Effect of local chilling on morphology of primary α(Al) in semi-solid A356 alloy
来源期刊:中国有色金属学报(英文版)2008年第3期
论文作者:刘政 毛卫民 赵振铎
文章页码:573 - 579
Key words:semi-solid; A356 alloy; local chilling; morphology
Abstract: The semi-solid slurry of A356 alloy was prepared by low superheat pouring and slightly electromagnetic stirring, in which a pure copper rod was used to produce local chilling. The effect of chilling by the rod on morphology and size of primary α(Al) in A356 was researched. The results indicate that the chilling by the rod remarkably affects the morphology and the size of primary α(Al). Primary α(Al) with particle-like shape is distributed uniformly in A356, and there is no transient area in structure morphology. Compared with the samples prepared without the local chilling, the nucleation rate, morphology and grain size of primary α(Al) in A356 prepared by low superheat pouring and slightly electromagnetic stirring with the rod are markedly improved. Under the condition of chilling, the pouring temperature can be suitably raised to obtain primary α(Al) with particle-like shape.
基金信息:Hi-tech Research and Development Program of China
the National Natural Science Foundation of China

LIU Zheng(刘 政)1, 2, MAO Wei-min(毛卫民)2, ZHAO Zhen-duo(赵振铎)2
1. Faculty of Material and Chemical Engineering, Jiangxi University of Science and Technology,Ganzhou 341000, China;
2. School of Materials Science and Engineering, University of Science and Technology Beijing,Beijing 100083, China
Received 18 July 2007; accepted 13 November 2007
Abstract: The semi-solid slurry of A356 alloy was prepared by low superheat pouring and slightly electromagnetic stirring, in which a pure copper rod was used to produce local chilling. The effect of chilling by the rod on morphology and size of primary α(Al) in A356 was researched. The results indicate that the chilling by the rod remarkably affects the morphology and the size of primary α(Al). Primary α(Al) with particle-like shape is distributed uniformly in A356, and there is no transient area in structure morphology. Compared with the samples prepared without the local chilling, the nucleation rate, morphology and grain size of primary α(Al) in A356 prepared by low superheat pouring and slightly electromagnetic stirring with the rod are markedly improved. Under the condition of chilling, the pouring temperature can be suitably raised to obtain primary α(Al) with particle-like shape.
Key words: semi-solid; A356 alloy; local chilling; morphology
1 Introduction
The foundation and key of semi-solid forming technique are the preparation of semi-solid alloy slurry. The original structure in the slurry containing uniform and fine spherical non-dendritic is required. To save the cost of preparation of semi-solid slurry, the refining of grain size and improvement of grain morphology by controlling pouring temperature or low pouring temperature were realized[1]. Because of the solidifying characteristic of alloy and the difference in thermo- conduction of mould, the liquid alloy poured into the mould has different temperature at different part in the mould, and there exists obvious temperature difference in liquid alloy, so the liquid alloy in the same mould has different cooling rate, and that the structure morphology obtained finally is different. Some research[2] indicated that there were some zones with different structure morphology in the case of ingots obtained from a pouring temperature of 620 and 630 ℃. The perimeter of the cast showed a dendritic layer made up of well-defined equiaxed dendrites with an average dendrite arm spacing(DAS) of 30 ?m, and in the second zone, the α(Al) particles changed towards rosette morphology. This is a gradual transition zone, where the dendritic characteristics gradually disappear, and the microstructure consists of a mixture of rosette and globular crystals. The amount of rosettes decreases at positions closer to the center of the ingot, and finally at positions very close to the center, the microstructure consists entirely of globular particles. At present, there are still no good solutions to the non-uniform structure morphology in semi-solid alloys.
Therefore, if the semi-solid slurry obtained only from low pouring temperature technique is directly used to rheo-forming, which does not satisfy the requirements of the slurry quality for rheo-forming, the morphology of primary phase in the slurry should be rigorously controlled. To obtain the semi-solid slurry satisfying the requirement of rheologic process, some measurements were taken, such as rigorously controlling pouring temperature and cooling rate of liquid alloy[3-4], or holding of liquid alloy in the liquid-solid range[5], to ensure the morphology of primary phase. The measurements can ensure the primary phase particles with well morphology, but the operation becomes difficult and the cost still increases. On the basis of low superheat pouring and slightly electromagnetic stirring technology[6], the authors apply the local chilling to the semi-solid slurry of Al alloy prepared by low superheat pouring and slightly electromagnetic stirring to realize the control of structure morphology and reduction of cost.
