稀有金属 2012,36(05),799-803
NaOH-KOH混合碱分解锆英砂的工艺研究
朱露 罗远辉 张建东 张力 王力军
北京有色金属研究总院矿物资源与冶金材料研究所
摘 要:
采用等摩尔的NaOH-KOH混合碱作为锆英砂的分解剂,并采用正交实验和单因素实验,主要研究了NaOH-KOH混合碱分解锆英砂矿过程中碱熔温度、碱熔时间、碱矿摩尔比和锆英砂矿粒度对锆英砂分解率的影响。正交实验结果表明:在实验研究范围内,各个因素对锆英砂分解率影响的大小顺序为碱熔温度>碱矿摩尔比>碱熔时间>锆英砂矿粒度;单因素实验得出,最佳的锆英砂分解实验条件是碱熔温度为550℃,碱矿摩尔比为5∶1,碱熔时间为60 min,锆英砂矿粒度为100~125μm;按照最佳实验条件进行实验,锆英砂的分解率可达到95%以上。碱熔料的扫描电镜(SEM)结果分析指出,在碱熔过程中发生着明显的团聚现象,增加间歇式的搅拌,可以改善碱熔料的粘壁现象,但不保证能得到疏松散状碱熔料。
关键词:
锆英砂 ;碱熔 ;氢氧化钠 ;氢氧化钾 ;分解率 ;
中图分类号: TQ134.12
作者简介: 朱露(1987-),女,湖北鄂州人,硕士研究生;研究方向:稀有金属冶金; 罗远辉(E-mail:lyhm68@163.com);
收稿日期: 2012-03-27
基金: 国家发展与改革委员会国家重大产业技术开发专项项目(2008-2441)资助;
Decomposition Process of Zircon Sand with Mixed Alkali of NaOH-KOH
Abstract:
Mixed alkali of equimolar ratio of NaOH-KOH was selected as the decomposition agent of zircon sand.The effects of alkali fusion temperature,alkali fusion time,mole ratio of alkali to ore and particle size of the zircon sand on the decomposition rate of zircon sand were primarily investigated through orthogonal experiments and single factor tests.The orthogonal experimental results showed that the sequence of each factor affecting zircon sand decomposition rate was alkali fusion temperature>mole ratio of alkali to ore>alkali fusion time>particle size of zircon sand.The single experiments worked out the optimum experimental conditions of decomposition of zircon as alkali fusion temperature of 550 ℃,mole ratio of alkali to ore of 5∶ 1,alkali fusion time of 60 min,particle size of zircon sand of 100~125 μm.The decomposition rate was above 95% under the optimum experimental conditions.Obvious reuniting was found during the alkali fusion according to the SEM images of the frit.Intermittent stirring could improve the frit adherence to the internal side wall of the reaction vessel,but could not guarantee for loose frit.
Keyword:
zircon sand;alkali fusion;sodium hydroxide;potassium hydroxide;decomposition rate;
Received: 2012-03-27
锆英砂是锆以及锆化合物的主要矿物来源, 约占锆矿储量的90%, 它是一种非金属矿, 可广泛应用于耐火材料、 陶瓷工业、 建筑工业、 电子工业及原子能工业等; 以锆英砂为原料制备的氧氯化锆是制备原子能级海绵锆、 海绵铪的中间原料
[1 ]
。 锆英砂的主要矿物成分是硅酸锆(ZrSiO4 ), 因存在铁的化合物, 一般呈棕色。 ZrSiO4 是ZrO2 -SiO2 系唯一的化合物
[2 ,3 ]
, 也是最稳定的化学物质之一, 具有较高的抗热分解性(ΔG
θ 1 4 0 0 Κ =1489.1 kJ・mol-1 )和抗酸分解性
[4 ]
