文章编号:1004-0609(2007)07-1143-06
真空钎焊金刚石界面碳化物的形貌
卢金斌1, 2,徐九华2
(1. 中原工学院 材料与化学工程学院,郑州 450007)
(2. 南京航空航天大学 机电学院,南京 210016)
摘 要:采用Ni-Cr、Ag-Cu-Ti和Ti-Zr-Ni-Cu等钎料分别对单晶金刚石与基体进行真空钎焊。SEM、EDS和XRD等分析结果表明,在一定的钎焊温度、时间及真空度下,金刚石与所有钎料均形成化学冶金结合,在不同钎料界面形成的碳化物的种类、数量和形貌分布却显著不同; Ni-Cr合金钎料在界面处形成片状的Cr3C2和针状Cr7C3;Ag-Cu-Ti钎料则生成不连续分布块状TiC,Ti-Zr-Ni-Cu生成的是呈鹅卵石状连续分布的TiC。
关键词:金刚石;碳化物;真空钎焊;钎料
中图分类号:TG 401 文献标识码:A
Morphology of carbide on diamond interface by vacuum brazing
LU Jin-bin1, 2, XU Jiu-hua2
(1. School of Materials and Chemical Engineering, Zhongyuan University of Technology, Zhengzhou 450007, China;
2. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China)
Abstract: Using Ni-Cr, Ag-Cu-Ti, and Ti-Zr-Ni-Cu alloy as fillers diamond was brazed on matrix in vacuum furnace. By SEM, EDX and XRD analysis, it is shown that at certain brazing temperature, duration and vacuum level, chemical bonding takes place on the interface between the diamond and all the fillers. The kind, amount, morphology and distribution of carbides formed are different on different filler interface. Some slice-like Cr3C2 and acicular Cr7C3 carbides exist on the interface of Ni-Cr, discontinuous-lump-like TiC carbide exists on the interface of Ag-Cu-Ti, and continuous-cobble-like TiC exists on the interface of Ti-Zr-Ni-Cu.
Key words: diamond; carbide; vacuum brazing; filler
金刚石具有极高的硬度、高导热性和低热膨胀系数等优良的性能,因此,它是制造切削刀具的最佳材料。金刚石既硬又脆,难以单独作刀具使用,必须与其它韧性较好的材料连接。另外,利用烧结或电镀制成的金刚石工具(锯片、砂轮等),金刚石颗粒仅是机械地镶嵌在金属基体上,在使用中也非常容易脱落。提高金刚石与基体材料的连接强度会大大增强刀具和金刚石工具的使用性能,延长其寿命。因此,采用钎焊的方法提高金刚石与基体的有效连接,增大金属基体对金刚石连接强度,是节约资源、提高我国金刚石刀具和金刚石工具制造水平的关键问题之一[1-5]。
迄今为止,采用活性钎料钎焊金刚石是一种重要的焊接方法,主要是通过碳化物形成元素与金刚石在界面处反应形成碳化物[6-8]。但碳化物能否形成、碳化物类型、形状、大小、形成数量、分布特征、是否对金刚石有损伤等一系列问题是决定钎焊质量的关键。本文作者采用3种活性钎料:Ni-Cr合金、Ag-Cu-Ti、Ti-Zr-Ni-Cu对金刚石进行了钎焊实验,并对金刚石与
钎料在界面处形成的碳化物的形貌、数量、生长机理等进行研究。
1 实验