2 Experimental
2.1 Material
A356 alloy, as a kind of hypoeutectic Al-Si alloy, was extensively used to semi-solid forming because of the wider solid-liquid range and good fluidity. A356 alloy was selected to study the preparation of semi-solid slurry with local chill cooling in this work. The composition of A356 was 7.46% Si, 0.49% Mg (mass fraction) and balance Al.
2.2 Experimental procedures
The liquidus temperature of A356 alloy was determined by DTA as 615.3 ℃. A356 alloy was melted in an electric resistance furnace. The melting temperature was 700 ℃ and the melt was poured at the set temperature. The mould, a cylinder made up of stainless steel with 102 mm in diameter and 220 mm in depth, was inserted by an electromagnetic stirrer. During electro- magnetic stirring, the stirring force was an important factor to present the quality of slurry, but the actual stirring force was difficult to measure in practice. The stirring power was indirectly represented as the stirring force because several of stirring power could be gotten to adjust the input voltage of the stirrer at the same current frequency in this test.
When the melt of A356 alloy was poured into the mould at the set temperature, the stirrer started and slightly stirred the melt for short time. The technology parameters were the pouring temperature 650 ℃, the stirring power 354 W, and the stirring time 8 s.
During stirring, a pure copper rod with 40 mm in diameter was introduced to the melt in the mould, and raised down and up repeatedly for 4-5 s, then the rod was rapidly removed in order to realize the purpose of local chilling in the melt. When the melt was stirred up to the set time, the mould was quenched so that the microstructures of the melt stirred were kept.
To check the effect of local chilling, the samples without chilling were prepared by the technology mentioned.
Some wafers were cut from the top, mid and bottom positions along the axes of the ingot. The thickness of the wafer was about 10 mm. The sector samples were fetched from the wafer (through the circle center of the wafer). The samples were polished using standard metallographic practice, and etched with 0.5% aqueous solution of hydroflouric acid. The microstructures of the central, edge and transition area in the samples were observed on an optical microscope.
3 Results
Fig.1 shows the microstructure morphology in the central area at the different positions of A356 alloy ingot prepared by low superheat pouring and slightly electromagnetic stirring combined with chilling by the rod. It is seen from Fig.1 that the microstructure morphology in the central area, whether the position is in the top or bottom, consists of particle-like or globular primary α(Al), and the grain size of the primary α(Al) is finer. The morphology of the primary α(Al) is not obviously changed along the direction of height in the ingot. It is shown that the microstructure of the central area consists of particle-like or globular primary α(Al), and the grain size is fine when A356 alloy is prepared by low superheat pouring and slightly electromagnetic stirring combined with chilling by the rod.
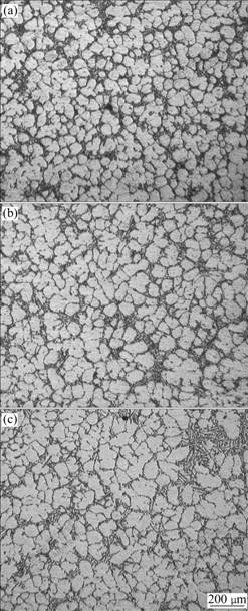
Fig.1 Microstructures in central area at different positions: (a) Top; (b) Mid; (c) Bottom
Fig.2 shows the microstructures in the transition area at different positions of A356 alloy ingot prepared by low superheat pouring and slightly electromagnetic stirring combined with chilling by the rod. Generally, there is a change of structure morphology, and there exist several kinds of morphology of primary α(Al). There is no obvious change of microstructure in the transition area compared with that in the central area. In the top position of the ingot, however, the microstructure consists of particle-like primary α(Al) (Fig.2(a)); at the mid of the ingot, the microstructure basically consists of particle-like primary α(Al)(Fig.2(b)); and at the bottom of the ingot, a little amount of rosette-like primary α(Al) appear in the microstructure, and the size of the rosette-like primary α(Al) is finer (Fig.2(c)). The results indicate that there are no transition areas in A356 alloy ingot prepared by low superheat pouring and slightly electromagnetic stirring combined with chilling by the rod. This means that the uniformity of microstructure along the radial direction in the semi-solid ingot of A356 alloy prepared by this technology is greatly improved.
