DOI��10.19476/j.ysxb.1004.0609.2018.11.07
SPSѭ���ȴ�����93W-4.9Ni-2.1Fe��95W-2.8Ni-1.2Fe-1Al2O3�Ͻ���֯�����ܵ�Ӱ��
��Сǿ1, 2���� ��1���ƹ���1���� ģ1���� ��1����ʢ��1, 2
(1. ����������ѧ ���ҽ������Ͻ������ι��̼����о����ģ����� 510641��
2. ����������ѧ �������ϸ�Ч�������μ�����װ���������ص�ʵ���ң����� 510640)
ժ Ҫ�����÷ŵ�������ս�(SPS)�����Ծ�����ͬ�����ܶȵ��ս�̬93W-4.9Ni-2.1Fe��95W-2.8Ni-1.2Fe-1Al2O3���ܶ��ٺϽ����ѭ���ȴ�������ͨ����ѧ������SEM��TEM��EDS����������ʵ�����ѭ���ȴ��������ֺϽ�����֯����ѧ���ܵ�Ӱ����ɡ��������������SPSѭ���ȴ������������ӣ�93W-4.9Ni-2.1Fe�Ͻ���ƽ��W�����ߴ�δ�������Ա仯��ͬʱ����ճ�����е�W������λ���ܶȲ������ߣ��Ͻ�õ��˹���ǿ����λ��ǿ�����Ͻ��Ӳ�ȡ�����ǿ�ȡ������Ӷȵ�������Ӧ��ߣ�������95W-2.8Ni-1.2Fe-1Al2O3�Ͻ����ڸ��ߵ�W������Al2O3�����ļ��룬�ս�̬ʱ����С�ö��ƽ��W�����ߴ硢�����W-W���ӶȺ�Ӳ�����ԣ���SPSѭ���ȴ���������֯�ͳɷֲַ��ľ�����Ӱ��̶���Խ�С������ѧ������Ȼ��SPSѭ���ȴ�������������Ҳ�õ���һ���̶ȸ��ƣ�����ǿ�ȺͶ����Ӷ����Խ�93W-4.9Ni-2.1Fe�Ͻ�ĵͣ�Ӳ�������Ը���93W-4.9Ni-2.1Fe�Ͻ�Ӳ�ȡ���ѭ���ȴ����������࣬�����ή�������ٺϽ��Ӳ�ȺͶ����Ӷȡ�
�ؼ��ʣ����ܶ��ٺϽ𣻷ŵ�������սѭ���ȴ�������֯������
���±�ţ�1004-0609(2018)-11-2224-09���� ��ͼ����ţ�TF124���� ���ױ�־�룺A
���ܶ�W-Ni-Fe�Ͻ���������ܶ�(16.5~19.0 g/cm3)����ǿ�ȼ����õ����Ե��������������ѧ���ܣ��ڹ�����������������Ӧ�÷dz��㷺���ر�����Ϊ������о���ϣ��ܵ��������о�������[1-3]�������췽����ҪΪ��ĩұ������Һ���սᡢ���սᡢ����ս��Լ��ŵ�������ս��[4-6]����ͳҺ���ս�ĸ��ܶ�W-Ni-Fe�Ͻ�����ܶ��ս����ա����ʼ���ȴ�ٶȶ��Ƚ����С������ս�̬�ٺϽ����⺬���ϸߣ�������P��S��������洦�γ�ƫ�ۣ������������ǿ�ȡ���ˣ�ͨ�������ʵ��ĺ����ȴ����������ٺϽ��е��⺬������������Ԫ��������洦�γ�ƫ�����ٺϽ���ȴ���������Ҫ�д������ȴ�����ѭ���ȴ�����[7]��ANJALI��[8]�о��˹��ܴ�����ͬ��ȴ�ٶȶ��ٺϽ����ѧ����Ӱ�죬�������ˮ���������Ч�����á�����Ҳ���о�����[9]������ȴ�ٶȺܿ�ʱ���ײ����ϴ����Ӧ�����Ӷ����Ͷ��ٺϽ����ܵĸ���Ч������������[10]�о�������ȴ��������ս�93W-Ni-Fe�Ͻ������֯����ѧ����Ӱ�죬�����������ȴ���������֯���پ��������ӶȽ��ͣ��Ͻ�Ͽ����پ����Ĵ����������Ѻ�ճ���������˺�����ࡣ�ſ���[11]��RAVI��[12]�о���ѭ���ȴ������ٺϽ������Ӱ�죬ǰ�߷��־�ѭ���ȴ����ĺϽ������俹��ǿ�ȼ��������������ߣ����쳤�������½��������о�������������ȴ��������������پ�������Ǽ�С����ճ������������������ӡ��ŵ�������ս�(Spark plasma