网络首发时间: 2019-04-19 11:33
稀有金属 2020,44(04),419-426 DOI:10.13373/j.cnki.cjrm.xy19010038
原始粉BET,CIP压力与烧结温度对ITO靶材微观结构及结瘤情况的影响
杨硕 谢斌 张大帅 王亚辉 王帅超
中国船舶重工集团公司第七二五研究所第二研究室
摘 要:
以不同比表面积(BET)气化In2 O3 和SnO2 粉(In2 O3 /SnO2 =9:1)为原料,使用模压辅助冷等静压(CIP)成型的方法制备出铟锡氧化物(ITO)坯体,又在不同温度条件下烧结制得ITO靶材。研究了原始粉BET,CIP压力与烧结温度对靶材微观结构及结瘤的影响,结果表明:BET更大的A配方粉末烧结活性更高,在较低的烧结温度即可致密,而微观结构致密性的提高有利于防止靶材结瘤;当CIP压力由285 MPa提高至400 MPa,坯体各方向收缩率明显增加,且相对密度由64.90%提高至70.23%,CIP压力继续提高至500 MPa,坯体密度不再继续增加,稳定在70%左右;在1540℃常压氧气氛烧结20 h后,CIP压力为285 MPa和400 MPa的靶材相对密度均超过99.8%,晶粒尺寸均在4~10μm,但前者含少量尺寸在2μm以下的微孔,而后者微观致密性更好、晶内小微粒尺寸更大,且溅射后未出现结瘤;在1575℃常压氧气氛烧结20 h后,CIP压力为285 MPa和400 MPa的靶材相对密度均超过99.8%,均未出现微孔缺陷,但靶材晶粒尺寸均偏大,范围大致在4~17μm,其中400 MPa靶材出现了更多数量的异常大晶粒;当CIP压力均为400 MPa时,1575℃烧结靶材结瘤偏多,而1540℃烧结靶材未出现结瘤。
关键词:
铟锡氧化物(ITO)靶材 ;靶材结瘤 ;微孔 ;
中图分类号: TG146.4
作者简介: 杨硕(1982-),男,河南洛阳人,硕士,高级工程师,研究方向:光电陶瓷材料;电话:15036313733;E-mail:longtouys@163.com;
收稿日期: 2019-01-31
基金: 国家发展改革委员会国家战略性新兴产业发展专项项目(发改办高技[2012]1029号)资助;
Microstructure of ITO Target and Impact of Nodulation by BET,CIP Pressure and Sintering Temperature
Yang Shuo Xie Bin Zhang Dashuai Wang Yahui Wang Shuaichao
The Second Research Department,No.725 Research Institute,China Shipbuilding Industry Corporation
Abstract:
Indium tin oxide(ITO) green body was prepared by molding assisted cold isostatic pressing(CIP) with gasified In2 O3 and Sn02 powder(In203/SnO2 =9:1) of different Brunner Emmet Teller(BET) and ITO target was prepared under different temperature conditions.The effect of raw powder BET,sintering temperature and the maximum CIP pressure on the microstructure and nodulation of ITO target was studied.The results showed that Formula A powder with bigger BET had higher sintering activity and could be compacted at lower sintering temperature,while the improvement of microstructural compactness was beneficial to prevent nodulation of target materials.When the pressure of CIP increased from 285 MPa to 400 MPa,the shrinkage of the green body increased obviously in all directions and the relative density increased from 64.90% to 70.23%.When the CIP pressure continued to increase to 500 MPa,the relative density of the green body no longer increased and kept about 70%.After sintering at 1540 for 20 h in normal oxygen atmosphere,the relative densities of ITO targets of 285 MPa and 400 MPa were both over 99.8% and the grain sizes were 4~10 μm,but the former contained a small amount of micro-pores below 2 μm while the latter had a better micro density and larger size of intra-granular particle and no nodules appeared after sputtering.After sintering at 1575 for 20 h in normal oxygen atmosphere,the relative densities of ITO targets of 285 MPa and 400 MPa were both over 99.8% and no micro-porous defects were found in both of the two,but the grain sizes of the targets were large with range of approximately 4~17 μm and more abnormal large grains were found in the target of400 MPa.When the CIP pressure was 400 MPa,the sintered target at 1575 had more nodules,while the sintered target at 1540℃had no nodules.
