���±�ţ�1004-0609(2014)10-2490-07
NiTiNb��Ƭ���⺸�ӹ��ռ����ͷ����֯������
½ΡΡ1������1��л����1��������1����С��2
(1. �ϲ����մ�ѧ �������칤��ѧԺ���ϲ� 330063��
2. �Ϻ������豸�����ܳ����Ϻ� 200245)
ժ Ҫ������Nd:YAG������ʵ��200 ��m��Ni47Ti44Nb9��״����Ͻ�Ƭ�ĺ��ӣ����Լ���ղ����������������顣���ù�ѧ�����۲��ͷ������֯���þ��������Dz����˽�ͷǿ�ȣ����þ���Ӳ�ȼƲ����˽�ͷ����Ӳ�ȡ����������200 ��m��Ni47Ti44Nb9��״����Ͻ�Խӵ����ż���ղ�����ƽ������Ϊ16.8 W������Ϊ4.4 ms��Ƶ��Ϊ4.5 Hz����ʱ����ͷ�Ŀ���ǿ��Ϊ880 MPa���ﵽĸ��ǿ�ȵ�95%��ˮƽ��ʾ��ȵ�������״�����������˷ֲ�����������Ϊ��ϸ���ᾧ����Ӱ����Ϊ��״��֯���ݽ���Ϊ���ᾧ��NiTi-��Nbα��������������ֲ�����������ƽ��Ӳ�ȴ���ĸ�ĵ�ƽ��Ӳ�ȡ�
�ؼ��ʣ���״����Ͻ𣻼��⺸�ӣ��������飻����֯
��ͼ����ţ�TG456.7 �� �� ���ױ�־�룺A
Laser welding process of NiTiNb foil and microstructure and properties of welding joint
LU Wei-wei1, CHEN Yu-hua1, XIE Ji-lin1, WANG Shan-lin1, FENG Xiao-song2
(1. School of Aviation Manufacturing and Engineering, Nanchang Hangkong University, Nanchang 330063, China;
2. Shanghai Spaceflight Manufacture (Group) Co., Ltd., Shanghai 200245, China)
Abstract: The welding joint of Ni47Ti44Nb9 shape memory alloy with thickness of 200 ��m was achieved by Nd:YAG laser, and the laser process parameters were investigated by orthogonal experiment. The welding joint microstructure was observed by optical microscopy, the strength of extension of the joint was tested by precision stretcher, and the micro-hardness of the welding joint was tested with the precision hardmeter. The results shows that the best laser parameters of jointing Ni47Ti44Nb9 shape memory alloy with thickness of 200 ��m are that the average power is 16.8 W, the width of pulse is 4.5 ms and the frequency is 4.5Hz. At this time, the tensile strength is 880 MPa, reaching 95% strength of the base metal. The horizontal surfaces appear uniform scales striate. And there is a phenomenon of layering on the cross-section, the center of the welding joint is ultrafine axis crystal. The heat affected zone is the column structure. The longitudinal section is exchange distribution of equiaxed grains and pseudoeutectic of NiTi-��Nb. The average hardness of the welding joint is greater than that of the base metal.
