ϡ�н��� 2013,37(06),851-856
���Ͻ��ȹܵ�����ɢǥ����ͷ��֯��������ɢ�����о�
������ ������ ׯ����
�������պ����ѧ��е���̼��Զ���ѧԺ
ժ Ҫ��
���켶���Ͻ��ȹܶ�װ����������˴��ʸ������ܶ�ɢ��Ҫ��, ��ͳ���ӷ�ʽ����ʹ��������, �ɿ��Բ��ȱ����������Ҫ��, ������Ͻ��ȹܽ����˵���װ����������������о������������м����ϳɹ���ʵ����6061���Ͻ�ĵ�����ɢǥ����ͨ��ɨ��羵 (SEM) �������� (EDS) �Խ�ͷ����֯�ͳɷֽ��з������������, �м���غ�ͭͨ�����ɢ�γ�������CuGa2;�Ա����¶�Ϊ80�桢��ɢʱ��ֱ�Ϊ5 h/10 h/20 h�Ľ�ͷ��֯���й۲�, ������ɢʱ��Խ��, �غ�ͭ���ɢԽ���, �м���в�����ͭ����Խ��, �γɵĽ�ͷ��֯Խ��������;�Խ��洫��ϵ�����������ܽ����˲���, ������������������кܸߵĴ���ϵ���ﵽ82362 W�� (m2��K) -1, ������㺽�켶�ȹܴ��ʸ������ܶ�ɢ��Ҫ��;��ͷ�������¶ȴﵽ300��, ��300��ʱ, ��ͷû�г����κ�Һ������������;���ͨ�������Ͻ������ɢǥ�����̵ķ���̽�������м�����ɢ���ơ�
�ؼ��ʣ�
�ȹ�;������ɢǥ��;�м��;
��ͼ����ţ� TG454
����飺������ (1988-) , Ů, �ӱ���, ˶ʿ�о���;�о�����:���Ͳ������Ӽ���;������ (E-mail:quwenqing@buaa.edu.cn) ;
�ո����ڣ�2013-04-22
����������Ȼ��ѧ������Ŀ (51418050311HK0118) ����;
Structure Performance and Diffusion Mechanism of Aluminum Alloy Heat Pipe Low-Temperature Diffusion Brazing Joints
Dai Guoqin Qu Wenqing Zhuang Hongshou
School of Mechanical Engineering & Automation, Beijing University of Aeronautics and Astronautics
Abstract��
Aerospace-grade aluminum heat pipe had a high requirement of superpower and high heat flux removal in assembly bonding. Traditional cementing method was difficult to meet the requirements because of short service lifetime and poor reliability. A connection method of metallic bonding at low temperature used for aluminum alloy heat pipe was studied. The 6061 aluminum was successfully bonded with a new kind of intermediary material. The microstructure and composition of the joints was analyzed by scanning electron microscopy ( SEM) and energy dispersive spectroscopy ( EDS) . The results showed that a new phase CuGa2was formed during the diffusion of the intermediary material Ga and Cu. The joints which were preserved under the temperature of 80 �� and diffused for 5 h /10 h /20 h each were observed. It was found that with more diffusion time, Ga and Cu diffused more adequately, Ga and Cu remained in the middle layer were less, and the joint structure formed was more uniform and compact. The coefficient of interface heat transfer was tested and the results suggested that the metallic bonding had a high coefficient which was about 82362 W�� ( m2��K) - 1and fully met the requirements of aerospace grade heat pipe's high-power and high heat flux removal. The heat resistance performance of the joint was also tested and the results indicated that the melting point of the joint microstructure was higher than 300 �� and the joints showed no liquefaction and remelting phenomenon at the temperature of 300 ��. Finally, through the analysis of the aluminum alloy low-temperature diffusion brazing process, the interlayer of the joints diffusion mechanism was discussed.