Keyword:
indium tin oxide(ITO)target; target nodulation; micro-pore;
Received: 2019-01-31
铟锡氧化物(indium tin oxide,ITO)作为一・种n型半导体,是制造液晶显示器(liquid crystal display,LCD)的关键材料。通过磁控溅射的方法制备的ITO薄膜,具有电学、光学、力学等性能方面的独特优点
[1 ]
,广泛应用于太阳能电池、导电玻璃和等离子显示器等领域,是现代光电显示行业重要的功能材料
[2 ,3 ,4 ,5 ]
。目前,高端ITO靶材市场主要被日本、韩国、美国等企业垄断,国产靶材多年来只局限于中低端产品
[6 ]
,究其原因,其一是国内企业缺乏独立生产大规格靶材的经验和能力,其二是靶材在磁控溅射镀膜过程中易发生结瘤、靶材利用率偏低等问题没有从根本上解决。关于靶材的结瘤问题,在研究领域仍存在着争议
[7 ,8 ,9 ,10 ,11 ,12 ]
,但多数学者认为,ITO靶材结瘤的主要影响因素是靶材的相对密度,一般而言,当靶材相对密度在99.5%以下时,靶材结瘤程度与靶材密度呈反比,但继续提高靶材密度,靶材结瘤程度并没有改善。这很可能说明,靶材的高相对密度在一定范围内是减轻结瘤的必要条件,但不是充分条件,可能存在其他影响因素。所以,国内不少企业的ITO靶材相对密度虽已达到甚至超过99.5%,但仍不能使靶材结瘤程度达到进口高端靶材的水平。为探索其他导致ITO靶材结瘤的可能原因,本文作者以不同比表面积(BET)的气化In2 O3 和SnO2 粉(In2 O3 /SnO2 =9:1)为原料,在制备出高密度ITO靶材的基础上,研究了原始粉BET,冷等静压(CIP)压力(目前国内ITO靶材企业或研究单位所使用CIP压力一般在200~300 MPa范围
[13 ,14 ]
,300 MPa以上CIP成型研究较少)和烧结温度对ITO靶材微观结构及结瘤情况的影响,以及微观结构的改善对减轻靶材结瘤的作用。
1实验
1.1原料
气化In2 O3和SnO2 粉由中国船舶集团有限公司第七二五研究所自行生产;聚羧酸铵盐(CE64)为分散剂,由司马化工(佛山)有限公司提供;P-222(蜡系乳浊液)为粘结剂,由日本中京油脂株式会社生产;实验所用水为去离子水。
1.2方法
表1所示为本实验的主要工艺,制备出两种不同BET组合的气化In2 O3 和SnO2 原始粉―A配方粉末In2 O3 和SnO2 的BET分别为24.8 m2 ・g-1和15.7 m2g-1、B配方粉末ln2 O3 和SnO2 的BET分别为10.4 m2 ・g-1 和8.2 m2 ・g-1 ,投料比均为ln2 O3 :SnO2 =9:1,并均按照相同的球磨、造粒、成型、脱脂和烧结的工艺和顺序制备靶材试样。在球磨阶段,首先按55%目标固含量配制预混液,所加入的CE64分散剂占原料粉的1.3%,再向预混液中加入原料粉,预分散50 min后用纳米球磨设备球磨2 h;所制备的浆料过筛后加入占原料粉2%的P-222粘结剂,并混合30 min后进行造粒,造粒时进出风温度分别设定为220℃和90℃;所得造粒粉按每块坯体重量2.78 kg投料(模具规格为278 mm×330 mm×8.5 mm),依次经模压(16 MPa)和CIP成型,其中CIP压力选取为285,400和500 MPa;所得坯体经室温干燥1d后,于800℃脱脂15 h,而后在常压氧气氛条件下分别于1540和1575℃烧结20 h,得到不同工艺条件下的ITO靶材。