, 其超强的稳定性就决定了分解锆英砂条件的苛刻性。 传统的分解锆英砂的方法, 如氢氧化钠碱熔法、 碳酸钠烧结法、 氧化钙烧结法、 硅氟酸钾烧结法、 等离子体分解法、 氯化法等多种方法, 都是在高温下进行的分解反应, 除碱分解法外, 其他方法均存在能耗大, 反应条件的控制对设备的设计制造要求高等问题。 而锆英砂氢氧化钠碱熔法, 与碳酸钠烧结法, 氧化钙烧结法相比具有生产规模大, 效率高等特点, 是目前工业生产上分解锆英砂矿制备氧氯化锆的主要方法。 但是氢氧化钠碱熔法也存在着难以解决的弊端, 如NaOH耗量大, 碱雾、 酸雾挥发, 操作环境恶劣, 高温碱腐蚀, 设备需定期更换; 废碱液和锆硅渣未能有效利用等。 由于资源消耗、 环境污染等问题, 美国、 日本、 欧洲等相继减少或停止氧氯化锆生产, 所需锆化学制品主要从我国进口。
因此, 学者们也一直在进行着锆英砂分解新工艺新技术的研究, 如水热分解法
[5 ,6 ,7 ]
、 机械力化学活化法
[8 ,9 ,10 ,11 ]
、 混合碱分解法等
[12 ,13 ]
。 本文以锆英砂精矿为原料, 以熔融混合碱为反应分解剂, 研究分解锆英砂的工艺条件, 以期在一定程度上降低分解锆英砂的温度, 或者减少碱的用量, 为混合碱分解锆英砂的研究提供参考依据。
1 实 验
1.1原料
所用原料锆英砂由澳大利亚艾璐卡(Iluka)资源有限公司提供, 成分见表1。 锆英砂矿的主要成分是ZrO2 和SiO2 , 并含有少量的Fe2 O3 , Al2 O3 和TiO2 等, 由锆英砂粒度分析结果可知其平均粒径为141.41 μm。 其他试剂均为分析纯, 所用的水为去离子水。
1.2实验方案
锆英砂矿中的主要物相成分为ZrSiO4 , KOH与NaOH均属于强碱, 在一定的条件下都能分解锆英砂矿中的主要成分硅酸锆, 反应方程式如下式(1), (2)。
表1锆英砂主要成分(%, 质量分数)
Table 1 Chemical compositions of zircon sand (%, mass fraction )
2 SiO2
Fe2 O3
Al2 O3
TiO2
Na2 O
32.450
0.170
0.380
0.140
0.001
ZrSiO4 +4KOH=K2 ZrO3 +K2 SiO3 +2H2 O↑ (1)
ZrSiO4 +4NaOH=Na2 ZrO3 +Na2 SiO3 +2H2 O↑ (2)
由于ΔG 298 K, (1) <ΔG 298 K, (2)
[13 ]
, 从热力学上来分析, 可认为在298 K下, KOH分解ZrSiO4 的趋势强于NaOH。 Girginov 等
[14 ]
指出将近等摩尔的NaOH和KOH的共熔点为185 ℃, 低于单一的NaOH的熔点(318 ℃), 所以采用等摩尔的KOH-NaOH可以降低加热过程中碱的熔化温度。
锆英砂分解实验在箱式电阻炉中进行。 本实验固定锆英砂的用量为5 g。 首先使用标准筛筛选出不同粒度等级的锆英砂矿供实验使用, 然后将一定量既定配比的NaOH, KOH和锆英砂矿混合物加入不锈钢坩埚反应器内混合均匀, 装入电阻炉, 设定电炉升温平均速度为10 ℃・min-1 。 待炉温升到一定温度后, 恒温反应一定时间后, 取出反应器, 在空气中冷却至室温, 得到固体产物。 水洗除去产物中部分可溶物, 再用过量的6 mol・L-1 盐酸在90 ℃下分解, 倾倒上层溶液; 用去离子水多次冲洗残留物除去硅凝胶, 收集残留物, 在120 ℃下干燥10 h后称量其质量, 记为m i , 假设此种情况下, 残留物均为未反应的锆英砂, 并按式(3)计算锆英砂的分解率。
α Ζ r = m 0 ( Ζ r S i Ο 4 ) - m i ( Ζ r S i Ο 4 ) m 0 ( Ζ r S i Ο 4 ) × 1 0 0 % ? ? ? ( 3 )
式中: α Zr 为锆英砂的分解率; m 0 (ZrSiO4 )为反应初始加入锆英砂的质量; m i (ZrSiO4 )为残留物的质量。
2 结果与讨论
2.1正交试验结果与分析
在探索性实验研究的基础上, 采用正交表L9 (34 )设计实验, 各因素水平列于表2。 以锆英砂的分解率为评价指标进行正交试验, 试验结果如表3所列。 采取极差法对正交试验结果进行统计分析, 由极差R 的大小可知: (1) 在各因素选定的范围内, 影响锆英砂分解率各因素的主次关系为: A >C >B >D , 即碱熔温度的影响最为显著, 其次是碱矿比, 碱熔时间和锆英砂粒度的影响较小; (2) 正交试验结果表中得出的锆英砂最高分解率的工艺是A 3 B 3 C 2 D 1 , 即碱熔温度600 ℃, 碱熔时间120 min, 碱矿比5∶1。
表2因素水平表
Table 2 Factors and levels
A B C D
Time/min
Alkali∶Ore
Particle size/μm
1
400
30
4∶1
>180
500
60
5∶1
125~150
600
120
6∶1
<74
Note: Mole ratio of alkali to ore being ratio of total mole of mixture alkali to mole of zircon sand, zircon sand being computed with ZrSiO4 amount
表3正交试验结果与分析
Table 3 Results and analysis of orthogonal test
Nos.
