文章编号:1004-0609(2009)11-1987-06
反压对粉末多孔材料等通道转角挤压过程的影响
周明智1,李 萍2, 薛克敏2
(1. 中国电子科技集团 第38研究所,合肥 230031;
2. 合肥工业大学 材料科学与工程学院,合肥 230009)
摘 要:采用体积可压缩刚粘塑性有限元法对粉末多孔材料带反压的等通道转角挤压过程进行数值模拟,获得粉末多孔材料在该过程中的变形和致密行为。并在此基础上分析反压大小和反压模具结构对挤压变形效果的影响。结果表明:采用带反压的方式可有效控制变形过程中粉末金属的流动,增加试件整体变形的变形量,提高变形均匀性及致密效果;带反压的等通道转角挤压工艺可有效降低试件在挤压过程中产生破坏的可能性,同无反压方式相比,带反压挤压件内部获得更为均匀细密的内部组织结构。
关键词:粉末多孔材料;等通道转角挤压;反压;有限元分析
中图分类号:TG 376 文献标识码:A
Effect of back pressure on equal channel angular
extrusion process of powder porous material
ZHOU Ming-zhi1, LI Ping2, XUE Ke-min2
(1. No.38 Institute, China Electronic Technology Group Corpration, Hefei 230031, China;
2. School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China)
Abstract: The densification and deformation behavior of powder porous material during the equal channel angular extrusion (ECAE) process with back pressure were investigated by compressible rigid-viscoplasticity finite element method. Based on the numerical results, the distribution of strain, relative density of specimen was obtained. The finite element analysis results show that back pressure has important effect on the extrusion result. It can not only improve the ductility and density of powder porous material, but also greatly increase the strain level and the uniformity of the strain distribution. The ECAE with back pressure can reduce the destruction of specimen and obtain much more homogenous and finer grain.
Key words: powder porous material; equal channel angular extrusion; back pressure; finite element analysis
等通道转角挤压[1](Equal channel angular extrusion,ECAE)是通过剧烈的塑性变形制备块体超细晶材料的一种新型塑性加工方法。近年来,研究者针对ECAE作了大量工作,并成功地将其用于Al、Cu、Ni和Ti等致密金属超细晶材料的制备[2-3]。
作为一种新型的材料制备技术,ECAE独特的变形特点引起相关材料制备领域内研究者日益广泛的关注。人们已研究ECAE方法对聚合物的改性[4],复合ECAE与等温处理用于半固态浆料的制备[3]。在粉末冶金材料领域,随着制粉技术的发展,使粉末冶金技术在新材料研究中的地位和优势更加突出。研究ECAE对粉末冶金材料组织和性能的影响将是一个值得关注的课题。近年来,国外的学者已开展相关的研究,结果表明,ECAE可有效地促使粉末材料致密化,在一定的条件下能获得具有理论压实密度块体超细晶结构材料[5-9]。尽管将ECAE和粉末冶金技术结合对粉末材料固化合成以及新材料的开发具有诱人的前景,但该方面的研究仍处于起步阶段。粉末材料突出的问题是内部含有大量微孔隙,塑性加工能力差,试件在多道次挤压过程中易产生裂纹和破坏,难以获得大塑性变形和满意的晶粒细化效果[5]。
