网络首发时间: 2017-09-20 10:03
稀有金属 2018,42(06),621-626 DOI:10.13373/j.cnki.cjrm.xy17050043
TiZrNiCu钎料钎焊TZM合金与ZrCp-W复合材料界面组织与性能
韩桂海 赵一璇 宋晓国 雷玉珍 赵洪运 冯吉才
哈尔滨工业大学先进焊接与连接国家重点实验室
齐鲁工业大学(山东省科学院)山东省科学院海洋仪器仪表研究所山东省海洋环境监测技术重点实验室国家海洋监测设备工程技术研究中心
摘 要:
采用TiZrNiCu非晶钎料实现了TZM合金与ZrCp-W复合材料的真空钎焊连接, 通过扫描电镜 (SEM) 、能谱仪 (EDS) 及X射线衍射 (XRD) 等方法分析了接头界面的微观组织结构、生成产物及钎焊温度对界面组织及接头性能的影响, 确定了接头的断裂位置和断裂方式。研究结果表明:钎焊接头的典型界面结构为TZM/Mo (s, s) +Ti (s, s) + (Ti, Zr) 2 (Ni, Cu) /Ti (s, s) + (Ti, Zr) 2 (Ni, Cu) / (Ti, Zr) 2 (Ni, Cu) /ZrCpW。随钎焊温度升高, TZM一侧扩散层逐渐变宽, 其内部的线状条纹变多、增宽, 而钎缝逐渐变窄, 靠近ZrCp-W一侧反应层宽度变化不大, 钎料向TZM一侧扩散增快、Mo及W颗粒向钎料中的溶解加快。接头的抗剪强度随钎焊温度升高先升高后降低, 当钎焊温度为1020℃、保温10 min时, 接头获得最大抗剪强度为121 MPa。断口分析表明, 断裂位置位于TZM母材与钎缝之间的反应层, 断裂方式为脆性断裂。
关键词:
TZM钼合金;ZrC-W复合材料;TiZrNiCu钎料;真空钎焊;微观组织;连接性能;
中图分类号: TG454
作者简介:韩桂海 (1975-) , 男, 山东青岛人, 博士研究生, 高级工程师, 研究方向:异种材料连接;E-mail:hanguihai@sohu.com;;赵洪运, 教授;电话:0631-5687479;E-mail:hy_zhao66@163.com;
收稿日期:2017-05-15
基金:国家自然科学基金项目 (51405099, U1537206);上海航天科技创新基金项目 (SAST2015045);国家科技重大专项 (2014ZX04001131) 资助;
Interfacial Microstructure and Properties of TZM Alloy and ZrCp-W Composite Joints Brazed Using TiZrNiCu Amorphous Filler
Han Guihai Zhao Yixuan Song Xiaoguo Lei Yuzhen Zhao Hongyun Feng Jicai
State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology
Institute of Oceanographic Instrumentation, Qilu University of Technology (Shandong Academy of Sciences) , Shandong Provincial Key Laboratory of Ocean Environmental Monitoring Technology, National Engineering and Technological Research Center of Marine Monitoring Equipment
Abstract:
TZM alloy was brazed successfully to ZrCp-W composite using TiZuNiCu amorphous filler. The interfacial microstructure and composition, the effect of brazing temperature on interfacial structure and joint properties, as well as the fracture position and the fracture morphology were investigated by scanning electron microscope (SEM) , energy dispersive spectroscopy (EDS) and X-ray diffraction (XRD) . The typical interfacial microstructure of brazed joints was TZM/Mo (s, s) + Ti (s, s) + (Ti, Zr) 2 (Ni, Cu) /Ti (s, s) + (Ti, Zr) 2 (Ni, Cu) / (Ti, Zr) 2 (Ni, Cu) /ZrCp-W. With the brazing temperature increasing, the diffusion layer near TZM turned wider and the crack-like structures increased and turned broadened, on the contrary, the brazing seam turned narrower, while the width of the reaction layer near the ZrCp-W side varied little during the brazing process. Meanwhile, more Ti diffused into the TZM substrate, and also Mo and W dissolved into the brazing seam. The shear strength of the joint increased at first and then decreased with the increase of brazing temperature, experimental results demonstrated that reliable brazed joints with average shear strength up to 121 MPa was achieved when brazed at 1020 ℃ for 10 min. Fracture analysis indicated that the joints fracture at the reaction zone between the TZM substrate and the brazing seam showed brittle fracture.
