]. KAWAMURA et al [12] developed the Mg97Zn1Y2 (mole fraction, %) alloy by rapidly solidified powder metallurgy (RS P/M), which exhibited the tensile yield strength of about 610 MPa and elongation to failure of 5% at RT. The superior mechanical properties were attributed to the coexistence of homogeneous nanocrystalline with a distribution of LPSO phase at grain boundaries. It has been reported that five types of LPSO phases including 6H, 10H, 14H, 18R and 24R can easily form during solidification or heat treatment at high temperatures. According to previous investigations [13,14], Mg-RE-Zn series alloys containing LPSO phases were classified into two types. The first type includes Mg-Y-Zn, Mg-Dy-Zn, Mg-Ho-Zn, Mg-Er-Zn and Mg-Tm-Zn alloys where 18R-LPSO phase forms as the second phase during solidification. The second one includes Mg-Gd-Zn and Mg-Tb-Zn alloys, in which there is no LPSO phase observed during solidification and 14H-LPSO phase precipitates form the α-Mg supersaturated solid solution during heat treatment at high temperatures. However, there are many disputes about the formation of the 14H-LPSO phase. ZHEN et al [15] reported that the 14H-LPSO phase precipitated from the supersaturated α-Mg matrix. YAMASAKI et al [16] found that 14H-LPSO phase could be transformed from Mg3Gd-type eutectic compounds or stacking fault. XU et al [17] revealed that the 14H-LPSO phase was transformed from 18R-LPSO phase. As a result, four mechanisms are responsible for the formation of the 14H-LPSO phase: 1) the precipitation from the supersaturated α-Mg matrix; 2) other LPSO phases transforming into the 14H-LPSO phase; 3) the decomposition of eutectic phases; and 4) precipitating and growing from stacking fault. Early experiments suggested that Nd element not only impeded the formation of LPSO phases during the solidification process but also suppressed and refined the LPSO phase transformed from Mg5(Gd,Y,Zn) phase during high temperature heat-treatment [18]. Moreover, the addition of Nd in Mg-Gd-Y series alloy is favorable to the formation of the divorced eutectic phases. These divorced eutectic phases easily dissolve into the matrix during homogenization, which leads to generate the uniform distribution of alloy elements in the matrix, which benefits the homogeneous nucleation of precipitated phase and the increase of the strength and elongation simultaneously.
Up to now, there have been a few of detailed works to study the Mg-Gd-Y-Zn-based alloys containing Nd element. In this work, we investigated the effect of the homogenization on the microstructure evolution and mechanical properties of Mg-7Gd-3Y-1Nd-1Zn- 0.5Zr (mass fraction, %) alloy.
2 Experimental
The Mg-7Gd-3Y-1Nd-1Zn-0.5Zr alloy was prepared by melting Mg (99.99%), Gd (99.99%), Y (99.99%), Mg-30%Nd, Mg-30%Zr (mass fraction) master alloy and Zn (99.99%) in an electrical resistance furnace under the protection of Ar and C2H2F2 atmosphere. Pure metals and Mg-30%Nd master alloy were added to the melt at 750 °C, the Mg-30%Zr master alloy was added at 850 °C, stirred for about 200 s and then maintained for 10 min. The prepared melt was subsequently poured into a preheated permanent low carbon steel mold.
The mechanical properties at room temperature (RT) were evaluated by tensile testing cylindrical samples with 5 mm in diameter and 25 mm in gauge length, according to standard GB/T 228.1-2010 [19]. Tensile tests were conducted using the SANS tensile testing machine at a speed of 2 mm/min. The DSC test was carried out by NETZSCH DSC in a crucible under Ar protection. The homogenization treatment was carried out at 505, 520 and 535 °C for different time, respectively.
Samples for microstructure observation were initially polished by various grades of polishing papers and then mechanically polished with 0.1 μm diamond paste. The polished samples were chemically etched in a solution of 4% (volume fraction) nital. Microstructure observations were performed through optical microscopy (OM), scanning electron microscopy (SEM) equipped with EDS and transmission electron microscopy (TEM) equipped with EDX. The grain size was measured by a mean linear intercept method. X-ray diffraction (XRD) studies were carried out to finish the phase analysis of materials with Cu Kα operated at 40 kV and 40 mA. TEM films were prepared by conventional methods: grinding to 50 μm and two-jet thinning operated at temperatures from -50 to -40 °C with 98% (volume fraction) ethanol and 2% (volume fraction) perchloric acid as electrolyte.