sintering��SPS)���ھ��м��Ⱥ���ȴ�ٶȿ졢�ս�ʱ��̡����Ⱦ����Լ���Դ�����ʸߵ�һϵ�е��ŵ㣬����Ѿ��ڽ������մɡ����ϲ��ϼ����ܲ��ϵȵ��Ʊ��еõ��˹㷺Ӧ��[13]��SPS����¯��ȴ�ٶ��䲻��ˮ�����ȴ�ٶȿ죬������Զ������ͨ�ȴ��������е���¯��ȴ�ٶȡ���ˣ���������µ�SPS�������ٺϽ����ѭ���ȴ��������������ڱ���������߲���Ӧ������������������ٺϽ��е��⺬�������ҿ��Ը�����֯�ͳɷֵķֲ������ԣ��ٽ�Ni-Fe-Wճ��������W-W�������棬���ճ�����W��������ʪ�ԣ�����W-W���Ӷȡ�LI��[14]����SPSѭ���ս��Ʊ�����ѧ���������W-Ni-Fe�Ͻ𣬽���1400 ��һ���ȴ������������µ�����ǿ�ȱ�ﵽ1700 MPa���ң�����ǿ�ȴ�ԼΪ1100 MPa������������Ҫ����SPS�������Ծ�����ͬ�����ܶȵ��ս�̬93W-4.9Ni-2.1Fe��95W-2.8Ni-1.2Fe-1Al2O3���ܶ��ٺϽ����ѭ���ȴ������Ա��о�ѭ���ȴ��������ֺϽ������֯���ɷּ���ѧ���ܵ�Ӱ����ɣ��Ӷ�Ϊij������;�ļȾ��и�ǿ���־���Ӳ�����Ե�93W-4.9Ni-2.1Fe/95W-2.8Ni-1.2Fe-1.0Al2O3�����ٺϽ���Ʊ��ṩ����֧�֡�
1 ʵ��
1.1 �������Ʊ�
��ʵ����ѡ�õ�ԭ�Ϸ�ĩ�ֱ�Ϊ��ԭW�ۡ��ʻ�Ni�ۡ��ʻ�Fe�ۺͦ�-Al2O3�ۣ���ĩ���Լ��Ʊ��������1���С�
��1 ԭ�Ϸ�ĩ���Լ��Ʊ�����
Table 1 Characteristics and fabrication methods of elemental powders
���ֳɷֺϽ�����ͬ���������½��г��κ��սᡣ���Ƚ�ԭ�Ϸ�ĩ���ջ�ѧ�����ɷ�93%W-4.9%Ni-2.1%Fe(����������%)��95%W-2.8%Ni-1.2%Fe-1.0%Al2O3(����������%)������Ȳ����������24 h��Ȼ��250 MPa��Ⱦ�ѹ���ͣ������Ƹ�ʽ��˿¯�н���Һ���սᣬ�ս�����Ϊ�������ս��¶�Ϊ1520 �棬�սᱣ��ʱ��Ϊ90 min���ս�̬93WHA��95WHA�Ͻ�����ܶȷֱ�Ϊ99.4%��98.7%��
���ս�̬�ٺϽ�ӹ���ֱ��20 mm��7 mm��Բ��������������Dr. Sinter SPS-825�ͷŵ�������ս��豸�н������(��նȣ�8 Pa)������1400 �汣��2 min�Ŀ��ټ���-��ȴѭ���ȴ�������������Ϊ600 ��/min�����º���¯��ȴ��200 �档93W�Ͻ���ȴ���ѭ�������ֱ�ȡ0(�ս�̬)��1��2��5��10��20����Ӧ�����������ֱ��ΪCHT0��CHT1��CHT2��CHT5��CHT10��CHT20��Ϊ����Աȣ�95W�Ͻ���ȴ���ѭ��������ֱ�ȡ0(�ս�̬)��5��10��20��������Ӧ�����ֱ��ΪSPS0��SPS5��SPS10��SPS20�������������ظ�ʵ��4�Ρ�
1.2 ���Է���
�ȴ���ǰ���ٺϽ������֯������Ҫ����W������С��W-W���ӶȺͶ���ǡ����ý��߷��ⶨW������С��W-W���Ӷȣ��������㷨�ⶨ����ǡ�����W������Сʱ���ٲ�400��������Ȼ��ȡƽ��ֵ����������ά����ϵ��1.571[15]��W-W���Ӷ�������ʾ�ٺϽ�����֯��W������W����֮��ĽӴ��̶ȣ�����㹫ʽ����[16]��
 (1)
(1)
ʽ�У�NWW��NWM�ֱ��ʾɨ��羵��Ƭ�ϱ���λ��������ȡ��W-W�����������-ճ����(W-M)�������������ʱΪ�˼�С��NWW��������200����
���ù�ѧ���� (DMI 5000M, Leica, Germany)������ɨ���������(Quanta200, FEI, USA)������ά��Ӳ�ȼ�(HMV-2T, Shimadzu, Japan)�۲�Ͻ���֯�������������ͲⶨӲ�ȡ����ù��Ϊ16 mm��4 mm��2 mm�������������������ܲ��������(CMT5105, Sans, China)�ϲⶨ�ȴ�����Ͻ�Ŀ���ǿ�ȣ��������Ϊ10 mm����������Ϊ0.5 mm/min��
2 ���������
2.1 ����֯���ɷַ���
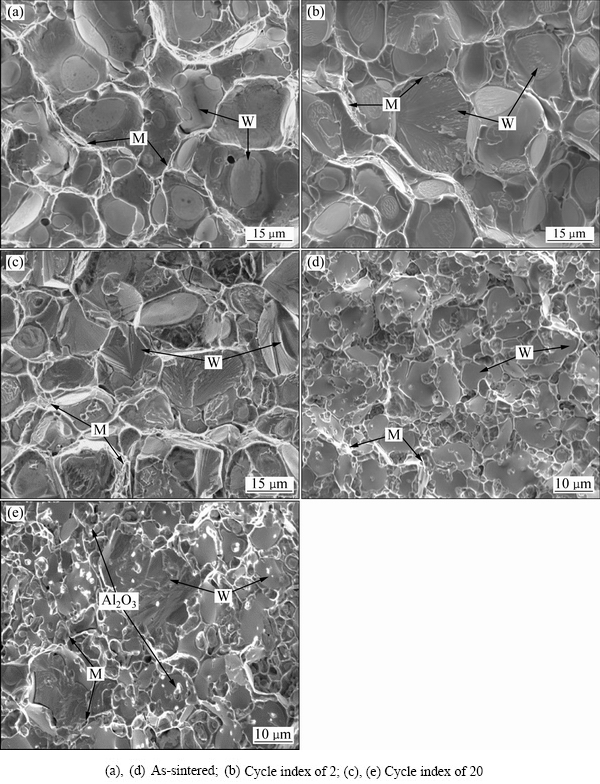
������ͬ�����ܶȵ��ս�̬93W-4.9Ni-2.1Fe(93W)��95W-2.8Ni-1.2Fe-1Al2O3 (95W)���ָ��ܶ��ٺϽ𣬾���ͬ����SPSѭ���ȴ�����Ĺ�ѧ����֯��ͼ1��ʾ������ѭ���ȴ������������ӣ��Ͻ����پ�����ճ����ķֲ���Ϊ���ȡ����ֺϽ��W������Ķ���Ǻ�W-W���ӶȾ���ѭ���ȴ������������Ӷ���С��ѭ���ȴ���20�κ�93 W�Ͻ�Ķ���Ǻ����Ӷȷֱ����ս�̬ʱ��44.5��0.27�½���30.1��0.16���� 95 W�Ͻ�Ķ���Ǻ����Ӷ���ֱ����ս�̬ʱ��64.0��0.65�½���41.2��0.39(��ͼ2)��Ȼ��������δ��ѭ���ȴ������ս�̬���Ǿ�����ͬѭ���ȴ���������95 W�������Ǻ����ӶȾ����Ը�����Ӧ���������µ�93 W�Ͻ�����Ҫ����Ϊ95W�Ͻ������Ը��ߵ�W������С��W�����ߴ磬��������и����W��������������⣬��93 W�Ͻ���ȣ�95 W��������Խϵ͵�ճ��������������Ӷ����ºϽ��W������Ӵ��Ŀ����Ը� ��[17]���������W-W���ӶȵĽ��Ͷ����ͣ�����GERMAN�����ģ����һ�µ�[18]���ڱ��о��в��õ�ѭ���ȴ������������£�ѭ���ȴ���������93 W��95 W�Ͻ���پ���ƽ���ߴ�Ӱ�첢��ʮ�����ԣ��ֱ�ά����26 ��m��10 ��m���ң���20��ѭ���ȴ��������ߴ�����������������ڲ���SPSѭ���ȴ���ʱ��SPS�������ʸߴ�600 ��/min����1400 �汣��ʱ��϶̣���Ϊ2 min������SPS��¯��ȴ����Ҳ�Ͽ죬Զ������ͨ¯������[19]������W������������Ч���ơ��ս�̬���ȴ���̬95 W�Ͻ��е�Al2O3�����ֲ�����Ϊ���ȣ�����Ҫλ����-ճ����(W-M)���洦�����в���λ��W������ճ����(M)�ڲ���ѭ���ȴ���δ��95W�Ͻ��е�Al2O3������̬���ߴ�ͷֲ����ɲ�������Ӱ�졣95 W�Ͻ���������Al2O3������Һ���ս�����У��ֲ���W-M���洦��Al2O3�����谭W���ܽ�-�������̣�����W�����Ǩ�����ʣ��Ӷ�������W�����ij������⣬95 W�е�ճ�����93 W�٣�Ҳ��һ���̶����谭��W���ܽ�-�������̡���ˣ�95 W�Ͻ��93 W�Ͻ��W�����ߴ�����С�ܶࡣ��������95 W�Ͻ��W�����ߴ��93 W�Ͻ�С�ö࣬��95 W�к��о��ȷֲ���Al2O3�������ߵ�W����������95 W�������Ը��ߵ�Ӳ�ȡ�93 W��95 W�Ͻ��Ӳ�Ⱦ���ѭ���ȴ������������ӳ��ֳ������ߺ͵����ơ�93 W�Ͻ�����ѭ������5��ʱ�ﵽ���ֵ315 HV1��95 W�Ͻ�������ѭ������10��ʱ�ﵽ���ֵ357 HV1��
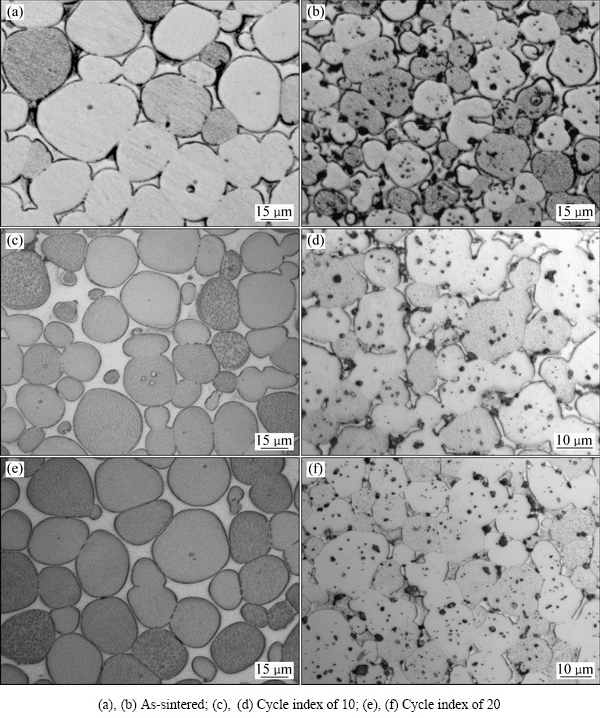
ͼ1 �ս�̬��ѭ���ȴ�����93W��95W�Ͻ������֯
Fig. 1 Micrographs of as-sintered and cyclic heat-treated 93W ((a), (c), (e)) and 95W ((b), (d), (f)) alloys
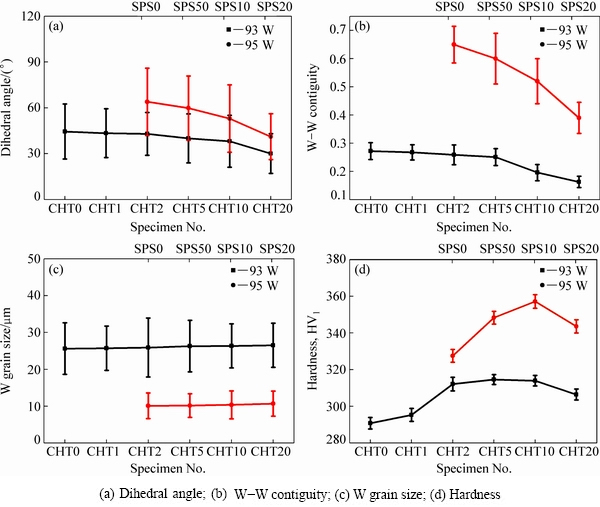
ͼ2 SPSѭ���ȴ���������93 W��95 W�Ͻ������֯��Ӳ�ȵ�Ӱ��
Fig. 2 Influence of heat-treatment cycle index on microstructure and hardness of 93 W and 95 W alloys