1.3性能表征
气化法制备原始粉的比表面积通过JC09-JB-5型比表面积分析仪(BET)测定;ITO坯体尺寸通过游标卡尺测量;坯体密度经取样、封蜡处理后通过DX-300型密度仪用阿基米德排水法进行测量;通过Quanta600型扫描电子显微镜(SEM)对ITO坯体和靶材的微观结构进行表征。
2结果与讨论
2.1原始粉BET的影响
图1为A,B两种不同BET的气化In2 O3 /SnO2 原始粉,其中A配方粉末In2 O3 和SnO2 的BET分别为24.8 m2・g-1 和15.7 m2 ・g-1,B配方粉末ln2 O3 和SnO2 的BET分别为10.4 m2・g-1 和8.2 m2 ・g-1,成型时CIP压力均为285 MPa。
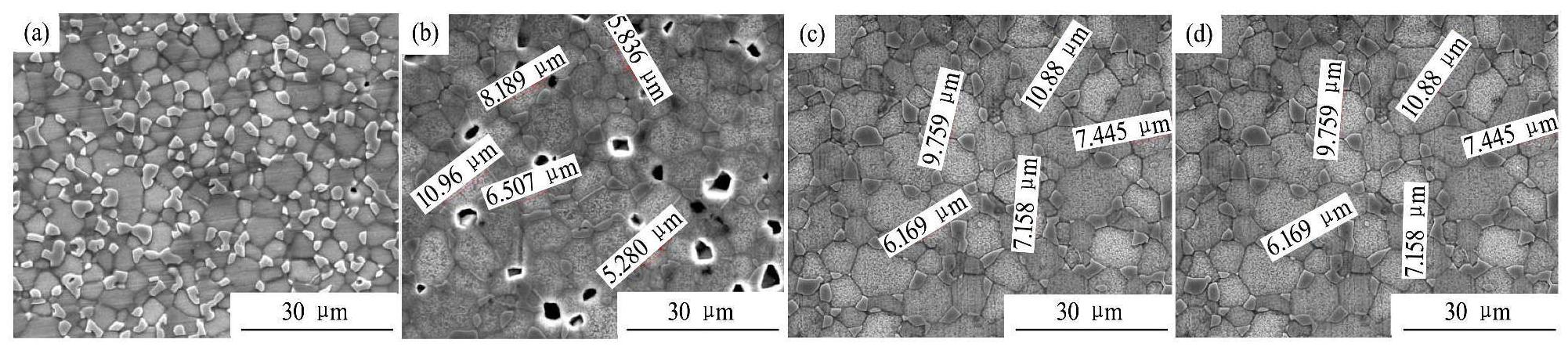
由图1(a,b))可见,在温度较低的1540℃烧结后,A配方原始粉所制备的ITO靶材微孔尺寸和数量均明显低于B配方原始粉,后者出现较多2μm以上的孔隙,说明A配方粉1540℃烧结后的致密度更高,这可能与其配方中ln2 0O3 和SnO2 的BET更大有关,更大的BET意味着更小的平均颗粒尺寸,通常在同样条件下原料粉的细化可使其得到更高的烧结活性。并且由于图1(b)中晶界处第二相含量较少(第二相具有阻止晶粒长大的作用),导致即便在温度较低的烧结温度(1540℃)晶粒尺寸仍然偏大。当烧结温度提高至1560℃后,由图1(c,d)可见,两种原始粉所制备靶材均未发现微孔,二者微观结构致密,说明适度提高烧结温度有助于靶材减少微孔、促进致密化。同时,因1540℃条件下A配方靶材已接近致密,故提高烧结温度后使其晶粒进一步长大;而B配方靶材在更高的1560℃烧结后,因生成更多的晶界第二相,相对于1540℃时晶粒尺寸略有减小。大多数研究认为,ITO靶材结瘤现象的发生与其致密度关系很大,一般靶材的致密度越低、微孔数量越多,越容易在溅射时发生结瘤。
表1 制备ITO靶材的主要工艺 下载原图
Table 1 Main preparation process of ITO target
图1 不同BET原始粉在1540℃和1560℃常压氧气氛烧结20 h后ITO靶材的SEM图
Fig.1 SEM images of ITO target at 1540℃and 1560 for 20 h in normal oxygen atmosphere
(a) A formula powder,285 MPa,1540℃;(b) B formula powder,285 MPa,1540℃;(c) A fornula powder,285 MPa,1560℃;(d) B formula powder,285 MPa,1560℃
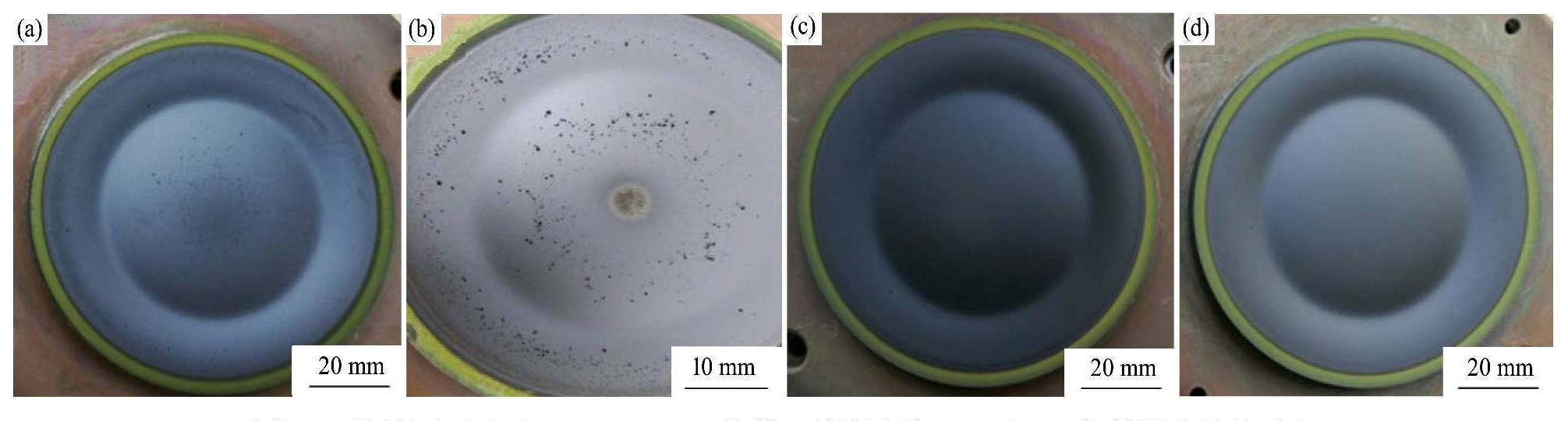
图2照片表示不同粉末配方在1540℃,1560℃烧结,磁控溅射15 h后ITO靶材结瘤情况,选用相同测控溅射工艺进行靶材结瘤程度对比(温度:350℃、压强:0.4 Pa、功率:100 W,溅射时间:15 h;不通氧气)。溅射完成后发现,A配方粉1540℃烧结的靶材因微观致密性更高,只有轻微结瘤现象,而B配方粉结瘤非常严重(图2 (a,b));A,B配方粉1560℃烧结的靶材因微观致密性均很好,故均未出现结瘤。
图2 不同粉末配方在1540,1560℃烧结,磁控溅射15 h后ITO靶材结瘤情况对比