Keyword:
TZM; ZrCp-W composites; TiZrNiCu filler; vacuum brazing; microstructure; mechanical properties;
Received: 2017-05-15
TZM合金 (Mo-0.5Ti-0.08Zr-0.02C;%, 质量分数) 是目前应用广泛的钼合金, 具有熔点高、高温力学性能优良等优点, 在国防、核电以及航空航天领域有广泛应用[1]。Zr Cp-W是Zr C颗粒增强钨基复合材料, 综合了金属的塑韧性、导电性及陶瓷的高硬度、耐磨、耐热等性能, 具有优异的高温力学性能、热物理性能、热震烧蚀性能等优点, 在航天防热部件、耐高温模具和卡具及热阴极发射材料等领域有广阔的应用前景[2]。然而, 由于大尺寸或复杂形状的Zr Cp-W部件制作困难, 因此, 将TZM合金与Zr Cp-W复合材料两种材料进行可靠连接, 对于拓展其在核能、航空、航天等领域的应用具有重要意义。
钎焊具有操作简单、可重复性好、焊接精度高、变形小等优点, 是异种材料连接最常用方法之一[3]。目前为止, 国内外鲜有直接钎焊TZM合金与Zr Cp-W复合材料的报道。相关研究中, 研究人员分别采用Ag基[4,5]、Au基[6]、Ti基[7,8]、Ni基[9,10]钎料对Mo, W或Zr C等材料进行钎焊研究。由二元相图可知, Ti可与W或Mo完全互溶, 形成固溶体。同时, Ti也可与Zr C形成 (Zr, Ti) C固溶体[11]。Ni元素能够承受中子照射, 适用于核电应用的部件[12]。因此, 在对TZM合金与Zr Cp-W复合材料进行的钎焊研究中, 选用Ti-Ni基钎料进行研究。Ti Zr Ni Cu非晶态钎料是在Ti的基础上加入Zr, Ni, Cu等降熔元素, 具有较低的连接温度和较高的高温力学性能, 在金属与陶瓷等非金属材料的钎焊连接中获得广泛应用[13,14,15]。文中采用Ti Zr Ni Cu商用钎料对TZM合金与Zr Cp-W复合材料进行了真空钎焊试验, 分析钎焊接头的典型界面组织及其生成产物以及钎焊温度对接头界面组织、反应产物及其力学性能的影响规律, 为TZM与Zr Cp-W的连接提供了可靠的理论及试验基础。
1 实验
1.1 材料
试验母材TZM合金为商用轧制板材, Zr Cp-W复合材料由哈尔滨工业大学特种陶瓷研究所研制, 由30% (体积分数) 的Zr C与W经热等静压所得, 其微观组织如图1所示。由图1可见, Zr Cp-W主要由两种不同相组成, 根据能谱 (EDS) 数据分析可知灰色相为Zr C颗粒, 白色相为W颗粒。
所用钎料选用钢铁研究总院生产30μm厚的钛基非晶钎料Ti-38.65Zr-10.1Ni-15.7Cu (%, 质量分数) , 其熔化温度为830~860℃。
