文章编号:1004-0609(2013)08-2077-06
2D70铝合金热变形行为及加工图
刘大博1,杨守杰1,王克鲁2,董显娟2
(1. 北京航空材料研究院 结构钢、功能材料与热处理工艺研究室,北京 100095;
2. 南昌航空大学 航空制造工程学院,南昌 330063)
摘 要:采用THERMECMASTOR-Z热模拟实验机对2D70铝合金进行等温恒应变速率压缩实验,基于加工图技术研究该合金在320~530 ℃和0.001~70.0 s-1范围内的变形特性,并优化出适宜的变形热力学参数范围。结果表明:在热变形过程中,随着真应变的增加,合金的变形失稳区域增大。当应变速率较大(≥1.0 s-1)时,变形多处于失稳区域;当变形温度低于350 ℃、应变速率大于1.0 s-1时,微观组织中出现了裂纹;当变形温度高于500 ℃、应变速率大于1.0 s-1时,易出现机械失稳;而在变形温度低于350 ℃、应变速率低于0.1 s-1时,微观组织中出现楔形裂纹。综合加工图以及微观组织观察结果,获得了试验参数范围内热变形的最佳工艺参数,变形温度为370~460 ℃、应变速率为0.004~0.1 s-1。
关键词:2D70铝合金;加工图;变形行为;微观组织
中图分类号:TG146.2 文献标志码:A
Hot deformation behavior and processing map of aluminum alloy 2D70
LIU Da-bo1, YANG Shou-jie1, WANG Ke-lu2, DONG Xian-juan2
(1. Department of Structure Steel, Functional Materials and Metal Heat Treatment Technology, Beijing Institute of Aeronautical Materials, Beijing 100095, China;
2. School of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Nanchang 330063, China)
Abstract: The isothermal compression tests with constant strain rate for aluminum alloy 2D70 were conducted by THERMECMASTOR-Z hot simulator. The hot deformation behaviors in the temperature range of 320-530 ℃ and the strain rate range of 0.001-70.0 s-1 were investigated. Then, the processing maps under these deformation conditions were constructed and the deformation thermomechanical parameters were then optimized based on the generated processing maps. The results show that the flow instability zone increases with true strain increasing during the hot deformation process. Otherwise, when the strain rate is higher than 1.0 s-1, most of the deformation behavior is located at the flow instable zone. Under this condition, the domain of flow localization appears at the temperature lower than 350 ℃ and mechanical instability exhibits at the temperature higher than 500 ℃. While, when the strain rate is lower than 0.1 s-1 and the temperature is lower than 350 ℃, the