Keyword��
heat pipe; low-temperature diffusion brazing; interlayer;
Received�� 2013-04-22
�ȹ��Ǻ������ȿ�ϵͳ����Ҫ���, ���м��ߵĵ����ԡ������ĵ����ԡ������ܶȿɱ��ԡ�������������ԡ��������Ժ����õĻ�����Ӧ�Ե��ŵ�[1], ��Ҫ������ȷ�������������е������豸������Ļ����¶ȶ�����Ҫ����¶ȷ�Χ�ڡ��ҹ���20����70����Ϳ�ʼ�о��������ȹܼ���[2]���ȹܼ����õ����Ϸ�չ, �ȹܵķ�չ�Ӵ�ͳ�ȹܡ�ëϸ���ȹܺͻ�·�ȹ�, ����������Ϊ�о��ȵ�Ļ�е��������·ʽ�ȹܷ�չ����, ���ȹ�װ��Ľ��洫������һֱ�Ǹ��ѵ�[3,4,5]��
Ŀǰ�����ڽ��洫�ȼ������濪չ�˴����о���Ӧ�ù���, ����õ��ȹ�֬�����ȹ����Լ�������������������Ϊǿ�����洫�ȵIJ���[6], ����ֻ��Ӧ����С�����ܶȵĴ��ȼ�����, ���ҽ�ճ�����ڸ߷��ӻ�����, ����Ч����, ������ȹܻ�·�ȴ���Ч�ʽ���, ͬʱճ�ӽṹ��ʹ��������, �ɿ��Բ�, �ڳ�ʱ�����Ƚ����غ�����������ʧЧ;�������Ѿ���չ�˽���ǿ�����ȵĽ��������ӽṹ, 20����80�������, �ݳ�ǰ������ѧԺ�������ֲ���ѧ�����Ƴ�һ����������ǥ��, �����¶ȼ��� (40~60��) , Ȼ��80~100�洦��, ��ɺ�ĸ��һ�����700�����, ��������ͬ�ֺ����ֽ���������, �Ҿ��гɱ��͡��������������Ӧ��������ǥ�����ŵ�, ������Ѿ��ڶ���˹������������еõ�Ӧ�á�
����̽�������Ͻ��ȹܵĽ��������ӷ�ʽ, ����һ��������м����϶�6061���Ͻ���е�����ɢǥ��, ��80��ı����������о��˲�ͬ����ʱ���6061���Ͻ������ɢǥ����Ӱ���Լ��ڱ��¹������м����ϵ���ɢ���ơ�
1ʵ��
��ʵ������ĸ����6061���Ͻ�, ������ж�Ĥ����, �м���������Ϊ����, ���ӵ���Ҫ�Ͻ�Ԫ��Ϊͭ��
�ѱ����Ĥ���Ͻ��Լ��г�15 mm��5 mm��2 mm��С�Լ�����ǰ��ȥ�ֲڶȺ���ദ��, �����м����ϡ������õ��������Ͻ���Ƭ�Ͼ���ͿĨ���ƺõ��м�����Ȼ������һ��;���ù�װʩ��һ����ѹ��, ���ڵ���¯�������´����������¶�Ϊ80��, ����ʱ��ֱ����5, 10, 20 h, ������ӹ��̡�
��Olympus B��51M���Ĺ�ѧ������JSM-5800ɨ������������н�ͷ������֯��ò�ͻ�����ֲ��ķ���, ����EDS���н�ͷ�ɷַ�����
�����Ӻõ��Լ�����������ʵ��, ����ʵ���ڵ���¯�н���, ����ʱ��Ϊ10 min�������¶�Ϊ300�档�����ߴ�Ϊ15 mm��5 mm��2 mm���������д��, ������Ϊ40 mm2���ֱ���ÿ����Ƭ�ϴ��, �Ա�������롣
�����Ͻ��ȹ�ģ�������ר�ò���̨�����˽��浼��ϵ�����ԡ�
2���������
2.1 ���²�������浼��ϵ������
�����Ӻõ��Լ��ڵ���¯�н���������ʵ��, �����¶�Ϊ300��, ����ʱ��Ϊ10 min��ʵ������ʾ������ɢǥ����ͷ����300��������, ��ͷδ�������ۻ���֯Һ��������
�����Ӻõ��ȹ�ģ�������ר�ò���̨���н��浼��ϵ���IJ���, �ֱ������ɽӴ��͵���֬�������������Ľ��浼��ϵ�������˶Աȡ���������ʾ����ɽӴ��ĵ���ϵ��Ϊ3389W�� (m2��K) -1, ����֬�Ľ��浼��ϵ��Ϊ38165W�� (m2��K) -1, ���õ�����ɢǥ�����ӵ��ȹ�ģ����Ľ��浼��ϵ��Ϊ82362 W�� (m2��K) -1��
2.2 ��ͷ����֯�����뱣��ʱ�����ɢ������Ӱ��
ͼ1 (a) �DZ����¶�80�桢����ʱ��20 h, һ��ѹ�������µ�6061���Ͻ������ɢǥ����ͷ����֯, ͼ1 (b) ��ͼ1 (a) �ľֲ��Ŵ�ͼ, ��ͷ��4�������, ����A���ɵ��Ƶĵ���ǥ�����ɢ��Ӧ�γɵ�����, BΪҺ̬�ز���Ʋ����Ӧ��ɢ�γɵ�����, CΪ�Ʋ�, DΪ6061���Ͻ�ĸ�ġ�
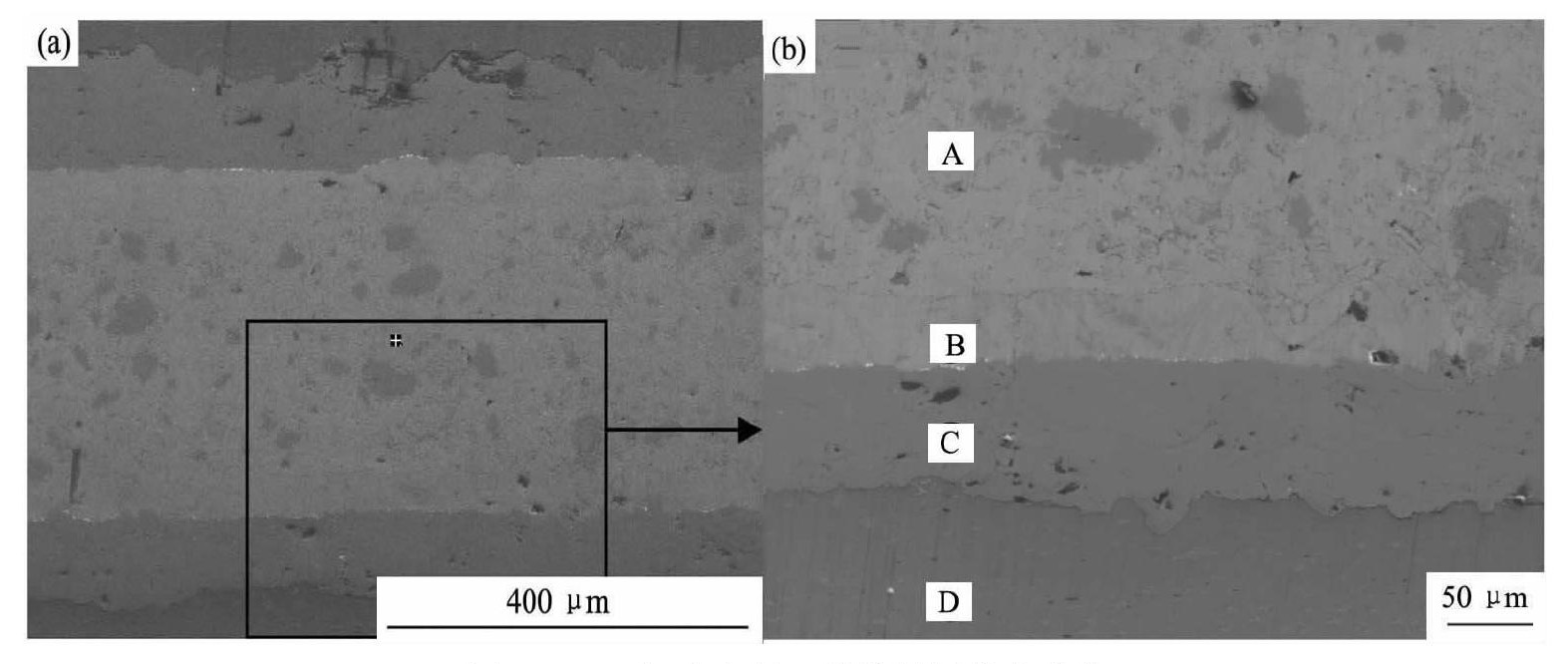
ͼ1 6061���Ͻ������ɢǥ����ͷ��òFig.1 Joint morphologies of 6061 aluminum alloy at holding temperature of 80��and holding time of 20 h
(a) 80��/20 h; (b) Local amplification figure of Fig.1 (a)
��ͼ�ɼ��ڿ����Ʋ������B, �γ��˱���һ��40��m���ҵľ��ȵ�dz��ɫ����, ������û��ͭ����;��������B������AҲ�γ��˾��ȵ�dz��ɫ����, ������B��ͬ���������м�����δ��ȫ��ɢ�ܽ��ͭ�ࡣ
��80�桢20 h�����µĽ�ͷ�����˶����������ͽ�ͷ��ɨ�衣ͼ2 (a~f) �е���������������1���С��Ӷ����������ݿ��Կ���, �Ұ��� (ͼ2 (a) ) ͭ��ԭ�ӷ�����Ϊ1��2, ����ͭ�ض�Ԫ�Ͻ���ͼ[7], ΪCu Ga2��������� (ͼ2 (c) ) ͭԭ�ӷ���Ϊ95.31%, ˵����ͷ�м���л���Ϊδ��ɢ�ܽ��ͭ����ͼ2 (b) ��ͭԭ�ӷ���Ϊ60.29%, �ɷֵ���ڻҰ���ͻ���֮��, ��ͭ�������ɢ�Ĺ������γ��˦�3�ࡣͼ2 (d) �кڵ�ĵط�ͭԭ�ӷ���Ϊ30.21%, ��ԭ�ӷ���Ϊ69.79%, �ر�Cu