���ܶ�W-Ni-Fe�Ͻ�������Ͻ�ѭ���ȴ��������Ͻ���֯��Ҫ�����úϽ���������в�ͬ��������ϵ����ճ����ʹ�W ��������ϵ���ֱ�ԼΪ20��10-6 K��4.6��10-6 K[20]�������������������ϵ�����ϴ����������������ȴ�����У�����W-M�����W-W���洦�ֱ������Ӧ����ѹӦ�����γɴ����ܡ����ٴμ���ʱճ�������W-W������ɢ�������������������Ĵ���Ӧ���ܵĽ��͡��Ӷ�������SPSѭ�����������ӣ�W-W���Ӷ����½������ٺϽ���W-W��������������棬�Ͻ����ʱ����ͨ�����ڴ˴����������ͨ������W-W���Ӷȿ���һ���̶��ϸ����ٺϽ����ѧ���ܡ�
��93 W��95 W�Ͻ��ճ��������������������ʾѭ���ȴ����ɴٽ�ճ�����гɷֲַ���Ϊ���ȡ���2����ΪSPSѭ���ȴ�����ͬ�����������ٺϽ��ճ������Ni��Fe��WԪ�ص���������(����95 W�Ͻ𣬲�����ճ�����зֲ���Al2O3)�������ٺϽ��ճ�����е�WԪ�غ����������ȴ���ѭ�����������������ߣ��ڴﵽ��ֵ��һ������ѭ���ȴ����������ֻ�����ճ������WԪ�غ������͡���ͬ���ǣ�����93 W�Ͻ�ճ�����е�WԪ�غ�����ѭ���ȴ���5�κ�ﵽ���ֵ30.66 %��������95W�Ͻ�10��ѭ���ȴ�����ճ������WԪ�غ����ﵽ��ֵ29.93%���ٺϽ������ս����¯��ȴ���ʽϵͣ����¸��¹����ڦ�-(Ni��Fe)���е�WԪ������ɢ���������ڴ��W�����ϣ��ٽ�ԭ��W�����ij���SPSѭ���ȴ���ʱ�����±��´����ٽ���W��ճ�����е���ɢ������ù����е���ȴ�ٶ�ҪԶ������ͨ��¯��ȴ�ٶȣ���������������ȴ������ճ������WԪ�ص����������¾�SPSѭ���ȴ������ٺϽ��ճ������WԪ�غ�����������ߡ�1400 ��ʱWԪ���ڦ�-(Ni��Fe)���е�����ܽ��ԼΪ30%[21]����ˣ�93 W��95 W���ֺϽ��ճ���������W�������ڴﵽ30%����ʱ������SPSѭ���ȴ������Ӷ���һ�����ߡ�����ѭ���ȴ��������Ľ�һ�����ӣ�ճ������W�����������½��������ٺϽ��Ӳ�ȱ仯������һ�¡�����Ҫ�����ڸߴ���ѭ���ȴ���ʱ���Ͻ���W�������ͳ�������г���������WԪ�����������ڦ�-(Ni��Fe)����WԪ��������ճ����ɷֵı仯���Կ�����ͨ���ʵ���SPSѭ���ȴ�����ʵ��W�Ͻ����ǿ����
��2 ѭ���ȴ�����ͬ������ճ�����EDS�������
Table 2 EDS analysis results from matrix phases in specimens heat-treated for different cycles
2.2 �Ͻ������ǿ�ȺͶϿڷ���
ͼ3��ʾΪSPSѭ���ȴ��������ֱ��93 W��95 W���ֺϽ������ܵ�Ӱ�����ߡ���ͼ3���Կ�����93 W��95 W�Ͻ�Ŀ���ǿ�ȺͶ����ӶȾ����ȴ���ѭ�����������Ӷ�����ֻ�Ǿ�20��ѭ���ȴ������10��ʱ�����ٺϽ�Ķ����ӶȾ����������½�������93 W�Ͻ�ѭ���ȴ���1�κ�Ͻ�Ŀ���ǿ�ȺͶ����ӶȽ��ս�̬�ij������������������С��ѭ���ȴ���2�κϽ�Ŀ���ǿ�ȺͶ����ӶȾ��õ��˽ϴ������ߣ�����ǿ����1��ѭ���ȴ���ʱ��1500 MPa��ߵ�2127 MPa�������Ӷ���1��ѭ������ʱ����0.75 mm������2.42 mm����һ������ѭ���ȴ����Ĵ���������ǿ����������ߣ�������ʮ��������ѭ���ȴ���20�κ�ﵽ��2321 MPa�������Ӷȵķ�ֵ������ѭ���ȴ���10��ʱ���ﵽ��4.05 mm�������93 W�Ͻ���95 W�Ͻ����ߵĿ���ǿ�ȺͶ����Ӷ������ȴ���ѭ�������������������Ƶı仯���ɣ�ֻ��95 W�Ͻ�Ŀ���ǿ�ȺͶ����ӶȽ���ͬ�ȴ��������µ�93 