DOI��10.19476/j.ysxb.1004.0609.2018.11.14
���͵�ͨ������ת�����ͼ�ѹ����ģ����ʵ����֤
����Ϫ1���� ��2, 3������1���ƴ���1���� ��1
(1. ���ݹ���ѧԺ ���繤��ѧԺ������ 221018��
2. �й���ҵ��ѧ ���繤��ѧԺ������ 221116��
3. �߶˹��̻�е������������ص�ʵ���ң����� 221004)
ժ Ҫ���������η������͡����ͼ�ѹ���������봫ͳECAP���������һ�����͵�ͨ������ת�����ͼ�ѹ(ECAEE-SC)���ա���������Ԫģ���ʵ����֤�ķ����о�ECAEE-SC�����й�ҵ���������Ա�����Ϊ�����������ECAEE-SC���վ��и��Ͼ������Ա��ε�Ч��������ת�Ǻ�����ͨ��Ϊ������Ҫ��������ѹ�����в��ϴ��������ѹӦ��״̬�����ϵ�����ECAEE-SC�����ۻ���ЧӦ����ԼΪ3.5��������ξ��������ã���ѹЧ�ʴ����ߡ���ѹʵ��������Ԫģ������һ�£������������������Һ�������ƣ�������Ӳ��ƽ��ֵ�ӳ�ʼ36.6 HV������70.2 HV����ѧ���ܵõ��������ơ�
�ؼ��ʣ����η�������ͨ������ת�����ͼ�ѹ�����Ͼ������Ա��Σ�������Ϊ����Ӳ��
���±�ţ�1004-0609(2018)-11-2281-07���� ��ͼ����ţ�TG376���� ���ױ�־�룺A
ϸ����������߲����ۺ����ܵ�һ����Ч�ֶΡ��������������Ա��η�[1-2](Severe plastic deformation��SPD)�������ǿ�ҵľ���ϸ�������ͶԽ����ṹ����ǿ�ͻ��ľ�������ã��ܵ������ǵĹ㷺��ע�������о������У��Ⱦ��Ǽ�ѹ[3-6](Equal channel angular pressing��ECAP)������Ϊ�ǵ����Ʊ���ϸ������(Ultrafine-grained materials��UFG)��ߴ�����������ǰ;����Ҫ����֮һ�������豸���ռ��������÷�Χ����ŵ㣬��ҵӦ��ǰ��ʮ�ֹ�����Ȼ��������ECAP������չ������������о��IJ������룬��ͳECAP�������ֳ���һЩ��������[7-9]���絥�����ۻ�Ӧ����С�����ϱ��β����ȡ�ģ��ʹ���������ߡ���ѹ����Ч�ʵ͡��ɼӹ�������Ч�ߴ����ȣ�����ʵ�ִ��ģ��ҵӦ�á�
Ϊ�˷�����ECAP����ȱ�����߿���UFG���ϵ��Ʊ�Ч�ʺ��ۺ����ܣ��������������о�ѧ����̿�����Ƴ��˶��ֲ�ͬ������ʽ�ĸ���SPD��������˫��˫ͨ����ͨ����ѹ[10](Dual-directional extrusion��DDE)������ͨ��ת�Ǽ�ѹ[11](Unequal channel angular pressing��UCAP)����Բ����������ͨ����ѹ[12](Elliptical cross-section spiral equal-channel extrusion��ECSEE)���Ⱦ��Ǽ�Ť[13-14](Equal channel angular pressing and torsion��ECAPT)����ͨ���Ⱦ��Ǽ�ѹ[15](Incremental equal channel angular pressing��I-ECAP)����ͨ��ת�Ǽ�ѹ[16](Half