对致密材料的研究表明,带反压的等通道转角挤压工艺(Equal channel angular extrusion with back pressure,BP-ECAE)可有效解决难加工材料的多道次变形问题,提高晶粒的细化效果,改善材料的机械性能[10-14]。图1所示为带反压的ECAE原理示意图。其原理是在出口通道设置反向顶杆,挤压时根据需要向试件施加反压,达到增加其内部静水压力的目的。如在粉末材料ECAE时采用这一改进方法,可降低其在挤压过程中产生破坏的可能性,更加有效地实现材料的致密化,因此,BP-ECAE工艺可望解决粉末材料挤压时存在的问题。虽然反压在ECAE中非常重要,但目前反压对ECAE特别是粉末材料ECAE过程的影响还不是很清楚,这严重影响反压工艺的正确应用。因此,开展反压对ECAE过程影响的研究是十分必要的。本文作者通过有限元数值模拟和实验分析相结合的方法系统地研究反压对粉末多孔材料ECAE的影响,所得结果可对实际中采用ECAE这一新型工艺对粉末材料的深加工、块体超细晶材料的制备都具有指导和参考意义。
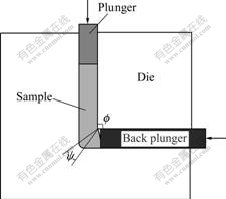
图1 带反压的ECAE原理示意图
Fig.1 Schematic diagram of principle of ECAE with back pressure
1 有限元模型的建立
粉末材料由于内部存在大量的孔隙,在塑性变形时发生体积变化,屈服准则要考虑静水压力的影响。在假设材料为可压缩连续介质的基础上,屈服准则可采用如下的表达式
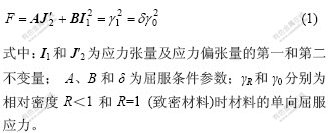
当R>0.7时,根据DORAIVELU等[15]提出的理论,此时屈服参数可按下列各式确定:
忽略弹性变形,采用体积可压缩刚粘塑性有限元法对粉末多孔材料的ECAE过程进行模拟分析。为获得较大的剪切变形,初始条件下采用 =90?、(
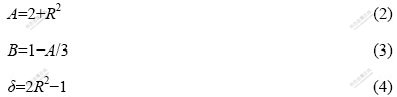
=90?、( ==0?的模具结构,挤压材料为纯铝粉末烧结体,初始相对密度为0.88,规格为10 mm×10 mm×50 mm,变形温度为150 ℃。有限元分析模型示意图如2所示。其中试样为带孔隙的热刚粘塑性体,顶杆为热弹性体(H13),侧向的反压通过均布载荷p施加在顶杆一侧的单元边界上。
==0?的模具结构,挤压材料为纯铝粉末烧结体,初始相对密度为0.88,规格为10 mm×10 mm×50 mm,变形温度为150 ℃。有限元分析模型示意图如2所示。其中试样为带孔隙的热刚粘塑性体,顶杆为热弹性体(H13),侧向的反压通过均布载荷p施加在顶杆一侧的单元边界上。
图2 有限元分析模型示意图
Fig.2 Schematic diagram of finite element method modeling
2 结果与分析
2.1 反压大小对变形效果的影响
图3(a)所示为无反压情况下试件等效应变分布图。由图3(a)可看出,在挤压进入稳定阶段后,试样在通过模具转角时受到连续的剪切作用,在其内部逐步形成一个主要剪切变形区。主要变形区应变分布沿水平挤出方向分布较均匀,但在与水平通道垂直截面内(A―B截面)分布不均匀,特别是位于底部B区材料所获得的变形量明显较上端的小,这一区域约占整个截面高度的1/4。造成应变这种分布特征是由于挤压 材料在通过模具转角处时,金属流速不同,处于下表面的材料流动速度较快,挤压时金属并非完全充满模具型腔,而是在靠近模具外角处形成一定大小的圆角,并与模具形成一个角部间隙(Corner gap)。其中,靠近圆角区域的金属在通过转角时其速度在方向上存在着过渡,从而导致该区材料所受的剪切效应不充分。应变的这一分布特征不利于挤压件获得均匀细化的组织,需采用相应的方法加以改善。
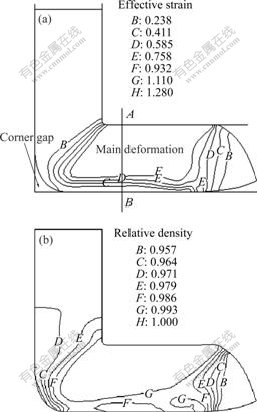
图3 无反压时试件的挤压变形效果
Fig.3 Extrusion results of samples without back pressure: (a) Effective strain; (b) Relative density
图3(b)所示为试件在稳定挤压阶段的相对密度分布。由图3(b)可知,随着挤压的进行,试件在通过转角后致密度明显提高,并在试件内部逐步形成一个高致密区。与图3(a)结果对比可发现,密度分布和应变分布特征基本一致。根据密度的高低可将试件分为头部低密区、主要变形区的高致密区和尾部低密区。一道次挤压后,试件的平均相对密度约为0.98,而主要变形区的相对密度可达0.99以上。挤压件的密度分布特征说明ECAE工艺对于粉末多孔材料具有强烈的致密效果,而ECAE过程产生的纯剪切塑性变形是促使材料致密化的一个重要原因。