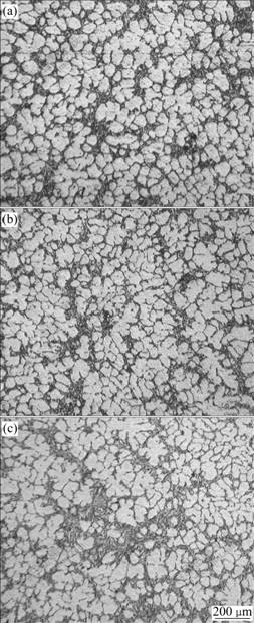
Fig.2 Microstructures in transition area at different positions: (a) Top; (b) Mid; (c) Bottom
Fig.3 shows the microstructures in the edge area at different positions of A356 alloy ingot prepared by low superheat pouring and slightly electromagnetic stirring combined with chilling by the rod. It is seen from Fig.3 that there is a little change in the microstructure morphology in this area compared with that in the central and the edge area, but it is not distinct. Some changes of microstructure in the edge area of the ingot from top to bottom were taken place. The microstructure of the edge area at the top consists of particle-like primary α(Al) and a few amount of rosette-like primary α(Al), as shown in Fig.3(a). The amount of rosette-like primary α(Al) slightly increases in the edge area of mid position. The fine particle-like primary α(Al) should result from the secondary arms broken off from dendritic crystal, as shown in Fig.3(b). The microstructure on the edge area, close to the bottom of the ingot still consists of particle-like and rosette-like primary α(Al), as shown in Fig.3(c). In addition, no dendritic-like crystals which do not fully change into rosette-like primary α(Al) or no dendritic-like crystals are observed in the microstructure.
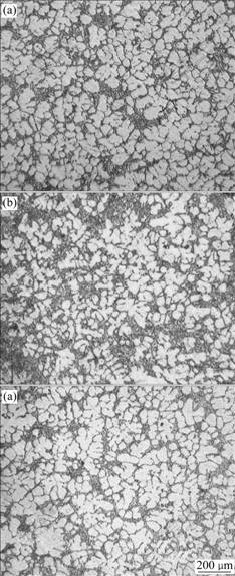
Fig.3 Microstructures in edge area at different positions: (a) Top; (b) Mid; (c) Bottom
At the same height in the ingot, the morphology of microstructure in the top does not change along the radial direction, but basically consists of particle-like or globular primary α(Al) and rosette-like primary α(Al), as shown in Figs.1(a), 2(a) and 3(a). There is a little change in the morphology of microstructure along the radial direction at the mid position, from the particle-like or globular primary α(Al) in the central area and the transition area to the microstructure mixed with particle-like or globular primary α(Al) in numerous amount and rosette-like primary α(Al) in a little amount in the edge area, as shown in Figs.1(b), 2(b) and 3(b). There are some changes in the morphology of microstructure along the radial direction at the bottom, from the particle-like or globular primary α(Al) in the central area to microstructure mixed with particle-like or globular primary α(Al) in numerous amount and rosette-like primary α(Al) in a little amount in the transition area, up to the microstructure mixed with particle-like and rosette-like primary α(Al) in the edge area, as shown in Figs.1(c), 2(c) and 3(c).
Fig.4 shows the microstructures of semi-solid A356 alloy prepared by low superheat pouring and slightly electromagnetic stirring without local chilling with the same technological parameters. It is seen from Fig.4 that there are obvious changes for the microstructure along the radial direction, presenting three typical structural areas. The morphology of primary α(Al) in the central area of ingot is particle-like or in globular, and the grain size of the primary α(Al) is finer, but a little coarser than that of the primary α(Al) with local chilling, as shown in Fig.4(a). The morphology of the primary α(Al) is changed from the particle-like or globular, then to the rosette-like in the transition area of ingot, and there still exist a few of coarse dendritic-like crystals that do not fully change into rosette-like primary α(Al), as shown in Fig.4(b). In the edge area of ingot, the microstructure consists of dendritic-like crystals, as shown in Fig.4(c).