W�Ͻ�Ҫ���Եͺܶࡣ�ս�̬95 W�Ͻ�Ŀ���ǿ��Ϊ1247 MPa�������Ӷ�Ϊ0.30 mm��ѭ���ȴ���5�κ��俹��ǿ�ȺͶ����Ӷȷֱ������1473 MPa��0.48 mm�������ǿ�ȶ�Ӧ��ѭ���ȴ���20�Σ�Ϊ1590 MPa�������Ӷȷ�ֵ0.53 mm�������ѭ���ȴ���10��ʱ������W-Ni-Fe�Ͻ���ս������������½��еģ��ս�̬�Ͻ�����ĺ���ͨ����Խϸߣ�������Ԫ����Ҫ�ۼ���W-M���漰W������Χ[22]������ᵼ��W-M�����W-W������ǿ�Ƚ��ͣ����������������������ڴ˽��洦��������չ���Ӷ����ͺϽ�Ŀ������ܡ�����ȴ��������ڳ�ȥ�ٺϽ�����[21]���ȴ���ѭ��������������ζ����ճ���ʱ���ӳ��������ٺϽ��е��⺬����֮���ͣ��������ǿ�ȵõ����ƣ�ͬʱѭ���ȴ������ܹ��ٽ�ճ��������W-W����͵���ճ����ijɷ֣�����������ٺϽ�Ŀ������ܡ���93 W�Ͻ���������������W-M��������������ϵ���IJ�ƥ�䣬����ѭ���ȴ������������Ӽ���Ӧ���Ķ�������£�ճ�����е�λ���ܶ�Ҳ������ߣ���ͼ4��ʾ��λ����ǿ������Ҳ���ٺϽ�ǿ�ȵõ���ߵ�ԭ��֮һ�������Ӷȵ����������������ѭ���ȴ����������ӣ�����ճ�������뵽W-W���桢ճ������W����������ɹ���ǿ����W�����ߴ糤����W������ճ����Ŀ�������ȵ��ۺ����á�ճ�������ǿ����λ���ܶȵ�����������ճ��������Խ��ͣ����⣬ճ������W-W���������Ҳ����һ���̶�����ճ������ȵļ�С������ѭ���ȴ��������ﵽ20��ʱ�Ͻ�Ķ����Ӷȷ����������͡�����ͬ���ȴ������������£�95 W�Ͻ�Ŀ�������Ҫ���Ե���93 W�Ͻ�ģ�һ����������95 W�Ͻ���нϸߵ�W����������W�����ߴ��С����˾��нϸߵ�W-W���Ӷȣ�W-W������������ϣ���ԺϽ�Ŀ���ǿ�Ⱥ����Ծ���������һ��������Al2O3������Ҫ�ֲ���W-M���棬���в��ֲַ���ճ������W�����ڲ�����������W-M���桢ճ�����W������ǿ�ȣ���һ���������ٺϽ�Ŀ���ǿ�ȣ���������������ճ����Ĵ��ݺ�ճ������������ԣ�����95W�Ͻ���������Ӷ����Խϵ͡�
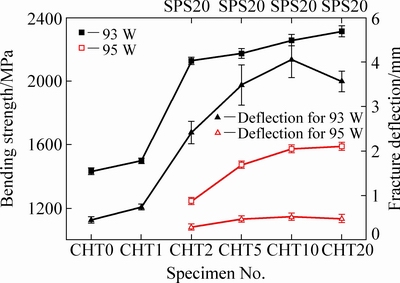
ͼ3 ѭ���ȴ�����93 W��95 W�Ͻ������ǿ�Ⱥ��Ӷȵ�Ӱ��
Fig. 3 Influence of heat-treatment cycle index on bending strength and deflection of 93 W and 95 W alloys
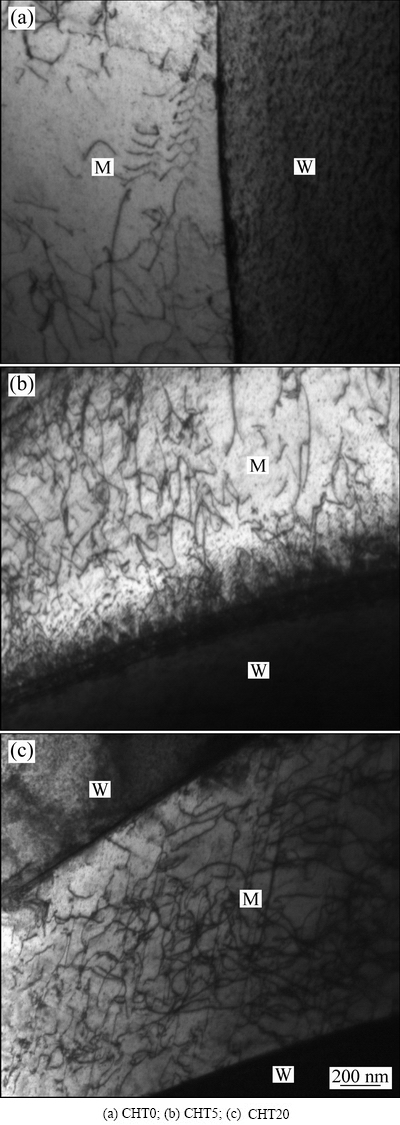
ͼ4 ��ͬѭ�������ȴ�����93 W�Ͻ���W-M���洦��λ��
Fig. 4 Dislocation in W-M interface of 93 W alloy heat-treated for different cyclic index
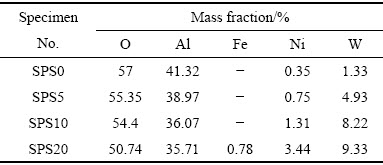
��SPSѭ���ȴ���ǰ�������ٺϽ�������Ͽ�ɨ����Ƭ(��ͼ5)���Կ���������4�ֶ��ѷ�ʽ����W-W���濪�ѡ�W-M������ѡ�ճ����˺�Ѽ�W�����������ѡ������ٺϽ�ͨ��������W�����������Ѻ�ճ����˺�ѱ���Խ�ߣ��Ͻ��ǿ�Ⱥ�����Խ�á��ս�̬93 