���±�ţ�1004-0609(2011)05-1178-08
��H2SO4-HCl-H2O������ϵ��
�������������ұ���̳��е���
������1, 2, �ߴԈ�1, Ф����1, ������1, �� ��1, ����Ӣ1
(1. ���ϴ�ѧ ұ���ѧ�빤��ѧԺ����ɳ 410083��2. ����ɫ������˾����� 737100)
ժ Ҫ������H2SO4-HCl-H2O������ϵ���������������ұ���̳��е�����������ѧ������ȷ���������ұ���̳��н��������¹��ռ������ż�������������XRD�������ұ���̳�������������б������������������Ѽ��������£��������ʴﵽ98%������������0.16%(��������)��ұ���̳������Ե�����ʽ���ڣ�δ�������仯������֣������̳��е�����������ȫ����������Ҫ��SiO2��CaSO4��Al2SiO5��As2O3��KAlSi3O8��ɡ�
�ؼ��ʣ�����������̳�����������������ѧ
��ͼ����ţ�TF843.5���� ���ױ�־�룺A
Oxidized leaching selenium from Ni-Mo ore smelter dust in mixing solution system of H2SO4-HCl-H2O
HOU Xiao-chuan1, 2, GAO Cong-jie1, XIAO Lian-sheng1, ZHANG Qi-xiu1, ZENG Li1, CAO Zuo-ying1
(1. School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China;
2. Jinchuan Nonferrous Metals Corporation, Jinchang 737100, China)
Abstract: The thermodynamics of oxidized leaching selenium from Ni-Mo ore smelter dust in mixing solution system of H2SO4-HCl-H2O was analyzed, and a novel process and its optimum parameters for leaching selenium from Ni-Mo ore smelter were determined. Both Ni-Mo ore smelter dust and its leaching residue were characterized by XRD. The results show that, under the optimum conditions, the leaching rate of selenium reaches 98%, and the selenium in leaching residue is only 0.16% (mass fraction). The selenium in smelter dust exists in the form of elemental selenium, but no selenium and its compounds are detected in leaching residue. The leaching residue is mainly composed of SiO2, CaSO4, Al2SiO5, As2O3 and KAlSi3O8, which indicates that the leaching of selenium is almost complete.
Key words: Ni-Mo ore; selenium; smelter dust; oxidized leaching; thermodynamics
�����ִ�ұ��ҵ�Ŀ��ٷ�չ���������Ӧ�����������¶��������������������ӡ�����������������٣����ݽߡ��������һ�ָ���������Ķ�������Ͽ㷺�ֲ����ҹ��Ĺ��ݡ����ϡ����Ϻ��㽭�ȵ���[1-2]�������䴢������м۽��������⺬���ϸ�(Ni 0.7% ~7.7%��Mo 2% ~11%)���Ӷ������˹�����ұ�����ߵĸ߶ȹ�ע���ݱ�����ѧ�Ķ��ʽܺ��Ѽ�̹[3]���㣬������к���5 220��t����4 515��t����510 t����10 800 t����480 t��ϡ�н���501 t����ˣ���������������������Ҫ�����塣