channel angular extrusion��HCAE)�ȡ�������������ECAP�������Լ��к͵Ƚ����ظ����ε��ص㣬�������η������͡����ͼ�ѹ���ĸ������봫ͳECAP�����������һ���Ʊ�����UFG���ϵ�������SPD���ա���ͨ������ת�����ͼ�ѹ(Equal channel angular expansion extrusion with spherical cavity��ECAEE-SC)����������Ԫģ���о���ECAEE-SC���ι����й�ҵ���������Ա�����Ϊ�������˼�ѹ�غɡ���ЧӦ�䡢ƽ��Ӧ���ȳ����ķֲ�������仯���ɣ������������ECAEE-SC����ʵ����֤�����ڳ�ַ����������DZ����Ϊ������SPD�����Ŀ�����Ӧ���ṩ����ָ����
1 ECAEE-SC����ԭ��
ECAEE-SC����ԭ����ͼ1��ʾ��������˵���ù��նԴ�ͳECAPģ�߽ṹ�����˸Ľ���ͨ������ǻ�ڲ�����һ������ת�Ǻ�һ��ˮƽ����ͨ������Ч������ͨ���ײ��������ϵ������ԣ������������ڲ��ľ�ˮѹ������������ϵ����α��ε��ۻ�Ӧ����������ʵ�֡�һ�μ�ѹ�����ֹ��գ��������Ρ��ĸ��ϱ���Ч����
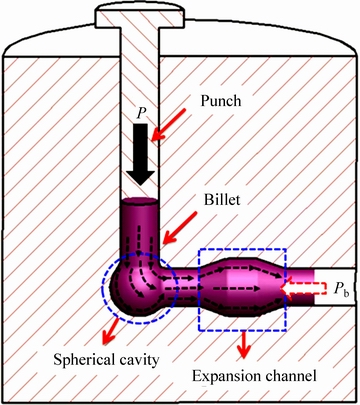
ͼ1 ECAEE-SC����ԭ��ʾ��ͼ
Fig. 1 Schematic illustration of ECAEE-SC process
�״�ECAEE-SC��ѹʱ��Ϊ��֤���ι����е�һ�������ܹ���ȫ��������ͨ��������ģ�߳���ͨ��������һƥ���ͷ���ڳ�ͷ��ѹ��P�������£����ϴ���ֱͨ�����룬���ξ���ģ������ת�Ǻ�����ͨ�����������С����͡���ѹ�ȶ��ֲ�ͬ��ʽ�ı��Σ����մ�ˮƽͨ��������������ѹǰ���������״�ͳߴ粢�������κα仯������һ�����������ȫ�����Σ�ͷ�����������ˮƽͨ����ͷ����ȥ������ʱ��������ģ���ڵ����϶Ժ�����ѹ����һ���������˷���ѹPb���á���ѹ������˷������У��ڲ��Ͽɼӹ�����������ǰ���£����ϱ���ԡ��϶��ϡ����������Ϸ�ʽʵ��ECAEE-SC������ظ����Ρ�
2 ECAEE-SC��������Ԫģ��
2.1 ����Ԫģ�͵Ľ���
������ҵ����Ԫ��������DEFORM-3D������ECAEE-SC���ι��̽�������Ԫģ�⡣��������Ϊ�������壬���Գ�ͷ�Ͱ�ģ�ı��Σ��������趨Ϊ���塣��ѹ����ѡ�ó����Դ��Ĺ�ҵ����(Al 1100)����ʼ���ϳߴ�Ϊd15 mm��110 mm����ѹ��ģͨ�������������1���С�
��1 ECAEE-SC��ģͨ�����β���
Table 1 Geometrical parameters of ECAEE-SC bottom die
���������嵥Ԫ�Ա������Ͻ�����ɢ����ʼ����Ԫ��Ϊ40000��ģ������У������Զ��Ծ������Ա��κ����������������Ӧ�ػ��֡�������ģ��ĽӴ�ѡ�ó�����ģ��[17]��Ħ��������Ϊ0.12����ͷ��ѹ�ٶ�Ϊ1 mm/s��
2.2 ���ι��̷���
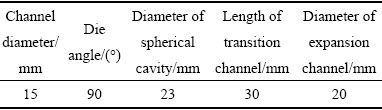