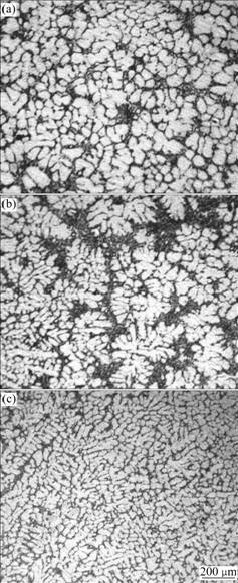
Fig.4 Microstructures along radial direction in A356 semi-solid slurry prepared by low superheat pouring and slightly electromagnetic stirring: (a) Central area; (b) Transition area; (c) Edge area
The previous research[7] indicated that the semi-solid slurry of A356 alloy with fine particle-like or globular primary α(Al) can be prepared by low superheat pouring and slightly electromagnetic stirring, but the pouring temperature has an important effect on the grain morphology and the grain size of the primary α(Al). The morphology of the primary α(Al) presents rosette-like shape and the size of grain is coarse at high pouring temperature (large superheat); while the morphology of the primary α(Al) presents globular or particle-like shape and the size of grain is fine at low pouring temperature (small superheat). In contrast experiment, due to the higher pouring temperature, 650 ℃, even though the power of stirring reached 354 W, the morphology of globular or particle-like primary α(Al) could be obtained in the central area of the ingot, where there were three obvious structural areas. From another point of view, during the preparation of semi-solid slurry of A356 alloy by low superheat pouring and slightly electromagnetic stirring combined with the suitable chilling, such as using pure copper rod to produce the local chilling effect, even if the pouring temperature is as high as 650 ℃, the amount of globular or particle-like primary α(Al) with finer size in the semi-solid slurry is greatly increased. The transition area in the ingot also disappears basically, and the uniformity of structure morphology in the ingot is obviously improved, which can satisfy the requirement of rheo-forming on the morphology of semi-solid slurry. Otherwise, the pouring temperature being as high as 650 ℃ in the processing means that under the condition of some chilling measurements, the pouring temperature can be suitably raised to satisfy the requirement of rheo-forming on morphology of primary α(Al) in semi-solid slurry. It is very really significant for convenient operation in the practice.
4 Discussion
4.1 “Stirring effect” under forced convection
The mechanism on the formation of nuclei and particle-like structure under the condition of low superheat pouring is different from that under the condition of traditional mechanical- or electromagnetic- stirring. The researches[8-12] indicated that the formation of nuclei was heterogeneous nucleation when low superheat pouring of liquid alloy at temperature close to its liquidus was carried out the same as the solidification of other common alloy.
The mechanism on the formation of particle-like microstructure at stirring with low intensity has not been yet researched. ZHANG et al[13] recently put forward a new mechanism about particle-drift and blending- compressing. They thought that in the solid-liquid phase range, the heat transferring and mass transferring are changed by vigorous blending and convection in the melt caused by electromagnetic stirring, as a result, the grains grow relatively uniformly in all directions, and the stirring effect makes the grains change into near globular shape.
The strong whirlpool in alloy melt was observed during the traditional powerful stirring. There is distinct forced convection in the melt and there is a deep liquid concave on the top surface of the melt. The phenomenon and effects resulted from the stirring are called “stirring effect”, in which the core is the movement of the forced convection produced in the melt. The forced convection in melt can make the temperature field and the composition field become well-distributed during the solidification[14-15], and the stronger the stirring intensity, the more homogeneous the temperature field and composition field[16]. The forced convection produced by electromagnetic stirring, on one hand, cools the melt on the mould wall and the melt surface off, on the other hand, accelerates the temperature decreasing in the whole melt. Though there is more strong cooling effect in the melt on the mould wall and the melt surface, the forced convection will take the melt from the cooler position into the internal area of the melt and carry the melt with higher temperature for makeup, thereby the melt temperature decreasing on the mould wall and the melt surface is delayed, and the formation of the stable freezing layer is postponed on the surface of mould. The convection effect caused by the circle flow of the melt can promote the heat of the internal melt to release, sequentially the temperature of the whole melt reaches the freezing temperature at a short time. Not only the melt on the surface but also the whole melt keeps undercooling, and the melt temperature is relatively uniform. Therefore, a large number of crystal nuclei can be formed, which are survived to continuously grow in the internal flow of the melt. The forced convection caused by the stirring affects not only the heat transferring but also the matter transferring during the melt solidification. The matter transferring in the melt is controlled by convection and not by diffusion. The matter is kept fast in transferring and the solute separated from the growing grain is taken away in time to not heap up at the front of the freezing interface, so that there is relative uniformity of macro-composition in the melt. It is thought to be the essential condition to obtain the fine grains with particle-like shape.