3 Results and discussion
3.1 Microstructure of as-cast alloy
The XRD pattern of the as-cast alloy is shown in Fig. 1. It can be seen that all the peaks are indexed as arising from two phases, i.e., α-Mg and (Mg,Zn)3RE eutectic phase. The microstructure of the as-cast alloy is mainly composed of α-Mg matrix and amounts of eutectics which mainly aggregate at the grain boundaries, especially at tripe junction of grain boundaries, and the average grain size is about 169 μm (Fig. 2(a)). The eutectic phases are present in skeleton-shape and the needle-like structures uniformly distribute near grain boundaries. EDS results in SEM analysis are shown Table 1. The typical average chemical composition of the skeleton-shape eutectic phases (point A in Fig. 2(b)) is Mg-10.08Gd-4.54Y-2.81Nd-6.45Zn (mole fraction, %).
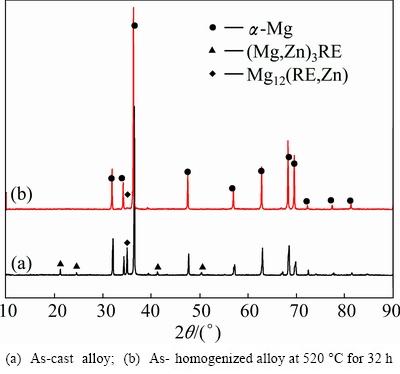
Fig. 1 XRD patterns of alloy
Table 1 EDS results of eutectic phase in as-cast alloy at point A in Fig. 2(b) (mole fraction, %)

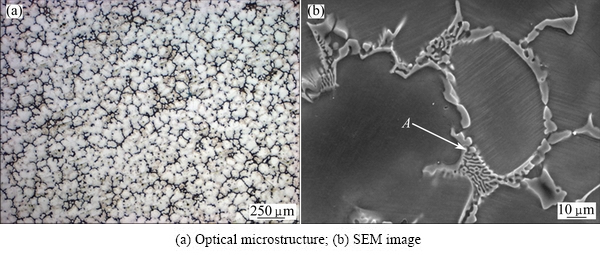
Fig. 2 Microstructures of as-cast alloy
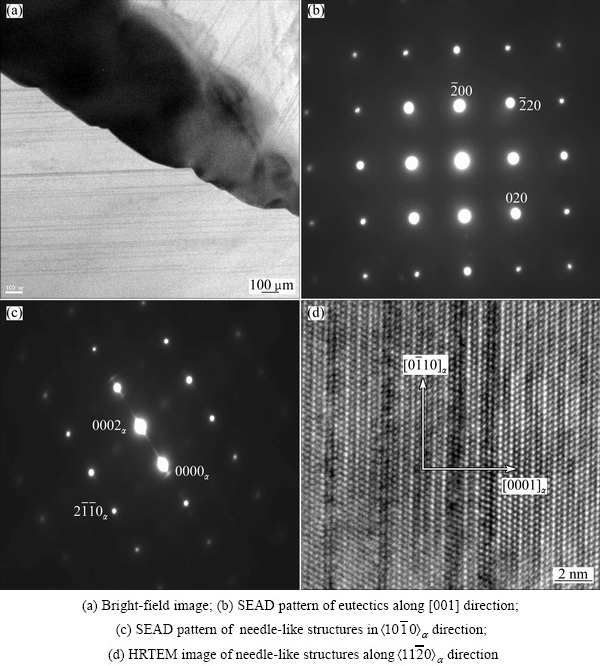
Fig. 3 TEM images of as-cast alloy
It can be seen from Fig. 3(a) that the block-shape eutectic phase distributes at grain boundaries and there are many fine needle-like structures extending from near grain boundary into grain internal. The eutectic phase has been determined to have the FCC structure Bravais lattice (Fig. 3(b)), and the lattice constant calculated from the SAED rings by Bragg law is 0.73 nm. According to Refs. [20,21], the β1 phase has FCC structure and the lattice constant a=(0.74±0.01) nm, which renders it isomorphous with a family of intermetallic compounds of the general form Mg3RE. As a result, the eutectic phase is isomorphous with β1 phase. The SAED pattern of the needle-like structures is displayed in Fig. 3(c), and the incident electron beam is parallel to  direction. Some extra strong streaks appear along the c*-direction in addition to the diffraction spots of 2H-Mg crystal and several extra spots are observed at
direction. Some extra strong streaks appear along the c*-direction in addition to the diffraction spots of 2H-Mg crystal and several extra spots are observed at  positions. The emergence of these weak streaks suggests that the RE and Zn atoms have an ordered arrangement in the closely packed planes. The HRTEM image is shown in Fig. 3(d), the zone axis is also parallel to the
positions. The emergence of these weak streaks suggests that the RE and Zn atoms have an ordered arrangement in the closely packed planes. The HRTEM image is shown in Fig. 3(d), the zone axis is also parallel to the  direction. Two atomic layers relevant to faulting of the 2H type stacking of hexagonal close-packed (HCP) structure are observed. It is obvious that these needle-like structures are the stack faults (SFs).