1.2 钎焊试验
钎焊前, 将TZM和Zr Cp-W母材分别加工成尺寸为10 mm×20 mm×3 mm和4 mm×4 mm×5 mm的试件, 将待焊表面分别用500目、800目、1200目金刚砂盘逐次打磨;将试件与钎料放入丙酮中超声清洗20 min, 风干后, 依自下而上的顺序, 将TZM, Ti Zr Ni Cu钎料、Zr Cp-W进行装配, 对试件施加3 k Pa的垂直压力, 放入真空度为5×10-3Pa的钎焊炉中进行钎焊, 钎焊温度为900~1060℃, 保温10 min。
1.3 接头组织分析与力学性能测试
采用扫描电子显微镜 (SEM, Zeiss, MERLIN Compact) 及能谱仪 (EDS, EDAX, Octane Plus) 对钎焊接头界面的微观组织及剪切断口进行观察和分析, 采用X射线衍射仪 (XRD, DX2700) 对界面产物进行物相分析。采用Instron-5967型万能试验机进行接头抗剪强度测试, 压头加载速度为0.5mm・min-1, 取5个试样的平均值。
2 结果与讨论
2.1 钎焊接头界面组织
图2 (a) 为钎焊温度为1020℃, 保温时间为10min时TZM/Ti Zr Ni Cu/Zr Cp-W钎焊接头典型界面组织的背散射图, 图2 (b) 为其局部放大图。从图2中可以看出, Ti Zr Ni Cu钎料与两侧母材均发生反应, 生成了多种反应产物。根据衬度不同, 将其不同相分别标注为A~G等;为了叙述方便, 将接头界面分为Ⅰ, Ⅱ, Ⅲ3个反应层:毗邻TZM合金的反应层Ⅰ, 靠近Zr Cp-W母材的反应层Ⅲ, 介于两者之间的反应层Ⅱ。反应层Ⅰ宽约20μm, 由灰白色相 (A) 与线状条纹组成, 该线状条纹由浅灰色相与灰色相构成, 平行于反应界面, 将完整的灰白色相分割开;反应层Ⅱ宽约10μm, 主要由岛状的浅灰色相B和连续的灰色相C组成;反应层Ⅲ位于反应层Ⅱ与Zr Cp-W的界面, 主要由一层约400 nm宽的深灰色相F构成。
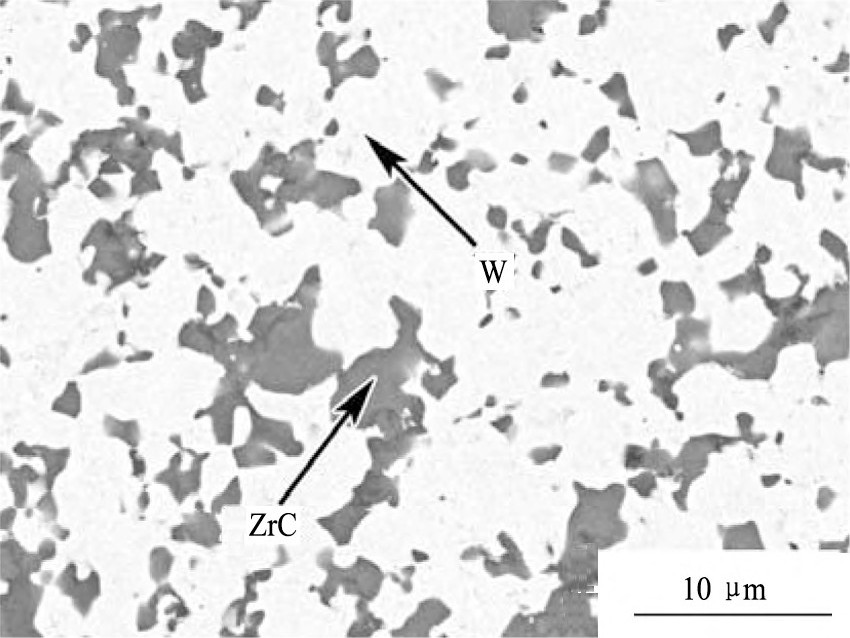
图1 Zr Cp-W复合材料的微观组织形貌Fig.1 Microstructure of Zr Cp-W composite
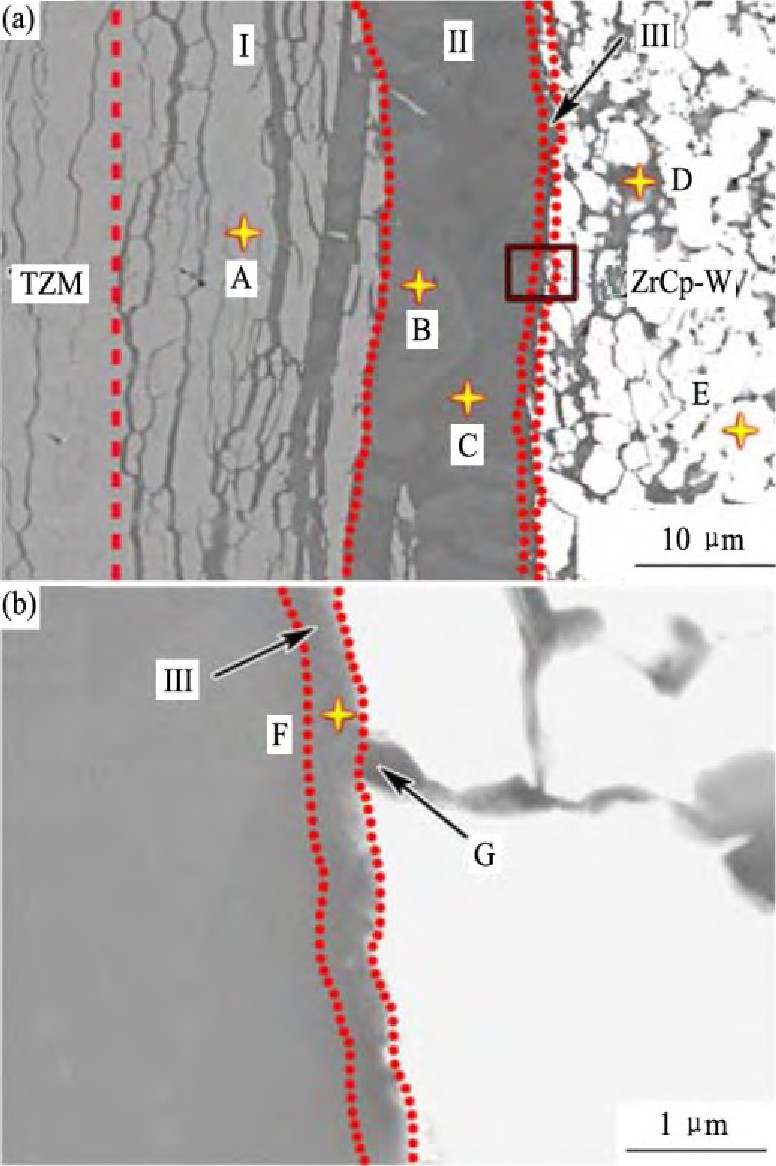
图2 钎焊接头典型界面结构Fig.2 Interfacial microstructure of brazed joint (1020℃/10 min) (a) Typical interface microstructure; (b) High magnification