A B C D α ZrSiO4 /%
1
1
1
1
66.38
1
2
2
2
75.82
1
3
3
3
80.67
2
1
2
3
89.39
2
2
3
1
92.45
2
3
1
2
87.34
3
1
3
2
94.58
3
2
1
3
90.73
3
3
2
1
94.72
K 1 74.29
83.45
81.48
84.52
K 2 89.73
86.33
86.64
85.91
K 3 93.34
87.58
89.28
86.93
R 19.05
4.13
7.80
2.41
2.2单因素试验
2.2.1 碱熔温度的影响
以此正交试验结果为基础, 分别进行单因素实验, 研究各因素对锆英砂分解率的影响。
在碱熔时间为120 min, 碱矿比为5∶1, 锆英砂粒度为大于180 μm的条件下, 考察反应温度对锆英砂分解率的影响, 其结果见图1。 由图1可知, 随着温度的升高, 锆英砂的分解率显著增加, 温度从350 ℃增加到550 ℃时, 锆英砂的分解率从60.27%增加到93.98%。 这是因为随着温度的升高, 碱熔体系的粘度下降, 有利于传质过程的进行, 在一定的时间内加快了原料之间的化学反应, 同时也在一定程度上减少了高熔点的多硅酸盐的形成, 有利于分解反应的进一步进行。 当温度超过550 ℃后, 锆英砂的分解率虽然也有小幅度的增加, 但是温度过高, 不仅加剧了碱挥发, 造成碱的浪费和操作环境的恶化, 同时也加剧了反应器的高温碱腐蚀, 综合考虑将碱熔温度定为550 ℃。
图1 碱熔温度对锆英砂分解率的影响
Fig.1 Effect of reaction temperature on decomposition rate of zircon
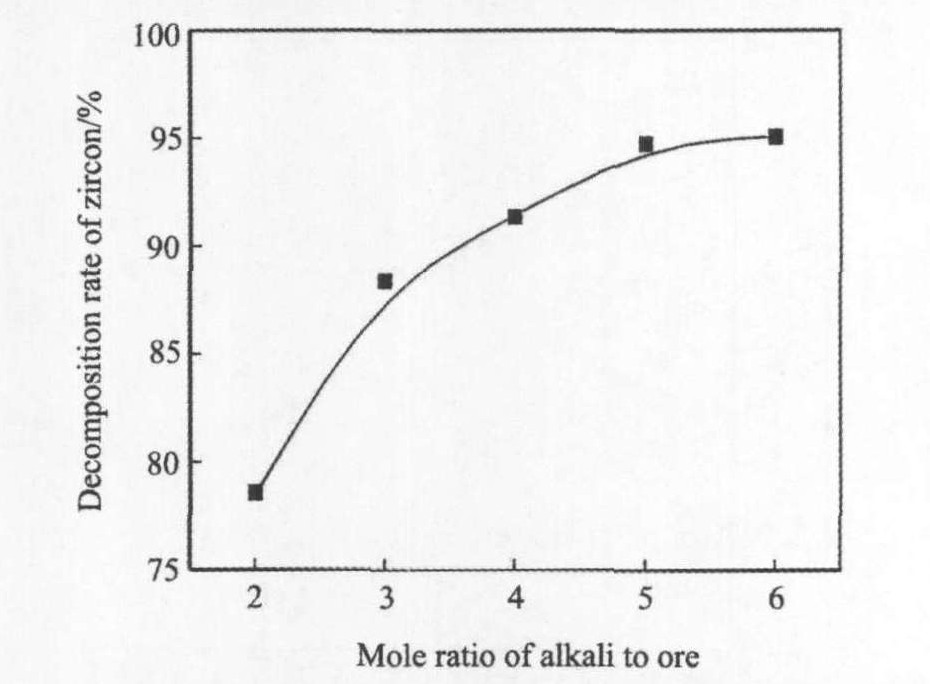
2.2.2 碱矿比的影响
图2是碱熔温度为600 ℃, 反应时间为120 min, 锆英砂粒度大于180 μm时, 不同的碱矿比与锆英砂分解率的关系曲线图。 由图2可知, 随着碱矿摩尔比的增大, 锆英砂的分解率逐渐增大, 碱矿比超过5∶1时, 锆英砂的分解率曲线趋于平缓。 碱量低时, 更容易生成高熔点的多硅酸盐覆盖在未反应的锆英砂表面, 限制并减缓了碱液向锆英砂表面的扩散, 不利于分解反应的进行。 随着碱矿比的增大, 体系粘度逐渐降低, 液固界面之间的传质阻力减小, 物质间的扩散速度增大, 而且反应开始时锆英砂周围有较多的碱, 接触面大, 有利于分解反应的进行。