图4所示为反压p=10 MPa时试件挤压变形模拟结果。与图3对比可看出,在反压作用下,试件主要变形区底部材料的变形明显增加,从而改变主要变形区的应变分布。在使试样整体变形分布趋于均匀的同时,还使得试件整体所获的变形量增大。这是由于反压作用将使底部流动较快金属受阻,从而在外角处形成一个相对较小的角部半径和间隙,使试样获得更加充分的剪切变形所致。此外,施加一定大小的反压后,粉末多孔材料在处于更加强烈的压应力状态下进行剪切变形,有利于其内部孔隙的收缩和闭合。当反压p= 10 MPa时,一次挤压后主要变形区接近理论压实密度,与此同时,试件头部和尾部的密度也有较大提高,其整体相对密度可达0.99以上。
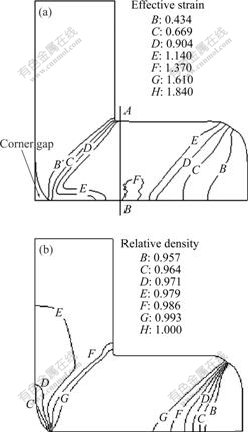
图4 反压为10 MPa时试件的挤压效果(p=10 MPa)
Fig.4 Extrusion effects of samples with back pressure of 10 MPa: (a) Effective strain; (b) Relative density
进一步的研究结果表明,随着反压力增大,位于底部区域的材料获得的剪切变形将进一步增加,主要变形区纵向截面(A―B面)应变分布趋于均匀(见图5),这对试件整体获得均匀细化及致密的组织极为有利。但当反压增至50 MPa时,将会出现底部应变急剧增加并超过其余部分,变形分布不均匀。这是由于在过大反力的作用下,试件表面金属流动严重受阻,并导致试件和模具外角间的间隙完全消失,形成流动死区(Dead deformation zone,DDZ)(见图6)。在后续挤压中,滞留在死区的金属和其余流经该区的材料产生剧烈的剪切作用,导致底部区域变形量急剧上升。因此,对于实际需要反压力一定的情况下(某些情况下需要较大的反压),必须对该种反压工艺的模具结构进行改进。
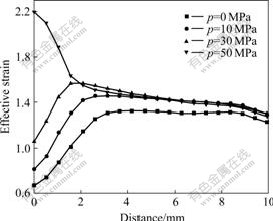
图5 反压对试件主要变形区A―B截面应变分布的影响
Fig.5 Effect of back pressure on strain distribution along A―B section in main extrustion areas of specimen
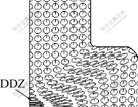
图6 反压为50 MPa时质点流动网格图
Fig.6 Flow net of specimen with back pressure of 50 MPa
2.2 模具外圆角的影响
针对致密材料的研究表明,模具外圆角的大小对材料流动有明显的影响[3]。在内角和实际所需反压力一定的情况下,可通过设计(=值来获得理想的变形效果。图7所示为(==37?、p=50 MPa时一道次挤压后试件的变形分布。由图7可看出,在相同的反压力作用下,由于外圆角的过渡作用,有效地改善外角部金属的流动状况,角部流动死区消失,试件整体变形的均匀性明显提高。因此,对于反压工艺,欲获得较为满意的挤压效果,模具的几何形状及反压的大小应合理匹配。本研究数值模拟优化结果表明,当反压p=50 MPa时,模具外圆角(==37?时试样内部的应变分布均匀合理。
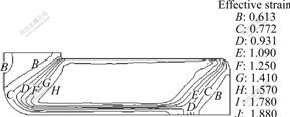
图7 (==37?、p=50 MPa时一道次挤压后试件等效应变分布
Fig.7 Effective strain distribution of specimen extruded after one pass at (==37? and p=50 MPa
2.3 反压对多道次挤压的影响
通过单道次挤压,试样难以获得足够的应变累积和合理的变形分布。为获得满意的组织细化效果和形态,可以采用多道次不同工艺路径进行重复挤压。在多道次挤压过程中,由于采用的路径不同,试件在空间位置发生变化,导致每道次变形的剪切面和试样的形状均发生变化,从而对其内部所获的应变分布状况产生影响[2]。
图8和9所示分别为有无反压条件下采用路径A和C经2道次挤压的模拟结果(=37?,p=50 MPa)。由图8和9可以看出,同无反压的工艺相比,带反压挤压方式在多道次挤压后在主要变形区的面积大小、应变的大小及分布均匀程度方面均明显优于无反压的ECAE工艺。
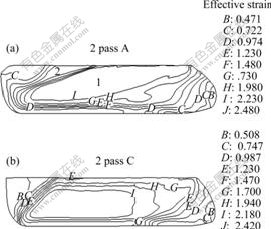
图8 无反压时不同路径2道次挤压后试件应变分布
Fig.8 Effective strain distribution of specimen extruded after 2 passes without back pressure