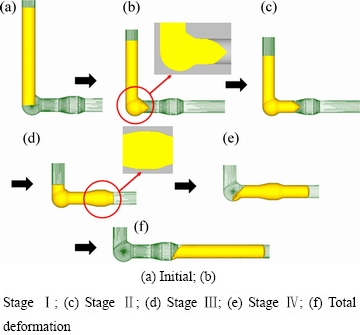
ͼ2��3��ʾ�ֱ�Ϊ���ϵ�����ECAEE-SC��ѹ���ι��̼���ѹ�غ�-�г����ߡ�������ͼ���Է��֣�ECAEE-SC���������ϵı�����Ҫ����������ת�Ǻ�����ͨ����������ѹ�غɳ�������-�ȶ�-������-�½��ı仯���ơ��������ϵı����������غɵı仯���ƣ��ɽ�ECAEE-SC���ι��̴��·�Ϊ4���Σ���
1) ����ת�dz�����γ��ڣ��ڼ�ѹ����ģ����ǻԼ���Ĺ�ͬ�����£����Ͽ�ʼ����������ֱ��Σ�ͷ��������������ת�ǣ����ȷ������Ա��Ρ��������ο�ǻ��ֱ�����ڼ�ѹͨ���ߴ磬��������ת������ͬʱ�������С����͡���ѹ�ȶ�����ʽ�ĸ��ϱ��Σ����������ۻ�Ӧ����������ӣ���ѹ�غɳ����������ơ����⣬����ģ����Ǵ���״Բ����ƽ�����ɣ���������������С����ʹ���ϵײ���������ͨ����������Ч�����˵ײ�������������[18]����ˣ����ϱ��������ҳ�������������ת�Ǵ���϶��δ���ִ�ͳECAP������Ǵ������ڵı��Ρ�������(��ͼ2(b))��
2) ���ɱ��ν��������ͷ������������ת�ǣ����Ƚ���ˮƽ����ͨ���������Ȳ����У���ѹ�غ��������ȶ�����ʱͷ��������ͨ�����±ڼ䷢�����룬�γ����ĶԳƵ������нǣ�����ͷ�����֡����ЧӦ��(��ͼ2(c))��
3) ���ϱ��νý�һ��������ͷ��������ǰ�ƶ������������ͼ�ѹͨ������һ��������β����ʼ���벢��������ת�ǣ�������������Ҫ��������ͬʱ���Σ�ʵ���ˡ�һ�μ�ѹ�����ֱ��Ρ��ĸ���Ч�������Ա��θ��Ӿ��ң���ѹ�غɼ����������ﵽ��ֵ��ԼΪ94.5 kN����ʱ���������ϵı��δ���һ����յ�ģǻ�ڣ�����ͨ�������������������ķ���ѹ��Ч�����˲����ڲ��ľ�ˮѹ����ʹ��������ģ��ͨ���ڱڷ������ܽӴ�(��ͼ2(d)��ʾ)��ͷ��������εõ���һ���̶ȵĸ��ƣ���ѹЧ�����á�
4) �������ν�����������ͷ�����ȫ�����α���������ͨ������ѹ���̽ӽ�β����������ѹֱ����ͷ�ײ���ˮƽͨ������ƽ��Ϊֹ��������ڶ������ϣ�ͨ�����϶��ϡ��ķ�ʽʹ����β���뿪����ת�ǣ�����ˮƽ����ͨ����������ͨ���ڷ������Σ����ս���һ��������ȫ����(��ͼ2(e))��
ͼ2 ECAEE-SC��ѹ���ι���
Fig. 2 Sequences of typical ECAEE-SC process
ͼ3 ������ECAEE-SC��ѹ�غ�-�г�����
Fig. 3 Load-displacement curve of ECAEE-SC process in a single pass
2.3 ��ЧӦ�����
ͼ4��ʾΪ1����ECAEE-SC���κ����������ݽ����ϵĵ�ЧӦ��ֲ���ͼ��

ͼ4 ECAEE-SC���κ����������ݽ����ЧӦ��ֲ���ͼ
Fig. 4 Counter plot of effective strain on central longitudinal plane after ECAEE-SC process