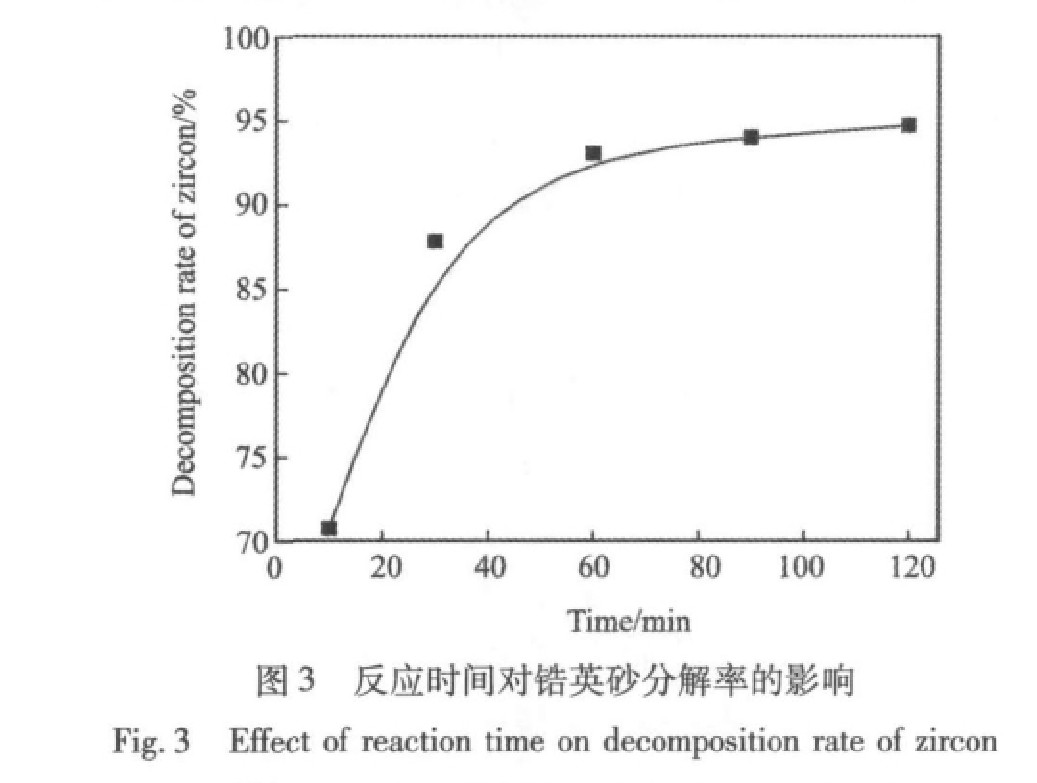
2.2.3 反应时间的影响
在碱熔温度为600 ℃, 碱矿比为5∶1, 锆英砂粒度大于180 μm的条件下, 考察碱熔时间对锆英砂分解率的影响, 其结果见图3。 如图3所示, 碱熔时间在60 min内时, 锆英砂的分解率随时间的增加而增加, 特别是在30 min以内, 锆英砂的分解率随时间的增加而显著地增加, 这段时间内主要进行的是有效的传质过程和化学反应过程, 所以锆英砂的分解率一直在显著的增加, 而60 min以后, 锆英砂的分解率增长趋于平缓, 碱熔时间从60 min增加到120 min, 锆英砂分解率仅从93.04%增加到94.72%, 在这一阶段可能主要进行的是物相的转变过程, 如从多硅酸盐转变为低硅酸盐。 故可将碱熔时间定为60 min。
图2 碱矿摩尔比对锆英砂分解率的影响
Fig.2 Effect of mole ratio of alkali to ore on decomposition of zircon
2.2.4 矿物粒度对锆英砂分解率的影响
图4是碱熔温度为600 ℃, 碱熔时间为120 min, 碱矿比为5∶1时, 不同锆英砂粒度与锆英砂分解率的关系图。 从整体上看, 在所研究的锆英砂矿粒度范围内, 锆英砂矿的粒度大小对锆英砂分解率没有多大的影响, 锆英砂粒度从大于180 μm减小到小于74 μm时, 锆英砂的分解率仅增加了2%左右, 综合考虑可选取100~125 μm粒度级的锆英砂。
根据以上正交试验和单因素实验的分析, 确定分解锆英砂的最佳工艺为: 碱熔温度550 ℃, 碱矿比为5∶1, 碱熔时间为60 min, 锆英砂粒度为100~125 μm。 按此条件进行锆英砂碱熔实验, 锆英砂分解率达到95%以上。
2.3碱熔料形貌成分分析
取碱熔温度为550 ℃, 碱熔时间为60 min, 碱矿比为5∶1, 锆英砂粒度为100~125 μm条件下所制备的碱熔料经研磨后, 经过喷金处理, 采用型号为JSM-6510的扫描电镜对其进行分析, 结果如图5所示, 由图可见, 碱熔料呈团状, 表面粗糙, 颗粒大小不一, 具有较明显的团聚现象。 表4是碱熔料中某两点的能谱分析结果, 由结果可见, 形貌不同的碱熔料的成分差异很大, 其中B处较A处表面光滑, 成分碱含量明显减少, 锆英砂含量明显增多。
实验中发现, 碱熔料容易粘结在反应器的内壁上, 特别是反应器底部的焊缝处, 固化烧结, 这对碱熔过程是相当不利的, 不仅降低了锆英砂的分解率, 而且增加了原料碱的用量和捣料的难度。 Daher