Fig.2 Comparison of target nodulation after magnetron sputtering for 15 h under different powder formulation at 1540℃/1560℃
(a) A formula powder,285 MPa,1540℃,after sputtering 15 h;(b) B formula powder,285 MPa,1540℃,after sputtering 15 h;(c) A formula powder,285 MPa,1560℃,after sputtering 15 h;(d) B formula powder,285 MPa,1560℃,after sputtering 15 h
2.2 CIP压力的影响
因较高的烧结活性,取A配方原始粉,进一步研究所制备靶材的微观结构与其成型时CIP压力的关系。
2.2.1 CIP压力对ITO坯体结构的影响CIP压力对所成型陶瓷坯体的密度具有重要影响,通常坯体密度随CIP压力的增加而提高同时坯体中颗粒之间的距离缩短,直至达到极限值,不同材料所对应的坯体极限密度有所不同;坯体密度的提高、坯体中颗粒间距离的缩短,有利于提高烧结动力,从而拓宽烧结工艺窗口,因此,尽可能得到高密度坯体是本实验的主要思路,通过进一步提高CIP压力,研究了ITO坯体密度的上升空间和其密度极限,以及CIP压力提高后对坯体结构的影响。
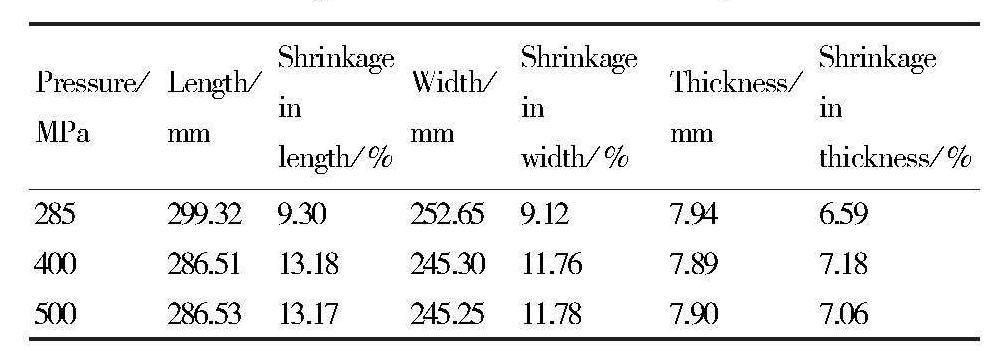
表2显示了A配方造粒粉模压后相同重量(2.78 kg)和规格(278 mtm×330 mm×8.5 mm)的坯体分别在285,400和500 MPa的CIP压力下保压5 min后坯体长度、宽度和厚度以及其相对于CIP前3个方向的收缩率情况。可以看出,当CIP压力由285 MPa提高至400 MPa时,坯体长、宽、高方向的收缩率均有显著增加,收缩率分别由9.30%,9.12%,6.59%提高至13.18%,11.76%,7.18%,分别增加了约41.72%,28.95%,8.95%,此时坯体相对密度经测试为70.23%,高于285 MPa时的64.90%;:而当CIP压力继续增加至500 MPa时,坯体在各个方向的收缩率变化均较小,坯体相对密度为70.15%,与400 MPa时基本相当,说明在CIP压力为400 MPa时,坯体已经达到了密度极限,其值为70%左右。
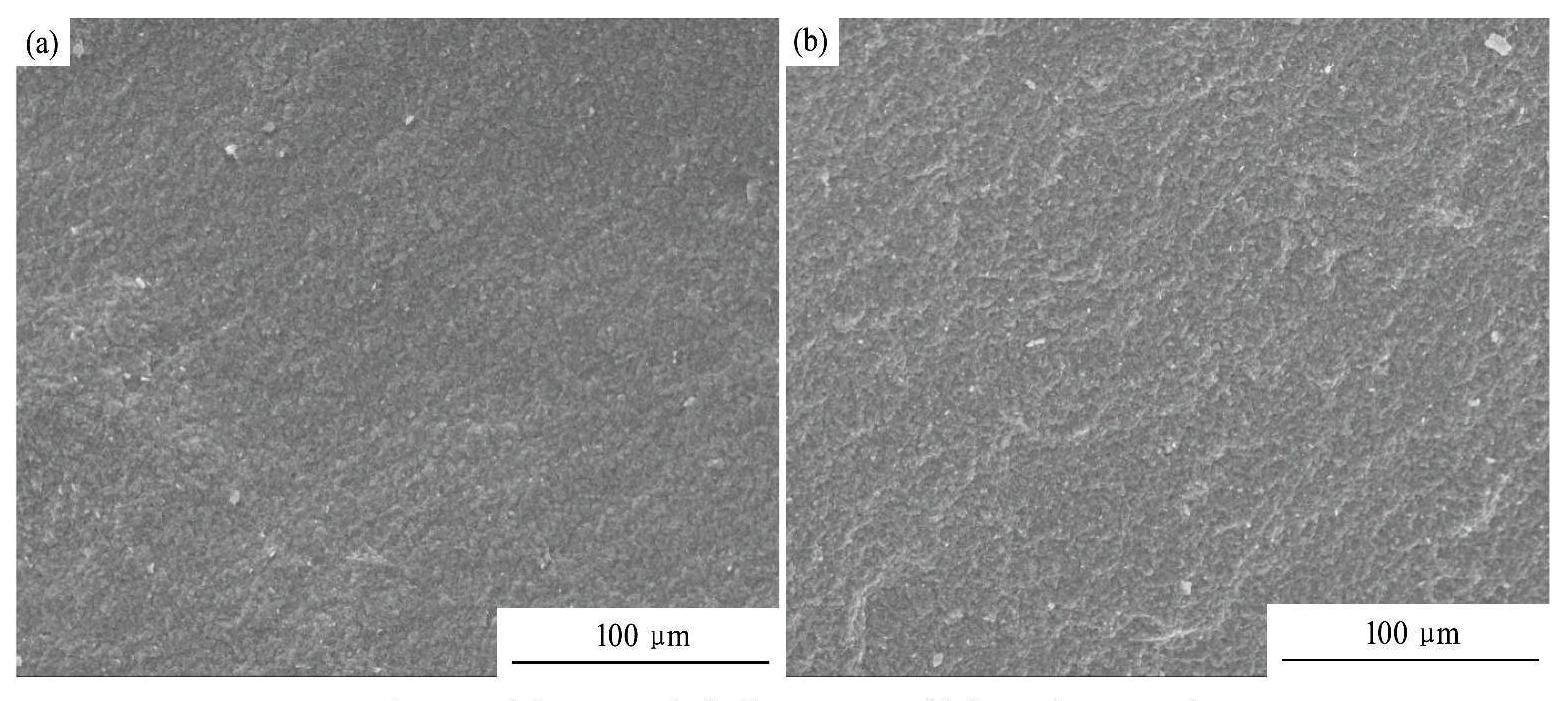
图3为CIP压力分别为285 MPa和400 MPa时,坯体断口的微观形貌,可见在这两种CIP压力下,坯体内部微观结构均匀性、连续性均很好,没有出现造粒粉由于未压溃而产生的空隙或其他不连续界面,这说明所加入的P-222粘结剂包覆于颗粒表面,增加了加压成型时颗粒间的润滑性,有利于形成均匀一致的结构。
2.2.2 CIP压力对靶材微观结构及结瘤的影响
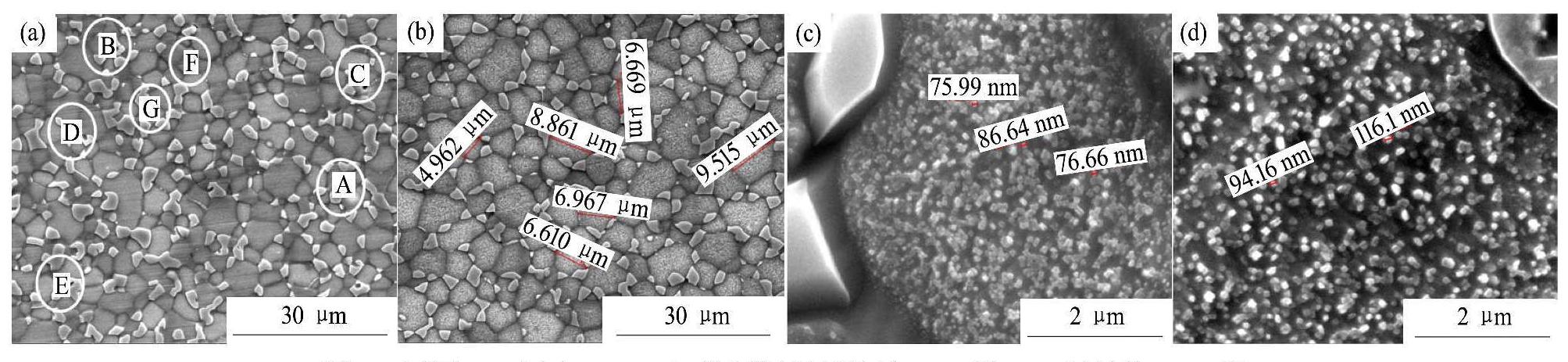
图4是CIP压力分别为285 MPa和400 MPa的ITO坯体,在1540℃常压氧气氛烧结20 h后所得靶材断口的微观结构(试样表面经金相抛光后,在60℃水浴条件,10%浓度的草酸溶液中腐蚀3h获得)。图4可见,当CIP压力为285 MPa时(靶材相对密度达到99.82%),靶材晶粒尺寸在4~10μm,同时可见到少量尺寸在2μm以下的微孔(图4(a))。