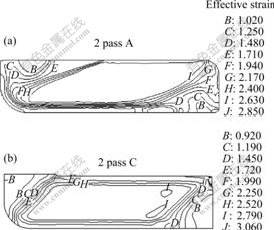
图9 带反压时不同路径2道次挤压后试件应变分布
Fig.9 Effective strain distribution of specimen extruded after 2 passes with back pressure
图10所示为反压p=50 MPa时不同路径多道次模拟所获的密度分布。根据模拟计算结果,一道次挤压后试件的平均相对密度即可达到0.997,明显高于无反压的工艺;2道次后试件的密度进一步提高,达到理论压实密度。
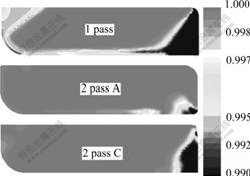
图10 反压时不同路径多道次挤压后试样相对密度分布
Fig.10 Relative density distribution of specimen extruded after different passes with back pressure
3 讨论
对两种挤压方式的实验所得结果进行对比,一种是无反压工艺,毛坯为纯铝烧结试样,初始相对密度为0.88;另一种是BP-ECAE工艺,实验材料为纯铝粉末颗粒,采用的反压p=50 MPa[7]。结果表明,采用无反压的工艺在150 ℃条件下,试件可完成2道次挤压,但2道次挤压后,在试件表面可观察到大量微裂纹。而采用BP-ECAE方法在温度为100 ℃时可顺利完成4道次挤压。
图11(a)所示为无反压时挤压毛坯的SEM像。由图11(a)可看出,ECAE前毛坯内存在大量的孔隙,基体组织呈等轴状,组织和孔隙的大小及分布都不均匀。图11(b)所示为无反压时一道次挤压后试件流动面上的SEM像。由图11(b)可知,在ECAE过程中材料受到了强烈的剪切变形作用,试件内基体组织的形态发生了显著的变化,沿剪切方向被拉长。与此同时,初始状态下的大量孔隙已经闭合,但通过电镜观测仍有微量的孔隙存在。经排水法测定,一道次挤压后试样的平均密度约为0.97,这同本文有限元模拟结果吻合。
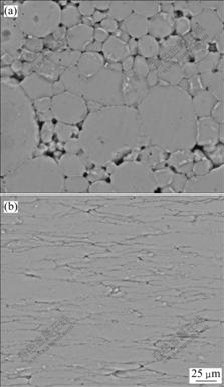
图11 无反压时试件一道次挤压前后的SEM像
Fig.11 SEM images of specimen before(a) and after(b) extruded 1 pass without back pressure
图12所示为采用BP-ECAE工艺一道次挤压前后的SEM像[7]。由图12可以看出,同常规的ECAE方法相比,挤压后试样的基体组织之间结合更加紧密,剪切变形特征更为明显,此时组织已具有明显的织构特征,通过电镜已观察不到孔隙的存在。经测定,一次挤压后试样的平均相对密度达到2.70 g/cm3(即理论压实密度)。
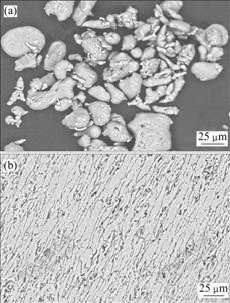
图12 带反压一道次挤压前后试样的SEM像[7]
Fig.12 SEM images of specimen before(a) and after(b) extruded 1 pass with back pressure
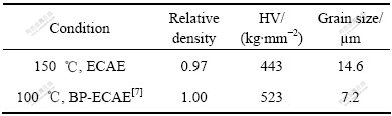
表1所列为两工艺挤压实验结果数据对比。由表1可看出,BP-ECAE在致密、晶粒细化及提高材料力学性能方面均具有明显优势。这是由于反压的作用,使材料在强烈的压应力状态下具有更大的变形,致密效果增强。同时,由于变形量的增加,基体内部的位错增殖速度加快,在低温下变形,有效地抑止动态回复效应,这几方面因素的共同作用使得反压工艺具有更好效果。
表1 一道次挤压实验效果对比
Table 1 Comparison of ECAE and BP-ECAE after one pass
4 结论
1) 等通道转角挤压工艺对粉末多孔材料具有优良的致密效果,这与ECAE过程提供的大剪切塑性变形密切相关。
2) 带反压的BP-ECAE工艺能有效地控制试样底部区域金属的流动,促使挤压材料获得更加充分的剪切变形,在获得良好的变形及致密效果方面均明显优于传统的ECAE工艺。
3) 对于确定的材料和模具结构,反压的大小和模具几何形状应合理匹配,才能获得满意的挤压效果。
4) 反压工艺能有效抑止粉末试样在挤压过程中产生破坏,能实现在较低变形温度条件下的多道次变形。通过对挤压件显微组织的观察表明,反压工艺在晶粒细化及促使材料致密化方面均明显优于无反压的ECAE工艺。
REFERENCES
[1] SEGAL V M, REZNIKOV V I, DROBYSHEVKIY A E, KOPYLOV V I. Plastic working of metals by simple shear[J]. Russia Metal, 1981, 1: 99-105.