direction. Two atomic layers relevant to faulting of the 2H type stacking of hexagonal close-packed (HCP) structure are observed. It is obvious that these needle-like structures are the stack faults (SFs).
3.2 Homogenization
3.2.1 DSC curve
Figure 4 presents the DSC curve of as-cast alloy during heating. The first peak corresponds to the melting of the eutectic phases which have lower melting point, and the melting point is evaluated to be approximately 529.3 °C. Reference to the DSC curve and the experience formula Te=(0.9-0.95)Tm (Tm is the melt point of the alloy and selected as 650 °C), the selected temperatures are 505, 520 and 535 °C.
3.2.2 Microstructure evolution during homogenization
The microstructure evolution during homogenization is displayed in Fig. 5. After heat treatment at 505 °C for 2 h (Fig. 5(a)), part of the eutectic phases dissolve into α-Mg matrix partly, the stacking faults are also reduced, but several block-like LPSO phases appear at grain boundaries. Extension to 8 h (Fig. 5(b)), the eutectic phase is further decreased and the needle-like structures nearly all disappear, while a lot of cuboid particles decorate with grain boundaries. Further homogenization for 16 h leads to the increase of block-like LPSO phase, but some undissolved eutectic phases still remain at grain boundaries (Fig. 5(c)). There is no obvious change after homogenization at 505 °C for 32 and 48 h, respectively (Figs. 5(d) and (e)).

Fig. 4 DSC curve of as-cast alloy during heating
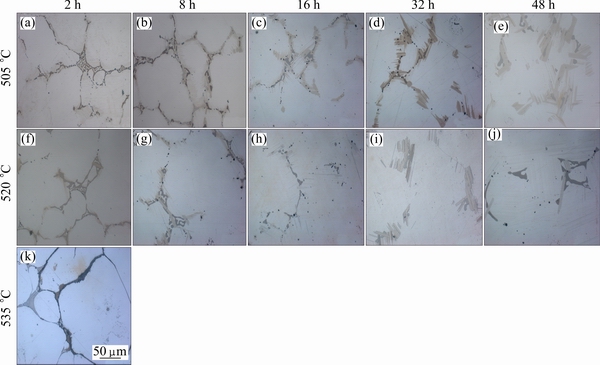
Fig. 5 Microstructure evolution of alloys during homogenization
Homogenization at 520 °C for 2 h (Fig. 5(f)), it is obvious that the eutectic phases dissolve into α-Mg matrix quickly without needle-like structures, and numerous block-like LPSO phases emerge at grain boundaries. As the time reaches 8 h (Fig. 5(g)), many black cuboid particles appear and the block-like LPSO phase increases. The eutectic phase and cuboid particles are reduced obviously with prolonging the time to 16 h (Fig. 5(h)). When the time reaches 32 h (Fig. 5(i)), the microstructure mainly contains the block-like LPSO phase and a few of undissolved eutectic phases. The homogenization for 48 h (Fig. 5(j)) results in simultaneous dissolution of eutectic phase and block-like LPSO phase. Compared with homogenization for 32 h (Fig. 5(i)), it seems that the degree of eutectics dissolving into α-Mg matrix is abated after homogenization at 520 °C for 48 h, which may be attributed to the microstructure nonuniformity of casting ingots.