��ͼ4���Կ�������ѹ����������ξ����ԽϺã��ڲ�����һ���ϴ�����Ծ��ȵı���������ЧӦ��ֵ����3.46~3.65֮�䡣�ɴ˿ɼ���ECAEE-SC����Ӧ���ۻ�Ч��ʮ�����ԡ�����ͷ������������ת�Ǽ������ý�С���Ҽ����������һ���̶ȵļ�ˣ���ЧӦ��ֵ�ϵ͡�������β�������������һ������ֱ�ӽӴ����Ӵ���λ���ڽϴ�Ħ�������ҵļ�ѹ����ʹ����������������ػ��䣬��ˣ�ģ������ʾ�ô���ЧӦ��ֵ���
Ϊ��һ�������о���ҵ����������ECAEE-SC�����б�����Ϊ��ijһ����ʱ�������ϲ�ͬ��λ�غ�������ѡȡ5�����ٵ�(��ͼ5(a))�����Ƴ����ڵ�ĵ�ЧӦ��仯����(��ͼ5(b))������ͼ5��֪��ECAEE-SC���վ������õĸ��ϱ���Ч�������ż�ѹ���̵ļ������������ξ�������ת�ǡ�ˮƽ����ͨ��������ͨ����ͬʱ��������Ҫ�������ڷ������ϱ��Σ����մ�ˮƽ����ͨ���������������ڲ��ۻ���ЧӦ�䲻�����۲�ͼ5(b)�����Է��֣�1����ECAEE-SC���κ������ڲ��������Ե�ĵ�ЧӦ���ֵ����С��������ξ�����Խ��Խ�á�
ͼ6��ʾΪ1���α��ν��������������ݽ����ظ߶ȷ���ĵ�ЧӦ��ֲ���������Է��֣����Ͼ�ECAEE-SC���κ�����ģ�ڵ����±����⣬�����ЧӦ��ֵ�仯ƽ�ȣ���ЧӦ��仯�ݶȽ�С��ƽ����ЧӦ�����ߴ�3.5���ң�ԼΪ��ͳ1����ECAP�����ۻ�Ӧ������3��[19]�������ֻ��1����ECAEE-SC���Σ����ϼ��ɻ�ýϺõ�Ӧ���ۻ�Ч������ѵľ��ȱ���״̬����ѹЧ�ʵõ������ߡ�
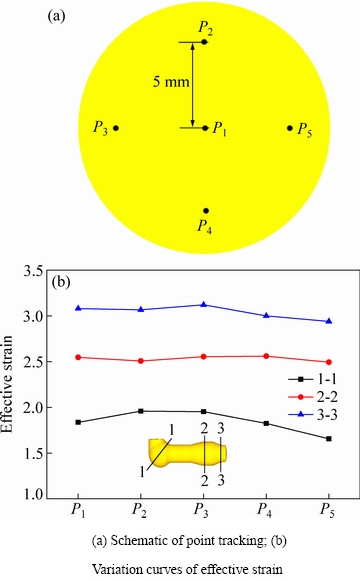
ͼ5 ECAEE-SC��ͬ�����������Ϻ�����ϵĵ�ЧӦ��
Fig. 5 Effective strain distribution on cross section of billet at different deformation stages
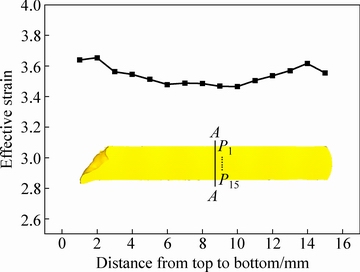
ͼ6 �����ظ߶ȷ���ĵ�ЧӦ��ֲ�
Fig. 6 Effective strain distribution of billet along height direction
2.4 ƽ��Ӧ������
ͼ7��ʾΪijһECAEE-SC����ʱ���¹�ҵ���������ڲ������ݽ����ƽ��Ӧ���ֲ���ͼ����ͼ7�п��Կ�����������ECAEE-SCģ������ͨ�����ڴ����ṩ�ķ���ѹ���ã����ι����в����ڲ����������ѹӦ��״̬�����γ�ʼ�Σ��ڳ�ͷ��ѹ��P�������£���������ֱͨ���ڷ���ѹ�����Σ���ʱ�ڲ�ѹӦ��������ż�ѹ���̵ļ�������ͷ��������������ת�DZ�����ģ��ˮƽͨ���������ϱ��κ����ڲ�ѹӦ����С����Ӧ�������ӡ������������ɶ˲�������Ӧ��״̬������ʵ�ʼ�ѹʱ�����ڸô��׳�������[20]��
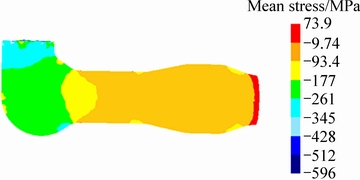
ͼ7 ECAEE-SC���������ڲ�ƽ��Ӧ���ֲ�
Fig. 7 Mean stress distribution of billet during ECAEE-SC process