由图4(a)可见,微孔按形状分类,主要有两种:近椭球体形(圈A)和多面体形(圈B);微孔按位置分类,主要有3种:仅与晶界相邻(圈C)、同时与晶界和第二相相邻(圈D)以及被第二相包裹(圈E)。而靶材致密化位置(无微孔界面处)主要有两种:仅由主晶粒边界组成(只有晶界、无第二相,圈F)、由主晶粒和第二相共同组成(圈G)。根据微孔所处位置并对比致密化位置,可以推测微孔消除的过程:其中一种是仅通过主晶粒生长、晶粒尺寸增加使微孔消除,得到仅由主晶粒边界组成而无第二相参与的致密化位置;另一种是晶界处第二相进入并填充微孔,逐渐将微孔包裹直至其消失的致密化过程,这种致密化位置较第一种更多,说明可能是主要的微孔消除方式。而近椭球体和多面体形微孔的形成可能与其形成时间有关。当CIP压力为400 MPa时(靶材相对密度达到99.80%,低于285 MPa靶材密度),靶材晶粒尺寸也基本在4~10μm,却几乎没有微孔(图3(b)),仅有极少、极小的包裹于第二相中间的微孔,并且即将消失(若通过适当延长保温时间等方式),这可能说明,CIP压力提高至400 MPa,坯体各方向收缩率明显增加,颗粒间距离减少、烧结动力增加,从而在烧结初期易更早更多形成烧结颈,并对后期尽可能多地消除微孔,完成致密化有利。对比二者同时可以发现,靶材的实测密度由于测量误差等原因,并不能完全真实地反映靶材内部微观尺度上的致密化程度,而靶材少量的微孔,即便尺寸在2μm以下,都可能使靶材在溅射过程结瘤的程度增加。
表2 3种CIP压力下ITO坯体的收缩情况 下载原图
Table 2 Shrinkage of three kinds of CIP pressure
图3 不同CIP压力条件下ITO坯体断口的SEM图
Fig.3 SEM images offiacture of ITO green body with different CIP pressure(a) 285 MPa;(b) 400 MPa
图4 不同CIP压力,1540℃常压氧气氛烧结20 h后ITO靶材的SEM图
Fig.4 SEM images of ITO target prepared with different CIP pressure at 1540℃for 20 h in normal oxygen atmosphere
(a) 285 MPa,1540℃;(b) 400 MPa,1540℃;(c) 285 MPa,1540℃,intragranular microparticle;(d) 400 MPa,1540℃,in tragranular microparticle
继续对比晶内第二相小微粒(图4(c,,d))可以发现,285 MPa样品晶内中心区域小微粒尺寸大多在75~90 nm范围内,而400 MPa样品晶内小微粒尺寸大多为90~120 nm。小微粒从形貌上看,多数为针状聚集体,可以推测其生长情况:微粒直径由于更小微粒的合并以及界面消失而增大。CIP压力提高至400 MPa,坯体密度进一步提高,使得靶材更早进入致密化阶段,从而晶内第二相小微粒也更早形核、合并,由于在其他条件相同(如温度等)时,靶材中第二相的析出总量是一定的,小微粒尺寸的增加也导致微粒之间间隙的增大,这通过试样中晶粒的主相被腐蚀后而表现出来。
图5是CIP压力分别为285 MPa和400 MPa的ITO坯体,在1575℃常压氧气氛烧结20 h后所得靶材断口的微观结构(试样表面经金相抛光后,在60℃水浴条件,10%浓度的草酸溶液中腐蚀3 h获得)。图5(a,b)可见,不论CIP压力为285 MPa还是400 MPa (靶材相对密度分别为99.83%和99.85%),基本均无微孔出现,但靶材平均晶粒尺寸偏大,大致在4~17μm,含有较多数量的异常大晶粒,其中400 MPa靶材含有更多数量的异常大晶粒。研究发现,异常大晶粒的存在对靶材的抗折强度、均匀性等重要指标影响较大