为确定各反应层中的相组分, 对图2中A~G各相进行能谱分析, 其结果如表1所示。A相主要包括84%的Mo、不足10%的Ti;B相主要成分为59%的Ti, 34%的Mo。由于Ti, Mo两种元素极易互溶, 形成Ti-Mo固溶体, 可知, A相、B相分别为反应过程中形成的Ti-Mo固溶体, 根据其元素比例不同, 将A相、B相分别标示为Mo (s, s) 和Ti (s, s) 。灰色相C主要成分为Ti, Zr, Ni, Cu 4种元素, 其中Ti, Zr两种元素的含量约两倍于Ni, Cu两种元素的含量, 推断C相为 (Ti, Zr) 2 (Ni, Cu) 类化合物, 与相关研究[13,14,15,16]结果一致。D相位于Zr Cp-W母材中, 其主要成分为Zr和C, 认为其为Zr C。白色E相的主要成分为W, 用W (s, s) 表示。F相位于反应区III内, 其主要成分与C相接近, 推测为反应后残余钎料形成的 (Ti, Zr) 2 (Ni, Cu) 化合物。G相位于反应层Ⅲ与母材的界面处, 主要成分为C, Zr以及少量Ti。由于Ti C和Zr C均为Na Cl型晶体结构, 且可以互溶形成 (Zr, Ti) C固溶体[17,18], 故推测G相为 (Zr, Ti) C固溶体。
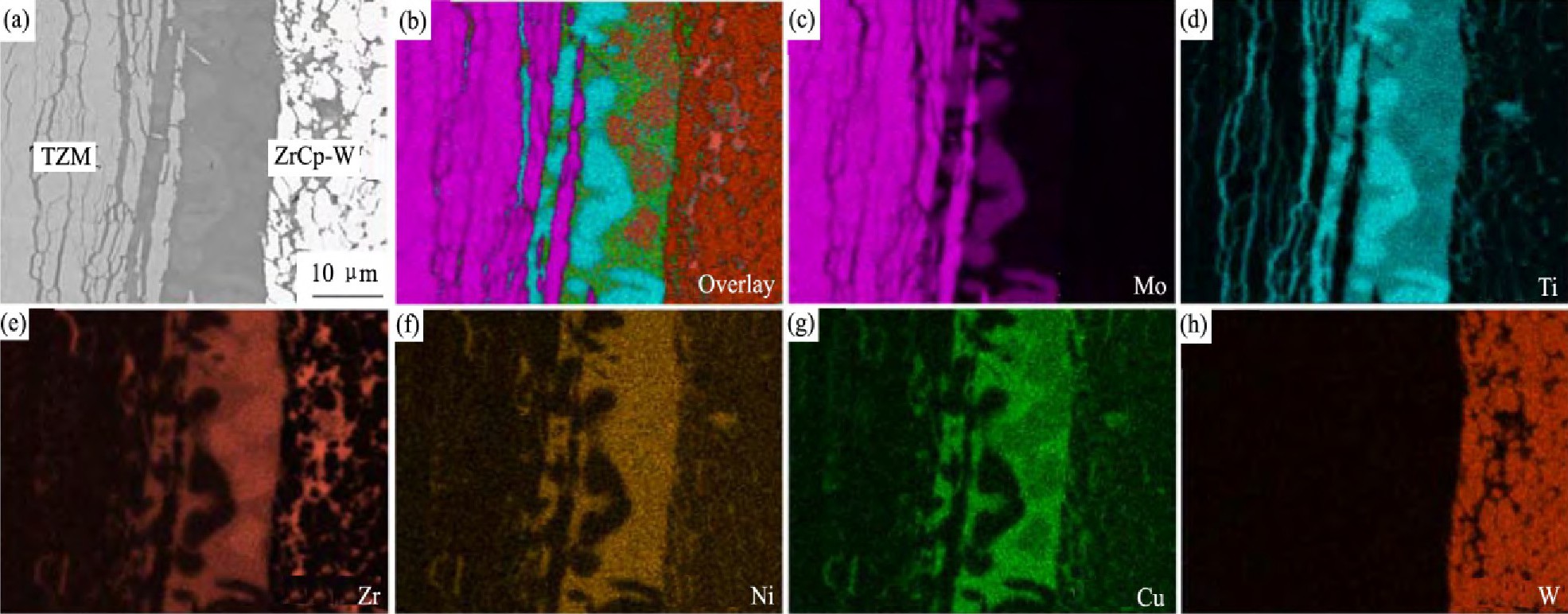
图3 典型界面结构及主要合金元素面扫描结果Fig.3 Morphology and elemental distribution of TZM/Ti Zr Ni Cu/Zr Cp-W joints (1020℃/10 min)
(a) Typical interface microstructure; (b) Overlay map; (c) Mo; (d) Ti; (e) Ni; (f) Zr; (g) Cu; (h) W
表1 图2中钎焊接头各点成分分析结果Table 1 EDS result of each spot as marked in Fig.2 (%, atom fraction) 下载原图
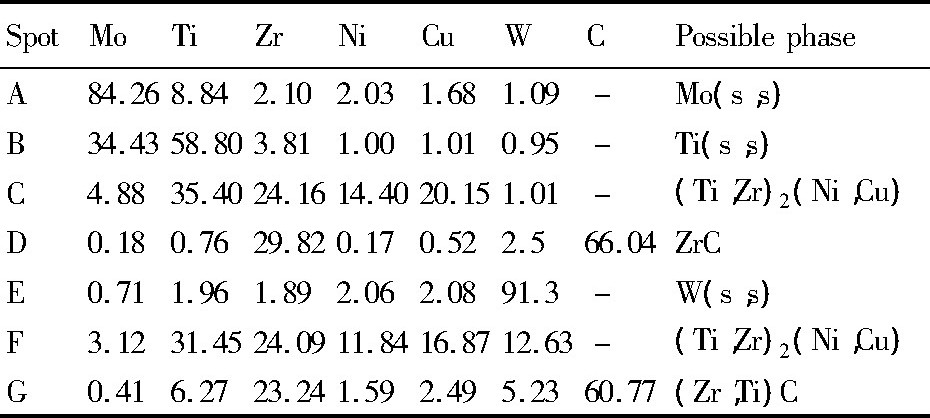
表1 图2中钎焊接头各点成分分析结果Table 1 EDS result of each spot as marked in Fig.2 (%, atom fraction)
为了准确分析钎缝中的反应产物, 对图2中所示的区域进行X射线衍射, 其结果如图4所示。钎缝中主要包括Mo (s, s) , Ti (s, s) , Zr C, W (s, s) , (Zr, Ti) C, (Ti, Zr) 2 (Ni, Cu) 等相, 与能谱分析结果相吻合。