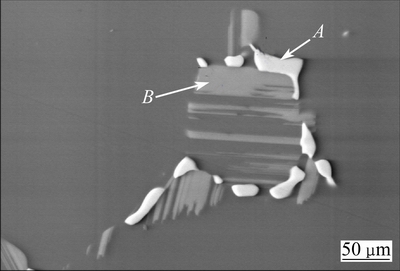
Fig. 6 Positions of as-homogenized alloy for SEM observation corresponding to EDS measurement
Table 2 EDS results of phases in Fig. 6 (mole fraction, %)
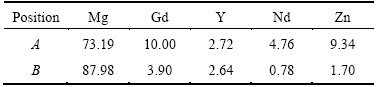
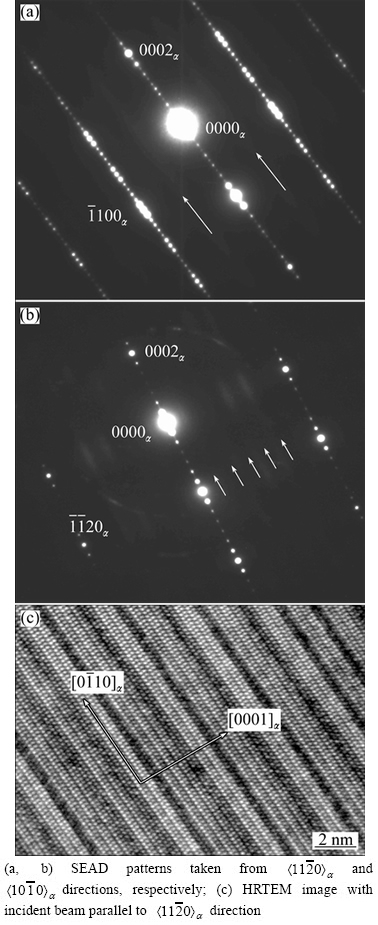
Fig. 7 SEAD and HRTEM images of block-like LPSO phases
The heat treatment at 535 °C for 2 h (Fig. 5(k)) leads to the appearance of some black triangle grain boundaries, which corresponds to the phenomenon of over-burning. Therefore, the optimum homogenization condition is a holding temperature of 520 °C for 32 h. According to the XRD pattern (Fig. 1(b)), the microstructure of the alloy after homogenization mainly consists of α-Mg matrix and Mg12(RE, Zn) phase which belongs to 14H-LPSO phase.
Figure 6 shows positions the SEM-EDS analysis of the block-like LPSO phases and eutectic phase after homogenization at 520 °C for 32 h. The block-like LPSO phase (point B in Fig. 6) mainly contains Mg, Gd, Y , Zn and a few of Nd elements; while the eutectic phase (point A in Fig. 6) chiefly consists of Mg, Gd, Y, Nd and Zn elements (Table 2). The SAED patterns recorded from the block-like LPSO phases are shown in Figs. 7(a) and (b). The pattern shows that 13 superlattice spots are observed with the zone diffraction pattern in [0001]α reciprocal lattice row (c* axis) at positions determined by dividing the distance between the transmitted beam and the (0002)α fundamental reflection by 14 (Fig. 7(a)). Five sets of weak streaks occur along the g(0001) direction and throughthe 


 and
and  positions in the
positions in the  patterns (Fig. 7(b)). As a result, the block-like LPSO phase is 14H-type. The corresponding HRTEM image is shown in Fig. 7(c), a long-period atomic stacking can be found along the [0001]α direction and the stacking sequence is ABABABACBCBCBC. It is obvious that this stacking sequence can be regarded as a mixed stacking sequence composed of HCP structure (ABABAB and CBCBCBC) and FCC structure (BAC).
patterns (Fig. 7(b)). As a result, the block-like LPSO phase is 14H-type. The corresponding HRTEM image is shown in Fig. 7(c), a long-period atomic stacking can be found along the [0001]α direction and the stacking sequence is ABABABACBCBCBC. It is obvious that this stacking sequence can be regarded as a mixed stacking sequence composed of HCP structure (ABABAB and CBCBCBC) and FCC structure (BAC).
3.3 Mechanical properties
Figure 8 shows the mechanical properties of the alloys. The UTS, YS and elongation of as-cast alloy are 187 MPa, 143 MPa and 3.1%, respectively; while the UTS, YS and elongation of as-homogenized alloy are 229 MPa, 132 MPa and 7.2%, respectively.