选用GB/T6405―94标准的无镀膜金刚石(0.30~ 0.35 mm),基体为45钢,钎料均为粉末状,包括Ni-Cr、 Ag-Cu-Ti和Ti-Zr-Ni-Cu等钎料。具体工艺过程为:钎焊前对45钢基体、金刚石表面用丙酮清洗,再浸泡在丙酮用超声波清洗5 min,吹干。实验时将钎料粉末均匀铺于钢基体,金刚石颗粒排布于钎料上,分别采用合适的钎焊温度及保温时间,真空度<0.01 Pa,在VOQ-280型真空淬火炉中进行钎焊实验。
对焊后的金刚石试样进行深腐蚀,由于金刚石、碳化物、石墨都是耐腐蚀的,而金属材料被腐蚀去除,经深腐蚀后,仅剩下金刚石与表面生成碳化物。该试样不仅可以用扫描电镜直接观察金刚石表面的三维碳化物形貌,而且进行X射线衍射分析可以确定金刚石界面生成碳化物的相组成。
用日本电子公司(JEOL)JSM-6300型扫描电镜(SEM)及美国KEVEX公司的X射线能谱仪(EDS)对金刚石表面碳化物形貌进行观察及各元素含量测试。用日本Shimadzu公司的XD-3A型X射线衍射仪在Cu靶,在V=40 kV,I=30 mA,脉冲频率1 kHz的条件下,进行X射线衍射结构分析。
2 结果与讨论
2.1 Ni-Cr钎焊界面碳化物的形貌
本文作者采用Ni-Cr合金真空炉中钎焊的方法,图1所示为0.30~0.35 mm的金刚石焊后宏观形貌。从图1可以看出,钎料对金刚石润湿很好,且出露高度高。图2所示为金刚石、钎料与基体连接处的背散射谱。从图2可以看出,在紧靠金刚石的一侧钎料中形成针状化合物,随着与金刚石距离的增大,化合物的数量减小,因此可以初步判断化合物的存在提高了钎料对金刚石的润湿性。金刚石表面化合物的类型、数量、分布和形貌对其连接强度等性能的影响非常重要,因此实验中对金刚石进行深腐蚀以观察碳化物的 形貌。
Ni-Cr合金中的碳化物形成元素为Cr和Si。因此只考虑C与Cr、Si生成的稳定相。C与Cr生成的相
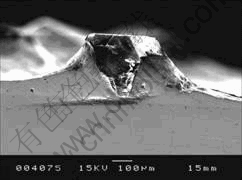
图1 金刚石钎焊后的形貌
Fig.1 Micrograph of brazed diamond
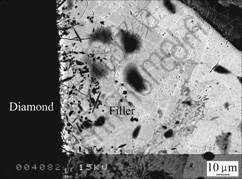
图2 金刚石和钎料界面的形貌
Fig.2 Morphology of interface between diamond and filler
主要包括:Cr3C2、Cr7C3和Cr23C6。其中Cr3C2是斜方晶系,其晶胞形状为:a≠b≠c,α=β=γ=90?。Cr7C3是六方晶系,a=b≠c,α=β=90?,γ=120?。从Cr-C相图可知,反应按C原子含量由高至低依次生成Cr3C2和Cr7C3[9]。C与Si生成的相主要是SiC。
图3所示为采用Ni-Cr合金焊后经深腐蚀的金刚石表面碳化物的形貌。图3(a)中A处是金刚石的表面,B处可能是碳化物。对B处物质进行能谱测试,如图4(a)所示,具体成分见表1。由表1可以看出,其Cr与C摩尔比约为3?2,可初步判断该碳化物为Cr3C2。从图3中可以看出,碳化物的分布具有一定方向性,这可能是因为碳化物生长所在的金刚石单晶表面本身具有一定方向性。当碳化物在金刚石单晶表面外延生长时优先沿某一方向生长。从晶体形态可以看到,B处的晶体形态与斜方晶系基本符合,但并不理想,主要是因为受到生长环境的制约。
图3(b)所示是金刚石表面生成的另一种碳化物的形貌。由图可见,晶体形态为棱柱状,截面为六边形,晶体形态与Cr7C3相吻合。对其进行能谱测试,结果如图4(b)所示,具体成分见表1,由表1可以看出,
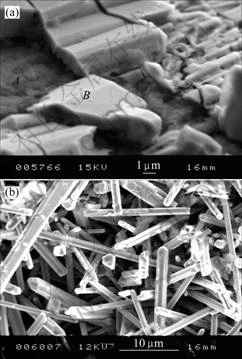
图3 Ni-Cr合金钎焊金刚石的碳化物形貌
Fig.3 Carbide morphologies of diamond by brazing with Ni-Cr: (a) Cr3C2; (b) Cr7C3
表1 金刚石表面碳化物定点成分分析结果
Table 1 EDS of compounds on surface of diamond (mole fraction, %)
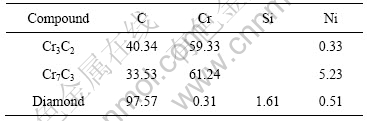