Ga2�����غ����Ը�, �²����к���δ��ɢ��ȫ���ء��Խ�ͷ������λ��ɫ�ĵط����������� (��ͼ2 (e) , (f) ) ������Щ�ط�����ԭ�ӷ�����������66%, ˵����ͷ�м�㷢�ڵĵط�ȷʵ����δ��ɢ��ȫ���ء���ɢʱ��Խ��, ��ͭ��ɢԽ���, �ڴ��ڼ�δ���ü���ɢ��������̬������Cu Ga2��ѹ�ɵ�״����״�ֲ���Cu Ga2�С���Ϊ������غ���, �����������ⲻ�������Ĵ�����ֻ�ܲ�����1����ʾGa��Cu Ga2�Ļ����֯��
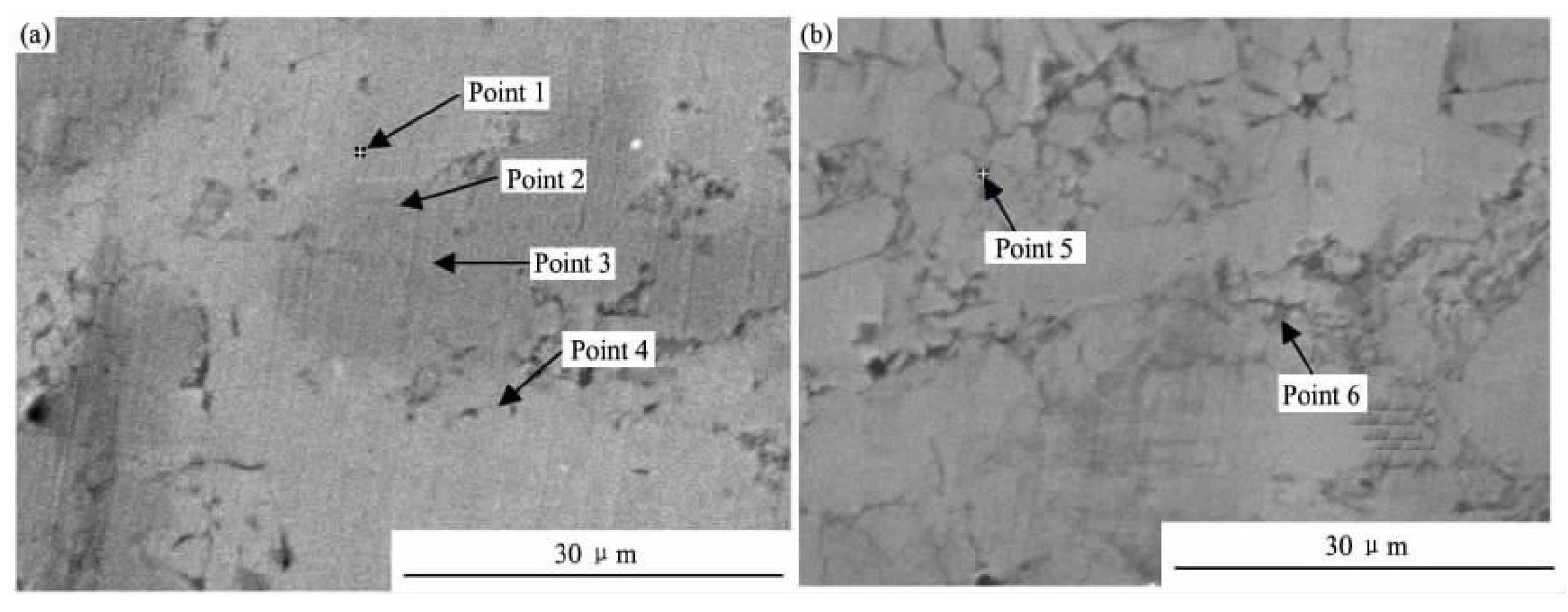
ͼ2 ��ͷ�м��ɷַ���Fig.2 Interlayer composition analysis of joint
(a) Point 1 (light gray phase) /Point 2 (transition area) /Point 3 (gray phase) /Point 4 (black point phase) ; (b) Points 5 and 6 (black line phase)
��1 �м��ɷ�ԭ�ӷ���Table 1Points composition of interlayer by EDS (%, at-om fraction) ����ԭͼ
��1 �м��ɷ�ԭ�ӷ���Table 1Points composition of interlayer by EDS (%, at-om fraction)
�о�����ͬ�¶ȡ���ͬ����ʱ��5, 10, 20 h�����½�ͷ������֯, ��ͼ3��ʾ������5 hʱ, ���Կ����м���ɢ��������϶�ͭ�ҿ����Ƚϴ�;���ӳ�����ʱ�䵽10 hʱ, ��ͷ��ͭ��5 hʱ����������ͭ��С, ������ʱ��ﵽ20 hʱ, ��ͷ��ͭ��������������ͭ�������Ա�С������ʱ���ǵ�����ɢǥ�������к���Ҫ��һ�����ղ���, һ�㱣��ʱ��Խ��, �м��Ͻ�Ԫ����ɢԽ��־��ȡ�
2.3 ��ɢ����
����6061���Ͻ������ɢǥ�����õ��м��ǥ����GaΪ����, ���ӵ���Ҫ�Ͻ�Ԫ��ΪCu����ɢǥ��������ɢ�¶�Ϊ80��, �ص��۵�29.8��, ���������¹�����, �ؾ���Һ̬��ʽ���ڡ�Һ̬�ذ����Ź�̬ͭ, Һ���صĴ��ڴ��������ԭ�Ӽ����ɢ����, ʹ����ͭ��������ɢ��Ӧ, �γ�Cu Ga2������[8,9]��
ͼ4������6061���Ͻ������ɢǥ���������м��Ͻ�Ԫ�����ɢ��Ӧ�γ�����Ĺ��̡��Ͻ�Ԫ�����ɢ֮ǰ, Һ̬�ذ����Ź�̬ͭ��ͼ4 (a) ��ʾ�����ű���ʱ����ӳ�, ���ڲ�ͬ����֮���ԭ��Ũ�Ȳ�, Һ̬���ؿ�ʼ��ͭ����ɢ, ����ͭ���ܽ�ȱȽϴ�, ��ʼ�γɸ�ͭ�������-Cu, �����صļ�����ɢ, �����-Cu�γ�CuGa2[10,11,12,13], Χ����ͭ����Χ��ͼ4 (b) , ��Һ̬����ɢ�Ĺ�����, �ڽ���ͭ��������ۼ��γɱȳ�ʼ�ߴ���ͭ���������ű���ʱ����ӳ�Һ̬�ؼ���ͨ��Cu Ga2��ͭ����ɢ�γ�Cu Ga2, Һ̬��Խ��Խ����ͼ4 (c) ���������µ�10 h, �Ͻ�Ԫ��ͨ�����ɢ�γɵ���������һƬ, ������δ��ȫ�ܽ��ͭ��δ��ȫ��ɢ������ͼ4 (d) ������������ɢ, δ��ɢ��ȫ���ؼ���ͨ��Cu Ga2��ͭ����ɢ, ����ʱ��ɢ���ٶ�Խ��Խ��, ��Ϊ���ɵ�Cu Ga2Խ��Խ��, ����ͭ����ɢ�ľ���Խ��ԽԶ��ͼ4 (e) Ϊ��ɢ��20 h��ʾ��ͼ, ��ʱ�����ͭ�Ѿ�����, ������ظ���, ��Cu Ga2��ϴ���, �������Ѿ������������������ࡣ�����ϼ���������ɢ, �ػ������ͭ����ɢ, ֻҪ��ͭ��������, ���ջ��ڽ�ͷ���γɵ�һ��Cu Ga2��ͼ4 (f) ��
��Ҫ˵�������ڱ�ʵ����, ����������������ɢ������, ��������һ����ɢ��ʽ�Ĵ���, �Ʋ��Һ̬��֮��Ĺ�Һ������ɢ[14,15]����ʵ������������Ҫ����ɢ��ʽ��
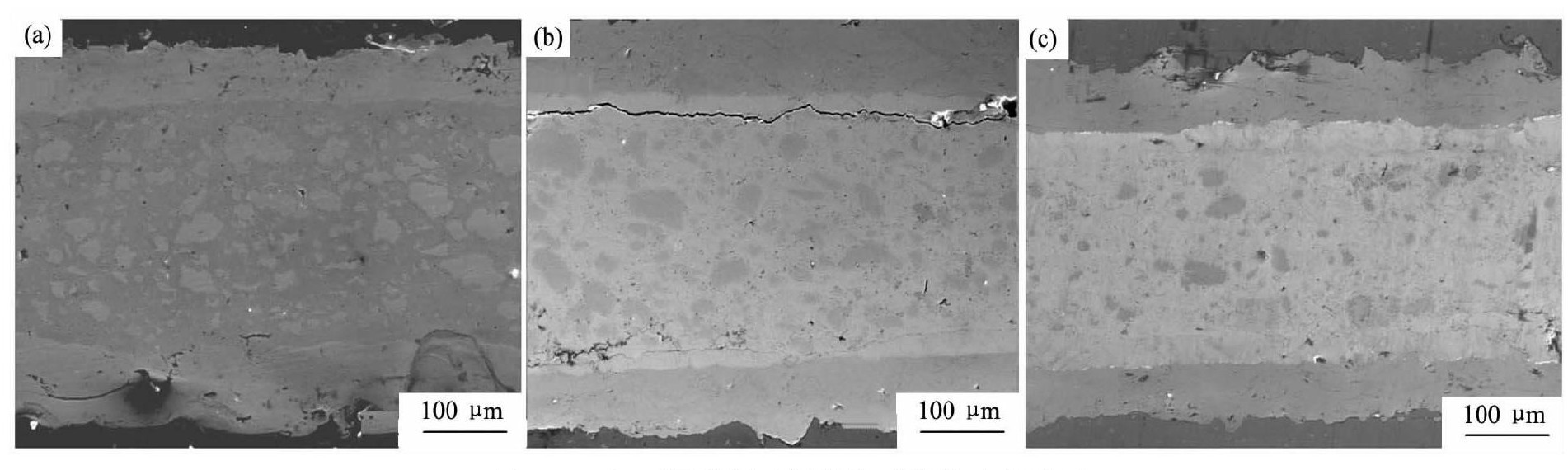
ͼ3 80�治ͬ����ʱ�������µĽ�ͷ��òͼFig.3Morphologies of different joints with holding temperature of 80��and different holding time
(a) 80��/5 h; (b) 80��/10 h; (c) 80��/20 h
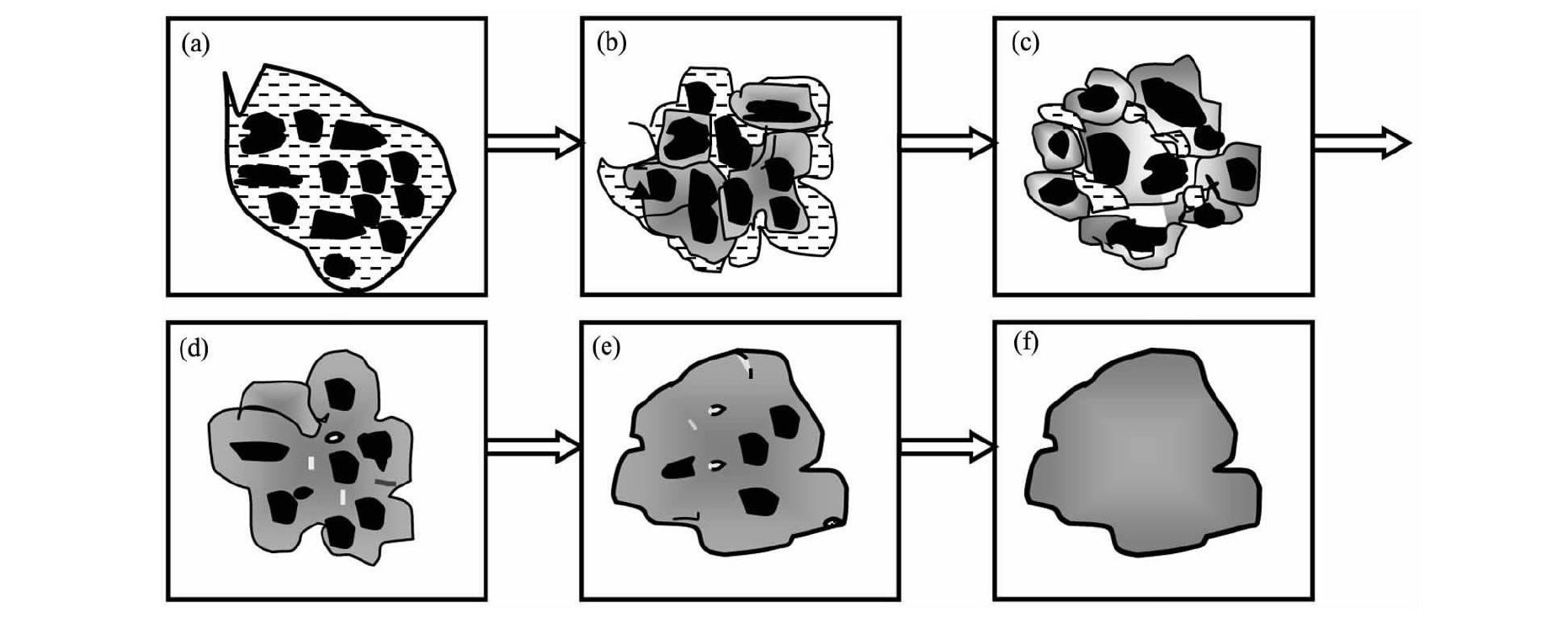
ͼ4 �м�����ɢ���� (��ɫ��Ϊͭ����ɫ��ΪCu Ga2����ɫҺ��Ϊ��) Fig.4 Diffusion process of interlayer (black phase referring to Cu, gray phase referring to Cu Ga2, white phase referring to Ga)
(a) 0 h; (b) 3 h; (c) 5 h; (d) 10 h; (e) 20 h; (f) Continue diffusion
3����
1.�����������Ƶ��м����ϳɹ�ʵ����6061���Ͻ��ڱ����¶�Ϊ80��, ��ɢʱ��ֱ�5, 10, 20 h�����µ���ɢǥ������ɢ��ͷ��֯���ű���ʱ����ӳ�Խ��Խ���ȡ�
2.����ɢǥ���ĺ������������²��Ժͽ��洫��ϵ������, ʵ�����������͵ĵ�����ɢǥ����ͷ�������¶ȴﵽ300��, ���洫��ϵ���ﵽ82362 W�� (m2��K) -1��
3.�����˵�����ɢǥ����ͷ����֯�ɷ�, ̽��6061���Ͻ������ɢǥ���Ĺ��̺���ɢ���ơ�
�����
[1] Chen Y Z, Yu J M.The technology and application of heat pipe[J].Modern Chemical Industry, 2003, 23 (4) :17. (������, ������.�ȹܼ�������Ӧ��[J].�ִ�����, 2003, 23 (4) :17.)