4 Discussion
The microstructure of the as-cast alloy is mainly composed of α-Mg matrix, (Mg,Zn)3RE phase and stacking fault. Due to more effective in reducing the stacking fault energy (SFE) by addition of both RE and Zn into Mg matrix, the stacking fault can form easily. SUZUKI et al [22] found that the simultaneous addition of Zn and Y in Mg alloy can lower the stack energy effectively, which is favorable to the formation of stack fault.
Fig. 8 Mechanical properties of as-cast and as-homogenized alloys at 520 °C for 32 h
The homogenization causes the dissolution of (Mg,Zn)3RE phase and stacking fault into α-Mg matrix, and the emergence of the block-like 14H-LPSO phase. EDS results suggest that the 14H-LPSO phase mainly contains Mg, Gd, Y and Zn elements, but only small amount of Nd element exists. EGUSA and ABE [23] constructed ideal models of the 14H- and 18R-type LPSO phases, and all the models were composed of the common FCC stacking units with identical chemical order, whose characteristic features were well represented by L12-type ordered Zn6RE8 clusters successfully embedded in local FCC stacking layers. Therefore, it is inferred that the interaction between Zn and RE atoms is very important for the formation the LPSO structures. ZHANG et al [18] thought that the interaction between Zn and Gd or Zn and Y atoms was stronger than that of Zn and Nd atoms. Gd and Y had the same atomic radius (0.18 nm), Gd atom can be partially replaced by Y atom without generating lattice distortion during the ordering process, so, addition of Gd and Y can promote the formation of Zn6RE8 clusters. Nd atoms with larger atomic radius (0.185 nm), which are distributed randomly in Mg5Gd phase, cause the lattice distortion and restrain the formation of Zn6RE8 clusters which are the key factor for forming LPSO-structure phases. Therefore, only small amount of Nd element exists in 14H-LPSO phase.
Due to the solid solution strengthening and LPSO strengthening, the UTS and elongation increase significantly after homogenization. On the one hand, the diffusion of RE and Zn atoms into α-Mg matrix makes strong lattice distortion, and the dislocation movement can be effectively hindered by the lattice distortion. On the other hand, part of the RE and Zn atoms participate in the formation of 14H-LPSO phase. The LPSO phase can act as the second phase strengthening [24]. However, it is not clear that the YS is decreased after homogenization.
It is noted that enhancing the elongation is more significant than improving strength by LPSO phase, but the specific mechanism has not been correctly revealed. Due to hexagonal close-packed (HCP) structure of Mg alloys, dislocations mainly slip on the basal plane and it is difficult to cross-slip on the non-basal planes during plastic deformation. So, the phenomenon of dislocation pile-up easily emerges on the basal plane, which leads to stress concentration and reduces the elongation. For face-centered cubic (FCC) structure materials (such as Al and Cu alloys), both dislocation slip and cross-slip are easily operated during plastic deformation, dislocation pile-up is hard to form, and the stress concentration can be delayed. As mentioned above, the stacking sequence of 14H-LPSO phase can be regarded as a mixed stacking sequence composed of HCP and FCC structures. It is inferred that dislocations repeating “slip-cross slip” may become the main mechanism of improving ductility by LPSO phase. However, it needs to further be researched.
The phenomenon of over-burning appears after homogenization at 535 °C for 2 h. Referring to the Mg-Gd binary phase diagrams [7], the formation temperature of Mg3Gd is very high. So, it is impossible to over-burn during homogenization at 535 °C. While the addition of Zn element results in the (Mg, Zn)3RE phase that has lower melt temperature than Mg3Gd and 14H-LPSO phases. Figure 9 shows the DSC curve of the alloy after homogenization at 520 °C for 32 h. It is obvious that the first peak at 531.5 °C appears due to the dissolution of (Mg,Zn)3RE eutectic phase. According to microstructure observations and Fig. 9, it is inferred that the thermostability of 14H-LPSO phase is superior to that of the (Mg, Zn)3RE phase. Therefore, the burnt phase must be the (Mg, Zn)3RE eutectic phase.