[2] VALIEV R Z, ISLAMGALIEV R K, ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation[J]. Progress in Materials Science, 2000, 45: 103-189.
[3] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement[J]. Progress in Materials Science, 2006, 51: 881-981.
[4] AOUR B, ZALRI F, GLOAGUEN J M. Numerical investigation on equal channel angular extrusion process of polymers[J]. Computational Materials Science, 2006, 37: 491-506.
[5] WU X, XIA K. Synthesis of aluminium based bulk materials from micro and nano particles using back pressure equal channel angular consolidation[J]. Materials Science Forum, 2006, 519/521:1215-1220
[6] CHANG S Y, LEE K S, CHOI S H, SHIN D H. Effect of ECAP on microstructure and mechanical properties of a commercial 6061 Al alloy produced by powder metallurgy[J]. Journal of Alloys and Compounds, 2003, 354(1/2): 216-220.
[7] XIA K, WU X. Back pressure equal channel angular consolidation of pure Al particles[J]. Scripta Materialia, 2005, 53(11): 1225-1229.
[8] MATSUKI K, AIDA T, TAKEUCKI T. Microstructural characteristics and superplastic like behavior in aluminum powder alloy consolidated by equal-channel angular pressing[J]. Acta Materialia, 2000, 48: 2625-2632.
[9] HAOUAOUI M, KATAMAN I, MAIER H J. Microstructure evolution and mechanical behavior of bulk copper obtained by consolidation of micro- and nano-powders using equal channel angular extrusion[J]. Metallurgical and Materials Transactions A, 2004, 35: 2936-2949.
[10] STOLYAROV V V, LAPOVOK R. Effect of back pressure on structure and properties of AA5083 alloy processed by ECAP[J]. Journal of Alloys and Compounds, 2004, 378: 233-236.
[11] RAAB G I, SOSHNIKOVA E P, VALIEV R Z. Influence of temperature and hydrostatic pressure during ECAP on the microstructure of commercial-purity Ti[J]. Mater Sci Eng A, 2004, 387/389(1/2): 674-677.
[12] SEMIATIN S L, DELO D P, SHELL E B. The effect of material properties and tooling design on deformation and fracture during equal channel angular extrusion[J]. Acta Materiala, 2000, 48: 1841-1851.
[13] SON I H, LEE J H, IM Y T. Finite element investigation of equal channel angular extrusion with back pressure[J]. Journal of Materials Processing Technology, 2006, 171: 480-487.
[14] CHENG XU, KENONG XIA, T G LANGDON. The role of back pressure in the processing of pure aluminum by equal-channel angular pressing[J]. Acta Materialia, 2007, 55: 2351-2360.
[15] DORAIVELU S M, GEGEL H L, GUNASEKERA J S. A new yield function for compressible P/M material[J]. International Journal of Mechanical Science, 1984, 26(9/10): 527-535.
基金项目:国家自然科学基金资助项目(50875072)
收稿日期:2008-12-26;修订日期:2009-08-10
通信作者:周明智,博士;电话:0551-5162362;E-mail: mingzhi_hfut@163.com
(编辑 李艳红)