[15 ]
,不利于溅射镀膜的性能,这是应当避免的。
对比晶内第二相小微粒(图5(c,d))可以发现,285 MPa样品晶内中心区域小微粒尺寸大多在120~160 nm范围内,而400 MPa样品晶内小微粒尺寸大多为150~350 nm,这与图4中的规律一致,同时也看到随烧结温度的升高,靶材晶粒尺寸的增加,晶内第二相小微粒的尺寸也随之增大。
结合图4可见,通过提高烧结温度,可以进一步提高靶材致密化程度,消除微孔,但在较大程度上增加了靶材平均晶粒尺寸,并且出现异常大晶粒,对靶材性能产生不利影响;而通过进一步提高CIP压力,可在不提高烧结温度、不增加晶粒尺寸的前提下消除靶材中微孔,达到微观尺度上的高致密化水平。
图5 不同CIP压力,1575℃常压氧气氛烧结20 h后ITO靶材的SEM图
Fig.5 SEM images of ITO target prepared with different CIP pressure at 1575 for 20 h in normal oxygen atmosphere
(a) 285 MPa,1575℃;(b) 400 MPa,1575℃;(c) 285 MPa,1575℃,intragranular microparticle SEM;(d) 400 MPa,1575℃,intragranular microparticle SEM
图4中CIP压力分别为285 MPa和400 MPa制备的靶材试样,选用相同测控溅射工艺进行I靶材结瘤程度对比(温度:350℃、压强:0.4 Pa、功率:100 W,溅射时间:15 h;不通氧气),发现在溅射后,285 MPa靶材试样出现轻微结瘤,而400MPa靶材试样未有结瘤显现,如图6所示。这可能说明,ITO靶材微观尺度致密化水平(即微孔尺寸和数量)是导致靶材产生结瘤的重要因素,而随着CIP压力提高至400 MPa,随着靶材微观致密度的提高,一定程度上可能减轻靶材结瘤。
2.3烧结温度的影响
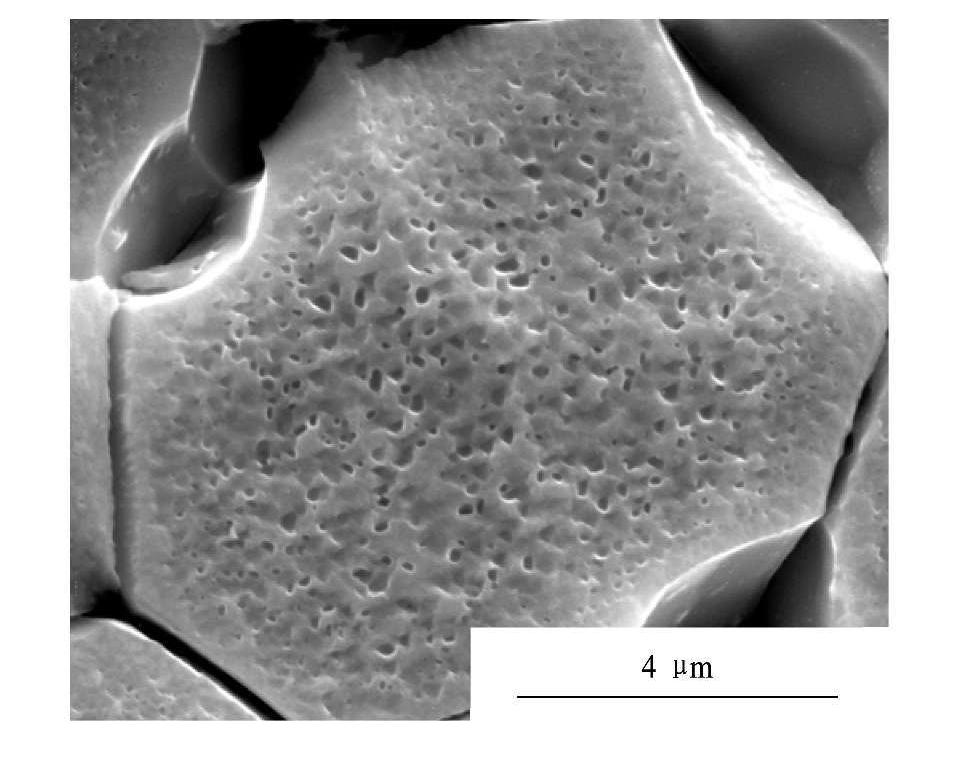
选用相同测控溅射工艺进行靶材结瘤程度对比(温度:350℃、压强:0.4 Pa、功率:100 W,溅射时间:15 h;不通氧气),溅射完成后,1575℃烧结的靶材试样出现结瘤,且局部发生开裂,裂纹处结瘤更为明显;而1540℃烧结的靶材试样未有结瘤显现,如图7所示。这可能说明,靶材的烧结温度对结瘤程度影响较大,分别对比图4(b,d)和图5(b,d),可见当CIP压力取为400 MPa时,1540℃和1575℃烧结后均具有较高的微观致密度(几乎没有微孔缺陷),但1575℃烧结后的靶材其平均晶粒尺寸明显偏大,同时晶内的第二相小微粒尺寸也进一步增加。靶材晶粒尺寸偏大,尤其是异常大尺寸晶粒,会导致靶材强度的降低,在高能磁控溅射过程中,局部易于形成缺陷,而缺陷位置通常是结瘤出现的源头,更严重时可能导致靶材在溅射时开裂;由于靶材晶内的第二相小微粒在溅射过程中很容易脱落(如图8所示,溅射后原本是晶内小微粒的位置上留下了尺寸和形貌相同的孔洞),脱落后的第二相微粒因与主相物性方面的差异,等同于溅射过程中的杂质颗粒,很容易成为导致结瘤的因素,而烧结温度过高会造成易脱落小微粒尺寸的增加,对结瘤的影响程度可能更大。故若烧结温度偏高,可能也是导致靶材发生结瘤的重要原因之一,ITO靶材的烧结温度下限应满足足够的微观致密性,其烧结温度上限不应使晶粒过分生长,一般情况下平均晶粒尺寸至少要在10μm以下。