[15 ]
指出在碱熔过程中, 特别是在高碱度情况下, 碱的凝聚和分离, 不仅会导致碱熔料的烧结固化, 而且使碱熔料容易粘结在反应器的内壁上形成耐火层阻挡热量的传递。 针对此种情况, 在扩大实验过程中(500 g锆英砂/次), 作者增加了机械搅拌这一措施。
所使用的不锈钢搅拌棒有效半径略微小于反应器的内半径。 以60 r・min-1 的搅拌速度, 采取间歇式搅拌的方式, 从300 ℃开始, 每增加50 ℃, 搅拌一次, 每次1 min, 直至550 ℃, 在保温过程中停止搅拌, 保温结束取出反应器空冷。 以上的措施虽大大减少了碱熔料的粘壁现象, 但是多次实验结果发现所得的碱熔料始终呈坚硬的块状, 并不是疏松的散料状, 由此推断碱熔料是否为疏松散料状并不决定于搅拌措施的有无。
表4图5能谱分析结果(%)
Table 4 Composition of the particle marked in Fig.5(1, 2) measured by EDS (%, mass fraction )
Zr
Si
Na
K
O
3.44
16.61
18.23
20.22
41.50
64.30
10.61
1.82
3.07
20.20
图5 研磨后的碱熔料SEM图像
Fig.5 SEM of the ground frit (a)~(d) being different magnification
3 结 论
1. 正交试验得出各因素对锆英砂分解率的影响顺序是: 碱熔温度>碱矿比>反应温度>锆英砂粒度; 单因素实验得到分解锆英砂的最佳工艺条件是: 反应温度550 ℃, 反应时间60 min, 碱矿比5∶1, 锆英砂粒度100~125 μm; 按上述最佳实验条件进行锆英砂的分解实验, 锆英砂的分解率可达到95%以上。
2. 碱熔料形貌分析表明, 采取NaOH-KOH混合碱分解锆英砂所获得的碱熔料表面粗糙, 具有明显的团聚现象。
3. 在碱熔过程中采取间歇式搅拌, 可以减少碱熔料的粘壁现象, 但搅拌措施并不是碱熔料呈疏松散料状的保证。
参考文献
[1] Chen J,Zhang D M,Chen Z L,Pan R K.Study of preparationprocess of zirconium sulfate from zircon[J].Guangdong Chemi-cal Industry,2010,37(6):10.(陈静,张弟妹,陈周玲,潘荣楷.由锆英石制备硫酸锆的工艺研究[J].广东化工,2010,37(6):10.)