�����Ĵ�����Ҫ���û�ұ����ʪ��ұ�����ϵ��������գ����������չ����У�������ֱ�����ΪSeO2��������������������ӷ�������������ʪʽ�ճ������У�����SeO2�������е�SO2��ԭΪԪ��Se���Ӷ�������ұ���̳��У���ʹ�̳����м�Ԫ��Se�ĺ�������5%�����к�Ԫ��As�ĺ����ߴ�18%��������������Щ��������ȱ����Ч�Ĵ��������ұ���̳��Ĺ��գ�������Щ���ҵ�ұ���̳�����ѻ��������ܷ紵���ܣ������к���Ԫ�����������뽭�Ӻ��������������������Ի��������������Ⱦ��ͬʱ���м�Ԫ����������ʧ��δ�ܵõ��ۺϻ������á�
��������Ͷ���������������Ԫ��[4]��ȱ�����ͻᵼ�¶��ּ���[5]����������������������ж�[6-7]����ˣ�Ϊ�������������༰�����滷���IJ���Ӱ�죬�ﵽ�ۺ�������Դ�ͱ���������Ŀ�ģ��Դ������ұ���̳�����ȡ���Ĺ��ս����о�����ʮ����Ҫ�����塣Ŀǰ����ȡ������Ҫԭ��Ϊ��⾫��ͭ������Ǧ�������࣬�Լ������ֽ�������в����������ԭ�ϡ���ͳ��ȡ���Ĺ�������Ϊ�������պ���ԭ�ϣ���ˮ����SeO2����SO2��ԭ����Һ�е������ᣬ���õ�����[8]��Ȼ������ͳ�������չ����У����Ļ����ʽϵͣ����չ����л����SO2��SeO2��As2O3������й¶���ж����壬�����ڷ۳���Ⱦ�����ıˡ�
����Ϊֹ����Ȼ�д�ú�Һ��������н��������о�[9-10]������δ�д������ұ���̳��н�������ȡ���Ĺ��ձ������������������������Ϊ������ϵ�������������������ұ���̳��е�������������ͨ����ԭ��������Һ�е������ỹԭΪ�������ۡ��ù���ȫ����Ϊʪ�����������Ľ���Ч�ʸߣ���ʵ�����ұ��Ŀ�ġ��Դ������ұ���̳�����ȡ�����¹��ս����о�����Ϊ�乤ҵӦ���ṩ�������ݡ�
1 ʵ��
1.1 ʵ��ԭ��
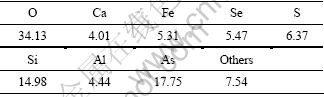
ʵ������ԭ��Ϊ����ij�������ұ���̳�������Ҫ��ѧ�ɷ����1��ʾ����XRD����ͼ1��ʾ��
��1 �����ұ���̳�����Ҫ�ɷ�
Table 1 Main components of Ni-Mo ore smelter dust (mass fraction, %)
��ͼ1���Կ��������̳���Ҫ��SiO2��As2O3��CaSO4��Se��FeS2��KAl2Si3AlO10(OH)2��ɡ�����As��Se��Ҫ��As2O3�͵���Se����̬���ڣ�δ���ϸ�̬��As2O5��SeO2���������֡�����Ҫ�������������������ʱ�������P�����е�Se��S�ֱ�����ΪSeO2��SO2����ʪ���ճ������У�SO2����̬��As2O5��ԭΪ�ͼ�̬��As2O3��SeO2�ܽ���ˮ�����ɵ�H2SeO3�������е�SO2��ԭΪ����Se��

ͼ1 �����ұ���̳���XRD��
Fig.1 XRD pattern of Ni-Mo ore smelter dust
1.2 �̳���SEM-EDS����
ͼ2(a)��ʾΪ�����ұ���̳���SEM��ͼ2(b)~(d)��ʾ�ֱ�Ϊ��Ӧ��ͼ2(a)��A��B��C���EDS�ס�
��ͼ2(b)���Կ�����ͼ2(a)������ɫ������Ҫ��Se��Hg��Ԫ�����(A��)����ұ���̳���XRD��֪���̳���Se��Ҫ�ɵ���Se��ɣ���ͼ2(c)���Կ�����ͼ2(a)���̳���dzɫ������Ҫ��Si��O��S��As��Ca��Ԫ�����(B��)������ұ���̳���XRD�����ƶϳ����̳��иò�����Ҫ��CaSO4��As2O3��ɣ���ͼ2(d)���Կ�����ͼ2(a)�а���ɫ������Ҫ��Si��O��S��Ca��Ԫ�����(C��)�����ƶ��̳��иò�����Ҫ��SiO2��CaSO4��ɡ���ͼ2(a)�ɼ����̳��о��������Se�Ե���Se��̬�������̳����棬���ٲ�����Ƕ���̳���dz��λ����ˣ�Ϊ������̳���Se�Ľ����ʣ���Ԥ����ʱ��ֻ�轫�̳��Լ���ĥ���ɡ�
1.3 ʵ�鷽��
�������ұ���̳�(ÿ�����������̳�������Ϊ20 g)��ʵ��Ҫ�����������������Һ����ʵ����������һ��Һ�̱ȼ��뵽��Ӧ�����С�����������裬��һ���Ľ���ת�ٽ��������ϵ��ͬʱ�����ȷ�Ӧ��ϵ���ﵽʵ��Ҫ��Ľ����¶Ⱥ����䶯����һ���������������ϵ����ʵ��Ҫ��Ũ�ȵ���������Һ��������������һ��ʱ�䣬��ʱȡ������ճ��˽���Һ�̷��룬�ֱ����������(�ɻ�)�������ͽ���Һ���������������Baird��˾������PS-6�͵����ϵ����ӷ������(ICP)������Ԫ��Se��������Se�Ľ����ʡ�

ͼ2 �����ұ���̳���SEM���EDS��
Fig.2 SEM image and EDS spectra of Ni-Mo ore smelter dust: (a) SEM image; (b) EDS, point A; (c) EDS, point B; (d) EDS, point C
2 ʵ�����ԭ��
��ұ���̳�������������֪��Se��Ҫ�Ե��ʵ���̬���ڡ��̳��е�Se�ڽ����Ĺ����У����ܴ������2���еĻ�ѧ��Ӧ����������ѧ����[11]�ɼ������?G�������Ҳ�����˱�2��
�ӱ�2����ѧ���ݿ��Կ�������ѧ��Ӧ(2)��(3)��?G��������0�������ڱ�״̬�£���������������������ұ���̳��е�Se������ѧ�������Է����У�����ѧ��Ӧ(1)��(4)��(6)��(7)��?G����С��0��˵�������������ĸ�����ϵ�У�������������������ұ���̳��е�Se��������ѧ�������Է����С���ˣ����о��в�����������������ұ���̳��е�Se����������ѧԭ����
��2 �������������ұ���̳���Se���ܴ��ڵ���Ҫ��ѧ��Ӧ
Table 2 Main chemical reactions of oxidized leaching selenium from Ni-Mo ore smelter dust

3 ���������
3.1 �����ٶȶ��̳���Se�����ʵ�Ӱ��
ʵ���������£��̶��̻�����С��0.15 mm����ʼ���Ϊ6 mol/L������������������Ħ����Ϊ1?1��Һ�̱�Ϊ5?1������ʱ��Ϊ150 min�������¶�Ϊ85 �棬����������ϵ��(���������̳���Se��Ħ����)Ϊ2.22�������������ٶ�Ϊ40 mg/min���ڴ������£���������ٶȶ��̳���Se�����ʵ�Ӱ�죬�����ͼ3��ʾ��
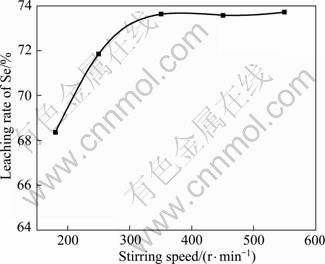
ͼ3 �������ʶ�Se�����ʵ�Ӱ��
Fig.3 Effects of stiring speed on leaching rate of Se
��ͼ3���Կ��������Ž����ٶȵ����������ұ���̳���Se�����ʳ�����������ơ������ٶ���180~350 r/min�ķ�Χ�ڣ�Se�����ʵ�������Ƚϴ���350~550 r/min�ķ�Χ�ڣ������ٶȶ�Se�����ʵ�Ӱ�첻���ԡ���ԭ������һ���Ľ����ٶȷ�Χ�ڣ���߽����ٶȿɼ�С��ɢ��ĺ�ȣ�����������������ĽӴ��ȱ�����������ڽ����ٶȵ���ߣ�������Խ�����Ӧ�ٶȵ���������ȵģ��������������Һ���������֮������ι̵ĸ���������Һ�崦����Ծ��ҵ�����״̬ʱ���������㸽����Һ����Ȼ���ڲ���״̬������������ϴ���Һ�����㣬��ʹǿ�ҽ���Ҳ������������ˣ������ٶȴﵽһ���̶Ⱥ������ӽ����ٶȣ��������������ӻ���ӵ���ɢ�ٶȣ������ڽ����ٶȺͽ����ʵ����[12]����ˣ����������ٶ�ȷ��Ϊ350 r/min��
3.2 ��ʼ��ȶ��̳���Se�����ʵ�Ӱ��
�ڽ����Ľ����ٶ�Ϊ350 r/min������ʵ������ͬ3.1�ڵ������½������飬���������ʼ��ȶ��̳���Se�����ʵ�Ӱ�죬�����ͼ4��ʾ��
��ͼ4���Կ�����Se����������ʼ��ȵ����Ӷ���ߡ�������Һ��H+��Ũ�ȸ���8 mol/Lʱ��Se�����������ȶ������������ӽ�������ȣ�����ʹ����Һ���������Ũ�������һ�������̳����������ӵĽ�����������Һ�ĺ���������������ĸ�������ˣ�ȷ���������Ϊ8 mol/L��

ͼ4 ��ʼH+Ũ�ȶ�Se�����ʵ�Ӱ��
Fig.4 Effects of initial [H+] on leaching rate of Se
3.3 �����������Ħ���ȶ��̳���Se�����ʵ�Ӱ��
�ڽ��������Ϊ8 mol/L������ʵ������ͬ3.2�ڵ������½������飬���������������Ħ���Ȧ¶��̳���Se�����ʵ�Ӱ�죬�����ͼ5��ʾ��

ͼ5 ϵ���¶�Se�����ʵ�Ӱ��
Fig.5 Effects of coefficient �� on leaching rate of Se
��ͼ5���Կ�����������0.4~1.5��Χ��ʱ��Se��������������������Ҫ���������Ŧµ������������������������ӣ����������������£�����Һ�е�Cl-������Ϊ��������Ҳ���ӡ�������Fe2+������̬�ġ����и��Ե�����������Fe3+��Fe3+/Fe2+��ż���Ŵ��ݵ��ӵ�����[13]�����������������Һ�����������ķ�Ӧת��Ϊ������Fe2+�����-Һ��Ӧ��Fe3+���̳���Һ-�̷�Ӧ����һ�������˽�����Ӧ�Ķ���ѧ���������������������������ʡ������´���1.5ʱ��Se��������µ���������͡���Ҫԭ�������Ŧ²���������Һ�е�Cl-������Ϊ��������Ҳ�������ӣ����ɵIJ����������������̳��е�Se��Ӧ�����������ϵ����һ���棬��������Ϊ�ͷе��ᣬ��������Ũ�ȵ����Ӻͽ���ϵͳ�¶ȵ����ߣ�HCl����ӷ��Ӿ磬ʹ������ϵ����ȼ��٣����½�����ϵ��������������ʵ�������ʽ��ͣ��Ӷ�ʹ�̳���Se�����ʽ��͡���ˣ���ѡ��1.5Ϊ�ˡ�
3.4 �̳����ȶ�Se�����ʵ�Ӱ��
�ڦ�Ϊ1.5������ʵ������ͬ3.3�ڵ������½������飬�������ȶ��̳���Se�����ʵ�Ӱ�죬�����ͼ6��ʾ��
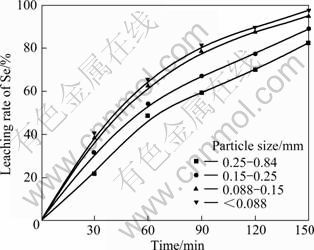
ͼ6 �̳������ȶ�Se�����ʵ�Ӱ��
Fig.6 Effects of particle size on leaching rate of Se
��ͼ6���Կ������̳�����ԽС��Se������Խ�ߡ����������̳�ϸĥ�����������������������Ӵ��ıȱ�������ӣ�ͬʱ�����̳�ϸĥ�����У��������Ҳ�õ���ͬ�̶ȵĻ�е�[14-15]��ǿ��������ɢ�Ĵ��ʹ��̣����⣬ϸĥ�̳�ʹ��������Se��¶������Se���ڱ���������������Һ�����̳����ȴﵽ0.15 mm�����ȶ�Se�����ʵ�Ӱ�첻̫��������ˣ��̳���������ȷ��ΪС��0.15 mm��
3.5 ����������ϵ����Se�����ʵ�Ӱ��
���̳�����С��0.15 mm������ʵ������ͬ3.4�ڵ������£���������������ϵ����(���������̳���Se��Ħ����)���̳���Se�����ʵ�Ӱ�죬ʵ������ͼ7��ʾ��
��ͼ7���Կ�������������ϵ�в���������ʱ����Ӧ��Se������ֻ��3.69%�����������У���Ҫ����SeO2���ڵ�Se��������ͬʱ�������м������ĵ���Se����������ˣ�Se�����ʺܵ͡�����ͼ1��ʾ�̳����������������Ǻϡ���ʱ��������ϵ����Ҫ������ѧ��Ӧ(1)��(2)��(3)��������0~3.33��Χ��ʱ�����Ŧǵ�����Se������Ҳ�����ߡ���ʱ���̳��е�Se�����˾��ҵ�������ԭ��Ӧ�������ĵ���Se������ΪH2SeO3�������Һ��ͬʱ�����������ķ�Ӧ�ȣ��ƶ�������Ӧ���ٽ��С���ʱ����������ѧ��Ӧ(1)��(2)��(3)�⣬��������ѧ��Ӧ(4)��(6)��(7)�����Ǵ���3.33ʱ��Se�����������ȶ�����ʱ��ϵ�ﵽ����ƽ��״̬����������������Խ��̳��е�Seȫ��������������ˣ��������ļ���ϵ��ȷ��Ϊ3.33��
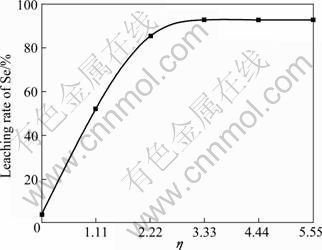
ͼ7 ϵ���Ƕ�Se������Ӱ��
Fig.7 Effects of coefficient �� on leaching rate of Se
3.6 �����������ٶȶ�Se�����ʵ�Ӱ��
���������ļ���ϵ����Ϊ3.33������ʵ������ͬ3.5�ڵ������£����������������ٶȶ��̳���Se�����ʵ�Ӱ�죬ʵ������ͼ8��ʾ��

ͼ8 �����������ٶȶ�Se�����ʵ�Ӱ��
Fig.8 Effects of speed of adding oxidant on leaching rate of Se
��ͼ8���Կ�����������������������30~35 mg/minʱ��Se���������������������ٶȵ����Ӷ������������������ٶ���35~55 mg/minʱ��Se���������������������ٶȵ����Ӷ���С������Ҫԭ�������������������ٶȵ����ӣ���λʱ���ڼ��뵽������ϵ�����������������ӡ���ʱ��������ϵ�������ҵ�������ԭ��Ӧ���������������Se����������ͬʱ�����������в��������ķ�Ӧ�ȣ�ʹ������ϵ��һ���ϳ���ʱ����ά�ֽ�����Ӧ������¶ȣ����������������ٶȵĽ�һ����ߣ���ʹ��λʱ���ڻ������Թ�ʣ�����������ֹ�ʣ��������δ���ü���Ӧ�ʹӽ�����ϵ���ݳ����Ӷ�ʹ����������Ч�����ʽ��ͣ�Se�������½�����ˣ�ʵ���������������ٶ�ȷ��Ϊ35 mg/min��
3.7 �����¶ȶ�Se�����ʵ�Ӱ��
�������������ٶ�Ϊ35 mg/min������ʵ������ͬ3.6�ڵ������½������飬��������¶ȶ��̳���Se�����ʵ�Ӱ�죬�����ͼ9��ʾ��
��ͼ9���Կ������¶ȶ����Ľ�����Ӱ��ϴ�����ͬ�Ľ���ʱ���ڣ�95 ����65 ��ʱ��Ӧ��Se���������45%���ҡ����������У��¶����ߣ������˶�ƽ���ٶ����ӣ����Ӽ���ײƵ�������������ڻ�ѧ��Ӧ�Ľ��С���Ϊ��Ҫ���ǣ������¶Ȼ�ʹ�����ϵ͵ķ��ӻ������ת��Ϊ����ӣ����ӻ���ӵĺ���������ϱ���Ϊ��Ӧ�������ӣ������ڽ�����Ӧ�ٶȵ���ߡ�
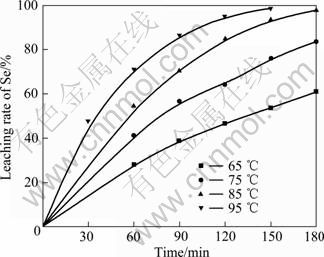
ͼ9 �����¶ȶ�Se�����ʵ�Ӱ��
Fig.9 Effects of leaching temperature on leaching rate of Se
��ѧ��Ӧ�ܿ��ڲ�ͬ�Ŀ��Ʋ���ʱ���¶ȶԻ�ѧ��Ӧ�ٶȵ�Ӱ���Dz���ͬ�ġ�����Ӧ�ܻ�ѧ��Ӧ����ʱ,���¶����ߣ���Ӧ�ٶȼ������ӣ�������ɢ����ʱ,��Ӧ�ٶ���������ɢϵ��,���¶ȶ���ɢϵ����Ӱ��Զ�����Ի�ѧ��Ӧ�ٶȵ�Ӱ��,���������ɢ����ʱ,�¶ȶԽ����ʵ�Ӱ��û���ܻ�ѧ��Ӧ����ʱ����[16]����Se�Ľ��������У����ڽ����ٶȶ�Se�����ʵ�Ӱ���С�����¶ȶ�Se�����ʵ�Ӱ��ܴ��ɴ˿��ƶϣ�Se�Ľ�����ӦΪ��ѧ��Ӧ���ƣ��ý������䶯��ѧ�о��еõ�֤��[17]��
3.8 �������ۺ������µ�����
ʵ���о�ȷ���������ۺ��������£��̳�����С��0.15 mm�����8 mol/L�����������������Ħ����3?2��Һ�̱�5?1������ʱ��150 min�������¶�95 �棬����������ϵ��3.33����������������35 mg/min���������ۺ������£��������飬������3��4��ʾ��
��3 �ۺ������½���Һ����Ҫ�ɷ�
Table 3 Main compositions of leaching solution under comprehensive conditions(g/L)

��4 ���ۺ������´������ұ���̳�����Se��������
Table 4 Experimental results of leaching selenium from Ni-Mo ore smelter dust under comprehensive conditions

�ӱ�4���Կ�������ʵ��ȷ�������Ž��������£�ұ���̳���Se������Ϊ98%��ƽ������Ϊ32.62%������ұ���̳��е�Se����������ȫ��
3.9 �������ı���
3.9.1 �������Ļ�ѧ���
��ʵ���о�ȷ�������Ž��������£����ý������Ļ�ѧ�ɷ����5���С�
��5 �����ұ���̳�����������Ҫ�ɷ�
Table 5 Main components of leaching residue from Ni-Mo ore smelter dust (mass fraction, %)

�ӱ�5�ɼ��������ұ���̳��������У���Ҫ�ɷ�ΪO��Si��Ca��S�����м�Ԫ��Se�ĺ���(��������)����0.16%����ˣ��̳��е�Se��������ȫ��
3.9.2 �̳���������XRD ����
��������XRD���������ͼ10��ʾ��

ͼ10 �����ұ���̳���������XRD��
Fig.10 XRD pattern of leaching residue from Ni-Mo ore smelter dust
��ͼ10���Կ������ý��������������Ҫ��SiO2��CaSO4��Al2SiO5��As2O3��KAlSi3O8��ɣ�δ��Se���仯������������֡������̳����������������У��м�Ԫ��Se�������������Һ��
4 ����
1) ͨ��ʵ���о���ȷ���˴������ұ���̳��н���Se�Ĺ��գ�����H2SO4-HCl-H2O������ϵ�У������������ɽ�ұ���̳��еľ���Se������Se�Ľ����ʴ���98%����������Se������Ϊ0.16%��
2) ȷ���˴������ұ���̳��н���Se�����Ž����������̻�����С��0.15 mm�������ٶ�350 r/min���������[H+]8 mol/L������Һ�������������Ħ����3?2������ʱ��150 min��Һ�̱�5?1������������ϵ��3.33�������������ٶ�35 mg/min�������¶�95�档
3) ����XRD�������ұ���̳���������������˱�����XRD���������ұ���̳���Se�Ե��ʵ���ʽ���ڣ�����������Ҫ��SiO2��CaSO4��Al2SiO5��As2O3��KAlSi3O8��ɣ�δ��Se���仯������������ߴ��ڡ�
REFERENCES
[1] ��־��. ���ữ���մ��������Ĺ����о�[J]. ������ɫ����, 2009, 25(2): 25-27.
WANG Zhi-jian. Progress research on Ni-Mo ore by sulfate roasting[J]. Hunan Nonferrous Metals, 2009, 25(2): 25-27.
[2] ���Ⱦ�, ������, �� ��, ��ѧ��, ������, ������. ��������ɫ��ϵ�е��������������������[J]. �����ҿ��۴�, 2009, 24(1): 15-22.
YOU Xian-jun, DAI Ta-gen, LUO Wei, PENG Xue-qing, BAO Zhen-xiang, BAO Xue-min. Ni-Mo ore and mineral characteristics of its precious metals in the black rock series in the northwest of Hunan province[J]. Geological Prospecting Essays, 2009, 24(1): 15-22.
[3] ���ʽ�, �Ѽ�̹. �ҹ������������״[J]. �й���ҵ, 2008, 32(2): 60-60.