图6 不同CIP压力,磁控溅射15 h后ITO靶材结瘤情况对比
Fig.6 Comparison of target nodulation after magnetron sputtering for 15 h under different CIP pressure(a) 285 MPa,after sputtering 15 h;(b) 400 MPa,after sputtering 15 h
图7 不同烧结温度下,磁控溅射15 h后ITO靶材结瘤情况对比
Fig.7 Comparison of target nodulation after magnetron sputtering for 15 h under different sintering process
(a) 400 MPa,sintering at 1575℃,after sputtering 15 h;(b) 400 MPa,sintering at 1540℃,after sputtering 15 h
图8 磁控溅射15 h后,ITO靶材晶内小微粒的SEM图
Fig.8 SEM image of intra-granular particles of ITO target after magnetron sputtering for 15 h
3结论
1.比表面积更大的A配方粉末的烧结活性更高,在较低的烧结温度(1540℃)即可致密,而微观结构致密性的提高有利于减轻靶材结瘤程度。
2.CIP压力由285 MPa提高至400 MPa,坯体各方向收缩率明显增加,且坯体相对密度由64.90%提高至70.23%;CIP压力继续提高至500MPa,收缩率和坯体密度不再继续增加,坯体密度极限稳定在70%左右CIP压力的提高不影响坯体微观结构的均匀性。
3.在1540℃常压氧气氛烧结20 h后,CIP压力为285 MPa和400 MPa的靶材相对密度均超过99.8%,晶粒尺寸均在4~10μm,但前者晶界处发现少量尺寸在2μm以下的微孔,后者几乎未见微孔缺陷,说明CIP压力的进一步提高有助于在相对较低的烧结温度下,实现靶材微观尺度下的完全致密化;400 MPa的靶材晶内小微粒尺寸大于285 MPa的靶材,靶材在相同工艺下进行溅射镀膜,对比验证285 MPa和400 MPa制备靶材试样的结瘤程度,发现溅射后,285 MPa靶材试样出现轻微结瘤,而400 MPa靶材试样未有结瘤显现。这可能说明进一步提高CIP压力有一定减轻靶材结瘤的辅助性作用。在1575℃常压氧气氛烧结20 h后,CIP压力为285 MPa和400 MPa的靶材相对密度均超过99.8%,且均未出现微孔缺陷,但二者靶材晶粒尺寸均偏大,后者出现更多异常大晶粒。
4.在CIP压力为400 MPa,保证烧结后均具有较高的微观致密度条件下,1575℃烧结的靶材试样溅射后出现结瘤,且局部发生开裂,而1540℃烧结的靶材试样未有结瘤显现,说明烧结温度也是影响结瘤的重要因素之一,烧结温度偏高,可能导致靶材结瘤。
参考文献
[1] Zhang Z Q.ITO sputtering target research situation at home and abroad[J].Development and Application of Materials,2010,(1):66.(张智强.ITO溅射靶材国内外研究状况[J].材料开发与应用,2010,(1):66.)