[2] Hou Z Q, Min G R.Application research for spacecraft thermal control technology[J].Spacecraft Engineering, 2004, 13 (2) :1. (������, �ɹ���.dz���������ȿؼ�����Ԥ���о���Ӧ���о�[J].����������, 2004, 13 (2) :1.)
[3] Fan Z F.Research for small satellite thermal control techniques[J].Spacecraft Engineering, 2007, 16 (2) :16. (������.С�����ȿعؼ������о�[J].����������, 2007, 16 (2) :16.)
[4] Miao J Y, Zhang H X.Research for space heat transmission technology[J].Spacecraft Engineering, 2010, 19 (2) :106. (�罨ӡ, �ź���.�����ȴ��似���о���չ[J].����������, 2010, 19 (2) :106.)
[5] Lin Z R, Wang S F, Wu X H.Research for pulsating heat pipe technology[J].Chemical Industry and Engineering Progress, 2008, 27 (10) :1526. (������, ��˫��, ��С��.�����ȹܼ����о���չ[J].������չ, 2008, 27 (10) :1526.)
[6] Ding X J, Zhao Y F.Research for interfacial thermal conductivity materials[J].Aerospace Materials&Technology, 2010, 40 (6) :5. (��Т��, ���Ʒ�.���浼�Ȳ����о���չ[J].����Ϲ���, 2010, 40 (6) :5.)
[7] Yue J Q, Yi W Z.Binary Alloy Phase-Diagrams[M].Shanghai:Shanghai Scientific and Technical Publisher, 1987.334. (�ݾ���, ������.��Ԫ�Ͻ�״̬ͼ��[M].�Ϻ�:�Ϻ���ѧ����������, 1987.334.)
[8] Chang L S, Huang C F.Transient liquid phase bonding of alumina to alumina via boron oxide interlayer[J].Ceramics International, 2004, 30:2121
[9] Li H, Lu B, Zhu H W.Effect of Ga on oxidation resistance of low-silver lead-free solder[J].Chinese Journal of Rare Metals, 2012, 36 (4) :584. (����, ¬��, �컪ΰ.��GaԪ�ضԵ���ϵ��Ǧǥ�Ͽ��������ܵ�Ӱ��[J].ϡ�н���, 2012, 36 (4) :584.)
[10] Hong S J.Mechanism of low-temperature��-CuGa2phase formation in Cu-Ga alloys by mechanical alloying[J].Journal of Metastable and Nanocrystalline Materials, 2005, 24-25:193.
[11] Betterton J O, Hume-Rothew W.The equilibrium diagram of the system copper-gallium in the region 30-100atomic percent gallium[J].Journal of the Institute of Metals, 1952, 80:459.
[12] Jiang S Y, Li S C.Formation mechanism and growth law of diffusion solution zone between AI/Ti liquid/solid interface[J].Rare Metal Materials and Engineering, 2011, 40 (6) :983. (����Ӣ, ������.Al/TiҺ/�̽�����ɢ�ܽ���γɻ��Ƽ���������[J].ϡ�н��������빤��, 2011, 40 (6) :983.)
[13] Wu M F, Si N C, Chen J.Al/silver-plated copper/steel diffusion brazing and the growth behavior of interface compounds[J].Chinese Journal of Nonferrous Metals, 2010 (6) , 20 (6) :1209. (������, ˾�˳�, �½�.��/������/�ֵ���ɢǥ�������滯�����������Ϊ[J].�й���ɫ����ѧ��, 2010, 20 (6) :1209.)
[14] Cheng H T, Yang J G, Liu X S, Fang H Y.The molecule kinetics simulation of diffusion behavior between Cu/Sn interface[J].Journal of Welding, 2009, 30 (5) :49. (�̺���, ���, ��ѩ��, ����Ԩ.ͭ/���������ɢ��Ϊ���Ӷ���ѧģ��[J].����ѧ��, 2009, 30 (5) :49.)
[15] Chen Y C.Fundamental problem of diffusional creep theory[J].Chinese Journal of Rare Metals, 2012, 36 (2) :171. (������.��ɢ������۵Ļ��������о�[J].ϡ�н���, 2012, 36 (2) :171.)