Key words: shape memory alloy; laser welding; orthogonal experiment; microstructure
��״����Ͻ����ھ�����ͨ������û�еij����Ժ���״�������ܶ����ܹ�ע��NiTi����״����Ͻ���1963�귢�����������Ƕ�������˴������о��Ϳ��������ѹ㷺Ӧ���ں����ùܽ�ͷ�������������������˵��㲿����[1]��NiTiNb��״����Ͻ��е�NbԪ��������ת���ͺ�Χ����ص��㲿���ܹ��������½��д������Ϊ��������ע�Ľ���[2]��NiTi����Ĥ������Ѫ��֧��[3]�Ѿ�Ӧ�����ٴ���NbԪ�����õ���������Ժ���ʴ��ʹ������ҽѧ�����һ���Ŀ��ٷ�չ[4]��NiTi���Ͻ�����������������������;�㷺[5]��
��ұ��[6]�о�NiTiNb��벻��������ֽ�ͷΪ���Զ��ѡ�ZHAO��[7]�о�NiTi/NiTiNb�����ǥ��ǥ�������ֵ��㸴��ǥ���ļ���Ч���Ϻá���������[8]�о�NiTiNb�ľ����������Ժ����о����������ͷ��֯ϸС��ǿ�Ƚϸߡ�����[9]�о�200 ��m��321����ֲ�Ƭ�ļ��⺸�����Ժ��Ӳ������������Ż������ּ���ʡ�������Ƶ�ʶԽ�ͷ��ǿ��Ӱ��ϴ��Ŵ�����[10]�о��˲�ͬ������õ�NiTiNb�Ͻ𣬷���(Ti,Nb)2Ni��ƫ��̬�ֲ���������C��O���������Ӷ����ӣ�(Ti,Nb)2Ni����������̬���ֲ��ԺϽ������Ӱ��ܴ�WANG��[11]���ÿ�ȴ��ķ����Ʊ���400 nm~1.5 ��m�ij�����������Ϊ�����еĺ�ɫ������C��O �������Ti2Ni�ࡣ���ǵڶ����ڼ��⺸�Ӻ�ı仯�в���ȷ��GONG��[12]�о���200 ��m���NiTi�Ͻ⺸�����ֽ�ͷǿ���ܵ�����ĸ�ĵ�97%����������ΪϸС�ĵ��ᾧ�������ԵΪ��״����֯��FALVO��[13]����NiTi�Ͻ⺸�ӽ�ͷӦ��С��5%ʱ�����ӽ�ͷ��Ӧ��ظ�Ӱ���ǿ��Ժ��Եġ����Ǽ��⺸����ȴ�ٶȽϴϴ����ȴ�ٶȶԼ���Ͻ������кܴ�Ӱ��[14]��Ҧΰ��[15]�о����ѺϽ�ļ��⺸�����ֽ�ͷΪ������״����������֯����ͷ������Ӳ�Ⱦ�����ĸ�ġ����������õ��º��ӽ�ͷ�IJ������Ͼ���������ڶ����Ӱ�캸�ӽ�ͷ����ѧ���ܺ���״��������[16]��
벻�����ǥ�������������ϴ��ʺϲ�Ƭ���ӡ����躸�Թ����Ľ�ͷ�ͽṹ��ʽ���ϸ�Ҫ��ͬ�����ʺ�200 ��m��Ƭ�ĺ��ӡ���״����Ͻ��ͷҪ����нϺõ���״�������ܣ���Ҫ����ʵľ�����С�ͽ�С����Ӱ�����������⺸�����ܶȸߡ���Ӱ����С���Ǻ��ӱ�Ƭ״����Ͻ�����ĺ��ӷ���������NiTiNb���ֲ��ϵļ��⺸���о������٣��ر���NbԪ���ں����еķֲ�����Խ�ͷ���ܵ�Ӱ���в���ȷ����ˣ��������߲�������ʵ��ķ����о����⺸�ӹ��ղ�������������ͷ������֯����ѧ���ܡ�
1 ʵ��
1.1 ʵ������
���������ѡ��300 ��m������̬δȥ������Ĥ��Ni47Ti44Nb9(Ħ��������%)��Ƭ���������и�ӹ���20 mm��25 mm�ĺ����������ٰ���JB/T 7901��1999����������ʵ���Ҿ��ȸ�ʴȫ�����鷽������Ҫ����V(HF):V(HNO3):V(H2O)=1:3:5�Ļ����Һ�н��ݣ�ȡ�����ñ�ͪ��ϴ�����ɣ���ȿ�����(0.2��0.01) mm�����⺸���豸��Sisma��˾������SL80��Nd:YAG���⺸��ϵͳ�����Ⲩ��1.06 ��m������80 W������ר�ù�װ����װ�У����ò�����������������������ӡ�����������Ϊ8 L/min����ͷ��ʽΪI�ζԽӣ����촹ֱ��������ά����ǰ���������˶��벢����С��������㺸��λ��
���������ASTM 2516-07��ʹ��INSTRON5540�͵��Ӿ�������ʵ��������������飬��������ʱ����Ϊ10 �档ÿ�����Ӳ����ӹ�3������������ȡ����ƽ��ֵ��ʹ��401MVD������Ӳ�ȼƲ������ӽ�ͷ����Ӳ�ȱ仯����������Ϊ50 ��m�������غ�ԼΪ2 N������ʱ��Ϊ10 s��ʹ��MR5000���������۲������֯��ʹ��Quanta 2000�ͻ���ɨ�����������������֯�۲죬���ε���ͼ��ֱ���Ϊ 3.0 nm��
1.2 ����ʵ�����
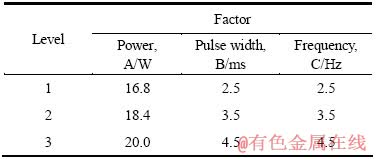
����Ԥʵ��Ľ����ѡȡƽ�����ʡ�������Ƶ��3�����أ�ÿ�����ظ�ȡ��ˮƽ��ѡ��L9(34)������ʵ���������ʵ����Ʒ������1���С�������ֱ��ѡȡd 200 ��m�������ٶ�Ϊ0.3 m/min��
��1 ��������������ˮƽ
Table 1 Factor and level of orthogonal experiment
2 ��������
2.1 ����ʵ����
��2 ��������������
Table 2 Result analysis of orthogonal experiment
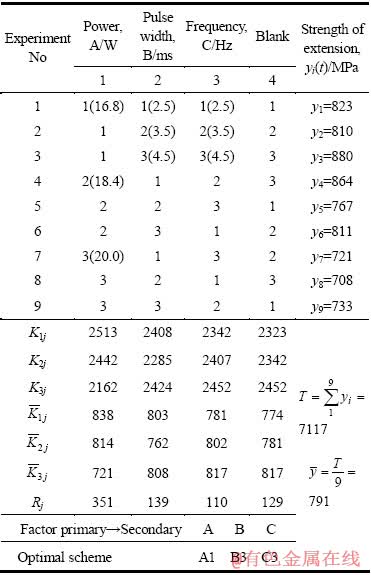