3 ECAEE-SC����ʵ����֤
Ϊ��֤����ECAEE-SC���յĸ��ϱ���Ч����������������Ԫģ��������������Ƶ�ģ���Ͻ��й�ҵ��������1����ECAEE-SC��ѹʵ�顣ʵ�����Ϊ�˻�̬�Ĺ�ҵ���������ϳߴ�Ϊd15 mm��80 mm��ģ�߳ߴ�ͼ�ѹ������ģ���е���Ӧ������ȫ��ͬ��ͼ8��ʾΪECAEE-SC��ѹ����ʵ��ͼ����ͼ8�п��Է��֣�ʵ�ʼ�ѹ������ͼ2������ģ������ȫ�Ǻϣ�������������Ҫ��������������ã��������Ϻ�������ƣ����������ұ��������Ϻá����У�����1������2�ѽ���ȫ�����α���ȫ����������3������ͨ���ڼ�����ɱ��Σ�����4�Դ��ڱ��γ��ڽ�����������ת�ǽΡ�
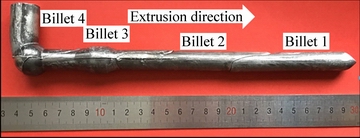
ͼ8 ECAEE-SC���μ�ѹ����ʵ��ͼ
Fig. 8 Billets extruded by ECAEE-SC process
ͼ9��ʾΪ��ͬECAEE-SC���ν��£���ҵ�������Ϻ��������Ӳ��ƽ��ֵ�ı仯�������ͼ9�ɼ�����ECAEE-SC���ո��Ͼ������Ա��ε������£�������ѧ���ܵõ�������ߡ����ż�ѹ���̲��Ͻ��У����ϱ��γ̶������ӣ���Ӳ�ȳ��ֵ������ƣ���ģ������ת���������ϱ�����Ϊ���ң�Ӳ��ֵ������ӳ�ʼ��36.6 HV������54.9 HV���������ͼ�ѹ������Ч�����˲��ϵ����Ա���������������Ӳ�Ƚ�һ����ߣ����մﵽ70.2 HV���ȳ�ʼ״̬�����˽�1�����Ա�ͼ5(b)���Կ�����������Ӳ��ֵ�ı仯���������ЧӦ���ۻ�Ч�����кܺõ�һ���ԣ��Ӷ���֤����������Ԫģ��Ŀɿ��ԡ�
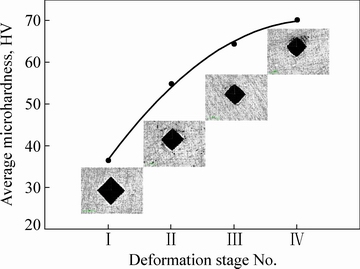
ͼ9 �����ڲ�ͬECAEE-SC���ν��µ���Ӳ��ƽ��ֵ
Fig. 9 Average microhardness values of billet at different ECAEE-SC deformation stages
4 ����
1) ECAEE-SC������Ҫ����������ת�Ǻ�����ͨ�������������ϵļ�ѹ���̰�������ת�dz�����ɱ��Ρ����ϱ��κͼ������ε�4����ͬ�ı��νΡ���ѹ�غɳ�������-ƽ��-������-�½��ı仯���ƣ���ҵ���������ڸ��ϱ��νμ�ѹ�غɴﵽ��ֵ��ԼΪ94.5 kN��
2) ECAEE-SC���վ��и��Ͼ������Ա��ε�Ч������ѹ�����в��ϴ��������ѹӦ��״̬��1���α��κ������ڲ���ЧӦ���ۻ���ԼΪ3.5����Ӧ��ֲ����ξ����������ӣ���ѹЧ�ʴ����ߡ�
3) ECAEE-SCʵ����������Ԫģ����нϺõ�һ���ԡ���ҵ�������Ͼ�1���μ�ѹ��������ƣ����������ұ��������Ϻã�������Ӳ��ƽ��ֵ�ȳ�ʼ�˻�̬״̬���ӽ�1�����ﵽ70.2HV����ѧ���ܵõ��������ơ�
REFERENCES
[1] RAHIMI F, EIVANI A R. A new severe plastic deformation technique based on pure shear[J]. Materials Science & Engineering A, 2015, 626: 423-431.