本实验中的TZM合金为轧制板材, 其晶粒由于机械作用而变细长, 沿轧制方向呈层状分布[7,19]。熔融钎料在毛细作用下, 以晶界渗透的形式进入TZM母材, 其中的Ti与Mo发生反应, 形成Mo基固溶体;同时, TZM母材中的Mo因溶解于钎料, 而形成Ti基固溶体;部分Mo因Ti的溶解, 以片状形式自TZM母材脱离, 形成岛状的Ti基固溶体, 而Mo以片状形式脱落后的间隙, 被液态钎料填补, 冷却后形成平行于母材界面的线状条纹。Zr Cp-W母材一侧, 熔融钎料在毛细作用下沿Zr Cp-W间隙进入母材。Ti-W为完全固溶体, W可溶于Ti中形成置换固溶体TixW[20]1-x, 当Zr CpW中的W元素与熔融钎料接触后, 少量W元素溶于钎料, 与钎料形成一层薄 (Ti, Zr) 2 (Ni, Cu) 层;由于Zr C为非化学计量化合物, 在高温状态下, C分解出来, 与Ti发生反应, 形成Ti C;Ti C在Zr C中有一定的固溶度, 会发生相互扩散, 形成固溶体, 用 (Zr, Ti) C来表示[10,21]。其反应式如下所示:
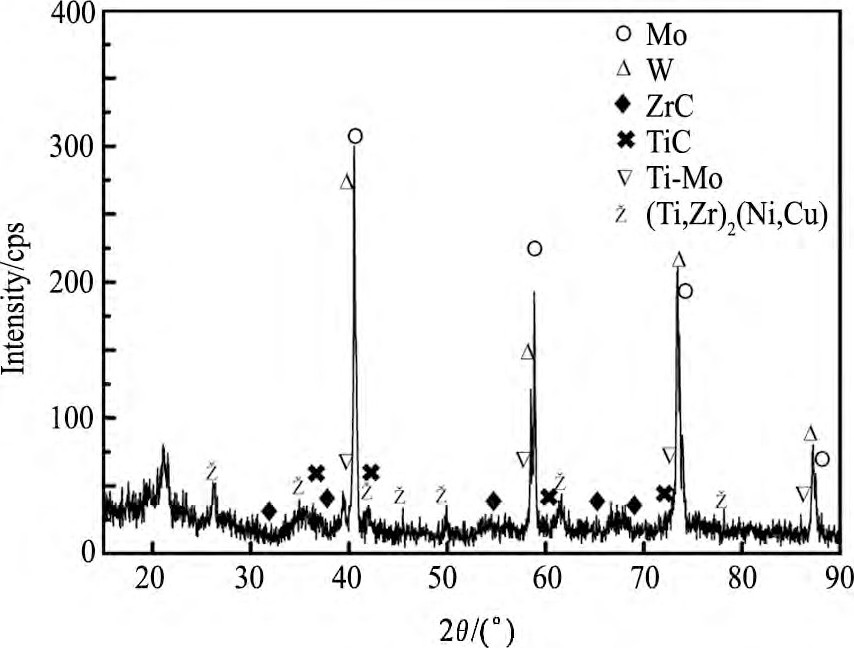
图4 钎缝X射线衍射结果Fig.4 XRD pattern of brazing seam (1020℃/10 min)

所以熔融钎料进入Zr Cp-W母材后, 会与母材中的Zr C发生反应, 形成 (Zr, Ti) C相。随着钎焊温度的降低, 残余钎料逐渐冷却凝固, 形成 (Ti, Zr) 2 (Ni, Cu) 化合物, 与岛状的Ti基固溶体形成反应层Ⅱ。
2.2 钎焊温度对钎焊接头界面组织的影响
图5为不同钎焊温度下钎焊接头界面微观结构的BSE照片。由图5 (a~d) 可见, 不同钎焊温度下, 接头的界面结构以及物相没有发生变化, 但随钎焊温度升高, 反应层Ⅰ的宽度越来越宽、其内部的线状条纹数量增多、增宽, 反应层Ⅱ的宽度逐渐变窄, 且其内部的Ti基固溶体有增多趋势, 表明随着钎焊温度的升高, 钎料的扩散能力加强, Ti更容易进入到母材Mo中, 同时, Ti对Mo的溶解加剧, 也导致更多的Mo溶入到钎料中。由图5 (e~h) 可知, 随钎焊温度升高, 反应层Ⅲ宽度没有明显变化。
对图5反应层Ⅱ中Ti基固溶体及反应层Ⅲ中各点进行能谱分析, 其结果如表2所示。可以看出, 随钎焊温度的升高, Ti基固溶体中Mo含量越来越多, 同时, 反应层Ⅲ中W含量也有升高。这也证实了, 随钎焊温度的升高, 钎料对两侧母材的反应加剧, 导致越来越多的Mo和W溶解到钎料中。
2.3 钎焊温度对接头力学性能的影响
图6为不同钎焊温度下钎焊接头的室温抗剪强度。由图6中可以看出, 随钎焊温度的升高, 钎焊接头抗剪强度先升高后降低, 当钎焊温度为1020℃时, 接头获得最大抗剪强度为121 MPa。