�������Ż����(��2)���Կ�������߿���ǿ��Ϊ880 MPa����Ϳ���ǿ��Ϊ708 MPa���հ���Ϊ����У�����еļ���С�ڹ��ʺ������ļ��˵��ʵ�������Խ��ܡ�����K1A��K2A��K3A��K3B��K1B��K2B��K3C��K2C��K1C, �������Ź��ղ���ΪA1B3C3����ƽ������Ϊ16.8 W������Ϊ4.5 ms��Ƶ��Ϊ4.5 Hz���Ӽ���R1��R2��R3���Կ���,������Ӱ�쿹��ǿ�ȵ�����Ҫ���أ�������������ٴ���Ƶ�ʡ�ͨ�����Ź���ƽ��������A1��ЧӦΪ47(838-791)��B3��ЧӦΪ17(808-791)��C3��ЧӦΪ26(817-791)����o=791+47+17+ 26=881�������ŷ����Ŀ���ǿ���൱�������һ�Ƕ�˵����ѡ���������Ų������� ��
�� ��
�� �ı仯��������������ԽС��ǿ��Խ�ߣ���ˣ���ȷ�����Ļ����Ͻ�һ����С���ʿ��ܵõ����ߵ�ǿ�ȡ�Ƶ������ָ���ƽ��ֵ���Ź��ʵ����Ӷ����ӣ�˵����ȷ�����Ļ����Ͻ�һ�����Ƶ��Ҳ�������ǿ�ȣ���ͺ��ӻ��������������С��������Լ�С��ͷ����֯����Ӱ��������ʱ�䣬��С��Ӱ�������Ⱥͱ��Σ���ֹ�������ִֻ�����������ȣ��Ӷ���һ���̶�����߽�ͷ��ǿ�ȡ�����Ƶ�ʿ��������۳صĽ�������С���ƫ����ʹ�۳ػ�ѧ�ɷָ��Ӿ��ȣ����������ƽ���⻬����Ҳ��������߽�ͷǿ�ȡ�
�ı仯��������������ԽС��ǿ��Խ�ߣ���ˣ���ȷ�����Ļ����Ͻ�һ����С���ʿ��ܵõ����ߵ�ǿ�ȡ�Ƶ������ָ���ƽ��ֵ���Ź��ʵ����Ӷ����ӣ�˵����ȷ�����Ļ����Ͻ�һ�����Ƶ��Ҳ�������ǿ�ȣ���ͺ��ӻ��������������С��������Լ�С��ͷ����֯����Ӱ��������ʱ�䣬��С��Ӱ�������Ⱥͱ��Σ���ֹ�������ִֻ�����������ȣ��Ӷ���һ���̶�����߽�ͷ��ǿ�ȡ�����Ƶ�ʿ��������۳صĽ�������С���ƫ����ʹ�۳ػ�ѧ�ɷָ��Ӿ��ȣ����������ƽ���⻬����Ҳ��������߽�ͷǿ�ȡ�
2.2 ���ӽ�ͷ����֯����
���ӽ�ͷˮƽ�����֯��ò��ͼ1��ʾ����ͼ1(a)�п��Կ����������խ���ȣ���������״�������Ƶķ��߷�������������һ�¡���һ������ΪԲ���Σ��м������խ��Բ�����������뺸�ӷ����෴����ͷ���������ơ����ס�ҧ�ߵ����ۿɼ�ȱ�ݡ���ͷ������Ӱ��������������ĸ��3���֡�������Ӱ������ͼ1(b)��(d)��ʾ����Ӱ�����ľ����Ⱥ������ľ����ִ���ȻΪϸС��������Ӱ�����ڿ��Է���δ�ۻ���(Ti,Nb)2Ni�ࡣ(Ti,Nb)2Ni��Ӳ���࣬�������λ��������Ӧ�����У��Ժ���ǿ���в���Ӱ�졣��������ò��ͼ1(c)Ϊ��ʾ�������ߴ�ϸС��������òΪ���ᾧ��ĸ������Ӱ�������ڴ�Ӳ��(Ti,Nb)2Ni������������ĸ�ĵ�֯����֯�ڼ�������������ʧ��NbԪ�ص��۵��Ni��Ti���۵�Ҫ�ߺܶ࣬����ʱ��Ϊ�����κ˺��ġ�������ȴ�ٶȺܿ죬���γɵľ���������������γ���ϸС�ĵ��ᾧ��
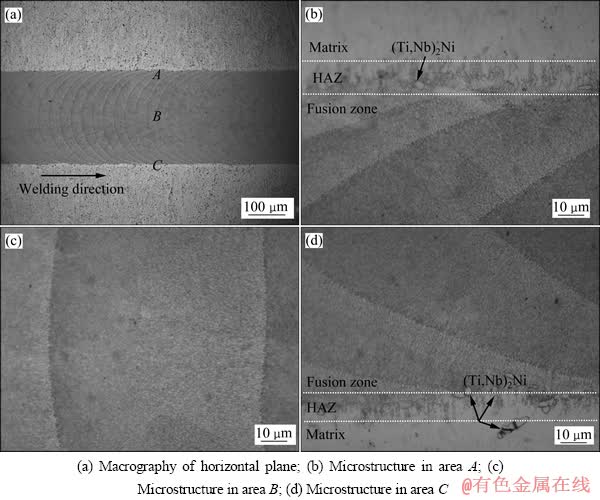
ͼ1 ���ӽ�ͷˮƽ����ò
Fig. 1 Horizontal plane morphologies of welded joint
���ӽ�ͷ�������ò��ͼ2��ʾ����ͼ2(a)���Կ�������ͷ���Է�Ϊĸ�ġ���Ӱ�����ͺ���������������֯�����˷ֲ����ʡ��ջ�����ò���ֲ�ṹ�ں����ϲ����²��ĹսǴ���һ����խ�Ĺ��̡��ֲ�ṹ�ij��ֿ����뼤���������ú��۳صIJ����йء���Ӱ�����ϲ����²�խ��˵���ϲ�����ɢʧ����²�����ɢʧ���������ڱ��о������õļ��������ʽ�С������������ɽ�������������ɣ����ɵ��ӵĹ��ܻ�������ʹ��������ѩ��ʽ���룬�����ĵ������������ں����������ڲ���һ���棬����������ѧ����������ײ��ĵ������������ٶȽ��������µײ�����ɢʧ��������һ���棬���ۺ��ߵ���ò���Կ������ϲ����ۺ������죬�²����ۺ��߱��죬�ײ���Ӱ����ͨ���ȴ������۵��������ڶ�����ʹ�ײ���Ӱ����������һ���ϸߵķ�ֵ�¶ȣ��γ��˽Ͽ�����Ӱ������ͼ2(b)��ʾΪ������ĸ�ĵ���ò����ͼ2(b)���Կ������Ե���ά״֯������ɢ�ֲ��ĵڶ��������ĸ����NiTi�����NiTi-��Nbα������֯��ɣ�����NiTi�����й�����������NbԪ�أ���ɢ�ֲ��Ŀ���Ϊ(Ti,Nb)2Ni����(Ti,Nb)2NiΪһ��Ӳ�࣬����ʱ�ɴ��״���ѳ�С������ɢ�ֲ��ڻ����У���ĸ�ĵ�������һ����Ӱ�졣�������Ĵ�����֯��ͼ2(c)��ʾ���������IJ�λΪϸС���ᾧ��������С��������ϸС�ĵ��ᾧ������߽�ͷ��ǿ�Ⱥ����ԡ���ͼ2(c)�п��Կ������ֲ�ṹ�Ď�״����Ϊ���Ӿ�����������֦״��֯����״������֯��Ϊ�ִ�����ǰһ��������ȴ���������֯Ϊ�����κˣ������弤���������³���������˴�״��֯�����ִִ�ľ����ή�ͺ��ӽ�ͷ��ǿ�ȡ���ͼ2(d)��(e)���Կ�����ĸ���ۻ�֮����Ӱ������Ȼ����(Ti,Nb)2Ni�����������ۺ������ڣ�����̬��֯��ȫ��ʧ��������Ӱ�����Ϳ�����Ӱ�����IJ�λΪ��֦����֦���ij��������������һ�¡�
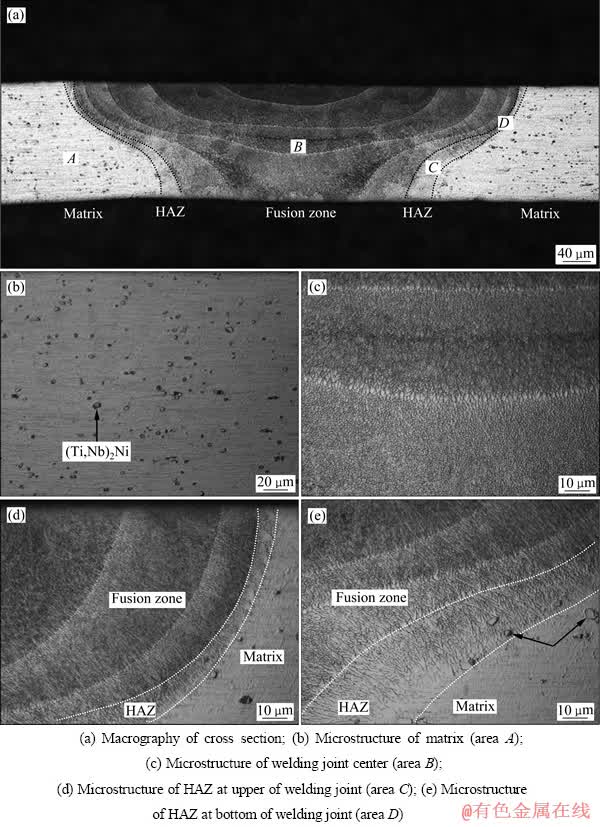
ͼ2 ���ӽ�ͷ�������ò
Fig. 2 Cross section morphologies of welded joint
�����ݽ������ò��ͼ3��ʾ����ͼ3���Կ�����������һ����ɫ��dzɫ��������ɡ���ɫ����һ���Ļ��������ƶ�������������ۻ�������Һ�����������������������ͱ��������Ĺ�ͬ�����´���һ����̬ƽ���״̬�������Ź���̨���ƶ���������Һ�����������γ�һ�������Σ��ܹ���ֹ��������մ��Ͱ��ݡ�������ɫ��֮���γ���һ���ϴ���С��ϸ��������ͼ3����ɫ������зŴ���ͼ3(b)��ʾ��ϸ�������ھ�����ɢ�����˵ڶ��ࡣ������������γ������ڼ�������������γɵġ���ͼ3(b)�еĺ�ɫ����B���������������ָ�����ijɷ�ΪTi 46.24%��Ni 46.45%��Nb 7.31%(Ħ������)�����NiTiNb����Ԫ��ͼ��֪����ɫ������ΪNiTi-��Nbα���������
2.3 ���ӽ�ͷ��ѧ���ܷ���
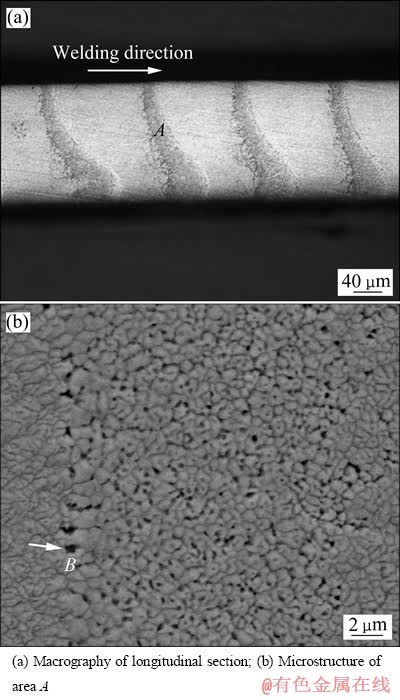
ͼ3 ������ݽ�����ò
Fig. 3 Longitudinal section morphologies of welded joint
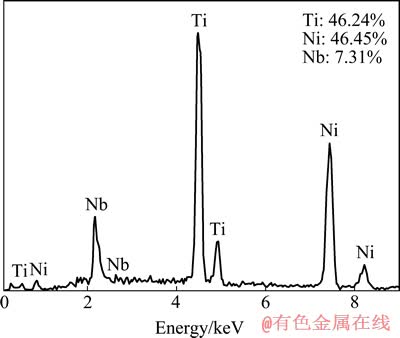
ͼ4 NiTi-��Nbα����(B��)����
Fig. 4 EDS of NiTi-��Nb pseudoeutectic (area B) shown in Fig. 3(b)
ĸ�ĺͺ��ӽ�ͷ��Ӧ��-Ӧ��������ͼ5��ʾ��ĸ�ĵĿ���ǿ��Ϊ923 MPa�����ӽ�ͷ�Ŀ���ǿ��Ϊ880 MPa�����ӽ�ͷ�Ŀ���ǿ�ȴﵽĸ�ĵ�95%��ĸ�ĺͺ��ӽ�ͷ���ߵ��Խεĵ���ģ���൱��˵�����ӽ�ͷ�Լ���Ͻ�ĵ���Ӱ�첻��ĸ�ĺͺ��ӽ�ͷ��û�г�������ƽ̨����û�г���Ӧ���շ������壬������Ϊĸ�ĺͺ��춼û��ͨ���ȴ��������״���书�ܡ�ĸ�ĵ�ƽ��Ӳ��Ϊ307HV�������ƽ��Ӳ��Ϊ374HV���ɼ������ƽ��Ӳ�ȸ���ĸ�ĵ�ƽ��Ӳ�ȡ�
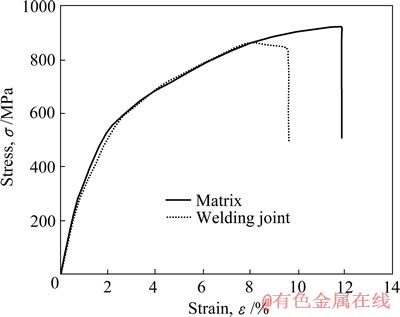