[2] Heeseon Y,Kyuwon K.Reuse of indium tin oxide film electrode in electrochemical application[J].Electrochemistry Communications,2013,(34):64.
[3] Bai L N,Wei Y P,Lian J S,Jiang Q.Stability of indium-tin-oxide and its optical properties:a firstprinciples study[J].Journal of Physics and Chemistry of Solids,2013,(74):446.
[4] Paul L,Michal B,David C,Chris S.Indium-tin-oxide coatings for applications in photovoltaic s and displays depositedusing rotary ceramic targets:recent insights regarding process stability and doping level[J].Thin Solid Films,2013,(532):94.
[5] Li Y H,Liu Z H,Li Q H,Liu Z Y,Zeng L.Recovery of indium from used indium-tin oxide(ITO)targets[J].Hydrometallurgy,2011,(105):207.
[6] Hui Y H,Nie B M.The development of production technology of high performance ITO ceramic target[J].Ceramics,2010,(7):113.(惠耀辉,聂保民.高性能ITO陶瓷靶材生产技术发展趋势[J].陶瓷,2010,(7):113.)
[7] Nakashima K,Kumahara Y.Effect of tin oxide dispersion on nodule formation in ITO sputtering[J].Vacuum,66(3):221.
[8] Hou J F,Li Z Y,Zhou K C,Sun B S,Jiang H.Formation and evolution of nodules on the Sn-doped In_2O_3ceramic target during DC magnetron sputtering[J].Journal of Synthetic Crystals,2013,42(8):1590.(侯俊峰,李志友,周科朝,孙本双,姜鹤.掺锡氧化铟陶瓷靶材在直流磁控溅射过程中“结瘤”的形成与演化[J].人工晶体学报,2013,42(8):1590.)
[9] Kong W H.Poisoning phenomenon on the surface of ITO Target during DC-magnetron sputtering process[J].Journal of Inorganic Materials,2002,17(5):1083.(孔伟华.ITO靶材在磁控溅射过程中的毒化现象[J].无机材料学报,2002,17(5):1083.)
[10] Nakashima K,Kumahara Y.Effect of tin oxide dispersion on nodule formation in ITO sputtering[J].Vacuum,2002,(66):221.
[11] Cho S H,Kang Y M,Lee J R,Ryu B K.Effects of Ca doping on nodule formation of on ITO target during DC magnetron sputtering[J].Journal of the Korean Physical Society,2009,54(3):1315.
[12] Takahisa O,Masao K,Hideya O,Shinya O Y M,Naoki O,Hiroyuki I.Characterization of indium-tin oxide sputtering targets showing various densities of nodule formation[J].Thin Solid Films:An International Journal on the Science and Technology of Thin and Thick Filins,2006,1(2):22.
[13] Liu Z H,Chen W,Li Y H,Liu Z Y.Effects of forming pressures on pore defects in ITO target prepared by cold isostatic pressingpressureless sintering[J].The Chinese Journal of Nonferrous Metals,2015,25(9):2435.(刘志宏,谌伟,李玉虎,刘智勇.成型压力对冷等静压-烧结法制备ITO靶材中孔隙缺陷的影响[J].中国有色金属学报,2015,25(9):2435.)
[14] Li J,Zhao X D,Li Z H,Ren D Y.Preparation of ITO target material by spraying drying cold isostatic pressingsintering[J].Rare Metals and Cemented Carbides,2011,39(2):38.(李晶,赵晓东,李芝华,任冬燕.喷雾干燥-冷等静压-烧结法制备ITO靶材的工艺研究[J].稀有金属与硬质合金,2011,39(2):38.)
[15] Zhang X Q,Wang Z H,Xue J Q.Method for manufacturing ITO target material by controlling grain size[P].China,101786885A.2010-07-28.(张秀勤,王政红,薛建强.一种控制晶粒度制造ITO靶材的方法[P].中国,101786885A.2010-07-28.)