其Cr与C摩尔比大约为7?3,可判断其为Cr7C3。与Cr3C2相比,Cr7C3的晶体形态与晶胞形状符合很好,这主要是因为Cr3C2在金刚石表面形核并长大,其生长必然受到金刚石的制约。而Cr7C3是在液态钎料中形核长大,其生长环境相对自由,故其晶体形态符合晶胞形状,且Cr7C3没有方向性。为了进一步证明两种碳化物的存在,对深腐蚀后的金刚石作X射线衍射分析,衍射谱如图5所示。由于该试样只有碳化物与金刚石,因此尽管碳化物的衍射峰不是很高,但仍可以清晰地看到Cr3C2和Cr7C3的存在。
综上所述,在靠近金刚石表面的钎料中生成较多的碳化物,这主要是因为Ni基合金可以溶解更多的碳原子,在高温钎焊的过程中由于有许多碳原子溶解进入合金中,与Cr原子进行反应生成了碳化物。
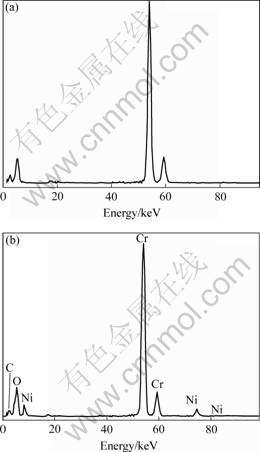
图4 金刚石表面碳化物的EDS谱
Fig.4 EDS patterns of compounds on surface of diamond: (a) Cr3C2; (b) Cr7C3

图5 金刚石表面碳化物XRD谱
Fig.5 XRD pattern of compounds on surface of diamond
2.2 Ag-Cu-Ti钎焊界面碳化物的形貌
采用Ag-Cu-Ti钎料钎焊金刚石时,Ti是强碳化物形成元素,因此在金刚石与钎料界面处可能形成TiC。孙凤莲等[10]研究发现Ag-Cu-Ti钎焊金刚石膜上也生成TiC。TiC晶体为立方晶系,晶体空间群Fm3m(225),属于NaCl型晶体结构,Ti和C都处于面心立方晶格的节点,由a(1/2,1/2,1/2)相互取代[11],如图6所示。

图6 TiC的晶体结构
Fig.6 Structure of TiC crystal
对Ag-Cu-Ti钎焊后的金刚石进行深腐蚀,图7所示为经腐蚀后的金刚石形貌。从图7可以看出,金刚石的晶体形态完好无损。在钎焊保温的过程中,C在Ag-Cu中的溶解度很低,且钎焊温度较Ni-Cr合金的低,没有对金刚石造成侵蚀。对其表面的形貌观察发现,在金刚石表面生成较规则的块状TiC(见图8)。碳化物呈点状分布既提高了连接强度,又不损耗金刚石,是一种理想的界面化合物形貌。从图8可以看出,金刚石表面生成有呈块状的化合物,结合能谱测得其C含量为47.8%,Ti含量为50.3%,Ag含量为1.2%,Cu含量为0.7%(见图9),从而可以判断该表面生成的化合物为TiC。这些碳化物的尺寸大多小于1 μm,边缘垂直,与TiC的晶体形态吻合。块状TiC之间的边缘互相平行,这可能是因为金刚石颗粒是单晶,而碳

图7 钎焊后金刚石形貌
Fig.7 Morphology of diamond after brazing

图8 Ag-Cu-Ti钎焊金刚石表面的碳化物形貌
Fig.8 Morphology of carbide on diamond surface brazed by Ag-Cu-Ti
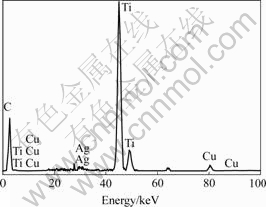
图9 TiC碳化物的能谱图
Fig.9 EDS pattern of TiC carbide
化物外延生长是在金刚石的表面进行,因此,其边缘互相平行,呈一定的规律。
下面对TiC生长的机理进行初步的探讨,所用Jackson[11-12]判据为
当α<2的物质凝固时,其固液界面的微观形貌一般是粗糙的,而α>5的物质凝固时,其固液界面的微观形貌一般是光滑的。由于TiC的熔化焓?H0很高,经计算α值可高达5~7,所以其生长方式应是以光滑界面的侧面生长方式生长。最初TiC在金刚石表面位错露头、生长台阶等缺陷处生长,随界面反应时间的延长,不断有新的TiC在金刚石表面形核,并呈点状分布,使金刚石表面的点状TiC更密集。点状TiC主要在金刚石螺旋台阶处以侧面生长方式沿其优先生长方向<001>生长长大(见图10),多个点状TiC还在局部区域连成片状。最终TiC高指数晶面因生长速度较快而消失,低指数晶面因生长速度慢而得以保留,形成如图8所示的碳化物形貌。

图10 碳化钛固液界面示意图
Fig.10 Schematic diagram of TiC/liquid interface
2.3 Ti-Zr-Ni-Cu钎焊界面碳化物的形貌