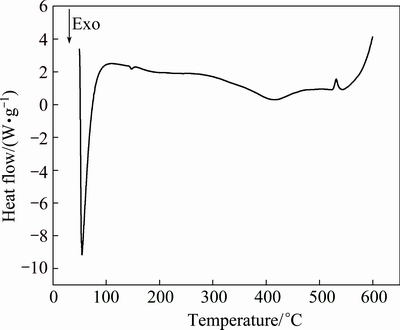
Fig. 9 DSC curve after homogenization at 520 °C for 32 h
5 Conclusions
1) The microstructure of as-cast alloy consists of α-Mg, (Mg, Zn)3RE phase and stacking fault. The microstructures are characterized by α-Mg matrix and 14H-type LPSO phase after homogenization at 520 °C for 32 h.
2) The tensile tests at RT reveal that the ultimate tensile strength (UTS), yield strength (YS) and elongation of the as-cast alloy are 187 MPa, 143 MPa and 3.1%, respectively, and the UTS, YS and elongation of the alloy after heat treatment are 229 MPa, 132 MPa and 7.2%, respectively.
3) The burnt phase is the (Mg, Zn)3RE eutectic phase after homogenization at 535 °C for 2 h.
References
[1] TANG Ping-ying, WU Meng-meng, TANG Bi-yu, WANG Ji-wei, PENG Li-ming, DING Wen-jiang. Microstructure of 18R-type long period ordered structure phase in Mg97Y2Zn1 alloy [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(4): 801-806.
[2] CAO Li-jie, WU Yu-juan, PENG Li-ming, WANG Qu-dong, DING Wen-jiang. Microstructure and tribological behavior of Mg-Gd-Zn-Zr alloy with LPSO structure [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(12): 3785-3791.
[3] YAN H, CHEN R S, HAN E H. Room-temperature ductility and anisotropy of two-rolled Mg-Zn-Gd alloys [J]. Materials Science and Engineering A, 2010, 527: 3317-3322.
[4] NAYYERI G, MAHMUDI R, SALEHI F. The microstructure, creep resistance, and high-temperature mechanical properties of Mg-5Sn alloy with Ca and Sb additions, and aging treatment [J]. Materials Science and Engineering A, 2010, 527: 5353-5359.
[5] NAYYERI G, MAHMUDI R. The microstructure and impression creep behavior of cast, Mg-5Sn-xCa alloys [J]. Materials Science and Engineering A, 2010, 527: 2087-2098.
[6] QU Zhi-kun, LIU Xu-he, WU Rui-zhi, ZHANG Mi-lin. The superplastic property of the as-extruded Mg-8Li alloy [J]. Materials Science and Engineering A, 2010, 527: 3284-3287.
[7] MASSALSKI T B. Binary alloy phase diagrams [M]. Ohio: American Society for Metals, 1986.
[8] PENG Qiu-ming, WANG Jian-li, WU Yao-ming, MENG Jian, WANG Li-min. The effect of La or Ce on ageing response and mechanical properties of cast Mg-Gd-Zr alloys [J]. Materials Characterization, 2008, 59(4): 435-439.
[9] XU Lu, LIU Chu-ming, WAN Ying-chun, WANG Xiao, XIAO Hong-chao. Effects of heat treatments on microstructures and mechanical properties of Mg-4Y-2.5Nd-0.7Zr alloy [J]. Materials Science and Engineering A, 2012, 558: 1-6.
[10] YIN Y D D, WANG Q D, GAO Y, CHEN C J, ZHENG J. Effects of heat treatments on microstructure and mechanical properties of Mg-11Y-5Gd-2Zn-0.5Zr (wt.%) alloy [J]. Journal of Alloys and Compounds, 2011, 509(5): 1696-1704.
[11] ZHANG Jin-shan, CHEN Chang-jiu, QUE Zhong-ping, CHENG Wei-li, XU Ji-dong, KANG Jing-jing. 18R and 14H long-period stacking ordered structures in the Mg93.96Zn2Y4Sr0.04 alloy and the modification effect of Sr on X-phase [J]. Materials Science and Engineering A, 2012, 552: 81-88.
[12] KAWAMURA Y, HAYASHI K, INOUE A, MASUMOTO T. Rapidly solidified powder metallurgy Mg97Zn1Y2 alloys with excellent tensile yield strength above 600 MPa [J]. Materials Transactions, 2001, 42: 1171-1174.
[13] ITOI T, SEIMIYA T, KAWWAMURA Y, HIROHASHI M. Long period stacking structures observed in Mg97Zn1Y2 alloy [J]. Scripta Materialia, 2004, 51(2): 107-111.