The different extent of the “stirring effect” could be directly observed during the test of low superheat pouring and slightly electromagnetic stirring, and the “stirring effect” was gradually enhanced with the increasing of stirring power. Under the condition of this test, as the stirring power was 354 W, there was distinct “stirring effect” in the melt, and there existed a certain extent of whirlpool. There was shallow liquid concave on the surface of the melt, and the forced convection resulted from electromagnetic stirring gradually became strong. Therefore, the difference between the so-called slightly electromagnetic stirring and the traditional mechanical or electrical stirring was rest with the different extent of “stirring effect” produced in the melt, and was no essential distinction.
Researchers at MIT recently developed a new kind technique to prepare the slurry[17]. In this new technique, liquid alloy was slightly stirred for short time by a copper rod plated with film to give out superheat quickly from the melt and to produce the low intensity circling flow in the melt, so that the melt all was nucleating and solidifying. Provided that the temperature of the melt was under the liquidus temperature and the time of mechanical stirring was more than 2 s, the semi-solid alloy slurry containing primary phase with more ideal shape factor could be prepared without mechanical stirring for long time. Although the slightly mechanical stirring was not produced by the rod in this test, a certain extent of circling flow had been caused by slightly electromagnetic stirring, moreover, the rod inserted the melt and repeated down and up, the effect produced by this test was the same as the new technique developed by MIT.
4.2 Nucleation mechanism
Similar to the common alloy casting, the melt solidification is also carried out in the continuous dropping of temperature under the condition of stirring. The main positions of heat giving off are still the wall of mould and the melt surface, so the more crystal nuclei are formed at these positions. In addition, as the heat conductivity of pure copper is much higher than that of stainless steel, the cooling intensity is large (the temperature difference between the melt and the surface of the rod is larger than 600 ℃). When the rod is inserted into the melt, the solidified layer is immediately formed on the surface of the rod by chilling, which rapidly grows toward in the manner of columnar crystal along the opposite direction of the conduction of heat. Fig.5 shows the morphology of the chilling layer formed on the surface of the rod. It is seen from Fig.5 that the microstructure in the chilling layer loses the characteristics of dendritic-like crystal, presents fine granule heaping together. Some granules pile up each other, but the coherence between granules looks thin and weak.
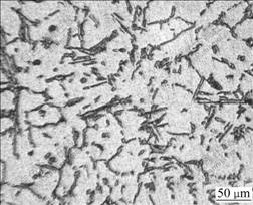
Fig.5 Microstructure of chilling layer on surface of rod
When the rod is inserted in the melt during slightly stirring, the melt on the surface of the rod is cooled and the copious nuclei are rapidly formed. Then the nuclei grow rapidly. When the grains on the surface of the rod grow up to a certain extent, the grains will be peeled off or broken off into the melt under the action of viscous force in the melt, which become the source of nuclei for heterogeneous nucleation during the solidification. In the test, the melt is slightly stirred by electromagnetic force for short time, but the “stirring effect” caused by electromagnetic stirring force in the melt is very obvious [18]. When the rod is inserted into the melt, heat in the centre of the melt can be rapidly dissipated off by the rod with the high thermal conductivity, and the temperature in the centre of the melt is decreased rapidly. When there exist the nuclei produced by electromagnetic stirring and chilling of the rod in such temperature field, there is much higher survival rate of nucleus. Finally, the nuclei formed in the melt are copious in numbers so that the resulting grains could be finer and smaller in size. The resulting grains are finer than that obtained by the ordinary low superheat pouring and slightly electromagnetic stirring. It is thought the full condition to obtain the fine grains with particle-like.
5 Conclusions
1) It is feasible for the local chill cooling caused by a pure copper rod to prepare semi-solid slurry of Al alloy during low superheat pouring and slightly electro- magnetic stirring. The pouring temperature could be suitably raised in this technique to be convenient for real operation.
2) The primary α(Al) could be effectively fined when semi-solid slurry of A356 alloy is prepared by low superheat pouring and slightly electromagnetic stirring combined with the local chilling caused by the rod. The slurry containing primary α(Al) with round shape could be obtained, in which the size of α(Al) is even finer than that prepared by the ordinary low superheat pouring and slightly electromagnetic stirring.
3) The microstructure in ingot prepared by low superheat pouring and slightly electromagnetic stirring combined with local chilling caused by the rod consists of globular or particle-like primary α(Al). The transition area in the structure of the ingot disappears and the uniformity of microstructure is improved greatly.