采用Ti-Zr-Ni-Cu钎焊金刚石,同样对焊后的金刚石进行深腐蚀,金刚石形貌如图11所示。从图中可以看到,金刚石表面完好无损,几乎没有变化。金刚石表面的高倍形貌显示(见图12),金刚石表面生成鹅卵石形状的化合物,对其进行能谱测试得知:C含量为55.63%,Ti含量为44.29%,Zr含量为0.08%(见图13)。因此可以判断金刚石表面生成的化合物为TiC。
钛基钎料Ti-Zr-Ni-Cu中Ti的含量达50%以上,因为Ti是强碳化物形成元素,因此金刚石与钎料钎焊温度开始接触时,即在金刚石表面形成许多TiC晶核,同时存在足够的活性Ti原子,因此TiC最后长大进而连成片,成片的TiC阻止了C向钎料的扩散,形成了如图11所示的TiC形貌。从相图可以知道[13],TiC碳化物中Ti与C的摩尔比并不是严格的1?1。TiC晶体形成的初生形态为八面体,当晶体远离平衡形态时,便会出现晶体的生长或溶解的形态,这种形态称为非平衡结晶形态。小晶体的生长易于趋向平衡形态,如

图11 焊后金刚石形貌
Fig.11 Morphology of diamond after brazing

图12 Ti-Zr-Ni-Cu钎焊金刚石表面碳化物的形貌
Fig.12 Morphology of carbide on diamond surface brazed by Ti-Zr-Ni-Cu
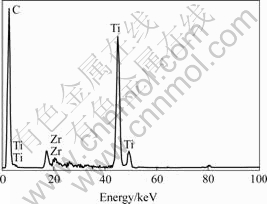
图13 碳化物TiC的能谱图
Fig.13 EDS pattern of TiC carbide
Ag-Cu-Ti钎焊金刚石,其表面形成的碳化物比较规则;但对于大晶体的生长来说,由于在大晶面上存在过饱和度的差异,生长基元运输距离不等,因而大晶体生长常趋向于非平衡结晶形态[14-15]。而晶体的最终形态主要取决于晶体生长的动力学过程,即与生长环境条件密切相关。随着C原子扩散难度的加大,C原子沿金刚石表面向外浓度逐渐降低,形成TiC的能力逐渐降低,最后形成如图12所示的形态。
与Ag-Cu-Ti钎料相比,Ti-Zr-Ni-Cu在界面处形成一层保护膜,这主要是因为Ti基钎料中Ti含量高,只要有活性C原子存在,马上就将与Ti进行反应;而Ag-Cu-Ti由于其Ti含量低,并且有一部分Ti与Cu形成化合物,因此表面生成的TiC呈点状分布。
3 结论
1) 分别采用Ni-Cr、Ag-Cu-Ti和Ti-Zr-Ni-Cu钎料对金刚石进行钎焊,发现金刚石表面均生成一定量的碳化物,其中Ni-Cr钎料对金刚石有一定的侵蚀,形成的碳化物数量较多;Ag-Cu-Ti钎料对金刚石没有损伤,界面碳化物分布适中,但钎料本身强度低;Ti-Zr-Ni-Cu钎料在界面可以生成一层类似钝化的保护膜,碳化物分布几乎连成一片。
2) Ni-Cr钎料在界面处生成的碳化物主要是片状Cr3C2和针状Cr7C3。
3) Ag-Cu-Ti钎料在界面处生成的碳化物为尺寸约1 μm的块状的TiC,且钎料在界面处呈不连续分布。
4) Ti-Zr-Ni-Cu钎料在界面处生成的碳化物为鹅卵石状的碳化物TiC。
REFERENCES
[1] 刘 琦, 郭志猛, 叶宏煜. Ni-Cr合金钎焊金刚石磨粒的试验研究[J]. 超硬材料工程, 2005, 17(6): 1-6.
LIU Qi, GUO Zhi-meng, YE Hong-yu. Experimental study of diamond grain brazing[J]. Superhard Material Engineering, 2005, 17(6): 1-6.
[2] 武志斌, 徐鸿钧, 肖 冰. 银基钎料钎焊单层金刚石砂轮的试验[J]. 焊接学报, 2001, 22(1): 24-26.
WU Zhi-bin, XU Hong-Jun, XIAO Bing. Experimental investigation on induction brazing of diamond grinding wheel[J]. Transactions of The China Welding Institution, 2001, 22(1): 24-26.
[3] 孟卫如, 徐可为, 南俊马. 活性钎料真空单层钎焊金刚石[J]. 稀有金属材料与工程, 2004, 33(7): 771-774.