ͼ5 ����ͺ��ӽ�ͷӦ��-Ӧ������
Fig. 5 Stress-strain curves of matrix and welding joint
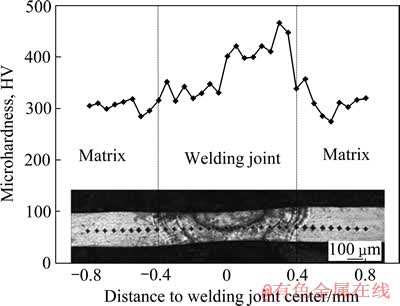
ͼ6 ���ӽ�ͷ��Ӳ��
Fig. 6 Microhardness of welding joint
���ں��쾧��ϸС������Hall-Petchԭ���������Ӳ�ȸ���ĸ�ĵġ�Ӳ�ȵIJ����������ɾֲ������Ȳ�һ�¡��ɷֵIJ������Ժ͵ڶ��������µġ�
3 ����
1) 200 ��m��Ni47Ti44Nb9��״����Ͻ�ԽӺ�ʱ�����ż���ղ�����ƽ������Ϊ16.8 W������Ϊ4.4 ms��Ƶ��Ϊ4.5 Hz����ʱ��ͷ�Ŀ���ǿ��Ϊ880 MPa���ﵽĸ��ǿ�ȵ�95%��
2) ˮƽ��ʾ��ȵ�������״�����������˷ֲ�����������Ϊ��ϸ���ᾧ����Ӱ����Ϊ��״��֯��NbԪ����ĸ���еĴ�״�����״�ֲ��ں��쾧�硣�ݽ���Ϊ���ᾧNiTi-��Nbα��������������ֲ���
3) ĸ�ĺͺ����ߵ��Խε���ģ����ͬ��δ����Ӧ���շ������嵼�µ�����ƽ̨����������ƽ��Ӳ�ȸ���ĸ�ĵġ�
REFERENCES
[1] OTSUKA K, WAYMAN C M. Shape memory materials[M]. Cambridge: Cambridge University Press, 1999: 76.
[2] HE X M, RONG L J, YAN D S, LI Y Y. TiNiNb wide hysteresis shape memory alloy with low niobium content[J]. Materials Science and Engineering A, 2004, 371(1): 193-197.
[3] SUGAWARA T, HIROTA K, WATANABE M, TAKASHI M, EIJI M, SATOSHI T, TAKAYUKI S. Shape memory thin film actuator for holding a fine blood vessel[J]. Sensors and Actuators A: Physical, 2006, 130: 461-467.
[4] BANSIDDHI A, DUNAND D C. Shape-Memory NiTi-Nb foams[J]. Journal of Materials Research, 2009, 24(6): 2107-2117.
[5] PEQUEGNAT A, DALY M, WANG J, ZHOU Y, KHAN M I. Dynamic actuation of a novel laser-processed NiTi linear actuator[J]. Smart Materials and Structures, 2012, 21(9): 094004.