W�Ͻ�����W-M�����⺬���ϸߣ����ǿ�ȵͣ�����ѷ�ʽ��Ҫ��W-W���濪�ѡ�W-M������Ѻ�ճ����˺��Ϊ��(��ͼ5(a))����2��ѭ���ȴ����������ĶϿ��г����˽�Ϊ���Ե�W������������(��ͼ5(b))��W-M������ѵĹ⻬�Ƚ��ͣ���������ѳ�ճ��������Եõ��˸��ƣ��Ͻ����������Ҳ��Ӧ�õ������Ը���(��ͼ3)���˺������ȴ���ѭ���������ӣ��ٺϽ��е��⺬�����Ͻ��ͣ�W-W���Ӷȳ����½�������W-M����ǿ�Ⱥ�ճ����ǿ�Ȳ��ϵõ������Լ���λ�����W-M�����������ӣ��Ͽ���W�����������ѵı���������߲�ռ����������λ�������ڶ��ѹ�����W���������ǿ���α����������ö������˾�������(��ͼ5(c))������W-M����ǿ�Ⱥ�ճ�������Եĸ��ƣ�������20��ѭ���ȴ�����93 W�Ͻ�Ķ����Ϲ۲쵽W-M������洦���ڸ�����״ճ���࣬�����Ӧ�Ͻ��ǿ�ȵõ��˽�һ����ߡ�������95 W�Ͻ�ѭ���ȴ���������ʹ������20�Σ�����ѷ�ʽ��Ȼ����W-W�������Ϊ����ֻ�Ƕ�����W�����������ѵı�������ѭ�����������Ӷ������(��ͼ5(d)��(e))�����95 W�Ͻ�Ŀ�����������ѭ�����������Ӷ����ƣ������Ʒ��Ⱥ�������������С��93 W�Ͻ𡣱�3����Ϊ��ͬѭ���ȴ����������95 W�Ͻ�Ͽڱ��������������ס���Ȼ����ѭ���ȴ������������ӣ�����������������ٺ����������������ӣ��������ڼ����Al2O3�����ֲ���W-M���洦��ճ�����У�����������W-M������ǿ�ȣ�������������������������չ�����ҽ�����ճ��������ǿ�Ⱥ����ԣ���˽�һ��������95 W�Ͻ����ѧ���ܡ�ѭ���ȴ�����ȻʹW-W���Ӷ�Ҳ�������ͣ�������ֵ�����93 W�Ͻ����Ȼ�ߺܶ࣬���⣬95 W�Ͻ���ճ���ຬ���Ƚϵͣ���ˣ�������ճ�����ճ��˺�Ѳ������ԣ��Ͻ��������Խϲ�ɴ˿�֪��ѭ���ȴ�����95 W�Ͻ��������ܸ��ƽ�Ϊ���ޣ���ʹ��20��ѭ���ȴ�����95 W�Ͻ��Ա����˽ϸߵĴ��Ժ���Խϵ͵Ŀ���ǿ�ȡ�
��3 95Wѭ���ȴ�����ͬ��������������EDS�������
Table 3 EDS analysis results of Al2O3 in 95 W specimens heat-treated for different cycles
ͼ5 �ս�̬��ѭ���ȴ�����93 W��95 W�Ͻ�ĶϿ���ò
Fig. 5 Fractographs of as-sintered and cyclic heat-treated 93 W ((a), (b), (c)) and 95 W ((d), (e)) alloys
3 ����
1) ����SPS�սἼ����93 W��95 W�Ͻ�ֱ����ѭ���ȴ���������ѭ���������������ֺϽ������֯���õ��˸��ƣ�W-W���ӶȺͶ���Ǿ����͡��Ͻ�Ŀ���ǿ������ѭ������������������������ѭ�����������Ӷ�Ӳ�ȺͶ����Ӷ������Ӻ͡�
2) �����ȴ���ѭ�����������ӣ�93 W�Ͻ���ѷ�ʽ��W��������������ռ��������λ���ȴ���ѭ��20��ʱ������ǿ�������2321 MPa���Ͻ���������ӶȺ�Ӳ�ȷֱ��Ӧ��10�κ�5��ѭ���ȴ���ʱ��4.05 mm��315 HV1�������ȴ���ѭ�����������ӣ�95 W�Ͻ�Ķ��ѷ�ʽʼ����W-W�������Ϊ��������W�����������ѵı����������ӣ����������ܸ�W������Al2O3������Ӱ�죬SPSѭ���ȴ�����ȻҲ�ܸ���95 W�Ͻ������֯������ǿ�ȺͶ����Ӷȣ�Ȼ��Զ����93 W�Ͻ��������ԣ�95 W�Ͻ�������ǿ�ȶ�Ӧ��ѭ���ȴ���20�Σ�Ϊ1590 MPa�������Ӷȷ�ֵ0.53 mm�����Ӳ��357 HV1����Ӧ��10��ѭ���ȴ�����
REFERENCES
[1] �Ŵ���, ������, ������, ��־��. �ҹ��������ٺϽ��о������½�չ��չ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2006, 11(3): 127-132.