MENG Wei-ru, XU Ke-wei, NAN Jun-ma. Monolayer diamond tools brazed with active filler[J]. Rare Metal Materials and Engineering, 2004, 33(7): 771-774.
[4] Chattopadhyay A K, Chollet L, Hintermann H E. Experimental investigation on induction brazing of diamond with Ni-Cr hardfacing alloy under argon atmosphere[J]. Journal of Materials Science, 1991, 26(18): 5093-5100.
[5] Li W C, Liang C, Lin S T. Interface segregation of Ti in the brazing of diamond grits onto a steel substrate using a Cu-Sn-Ti brazing alloy[J]. Metall Mater Trans A, 2002, A33: 2163-2172.
[6] Suzumura Y A. Role of the reaction product in the solidification of Ag-Cu-Ti filler for brazing diamond[J]. Journal of Materials Science, 1998, 33: 1379-1384.
[7] Suzumura Y A. Relationship between X-ray diffraction and unidirectional solidification at interface between diamond and brazing filler metal[J]. Journal of Materials Science, 2000, 35(24): 6155-6160.
[8] Suzumura Y A. Reaction products at brazed interface between Ag-Cu-V filler metal and diamond (111) [J]. Journal of Materials Science, 2006, 41(19): 6409-6416.
[9] 肖 冰, 徐鸿钧, 武志斌, 等. Ni-Cr合金真空单层钎焊金刚石砂轮[J]. 焊接学报, 2001, 22(2): 23-26.
XIAO Bing, XU Hong-jun, WU Zhi-bin, et al. Diamond grinding wheel prepared by monolayer brazing with Ni-Cr alloy under vacuum[J]. Transactions of the Chin Welding Institution, 2001, 22(2): 23-26.
[10] 孙凤连, 冯吉才, 刘会杰, 等. Ag-Cu-Ti钎料中Ti元素在金刚石界面的特征[J]. 中国有色金属学报, 2001, 11(1): 103-106.
SUN Feng-lian, FENG Ji-cai, LIU Hui-jie, et al. Characteristic of Ti in Ag-Cu-Ti in brazed joint of diamond[J]. The Chinese Journal of Nonferrous Metal, 2001, 11(1): 103-106.
[11] 孟卫如, 徐可为, 杨吉军. 金刚石工具真空钎焊钎料的适应性[J]. 焊接学报, 2004, 25(1): 80-82.
MENG Wei-ru, XU Ke-wei,YANG Ji-jun. Adaptability of brazing filling metal used for monolayer diamond tools with vacuum furnace brazing[J]. Transactions of the China Welding Institution, 2004, 25(1): 80-82.
[12] 卢金斌, 徐九华, 徐鸿钧, 等. Ni - Cr合金真空钎焊金刚石界面反应的热力学与动力学分析[J]. 焊接学报, 2004, 25(1): 21-24.
LU Jin-bin, XU Jiu-hua, XU Hong-jun, et al. Thermodynamic studies on interfacial reactions between diamond and Ni-Cr filler metal in vacuum brazing[J]. Transactions of The China Welding Institution, 2004, 25(1): 80-82.
[13] 虞觉奇, 易文质, 陈帮迪, 等. 二元合金状态图集[M] . 上海: 上海科学技术出版社, 1984
YU Jue-qi, YI Wen-zhi, CHEN Bang-di, et al. Handbooks of binary alloy phase diagrams[M]. Shanghai: Shanghai Scientific Press, 1984.
[14] 金云学, 刘夙伟. 钛合金中TiC晶体的生长基元及平衡形态[J]. 稀有金属材料与工程, 2005, 34(10): 1532-1536
JIN Yun-xue, LIU Su-wei. Study of growth units and equilibrium morphology of TiC crystal in titanium alloy[J]. Rare Metal Materials and Engineering, 2005, 34(10): 1532-1536.
[15] 陈 瑶, 王华明. MC碳化物非平衡凝固固液/固界面结构及生长机制[J]. 金属学报, 2003, 39(3): 254-258.
CHEN Yao, WANG Hua-ming. Liquid/solid interface structure and growth mechanism of MC carbide under non-equilibrium solidification condition[J]. Acta Metallurgica Sinica, 2003, 39(3): 254-258.
(编辑 龙怀中)
基金项目:国家自然科学基金资助项目(50175052);江苏省自然科学基金资助项目(BK20001049)
收稿日期:2006-07-18;修订日期:2007-05-29
通讯作者:卢金斌, 讲师, 博士;电话: 13938483493;E-mail: ljbjohn@163.com