为了获得压剪过程中接头的断裂路径及断口形貌, 采用BSE对其进行观察, 其结果如图7所示。图7 (a, c) 分别为钎焊温度940, 1020℃, 保温10 min时的断口路径, 图7 (b, d) 分别为对应的断口形貌图。由图7 (a) 可知, 当钎焊温度较低时, 接头断裂于钎缝区;断口微观扫描显示 (图7 (b) ) , 断面主要由 (Ti, Zr) 2 (Ni, Cu) 化合物、Ti (s, s) 相组成, 断面表现为脆性断裂。当钎焊温度较低时, 钎料与母材的反应不充分, 钎料消耗较少, 钎缝宽度较高, 钎缝中脆性 (Ti, Zr) 2 (Ni, Cu) 化合物含量较高, 导致钎缝力学性能降低, 因而接头断裂于钎缝区。当钎焊温度超过1020℃时, 接头断裂于TZM母材与钎缝之间的反应层处, 如图7 (c) 所示;其断面微观结构如图7 (d) 所示, 主要由Mo (s, s) 相和Ti (s, s) 相组成, 呈片层状, 为脆性断裂。前期研究发现, 热轧TZM母材具有片层状结构[7], 随着钎焊温度升高, 进入TZM母材的熔融钎料增多, 钎料与母材之间的扩散-溶解反应作用增强, Mo以片状形式的脱落加剧, 线状条纹增多、变宽, 进而导致该反应层强度降低, 当受到剪切力时, 在该区域发生脆断。
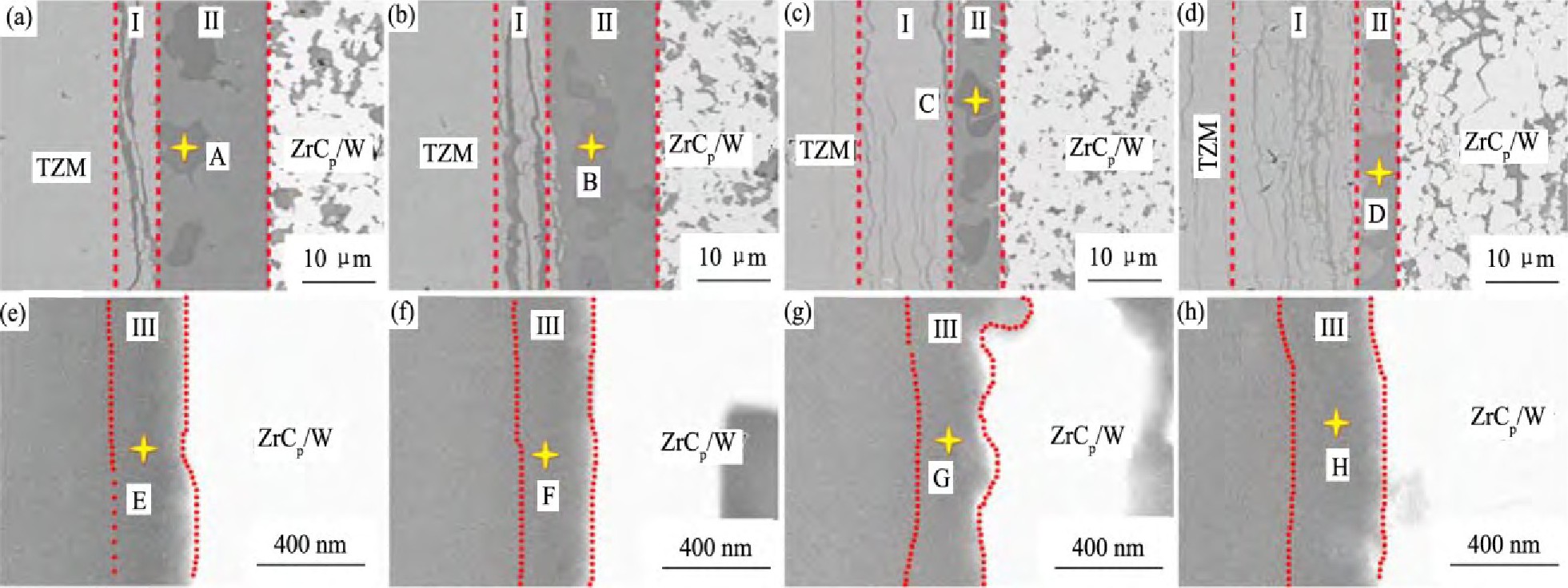
图5 不同钎焊温度下的钎焊接头界面组织结构Fig.5 Interfacial microstructure of TZM/Ti Zr Ni Cu/Zr Cp-W brazed joints at different brazing temperatures
(a) 900℃; (b) 940℃; (c) 980℃; (d) 1060℃; (e) 900℃; (f) 940℃; (g) 980℃; (h) 1060℃
表2 图5中钎焊接头各点成分分析结果Table 2 EDS result of each spot as marked in Fig.5 (%, atom fraction) 下载原图
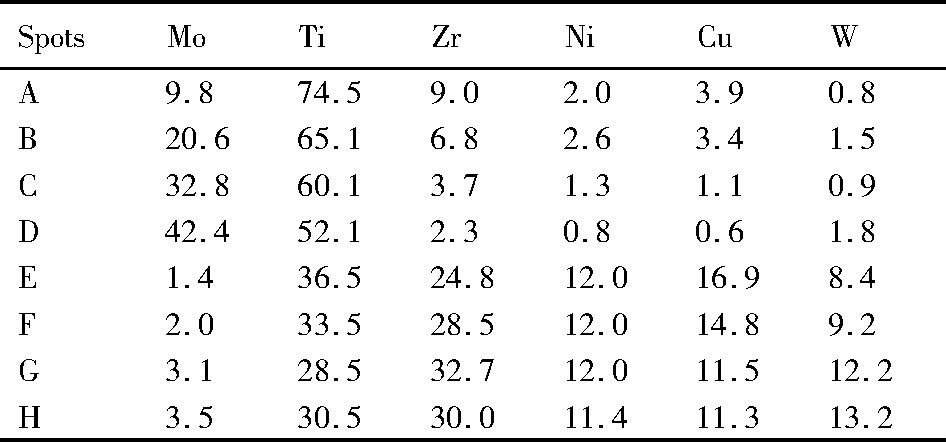
表2 图5中钎焊接头各点成分分析结果Table 2 EDS result of each spot as marked in Fig.5 (%, atom fraction)
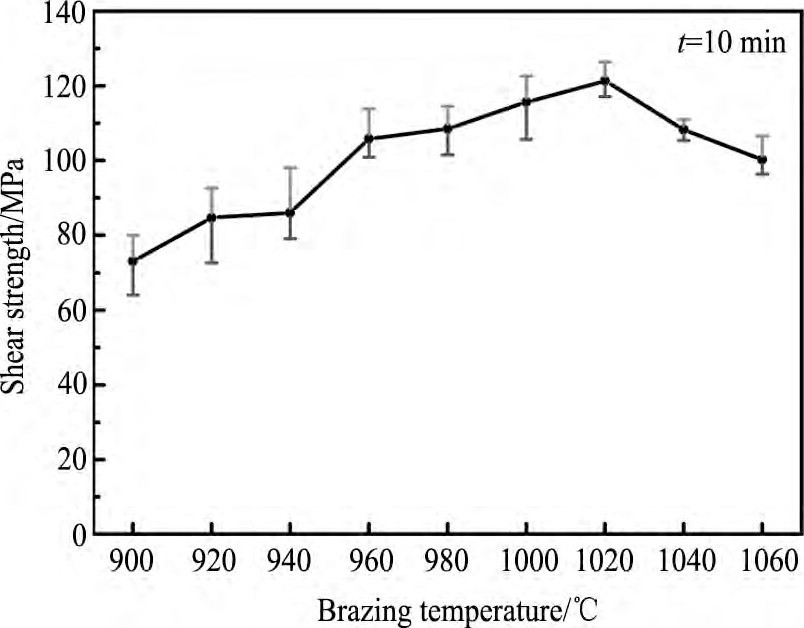
图6 钎焊温度对接头抗剪强度的影响Fig.6 Shear strength of brazed joints at different temperatures
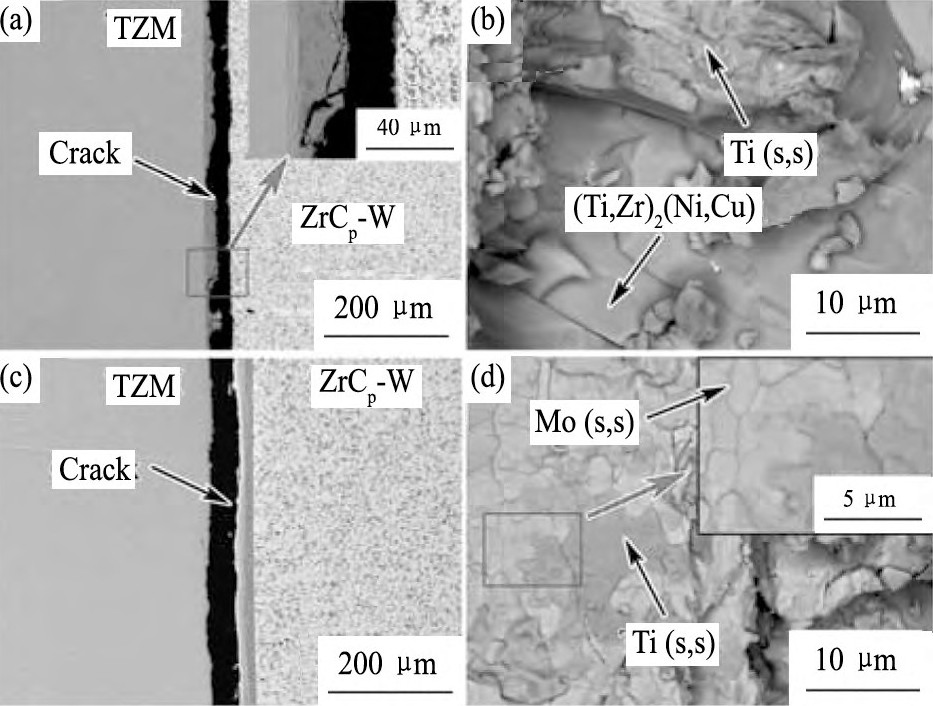