ZHANG Cun-xin, QIN Li-bai, MI Wen-yu, BAI Zhi-guo. Recent research progress and prospect of armour-piercing projectile in china[J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(3): 127-132.
[2] �� ��, л ��. ���ܶ��ٺϽ���о���״�뷢չ����[J]. ϡ�н��������빤��, 2012, 41(S2): 145-148.
WANG Song, XIE Ming. Present research and future development of tungsten heavy alloys[J]. Rare Metal Materials and Engineering, 2012, 41(S2): 145-148.
[3] LUO Rong-mei, HUANG De-wu, YANG Ming-chuan, TANG En-ling, WANG Meng, HE Li-ping. Penetrating performance and ��self-sharpening�� behavior of fine-grained tungsten heavy alloy rod penetrators[J]. Materials Science and Engineering A, 2016, 675: 262-270.
[4] ���ƽ, �� ��. ���ܶ�W-Ni-Fe�Ͻ���ս��¼���[J]. ϡ�н���, 2013, 37(1): 155-163.
XIANG Dao-ping, DING Lei. New technologies of sintering W-Ni-Fe heavy alloys[J]. Chinese Journal of Rare Metals, 2013, 37(1): 155-163.
[5] ����, ����ɭ. ����ս��Ʊ�90W-Ni-Fe���ܶ��ٺϽ�����������ṹ[J]. �й���ɫ����ѧ��, 2013, 23(3): 703-710.
ZOU Jian-peng, ZHANG Zhao-sen. Performance and microstructure of 90W-Ni-Fe high-density tungsten alloy fabricated by vacuum sintering[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 703-710.
[6] �żѼ�, ����ʤ, ������, ������. ���ʹ�ͳ�����ս��93W-Ni-Fe����ѹ�����ṹ����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(11): 3088-3093.
ZHANG Jia-jia, LIU Wen-sheng, MA Yun-zhu, HE Liu-qing. Influence of microwave and conventional hydrogen sintering on microstructure and mechanical properties of 93W-Ni-Fe extruded bars[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(11): 3088-3093.
[7] �ƾ���, �ܼ̳�, ����ʤ, �Ʋ���. ���ܶȺϽ��ս����ȴ���[J]. �����ȴ���, 2003, 28(3): 7-10.
HUANG Jin-song, ZHOU Ji-cheng, LIU Wen-sheng, HUANG Bai-yun. Heat treatment of high density alloy after sintering[J]. Heat Treatment of Metals, 2003, 28(3): 7-10.
[8] ANJALI K, PRABHU G, SANKARANARAYANA M, NANDY T K. Effect of solution treatment temperature and cooling rate on the mechanical properties of tungsten heavy alloy[J]. Materials Science and Engineering A, 2017, 688: 225-236.
[9] GERMAN R M, BOURGUIGNON L L, RABIN B H. Microstructure limitations of high tungsten content heavy alloys[J]. Journal of the Minerals Metals and Materials Society, 1985, 37(8): 36-39.
[10] ������, �żѼ�, ����ʤ, ������, ����ɽ. ����ȴ��������ս�93W-Ni-Fe�Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. ϡ�н��������빤��, 2012, 41(9): 1680-1683.
MA Yun-zhu, ZHANG Jia-jia, LIU Wen-sheng, HE Liu-qing, CAI Qing-shan. Effects of vacuum heat treatment on microstructure and mechanical properties of 93W-Ni-Fe alloy by microwave sintering[J]. Rare Metal Materials and Engineering, 2012, 41(9): 1680-1683.
[11] �� ��, ������, �½���. ѭ���ȴ�����90W-7Ni-3Fe���ܶ��ٺϽ���ѧ���ܵ�Ӱ��[J]. ϡ�н�����Ӳ�ʺϽ�, 2013, 41(2): 58-60.
ZHANG Jun, LUO Zhen-zhong, CHEN Jian-xiong. Effects of cyclic heat treatment on mechanical properties of 90W-7Ni-3Fe tungsten heavy alloy[J]. Rare Metals and Cemented Carbides, 2013, 41(2): 58-60.
[12] RAVI K U, JALAJ K, VIKAS K, SANKARANARAYANA M, NAGESWARA RAO G V S, NANDY T K. Effect of cyclic heat treatment and swaging on mechanical properties of the tungsten heavy alloys[J]. Materials Science and Engineering A, 2016, 656: 256-265.
[13] DONG Zhi, LIU Nan, MA Zong-qing, LIU Chen-xi, GUO Qian-ying, LIU Yong-chang. Preparation of ultra-fine grain W-Y2O3 alloy by an improved wet chemical method and two-step spark plasma sintering[J]. Journal of Alloys and Compounds, 2017, 695: 2969-2973.
[14] LI Xiao-qiang, HU Ke, QU Sheng-guan, LI Li, YANG Chao. 93W-5.6Ni-1.4Fe heavy alloys with enhanced performance prepared by cyclic spark plasma sintering[J]. Materials Science and Engineering A, 2014, 599: 233-241.
[15] ASTM E112-96. Standard test methods for determining average grain size[S]. 2004.
[16] KIRAN U R, RAO A S, SANKARANARAYANA M, NANDY T K. Swaging and heat treatment studies on sintered 90W-6Ni-2Fe-2Co tungsten heavy alloy[J]. International Journal of Refractory Metals and Hard Materials, 2012, 33(1): 113-121.