[2] Xiong B K,Yang X M,Luo F C,Zhang W.Zirconium&Haf-nium and the Application of Its Compounds[M].Beijing:Metal-lurgical Industry Process,2006.61.(熊炳昆,杨新民,罗方承,张伟.锆铪及其化合物应用[M].北京:冶金工业出版社,2006.61.)
[3] Zhang J D,Chen W D,Wu Y K,Xu Z G,Wang L J.Progressin recovery and utilization of waste alkaline water and silica resi-due containing zirconium from zirconium oxychloride production[J].Chinese Journal of Rare Metals,2010,34(6):936.(张建东,陈伟东,吴延科,徐志高,王力军.氯氧化锆生产中废碱水和锆硅渣回收利用研究进展[J].稀有金属,2010,34(6):936.)
[4] Biswas R K,Habib M A,Karmakar A K,Islam M R.A novelmethod for processing of Bangladeshi zircon:Part I:baking,andfusion with NaOH[J].Hydrometallurgy,2010,103(1-4):124.
[5] Yin S,Mao M H.Study on physical chemistry of hydrothermaldecomposition of zircon[J].Engineering Chemistry&Metallur-gy,1992,13(3):238.(殷澍,毛铭华.水热分解锆英石的物理化学研究[J].化工冶金,1992,13(3):238.)
[6] Aly M Abdel Rehim.A new technique for extracting zirconiumfrom Egyptian zircon concentrate[J].International Journal ofMineral Processing,2005,76(4):234.
[7] Ashraf M.Kinetics of alkaline pressure leaching of mechanicallymodified zircon concentrate[J].Physicochemical Problems ofMineral Process,2006,40:61.
[8] Puclin T,Kaczmarek W A,Ninham B W.Mechanochemicalprocessing of ZrSiO4[J].Materials Chemistry and Physics,1995,40(2):73.
[9] Puclin T,Kaczmarek W A,Ninham B W.Dissolution of Zr-SiO4 after mechanical milling with Al2O3[J].Materials Chemis-try and Physics,1995,40(2):105.
[10] Welham N J.Investigation of mechanochemical reaction be-tween zircon(ZrSiO4)and alkaline earth metal oxides[J].Met-allurgical and Materials Transactions B,1998,29(3):603.
[11] Wwlham N J.New route for the extraction of crude zirconia fromzircon[J].Journal of the American Ceramic Society,2002,85(9):2217.
[12] Tong J Z,Zhang Y B.Preparation zirconiun oxychloride fromconcentrated Zr tails of Nb-Ta ore by lime[J].Chemistry World,2003,44(2):66.(童吉灶,张一兵.碱石灰法从铌钽矿富锆尾矿制备氧氯化锆[J].化学世界,2003,44(2):66.)
[13] Abdelkader A M,Daher A,Emad El-Kashef.Novel decompo-sition method for zircon[J].Journal of Alloys and Compounds,2008,460(1-2):577.
[14] Girginov A,Tzvetkoff T Z,Bojinov M.Electrodeposition of re-fractory metals(Ti,Zr,Nb,Ta)from molten salt electrolytes[J].Journal of Applied Electrochemistry,1995,25(11):993.
[15] Daher A M.Recovery and separation of Hf and Zr from alkalineprocessing of Egyptian beach sand zircon concentrate[D].Italy:Minia University,1999.