wedge cracking can be found. On the base of the experimental results including processing map and microstructure, the optimum deformation thermomechanical parameter ranges of aluminum alloy 2D70 can be confirmed to the temperature range of 370-460 ℃ and the strain rate range of 0.004-0.1 s-1.
Key words: aluminum alloy 2D70; processing map; hot deformation behavior; microstructure
2D70铝合金为高纯、可热处理强化的Al-Cu- Mg-Fe-Ni系铝合金,具有良好的塑性、耐热性能和优异的综合力学性能,可在150 ℃下长时间工作,广泛应用于航空航天、汽车工业等领域。变形热力参数的选择对2D70铝合金的组织和性能具有重要影响,变形过程中易产生宏观或微观缺陷,从而会影响构件的力学性能和加工性能,因而对2D70铝合金变形热力参数进行合理设计及优化,有利于获得组织和性能稳定的优质构件[1-2]。
基于动态材料模型(Dynamic material model,DMM)理论的加工图在研究材料的组织、性能和变形时非常有效,对材料在热变形时的微观组织控制能起到指导作用,同时也可为材料的热变形提供最佳的变形热力参数范围。GEGEL等[3]于1984年提出了DMM,DMM 可以清楚地表达变形热力参数对材料微观组织的影响,可以模拟材料的本质变形行为。随后,GEGEL等[4]、MALAS等[5]、CAVALIERE等[6]和MURTY等[7]对DMM 进行完善,并对DMM 和各参数的物理意义进行评论和解释,提出了不同稳定或失稳准则,并以此为基础构建了加工图。近年来,采用加工图分析和预测材料在热变形过程中的塑性变形机制及优化变形热力参数越来越受到重视,已经应用于镁合金[8]、钛合金[9]、高温合金[10]、不锈钢[11]及金属间化合物[12]等材料的热力参数确定及优化,并已取得良好的经济和社会效益。
目前,采用加工图方法分析铝合金热变形行为及优化变形热力参数已有较多研究报道,如RAJMUTHAMILSELVAN等[13]通过对7075铝合金的加工图进行分析,获得了发生动态再结晶、绝热剪切及楔形裂纹的变形热力参数范围。何振波等[14]在热模拟试验的基础上,建立了Al- 5.5Zn-1.5Mg-0.2Sc-0.1Zr铝合金高温变形本构方程和加工图;闫亮明等[15]采用热压缩试验数据,建立了7055 铝合金流变应力的反向传播神经网络预测模型和加工图,并利用加工图确定了热变形时的流动失稳区, 最终获得了最佳变形热力参数范围。本文作者在等温恒应变速率压缩实验的基础上,分析变形热力参数对2D70铝合金流动行为的影响规律,并采用修正后的流动应力数据构建出基于动态材料模型的加工图,进一步研究2D70铝合金的塑性变形机制和流动失稳现象,优化出适宜的变形热力参数范围,研究结果对合理制定2D70铝合金热加工工艺,确保获得组织性能稳定一致的无缺陷构件具有重要的指导意义。
1 实验
实验材料为2D70铝合金,试样取自于d 130 mm挤压棒材,其原始组织如图1所示。
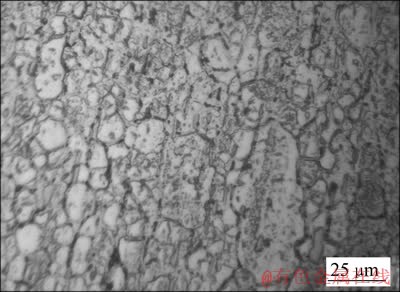
图1 2D70铝合金的原始组织
Fig. 1 Original microstructure of aluminum alloy 2D70
在THERMECMASTOR-Z热模拟实验机上进行等温恒应变速率压缩实验,试样尺寸为d 8 mm×12 mm,为保证试样的长度,以达到严格控制变形量的目的,同时也为了减小试样两端的摩擦因数,将试样两端用磨床加工。选择的实验规范如下:变形温度320、350、380、410、440、470、500、530 ℃;应变速率0.001、0.01、0.1、1.0、10.0、70.0 s-1;最大变形程度均为70%;试样变形后喷氩气冷却,冷却速度约为30 ℃/s。实验采用真空感应加热,升温速度为10 ℃/s,保温时间为120 s。变形过程中系统自动采集不同温度和应变速率下的流动应力数据。
2 结果及分析
2.1 流动行为分析