[17] HU Ke, LI Xiao-qiang, AI Xuan, QU Sheng-guan, LI Yuan-yuan. Fabrication, characterization, and mechanical properties of 93W-4.9Ni-2.1Fe/95W-2.8Ni-1.2Fe-1Al2O3 heavy alloy composites[J]. Materials Science and Engineering A, 2015, 636: 452-458.
[18] LI Yuan-yuan, HU Ke, LI Xiao-qiang, AI Xuan, QU Sheng-guan. Fine-grained 93W-5.6Ni-1.4Fe heavy alloys with enhanced performance prepared by spark plasma sintering[J]. Materials Science and Engineering A, 2013, 573: 245-252.
[19] �� ģ, ��Сǿ, �� ��, �� ��, �����. SPSѭ���ȴ�����93W-4.9Ni-2.1Fe�Ͻ���֯�����ܵ�Ӱ��[J]. ϡ�н��������빤��, 2018, 47(7): 2210-2215.
GUAN Mo, LI Xiao-qiang, HU Ke, YANG Fan, ZHU De-zhi. Effect of SPS cyclic heat-treatment on the microstructure and properties of 93W-4.9Ni-2.1Fe alloy[J]. Rare Metal Materials and Engineering, 2018, 47(7): 2210-2215.
[20] KIRAN U R, KUMAR J, KUMAR V, SANKARANARAYANA M, RAO G V, NANDY T K. Effect of cyclic heat treatment and swaging on mechanical properties of the tungsten heavy alloys[J]. Materials Science and Engineering A, 2016, 656: 256-265.
[21] YOON H K, LEE S H, KANG S J L, YOON D N. Effect of vacuum-treatment on mechanical properties of W-Ni-Fe heavy alloy[J]. Journal of Materials Science, 1983, 18(5): 1374-1380.
[22] ���ɭ, ������, ���ҽ�, ������. ��Ը߱��غϽ�(95%W-3.5%Ni-1.5%Fe)��ѧ���ܵ�Ӱ��[J]. ����ѧ��, 1981, 17(1): 39-43.
ZHU Gui-sen, LIU Ming-cheng, LIN Zhong-jie, YU Shu-yan. Effect of hydrogen on mechanical properties of a high density W-Ni-Fe alloy[J]. Acta Metallurgica Sinica, 1981, 17(1): 39-43.
Effect of SPS cyclic heat-treatment on microstructure and properties of 93W-4.9Ni-2.1Fe and 95W-2.8Ni-1.2Fe-1Al2O3 alloys
LI Xiao-qiang1, 2, LIU Bo1, HUANG Guan-xiang1, GUAN Mo1, HU Ke1, QU Sheng-guan1, 2
(1. National Engineering Research Center of Near-Net-Shape Forming for Metallic Materials, South China University of Technology, Guangzhou 510641, China;
2. Key Laboratory of High-efficiency Near-net-shape Forming Technology and Equipments for Metallic Materials, Ministry of Education, South China University of Technology, Guangzhou 510640, China)
Abstract: The effect of cyclic heat-treatment based on spark plasma sintering (SPS) technique on the microstructure and mechanical properties of as-sintered 93W-4.9Ni-2.1Fe and 95W-2.8Ni-1.2Fe-1Al2O3 heavy alloy with the same theoretical density was studied by optical microscopy, SEM, TEM, EDS and three �Cpoint bending tests. The results show that with increasing the SPS cycle index, the average W grain size of 93W-4.9Ni-2.1Fe alloy unchanges markedly, while both the tungsten content and dislocation density in matrix tend to increase. As a result, the hardness, bending strength and fracture deflection of the alloy are improved gradually owing to solid solution and dislocation strengthening by the treatment. 95W-2.8Ni-1.2Fe-1Al2O3 alloy, possesses quite less average W grain size, higher W-W contiguity and highly hard and brittle characteristics, because of the higher W content and the addition of Al2O3 particles. Its microstructure and composition distribution are affected in a lower degree by SPS cyclic heat-treatment. Although the mechanical property is improved with increasing the SPS cycle index, the obtained bending strength and fracture deflection are obviously lower those of 93W-4.9Ni-2.1Fe alloy, except quite bigger hardness. However, too many times of cyclic heat treatment induce the decrease of hardness and fracture deflection of the two types of alloys.
Key words: tungsten heavy alloy; spark plasma sintering; cyclic heat-treatment; microstructure; property
Foundation item: Project(51504100) supported by the National Natural Science Foundation of China; Project (2017A010103005) supported by the Science and Technology Planning Project in Guangdong Province, China; Projects(201707010313, 201604016015) supported by the Science and Technology Planning Project in Guangzhou City, China; Project(2015ZP029) supported by the Fundamental Research Funds for the Central Universities, China; Projects(2014A030313234, 2015A030310170) supported by the Natural Science Foundation of Guangdong Province, China
Received date: 2017-08-24; Accepted date: 2018-01-24
Corresponding author: LI Xiao-qiang; Tel: +86-20-87111080; E-mail: lixq@scut.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51504100)���㶫ʡʡ���Ƽ��ƻ���Ŀ(2017A010103005)�������пƼ��ƻ���Ŀ(201707010313��201604016015)�������У��������ҵ���������Ŀ(2015ZP029)���㶫ʡ��Ȼ��ѧ����������Ŀ(2014A030313234��2015A030310170)
�ո����ڣ�2017-08-24�������ڣ�2018-01-24
ͨ�����ߣ���Сǿ�����ڣ���ʿ���绰��020-87111080��E-mail��lixq@scut.edu.cn