图7 不同钎焊温度下的钎焊接头断裂路径及断口形貌Fig.7 Cross-section BEIs of brazed joints after shear test (a) 940℃; (b) 940℃; (c) 1020℃; (d) 1020℃
3 结论
1.采用Ti Zr Ni Cu钎料实现了TZM合金与Zr Cp-W复合材料的可靠连接, 钎焊接头的典型界面结构为:TZM/Mo (s, s) +Ti (s, s) + (Ti, Zr) 2 (Ni, Cu) / (Ti, Zr) 2 (Ni, Cu) +Ti (s, s) / (Ti, Zr) 2 (Ni, Cu) /Zr Cp-W。
2.随钎焊温度升高, Ti基固溶体线状条纹增多、反应层增宽, 钎缝厚度逐渐减小, 靠近Zr Cp-W的反应层Ⅲ宽度变化不明显, 两侧母材与钎料的反应加剧, 导致越来越多的Mo和W溶解进钎料中。
3.随钎焊温度升高, 钎焊接头的抗剪强度先上升后下降, 钎焊温度为1020℃时, 钎焊接头获得最大抗剪强度为121 MPa, 断裂位置位于TZM母材与钎缝之间的反应层, 断裂方式为脆性断裂。
参考文献
[1] Ahmadi E, Malekzadeh M, Sadrnezhaad S K.Preparation of nanostructured high-temperature TZM alloy by mechanical alloying and sintering[J].International Journal of Refractory Metals and Hard Materials, 2011, 29 (1) :141.
[2] Zhao Y W, Wang Y J, Chen L, Zhou Y, Song G M, Li J P.Microstructure and mechanical properties of Zr CW matrix composite prepared by reactive infiltration at1300℃[J].International Journal of Refractory Metals and Hard Materials, 2013, 37:40.
[3] Qu W Q, Deng F, Qi Z G, Zhuang H S.Advanced connection technology for dissimilar materials[J].Aeronautical Manufacturing Technology, 2006, 12:32. (曲文卿, 董峰, 齐志刚, 庄鸿寿.异种材料的先进连接技术[J].航空制造技术, 2006, 12:32.)