等温恒应变速率压缩过程中,由于设备与试样间存在摩擦,限制金属的径向流动,改变试样的应力状态,给流动应力曲线带来一定的误差,应予以修正。
摩擦修正后的应力为[16-17]
 (1)
(1)
式中:σ为修正后的流动应力,P为修正前的流动应力,c值可由下式确定:
 (2)
(2)
式中:R为试样的瞬时半径; ,R0为试样的原始直径,h为试样的瞬时高度,h0为试样的原始高度;μ为摩擦因数,其值可由下式确定:
,R0为试样的原始直径,h为试样的瞬时高度,h0为试样的原始高度;μ为摩擦因数,其值可由下式确定:
 (3)
(3)
 (4)
(4)
式中:b为鼓肚系数,R1为变形后试样的平均直径, ;h1为压缩后试样的高度,Δh1=h0-h1。ΔR=RM-RT,RM为试样的最大鼓肚半径,RT为压缩后试样与压头接触的底面半径:
;h1为压缩后试样的高度,Δh1=h0-h1。ΔR=RM-RT,RM为试样的最大鼓肚半径,RT为压缩后试样与压头接触的底面半径:
 (5)
(5)
根据式(1)~(5)可计算出修正后的流动应力。
图2所示为2D70铝合金热压缩变形时修正前后的流动应力曲线。从图2可以看出,在变形的开始阶段,2D70铝合金的流动应力随应变的增加而迅速增大,即随着变形程度的增加,不同条件下2D70铝合金的流动应力均很快达到峰值;且在一定的应变速率下,随着变形温度的升高,流动应力达到峰值所对应的应变量减小。2D70铝合金在压缩变形时,不同变形条件下均出现稳态流动特征,即在一定的变形温度和应变速率下,当真应变达到一定值时,随应变量的继续增加,流动应力的变化不明显。在一定的应变速率和应变量下,流动应力与变形温度有明显的依赖关系,随着变形温度的升高,流动应力减小。从图2还可以看出,在所研究的变形温度和应变速率范围内,2D70铝合金的峰值应力对应变速率和变形温度均比较敏感;当应变速率较小时,变形温度对峰值应力的影响较小;当应变速率较大时,变形温度对峰值应力的影响较大。
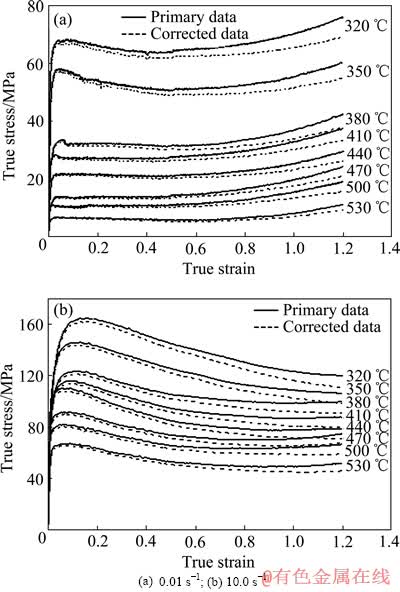
图2 2D70铝合金修正前后的流动应力曲线
Fig. 2 Flow stress curves for aluminum alloy 2D70 before and after correction at different deformation temperatures
2.2 加工图及其分析
动态材料模型将被加工工件视为一能量耗散体,工件吸收能量后进行耗散。热加工过程中,给定温度和应变下的工件对应变速率的响应可用以下本构方程来表示[3]:
 (6)
(6)
式中: 为等效流动应力;
为等效流动应力; 为等效应变速率;m为应变速率敏感性指数;K为常数。热加工过程中工件单位体积内所吸收的功率P通过两个方面进行耗 散[18]:
为等效应变速率;m为应变速率敏感性指数;K为常数。热加工过程中工件单位体积内所吸收的功率P通过两个方面进行耗 散[18]:
 (7)
(7)
由于
 (8)
(8)
可见应变速率敏感性指数m决定着P在G和J之间的分配,因此,J可表示为
 (9)
(9)
对于m=1的理想粘塑性材料来说,J具有最大值 。J随温度和应变速率的变化反映耗散过程的变化情况。
。J随温度和应变速率的变化反映耗散过程的变化情况。
根据动态材料模型理论,功率耗散系数η定义为[18]
 (10)
(10)
功率耗散系数 本质上描述了加工件在一定温度和应变范围内的塑性变形机制,随着应变速率和变形温度的变化便形成了呈现不同区域的功率耗散图,图中的不同区域体现不同的组织变化机制。一般来说,高值区域对应着最佳的变形热力参数范围。
本质上描述了加工件在一定温度和应变范围内的塑性变形机制,随着应变速率和变形温度的变化便形成了呈现不同区域的功率耗散图,图中的不同区域体现不同的组织变化机制。一般来说,高值区域对应着最佳的变形热力参数范围。
PRASAD等[19]根据 Ziegler提出的最大熵产生率原理,以应用于大塑性流动连续介质力学的不可逆热力学极值原理为基础,认为如果耗散函数D和应变速率 满足不等式:
满足不等式:
 (11)
(11)
则材料出现流动失稳。由于耗散协量与冶金过程的组织演化有关,可用J代替D。于是可以得到与微观组织有关的连续失稳判据[20]:
 ≤0 (12)
≤0 (12)
 随温度和应变速率的变化构成失稳图。根据此判据得到失稳区域的典型微观现象包括绝热剪切带、局部流动、动态应变时效、机械孪晶和扭折等。