[14] YOSHIMOTO S, YAMASAKI M, KAWAMURA Y. Microstructure and mechanical properties of extruded Mg-Zn-Y alloys with 14H long period ordered structure [J]. Materials Transactions, 2006, 47(4): 959-965.
[15] ZHEN Rui, SUN Yang-shan, XUE Feng, SUN Jing-jing, BAI Jing. Effect of heat treatment on the microstructures and mechanical properties of the extruded Mg-11Gd-1Zn alloy [J]. Journal of Alloys and Compounds, 2013, 550: 273-278.
[16] YAMASAKI M, SASAKI M, NISHIJIMA M, HIRAGA K, KAWAMURA Y. Formation of 14H long period stacking ordered structure and profuse stacking faults in Mg-Zn-Gd alloys during isothermal aging at high temperature [J]. Acta Materialia, 2007, 55(20): 6798-6805.
[17] XU C, ZHENG M Y, WU K, WANG E D, FAN G H, XU S W, KANADO S, LIU X D, WANG G J, LV X Y. Effect of cooling rate on the microstructure evolution and mechanical properties of homogenized Mg-Gd-Y-Zn-Zr alloy [J]. Materials Science and Engineering A, 2013, 559: 364-370.
[18] ZHANG X, MENG L, FANG C. Effect of Nd on the microstructure and mechanical properties of Mg-8Gd-5Y-2Zn-0.5Zr alloy [J]. Materials Science and Engineering A, 2013, 586: 19-24.
[19] STANDARD B. Metallic materials-tensile testing―Part 1: Method of test at ambient temperature. GB/T228.1-2010 [S]. 2001: 35-36.
[20] LI Z C, ZHANG H, LIU L, YONG B X. Growth and morphology of β phase in an Mg-Y-Nd alloy [J]. Materials Letters, 2004, 58(24): 3021-3024.
[21] NIEJ F, MUDDLE B C. Characterization of strengthening precipitate phases in Mg-Y-Nd alloy [J]. Acta Materialia, 2000, 48(8): 1691-1703.
[22] SUZUKI M, KIMURA T, KOIKE J, MARUYAMA K. Effects of zinc on creep strength and deformation substructures in Mg-Y alloy [J]. Materials Science and Engineering A, 2004, 387: 706-709.
[23] EGUSA D, ABE E. The structure of long period stacking/order Mg-Zn-RE phases with extended non-stoichiometry ranges [J]. Acta Materialia, 2012, 60(1): 166-178.
[24] LENG Z, ZHANG J, ZHU T, WU R, ZHANG M, LIU S, SUN J, ZHANG L. Microstructure and mechanical properties of Mg-(6,9)RY-4Zn alloys by extrusion and aging [J]. Materials & Design, 2013, 52: 713-719.
Mg-7Gd-3Y-1Nd-1Zn-0.5Zr合金的显微组织演变及力学性能
李 蒙,张 奎,杜志伟,李兴刚,马鸣龙
北京有色金属研究总院,北京 100088
摘 要:利用XRD、OM、SEM、TEM测试技术和室温拉伸试验研究均匀化热处理对Mg-7Gd-3Y-1Nd-1Zn- 0.5Zr(质量分数,%)合金显微组织及力学性能的影响。结果发现,铸态组织主要由α-Mg、(Mg, Zn)3RE相和堆垛层错组成,热处理使(Mg, Zn)3RE部分回溶、晶界附近的堆垛层错消失,但沿着晶界产生了块状14H型长周期堆垛有序(LPSO)相。铸态合金的抗拉强度、屈服强度和伸长率分别为187 MPa、143 MPa和3.1%;而经均匀化热处理后合金的抗拉强度、屈服强度和伸长率分别为229 MPa、132 MPa和7.2%。
关键词:镁合金;长周期堆垛有序相;堆垛层错;显微组织演变;力学性能
(Edited by Wei-ping CHEN)
Foundation item: Project (51204020) supported by the National Natural Science Foundation of China; Projects (2013CB632202, 2013CB632205) supported by the National Basic Research Program of China; Project (2014-GX-106A) supported by the Qinghai Science and Technology Program of China
Corresponding author: Kui ZHANG; Tel: +86-10-82241168; E-mail: zhkui@grinm.com
DOI: 10.1016/S1003-6326(16)64230-9