[4] Chan H Y, Shiue R K.Study of brazing Ti-6Al-4V and TZM alloy using pure silver[J].Journal of Materials Science Letters, 2003, (22) :1659.
[5] Chan H Y, Liaw D W, Shiue R K.The microstructural observation of brazing Ti-6Al-4V and TZM using the BAg-8 braze alloy[J].International Journal of Refractory Metals&Hard Materials, 2004, (22) :27.
[6] Liaw D W, Shiue R K.Infrared brazing of Mo using the70Au-22Ni-8Pd alloy[J].International Journal of Refractory Metals and Hard Materials, 2005, 23 (2) :91.
[7] Song X G, Tian X, Zhao H Y, Si X Q, Han G H, Feng J C.Interfacial microstructure and joining properties of titanium-zirconium-molybdenum alloy joints brazed using Ti-28Ni eutectic brazing alloy[J].Materials Science and Engineering:A, 2016, (653) :115.
[8] Xu Q Y, Li N, Xiong G G, Zhang W, Zhao W.Structure and property of graphite and TZM brazing bonding with Ti filler[J].Chinese Journal of Rare Materials, 2008, 29 (6) :823. (徐庆元, 李宁, 熊国刚, 张伟, 赵伟.钛基钎料钎焊石墨与TZM合金接头组织和性能研究[J].稀有金属, 2008, 29 (6) :823.)
[9] Sánchez M, Garrido M A, Múnez C J, Rams J, Ure1a A.Analysis of the brazeability of W-W joints using a high temperature Ni-based alloy[J].Materials and Design, 2014, (54) :900.
[10] Song C B, He P, Lin T S, Jia D C.Interfacial reaction evolution of the Zr C ceramic joint diffusion bonded with Ni interlayer[J].Ceramics International, 2014, (40) :12999.
[11] Sha J J, Li J, Wang S H, Zhang Z F, Wang Y C, Dai J X.Microstructure and mechanical properties of hotpressed Zr C-Ti-CNTs composites[J].Materials and Design, 2016, (107) :520.
[12] Barabash V, Pokrovsky A, Fabritsiev S.The effect of low-dose neutron irradiation on mechanical properties, electrical resistivity and fracture of Ni Al bronze for ITER[J].Journal of Nuclear Materials, 2007, (367) :1305.
[13] Liu D, Zhang L X, He P, Feng J C.Active brazing of Si O2glass ceramic to TC4 alloy[J].Transaction of the China Welding Institution, 2009, 30 (2) :117. (刘多, 张丽霞, 何鹏, 冯吉才.Si O2玻璃陶瓷与TC4钛合金的活性钎焊[J].焊接学报, 2009, 30 (2) :117.)
[14] Huang C, Lin T S, He P, Gu X L.Microstructure of Ti Bw/TC4 alloy and C/C composite[J].Transaction of the China Welding Institution, 2011, 32 (7) :39. (黄超, 林铁松, 何鹏, 顾小龙.Ti Bw/TC4钛合金与C/C复合材料钎焊接头的界面组织结构[J].焊接学报, 2011, 32 (7) :39.)
[15] Qin Y Q.Microstructure and mechanical properties of graphite and TC4 joint brazed with Ti Zr Ni Cu filler metal[J].Hot Working Technology, 2010, (17) :173. (秦优琼.Ti Zr Ni Cu钎料钎焊石墨与TC4接头组织与力学性能研究[J].热加工工艺, 2010, (17) :173.)
[16] Song X G, Cao J, Li Z G, Zhang Z W, Feng J C.Interfacial microstructure and properties of Ti53311S titanium alloy joints brazed using Ti Zr Ni Cu filler metal[J].Transaction of the China Welding Institution, 2013, 42 (8) :1694. (宋晓国, 曹健, 李兆光, 张志伟, 冯吉才.Ti ZrNi Cu钎料钎焊Ti53311S高温[J].稀有金属材料与工程, 2013, 42 (8) :1694.)
[17] Li Y, Katsui H, Goto T.Spark plasma sintering of Ti C-Zr C composites[J].Ceramics International, 2015, (41) :7103.
[18] Liu S, Hu W, Xiang J, Wen F, Xu B, Yu D, He J, Tian Y, Liu Z.Mechanical properties of nanocrystalline Ti C-Zr C solid solutions fabricated by spark plasma sintering[J].Ceramics International, 2014, (40) :10517.
[19] Wang H, Zhang Y P, Chen X Y.Microstructure and mechanical properties of TZM plate fabricated by accumulative roll bonding[J].Journal of Aeronautical Materials, 2013, 33 (4) :22. (王华, 张云鹏, 陈兴友.累积复合轧制TZM合金板的组织与性能[J].航空材料学报, 2013, 33 (4) :22.)
[20] Wang Q X, Yang Y, Fan Z K.Diffusion of W and Ti during sintering and infiltration[J].Rare Metal Materials and Engineering, 2009, 38 (7) :1193. (王庆相, 杨怡, 范志康.烧结熔渗过程中W和Ti扩散溶解的研究[J].稀有金属材料与工程, 2009, 38 (7) :1193.)
[21] Song C B.Study on the Process and Interfacial Reaction Mechanism of the Transient Liquid Phase Bonding Between Zr C-Si C Ceramic and Nb[D].Harbin:Harbin Institute of Technology, 2014.56. (宋昌宝.Zr C-Si C陶瓷与Nb瞬时液相扩散连接工艺及界面反应机[D].哈尔滨:哈尔滨工业大学, 2014.56.)