随温度和应变速率的变化构成失稳图。根据此判据得到失稳区域的典型微观现象包括绝热剪切带、局部流动、动态应变时效、机械孪晶和扭折等。
采用摩擦修正后的流动应力数据,根据公式(10)和(12)分别绘制出功率耗散图和失稳图,并将功率耗散图与失稳图叠加,可得到不同应变量时2D70铝合金的加工图。在绘制加工图时,先利用3次样条插值函数对摩擦修正后的流动应力数据进行插值,然后利用最小二乘三次多项式进行拟和,进而计算出绘制加工图时所需要的各种参数。由于真应变不大于0.6时的加工图失稳和稳定区域基本一致,真应变大于0.6时的加工图失稳和稳定区域基本一致,因而,取真应变为0.4和1.2时的加工图为代表进行分析。同时,通过对不同真应变下的加工图观察可知,随真应变的增大,变形失稳区增大,即可变形热力参数范围缩小。2D70铝合金在真应变ε=0.4和ε=1.2时的加工图如图3所示,图中的曲线为功率耗散系数的等值线,曲线上的数字为对应等值线的值,阴影部分为失稳区。
从图3可以看出,在变形温度为320~530 ℃、应变速率为0.001~70.0 s-1范围内,流动失稳区较大,可加工范围窄,特别是在高应变速率区域,几乎均为失稳区域,表明2D70铝合金加工难度较大。从图3还可以看出,随着真应变的增加,流动失稳区域增大,且不同变形热力参数下的功率耗散系数值均有所降低。在所研究的变形温度范围内,当应变速率较大(1.0~70.0 s-1)时,功率耗散系数多在0.3之下,变形处于流动失稳区;而当应变速率较低(0.001~0.1 s-1)时,功率耗散系数多在0.35以上,变形处于流动稳定区(见图3(a))。当应变速率大于0.1 s-1时,功率耗散系数较小,多在0.23之下,变形多处于流动失稳区;同时,在低应变速率(≤0.004 s-1)范围,也出现了流动失稳区域,即随着变形程度的增加,加工图中的流动失稳区域逐渐向低应变速率区域扩大,可加工区域变得更窄小;流动稳定区域大致在应变速率0.004~0.1 s-1范围内,此区域功率耗散系数多在0.28以上(见图3(b))。

图3 2D70铝合金不同应变时的加工图
Fig. 3 Processing maps of aluminum alloy 2D70 at different true strains
图4所示为加工图中流动失稳区对应的变形组织。图4(a)所示为变形温度320 ℃、应变速率70.0 s-1、真应变1.2时的扫描电镜照片。从图4(a)可以看出,此变形条件下,组织出现了裂纹;对照图3可知,变形温度较低(≤350℃),应变速率较大时(≥10.0 s-1),功率耗散系数多在0.1以下,对应的应变速率敏感指数为0.04,变形处于流动失稳区域。图4(b)所示为变形温度350 ℃、应变速率0.001 s-1、真应变1.2时的组织。从图4(b)可以看出,变形过程中出现了楔形裂纹;对照图3可知,此变形条件下,功率耗散系数值约为0.32,对应的应变速率敏感指数在0.19左右,变形处于流动失稳区域。图4(c)所示为变形温度530 ℃、应变速率1.0 s-1、真应变1.2时的组织。此变形条件下,功率耗散系数值约为0.41,对应的应变速率敏感指数在0.26左右,变形处于流动失稳区域。从图4(c)还可以看出,晶粒沿主变形方向被拉长,变形主要表现为晶间的局部变形,晶粒尺寸明显不均匀,组织出现机械失稳现象,易造成构件力学性能的不均匀。
图5所示为加工图中流动稳定区对应的变形组织。图5(a)为变形温度410 ℃、应变速率0.1 s-1、真应变1.2时的微观组织,从图5(a)可以看出,变形微观组织均较为细小、均匀;对照图3可知,此变形条件下的功率耗散系数约为0.27,对应的应变速率敏感指数约0.16,变形处于流动稳定区域。图5(b)所示为变形温度530 ℃、应变速率0.01 s-1、真应变1.2时的微观组织。从图5(b)可以看出,虽然此变形条件处于流动稳定区域,且功率耗散系数较高,其值为0.39(对应的应变速率敏感指数约0.24),但由于变形微观组织较为粗大,一般不宜在此变形条件下对2D70铝合金进行热加工。由综合加工图及微观组织观察结果可知,2D70铝合金的变形热力参数以370~460 ℃、0.004~ 0.1 s-1范围为宜。

图4 2D70铝合金中流动失稳区对应的变形组织
Fig. 4 Deformation microstructures of flow unstable zones of aluminum alloy 2D70