DONG Yun-jie, MIAO Jia-tan. Ni-Mo ore and production status in China[J]. China Molybdenum Industry, 2008, 32(2): 60-60.
[4] HUANG Shun-sheng, HUA Ming, FENG Jin-shun, ZHONG Xin-yong, JIN Yang, ZHU Bai-wan, LU Hua. Assessment of selenium pollution in agricultural soils in the Xuzhou District, Northwest Jiangsu, China[J]. Journal of Environmental Sciences, 2009, 21: 481-487.
[5] MARIA M B, MARIAJ D M, ELISA B G, ALFREDO S M. Evaluation of different sample extraction strategies for selenium determination in selenium-enriched plants (Allium sativum and Brassica juncea) and Se speciation by HPLC-ICP-MS[J]. Talanta, 2006, 68: 1287-1293.
[6] ORSKOV L, FLYBJERG A. Selenium and human health[J]. Lancet, 2000, 356: 942-943.
[7] ������. �������彡�������������[J]. ����Ԫ��ҽѧ, 2008, 15(4): 44-46.
WANG Da-peng. Selenium and human health and the analytical methods[J]. World Elemental Medicine, 2008, 15(4): 44-46.
[8] ������, ���ٴ�. ϡɢ������ȡұ��[M]. ����: ұ��ҵ������, 2008: 285-292.
ZHOU Ling-zhi, CHEN Shao-chun. Scattered metal extraction metallurgy[M]. Beijing: Metallurgical Industry Press, 2008: 285-292.
[9] �Ų���, ������. ��ѹ���Ԥ����ͭ������Ĺ����о�[J]. ��ұ����, 2007, 27(5): 41-43.
ZHANG Bo-ya, WANG Ji-kun. Process for copper anode slime by pressure acid pretreatment[J]. Mining Process, 2007, 27(5): 41-43.
[10] JOSE R O, MARIA J M, JORGE M, ELIA A, SOLEDAD M, PURIFICACION L��DARIO P. Influence of several experimental parameters on As and Se leaching from coal fly ash samples[J]. Analytica Chimica Acta, 2005, 531(2): 299-305.
[11] ������, �ΰ�ƽ, Ԭ����. ����ˮ��Һ����ѧ���ݼ����ֲ�[M]. ����: ұ��ҵ������, 1983: 1-684.
YANG Xian-wan, HE Ai-ping, YUAN Bao-zhou. The manual of thermodynamic data of high-temperature solution[M]. Beijing: Metallurgical Industry Press, 1983: 1-684.
[12] BAHAR B, ORAL L, HANIFI S. Kinetic study on the leaching of calcined magnesite in gluconic acid solutions[J]. Journal of Industrial and Engineering Chemistry, 2010, 16: 479-484.
[13] IGNASI S, JOSE A G, ROSA M R, ENRIC B, NIHAL O, MEHMET A O. Catalytic behavior of the Fe3+/Fe2+ system in the electro-fenton degradation of the antimicrobial chlorophene[J]. Applied Catalysis B: Environmental, 2007, 72: 382-394.
[14] LI Chun, LIANG Bin, WU Zi-bin, GUO Ling-hong. Efect of mechanical activation on the dissolution of Panzhihua ilmenite[J]. Minerals Engineering, 2006, 19(14): 1430-1438.
[15] LI Chun, LIANG Bin. Dissolution of mechanically activated Panzhihua ilmenite in dilute solutions of sulfuric acid[J]. Hydrometallurgy, 2007, 89(1/2): 1-10.
[16] ����. ʪ��ұ��ѧ[M]. ��ɳ: ���ϴ�ѧ������, 2002: 74-75.
LI Hong-gui. Hydrometallurgy[M]. Changsha: Central South University Press, 2002: 74-75.
[17] HOU X C, XIAO L S, GAO C J, ZHANG Q X, ZENG L. Kinetics of leaching selenium from Ni-Mo ore smelter dust using sodium chlorate in a mixture of hydrochloric and sulfuric acids[J]. Hydrometallurgy, 2010, 104(1): 76-80.
(�༭ ��ѧ��)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2007AA06Z129)
�ո����ڣ�2010-05-04�������ڣ�2010-09-19
ͨ�����ߣ�Ф����, ����, ��ʿ; �绰: 13975694859; E-mail: xls1211@sina.com