[2] ORLOV D, TODAKA Y, UMEMOTO M, TSUJI N. Role of strain reversal in grain refinement by severe plastic deformation[J]. Materials Science and Engineering A, 2009, 499(1/2): 427-433.
[3] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science, 2006, 51(7): 881-981.
[4] KIM K J, YANG D Y, YOON J W. Microstructural evolution and its effect on mechanical properties of commercially pure aluminum deformed by ECAE (Equal Channel Angular Extrusion) via routes A and C[J]. Materials Science and Engineering A, 2010, 527(29/30): 7927-7930.
[5] ������, �� ��, ��͢��, �� ��, ���, �ԬB��. ��ͨ��ת�Ǽ�ѹ�����д�ͭλ���ܶȱ仯����ѧ����[J]. �й���ɫ����ѧ��, 2014, 24(8): 2057-2064.
DING Yu-tian, LIU Bo, GUO Ting-biao, HU Yong, LI Hai-long, ZHAO Jun-yuan. Dislocation density variation and mechanical properties of pure copper via equal channel angular pressing[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2057-2064.
[6] TOLAMINEJAD B, HOSEINI-ATHAR M M. An investigation of microstructure and mechanical properties during ECAE of commercially pure aluminum[J]. Materials Science & Engineering A, 2016, 670: 146-152.
[7] ����, ������, ����ΰ, ����, ʷ����. ����SPD�Ʊ���ϸ��6061���Ͻ����֯������[J]. ���Ϲ���, 2014(11): 62-66.
LIU Zhao-hua, WANG Xiao-qi, CHEN Liang-wei, QI Hua-rong, SHI Qing-nan. Microstructure and mechanical properties of ultra-fine grained A1 alloy processed by combined SPD technology[J]. Journal of Materials Engineering, 2014(11): 62-66.
[8] WRONSKI S, TARASIUK J, BACROIX B, WIERZBANOWSKI K, PAUL H. Microstructure heterogeneity after the ECAP process and its influence on recrystallization in aluminium[J]. Materials Characterization, 2013, 78: 60-68.
[9] SURENDARNATH S, SUBBIAH Ram, SANKARANARAYANASAMY K, RAVISANKAR B. Finite element simulation of pure aluminum processed by ECAP using new die design[J]. Materials Today: Proceedings, 2017, 4: 2544-2553.
[10] ����ģ, ������, ¬��ΰ, Ԭ����, ʱ����, �˸���. ˫��˫ͨ����ͨ����ѹAZ31þ�Ͻ������֯��������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(9): 1657-1664.
LIU Tian-mo, LIU Jian-zhong, LU Li-wei, YUAN Han-qi, SHI Xiu-ling, PAN Fu-sheng. Microstructure and deformation behavior of dual-directional extruded AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1657-1664.
[11] LUO Xiao-ping, ZHANG Min-gang, ZHOU Jun-qi. Effect of unequal channel angular pressing on microstructure and mechanical properties of as cast Mg-5.8Zn-1.2Y-0.7Zr alloy[J]. Materials Science and Technology, 2013, 29(3): 273-277.
[12] WANG Cheng-peng, LI Fu-guo, LI Qing-hua, WANG Lei. Numerical and experimental studies of pure copper processed by a new severe plastic deformation method[J]. Materials Science and Engineering A, 2012, 548: 19-26.
[13] WANG Xiao-xi, HE Min, ZHU Zhen, LI Ping, XUE Ke-min, Influence of twist extrusion process on consolidation of pure aluminum powder in tubes by equal channel angular pressing and torsion[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(7): 2122-2129.
[14] ����Ϫ, �� ��, ½�˻�, Ѧ����, �� Ƽ. ECAPT�����´���-��ĩ���ױ�����Ϊ����ֵģ����ʵ��[J]. �й���ɫ����ѧ��, 2015, 25(2): 384-391.
WANG Xiao xi, HE Min, LU Xing hua, XUE Ke min, LI Ping. Numerical simulation and experiment of deformation behavior of pure aluminum powder in tubes by equal channel angular pressing and torsion[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 384-391.