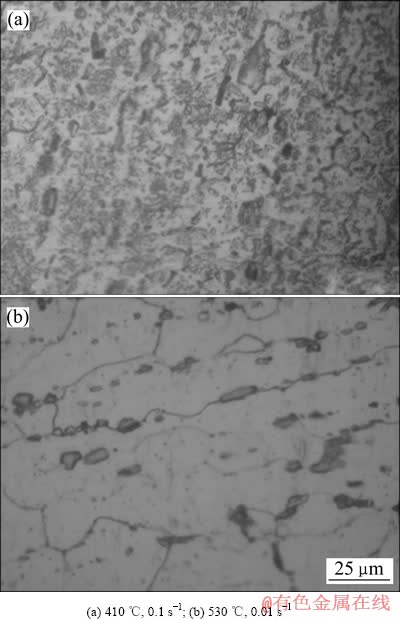
图5 2D70铝合金中流动稳定区对应的变形组织
Fig. 5 Deformation microstructures in flow stable zones of aluminum alloy 2D70
3 结论
1) 2D70铝合金热变形时的流动应力对变形温度和应变速率均较敏感,随着变形温度的升高和应变速率的降低,流动应力减小。并且在一定的应变速率下,随着变形温度的升高,流动应力达到峰值所对应的应变量减小。
2) 当应变速率大于1.0 s-1、变形温度低于350 ℃时,2D70铝合金变形组织中出现了裂纹,当变形温度高于500 ℃,易出现机械失稳现象;而当应变速率小于0.1 s-1、变形温度低于350 ℃时,易会出现楔形裂纹,变形温度高于500 ℃时,晶粒尺寸较为粗大。
3) 采用基于动态材料模型的加工图研究了2D70铝合金在320~530 ℃和0.001~70.0 s-1条件下的热变形行为。综合加工图以及微观组织观察结果,优化出的变形热力参数范围为变形温度370~460 ℃、应变速率0.004~0.1 s-1。
REFERENCES
[1] WANG Guo-jun, XIONG Bai-qing, ZHANG Yong-an, LI Zhi-hui. Elevated temperature endurance and creep properties of extruded 2D70 Al alloy rods[J]. Rare Metals, 2011, 30(3): 310-315.
[2] 李培跃, 熊柏青, 张永安, 李志辉, 王国军, 王 锋, 朱宝宏. 2D70耐热铝合金显微组织均匀化热处理[J]. 中国有色金属学报, 2010, 20(11): 2101-2105.
LI Pei-yue, XIONG Bai-qing, ZHANG Yong-an, LI Zhi-hui, WANG Guo-jun, WANG Feng, ZHU Bao-hong. Homogenization treatment and microstructure of semicontinous casting ingot of 2D70 heat-resistance aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(11): 2101-2105.
[3] PRASAD Y V R K, GEGEL H L. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242[J]. Metallurgical Transactions A, 1984, 15(10): 1883-1892.
[4] GEGEL H L, MALAS J C, DORALVELU S M, SHENDE V A. Metal Handbook (Vol 14)[M]. OH: ASM, 1987: 417-442.
[5] MALAS J C, SEETHARAMAN V. Using material behavior models to develop process control strategies[J]. Journal of the Minerals, Metals and Materials Society, 1992, 44(6): 8-13.
[6] CAVALIERE P, CERRI E, LEO P. Hot deformation and processing maps of a particulate reinforced 2618/Al2O3/20p metal matrix composite[J]. Composites Science and Technology, 2004, 64(9): 1287-1291.
[7] MURTY S V S N, RAO B N, KASHYAP B P. Instability criteria for hot deformation of materials[J]. International Materials Reviews, 2000, 45(1): 15-26.
[8] 刘 娟, 崔振山, 李从心. 镁合金ZK60的三维加工图及失稳分析[J]. 中国有色金属学报, 2008, 18(6): 1020-1026.