[6] �� ұ, ������, �� ΰ, ������. Ni47Ti44Nb9 �Ͻ�˿벻�����ͷ������֯����ѧ��Ϊ[J]. ���Ͽ�ѧ�빤��, 2005, 13(3): 312-315.
WU Ye, MENG Xiang-long, CAI Wei, ZHAO Lian-cheng. Microstructure and mechanical behaviors of TiNiNb wide hysteresis shape memory alloy wire argon arc welding joint[J]. Materials Science and Technology, 2005, 13(3): 312-315.
[7] ZHAO X K, LAN L, SUN H B, HUANG J H, ZHANG H. Preparation of NiTi/NiTiNb laminated alloys by vacuum brazing[J]. Advanced Materials Research, 2010, 97: 1653-1656.
[8] ������, ���仪, �� ��, �� ��. TiNiNb ��״����Ͻ�˿�����������Ժ����շ���[J]. ���Ͽ�ѧ�빤��, 1999, 7(3): 76-79.
HAN Li-jun, ZHAO Xi-hua, ZHAO Lei, ZHANG Fu. Analysis of welding parameters of precise pulse resistance butt welding on TiNiNb shape memory alloys[J]. Materials Science and Technology, 1999, 7(3): 76-79.
[9] ����, ������, ������, �� ��. ���������Ƭ�����⺸�ӹ����о�[J]. ���Ϲ���, 2008(11): 28-31.
CHEN Yu-hua, KE Li-ming, XU Shi-long, XING Li. Study on the micro laser welding parameter of ultrathin stainless steel sheet[J]. Journal of Materials Engineering, 2008(11): 28-31.
[10] �Ŵ���, �� ΰ, ����ǰ, ������. Ni-Ti-Nb ���ͺ����Ͻ������֯����ѧ����[J]. �й���ɫ����ѧ��, 1994, 4(3): 82-85.
ZHANG Chun-sheng, CAI Wei, WANG Yong-qian, ZHAO Lian-cheng. Microstructure and mechanics properties of wide hysteresis shape memory alloy[J]. The Chinese Journal of Nonferrous Metals, 1994, 4(3): 82-85.
[11] WANG E M, YANG G L, ZHAO W B. Microstructure and evolution of fine grained NiTiNb alloys[J]. Materials Review, 2009, 23(11S): 524-526.
[12] GONG W H, CHEN Y H, KE L M. Microstructure and properties of laser micro welded joint of TiNi shape memory alloy[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(9): 2044-2048.
[13] FALVO A, FURGIUELE F M, MALETTA C. Laser welding of a NiTi alloy: Mechanical and shape memory behaviour[J]. Materials Science and Engineering A, 2005, 412(1): 235-240.
[14] ZHANG Y, JIANG S, ZHAO Y, TANG M. Influence of cooling rate on phase transformation and microstructure of Ti-50.9% Ni shape memory alloy[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(11): 2685-2690.
[15] Ҧ ΰ, ��ˮ��, �� ��. �ѺϽ⺸�ӽ�ͷ����֯����ѧ����[J]. ����ѧ��, 2006, 27(2): 69-72.
YAO Wei, GONG Shui-li, CHEN Li. Microstructure and mechanical properties of laser welded joint of titanium alloy[J]. Transactions of the China Welding Institution, 2006, 27(2): 69-72.
[16] JIANG Shu-yong, ZHAO Ya-nan, ZHANG Yan-qiu, HU Li, LIANG Yu-long. Effect of solution treatment and aging on microstructural evolution and mechanical behavior of NiTi shape memory alloy[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(12): 3658-3667.
(�༭ ����)
������Ŀ���Ϻ�����Ƽ����»���������Ŀ(SAST201209)������ʡ�Ƽ��ƻ���Ŀ(20133BBE50021)
�ո����ڣ�2014-03-28�������ڣ�2014-06-13
ͨ�����ߣ��������ڣ���ʿ���绰��0791-83863023��E-mail: ch.yu.hu@163.com