[15] QARNI M J, SIVASWAMY G, ROSOCHOWSKI A, BOCZKAL S. Effect of incremental equal channel angular pressing (I-ECAP) on the microstructural characteristics and mechanical behaviour of commercially pure titanium[J]. Materials & Design, 2017, 122: 385-402.
[16] KIM K, YOON J. Evolution of the microstructure and mechanical properties of AZ61 alloy processed by half channel angular extrusion (HCAE), a novel severe plastic deformation process[J]. Materials Science and Engineering A, 2013, 578: 160-166.
[17] HU H J. Simulations of isothermal ECAE for magnesium alloy using FEM software and experimental validations[J]. Journal of Manufacturing Processes, 2012, 14(3): 181-187.
[18] SEPAHI-BOROUJENI S, FERESHTEH-SANIEE F. The influences of the expansion equal channel angular extrusion operation on the strength and ductility of AZ80 magnesium alloy[J]. Materials Science and Engineering A, 2015, 636: 249-253.
[19] LANGDON T G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement[J]. Acta Materialia, 2013, 61(19): 7035-7059.
[20] ����, ʷ����, ����Ҧ, ����, ��Ч��, �� ��. 6061���Ͻ�˫���ͨ����ѹ�������������о�[J]. ϡ�н��������빤��, 2016, 45(9): 2317-2321.
QI Hua-rong, SHI Qing-nan, TAO Xin-yao, LIU Zhao-hua, WANG Xiao-qi, CHENG Jia. Metal flow of 6061 aluminum alloy processed by dual equal channel extrusion[J]. Rare Metal Materials and Engineering, 2016, 45(9): 2317-2321.
Simulation and experimental validations of novel process entitled equal channel angular expansion extrusion with spherical cavity
WANG Xiao-xi1, ZHANG Xiang2, 3, JIN Xu-chen1, HUANG Chuan-hui1, HE Min1
(1. School of Mechanical and Electrical Engineering, Xuzhou University of Technology, Xuzhou 221018, China;
2. School of Mechatronic Engineering, China University of Mining and Technology, Xuzhou 221116, China;
3. State Key Laboratory of Intelligent Manufacturing of Advanced Construction Machinery, Xuzhou 221004, China)
Abstract: The concepts of ��spherical split flow�� and ��expansion extrusion�� were introduced to conventional ECAP and a novel process entitled equal channel angular expansion extrusion with spherical cavity (ECAEE-SC) was proposed. The plastic deformation behavior of commercially pure aluminum during ECAEE-SC process was investigated using finite element simulation and experimental validations. The results show that ECAEE-SC process is capable of combining some efficient severe plastic deformation (SPD) methods, the spherical die corner and expansion channel are the two main deformation zones. In ECAEE-SC process, the material is in an ideal compressive state. After a single pass of extrusion, the accumulated effective strain in the billet is about 3.5 with good deformation uniformity, demonstrating a considerable increase in the extrusion efficiency. Moreover, the extrusion experiment is consistent with the finite element simulation results. The extruded billet is free of macro crack with intact shape, and the microhardness increases from 36.6 HV to 70.2 HV. Therefore, the mechanical properties of the billet are greatly improved.
Key words: spherical split flow; equal channel angular expansion extrusion with spherical cavity; severe plastic deformation; deformation behaviors; microhardness
Foundation item: Project(51401177) supported by the National Natural Science Foundation of China; Project (17KJB430031) supported by the Natural Science Foundation of the Jiangsu Higher Education Institutions of China; Project(KC16SG279) supported by the Science and Technology Program of Xuzhou City, China
Received date: 2017-08-24; Accepted date: 2018-11-15
Corresponding author: WANG Xiao-xi; Tel: +86-516-83105376; E-mail: wxx19851109@sina.com
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51401177)������ʡ��У��Ȼ��ѧ�о���Ŀ(17KJB430031)�������пƼ��ƻ���Ŀ(KC16SG279)
�ո����ڣ�2017-08-24�������ڣ�2018-11-15
ͨ�����ߣ�����Ϫ�������ڣ���ʿ���绰��0516-83105376��E-mail��wxx19851109@sina.com