LIU Juan, CUI Zhen-shan, LI Cong-xin. Three-dimensional processing maps and flow instability of magnesium alloys ZK60[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 1020-1026.
[9] SUN Y, ZENG W D, ZHAO Y Q, ZHANG X M, SHU Y, ZHOU Y G. Research on the hot deformation behavior of Ti40 alloy using processing map[J]. Materials Science and Engineering A, 2011, 528(3): 1205-1211.
[10] NING Yong-quan, YAO Ze-kun, LEI Ying-yi, GUO Hong-zhen, FU Ming-wang. Hot deformation behavior of the post-cogging FGH4096 superalloy with fine equiaxed microstructure[J]. Materials Characterization, 2011, 62(9): 887-893.
[11] MOMENI A, DEHGHANI K. Hot working behavior of 2205 austenite-ferrite duplex stainless steel characterized by constitutive equations and processing maps[J]. Materials Science and Engineering A, 2011, 528(3): 1448-1454.
[12] MORAKABATI M, KHEIRANDISH S, KARIMI T A, ABBASI S M. High temperature deformation and processing map of a NiTi intermetallic alloy[J]. Intermetallics, 2011, 19(10): 1399-1404.
[13] RAJAMUTHAMILSELVAN M, RAMANATHAN S. Hot deformation behaviour of 7075 alloy[J]. Journal of Alloys and Compounds, 2011, 509(3): 948-952.
[14] 何振波, 李慧中, 梁霄鹏, 尹志民. Al-Zn-Mg-Sc-Zr合金的热变形行为及加工图[J]. 中国有色金属学报, 2011, 21(6): 1220-1228.
HE Zhen-bo, LI Hui-zhong, LIANG Xiao-peng, YIN Zhi-min. Hot deformation behavior and processing map of Al-Zn-Mg-Sc-Zr alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(6): 1220-1228.
[15] 闫亮明,沈 健,李周兵,李俊鹏,闫晓东,毛柏平. 基于神经网络的 7055 铝合金流变应力模型和加工图[J]. 中国有色金属学报, 2010, 20(7): 1296-1301.
YAN Liang-ming, SHEN Jian, LI Zhou-bing, LI Jun-peng, YAN Xiao-dong, MAO Bai-ping. Modelling for flow stress and processing map of 7055 aluminum alloy based on artificial neural networks[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(7): 1296-1301.
[16] 王 锋, 李 萍. TA15合金热压缩流变应力修正及神经网络预测[J]. 合肥工业大学学报, 2008, 31(10): 1602-1605.
WANG Feng, LI Ping. Correction and neural network prediction of hot compression flow stress in TA15 alloy[J]. Journal of Hefei University of Technology, 2008, 31(10): 1602-1605.
[17] 张伟红, 张士宏. NiTi合金热压缩实验数据的修正及其本构方程[J]. 金属学报, 2006, 42(10): 1036-1040.
ZHANG Wei-hong, ZHANG Shi-hong. Correction of hot compression test data and constitutive equation of NiTi alloy[J]. Acta Metallurgica Sinica, 2006, 42(10): 1036-1040.
[18] 鲁世强, 李 鑫, 王克鲁, 董显娟, 李臻熙, 曹春晓. 基于DMM的材料热加工工艺优化方法[J]. 中国有色金属学报, 2007, 17(6): 890-896.
LU Shi-qiang, LI Xin, WANG Ke-lu, DONG Xian-juan, LI Zhen-xi, CAO Chun-xiao. Optimizing approach of materials hot working processes based on dynamic material model[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 890-896.
[19] PRASAD Y V R K. Recent advances in the science of mechanical processing[J]. Indian Journal of Technology, 1990, 28(6/8): 435-451.
[20] SELVAN S A, RAMANATHAN S. Hot workability of as-cast and extruded ZE41A magnesium alloy using processing maps[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(2): 257-264.
(编辑 李艳红)
基金项目:国家自然科学基金资助项目(51164030)
收稿日期:2012-08-09;修订日期:2013-04-20
通信作者:刘大博,研究员,硕士;电话:010-62496830;E-mail: liudabo1969@126.com