References
[1] FLEMINGS M C. Solidification process [M]. New York: Mcgraw-Hill, 1974: 222-233.
[2] CARDOSO E, ATKINSON H V, JONES H. Microstructural evolution of A356 during NRC processing [C]// ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites. Limassol, Cyprus, 2004: 296-307.
[3] PAN Y, AOYAMA S, LIU C. Spherical structure and formation condition of semi-solid Al-Mg-Si alloy [C]// SUN G X, YUAN H Y, YAN R B, YAN X Y. Proc of the 5th Asian Foundry Congress. Nanjing, China, 1997: 443-451.
[4] VIEIRA E A, JUNIOR B A O, FERRANTE M. Microstructure and rheology of an A356 alloy in the semi-solid state, conditioned by a low pouring temperature technique [C]//ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites. Limassol, Cyprus, 2004: 243-251.
[5] ZOQUI E J, PAES M, ES-SADIQI E. Macro- and microstructure analysis of SSM A356 produced by electromagnetic stirring [J]. J of Mater Processing Technology, 2002, 120: 365-373.
[6] LIU Zheng, MAO Wei-min, ZHAO Zhen-duo. Preparation of semi-solid slurry of aluminum alloys by a new technology [J]. Chinese J of Mater Research, 2006, 20: 125-130. (in Chinese)
[7] LIU Zheng, MAO Wei-min, ZHAO Zhen-duo. Effect of pouring temperature on semi-solid slurry of A356 Al alloy prepared by weak electromagnetic stirring[J]. Trans Nonferrous Met Soc China, 2006, 16(1): 71-76.
[8] STEFANESCU D M, PADHYA G, YOPDHYAY D B. Heat transfer-solidification kinetics modeling of solidification of casting [J]. Metall Trans A, 1990, 21: 998-1007.
[9] LI Pei-jie, ZENG Da-ben, JIA Jun. Structure heredity and control of Al-Si alloy [J]. Foundry, 1999(6): 10-14. (in Chinese)
[10] LI Tao, HUANG Wei-dong, LIN Xin. Formation of globular structure during semi-solid material processing [J]. The Chinese Journal of Nonferrous Metals, 2000, 10(5): 635-639. (in Chinese)
[11] HUANG Wei-dong, LI Tao, LIN Xin. Formation of semisolid globular structures under shearing [C]//ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites. Limassol, Cyprus, 2004: 199-210.
[12] WANG H, STJONE D H, DAVIDSON C J. Controlled nucleation method for formation of semisolid feedstock[C]//ALEXANDROU A, APELIAN D. Proc of the 8th Int Conf on Semi-solid Processing of Alloys and Composites. Limassol, Cyprus, 2004: 269-276.
[13] ZHANG Jing-xing, ZHANG Kui, LIU Guo-jun. Formation mechanism of non-dendritic structure in semi-solid metals produced by ES process [J]. The Chinese Journal of Nonferrous Metals, 2000, 10 (4): 511-515. (in Chinese)
[14] JI S. The fragmentation of primary dendrites during shearing in semisolid processing [J]. Journal of Materials Science, 2003, 38: 1559-1564.
[15] FAN Z, LIU G, HITCHCOCK M. Solidification behaviour under intensive forced convection [J]. Materials Science and Engineering A, 2005, 413/414: 229-235.
[16] JI S, FAN Z. Solidification behavior of Sn-15wt pct Pb alloy under a high shear rate and high intensity of turbulence during semisolid processing [J]. Metall Mater Trans A, 2002, 33: 3511-3520.
[17] YURKO J A, MARTINEZ R A, FLEMINGS M C. Development of the semi-solid rheocasting(SSR) process [C]//TSUTSUI Y, KIUCHI M, ICHIKAWA K. Proc of the 7th Int Conf on Semi-solid Processing of Alloys and Composites. Tsukuba, Japan, 2002: 659-664.
[18] LIU Zheng, MAO Wei-min, ZHAO Zhen-duo. Research on semi-solid slurry of hypoeutectic Al-Si alloy prepared by low superheat pouring and weak electromagnetic stirring [J]. Rare Metals, 2006, 25(2): 177-182.
Foundation item: Project(G2002AA336080) supported by Hi-tech Research and Development Program of China; Project(50374012) supported by the National Natural Science Foundation of China
Correspondence author: LIU Zheng; Tel: +86-797-8312307; E-mail: liukk66@163.com
(Edited by YUAN Sai-qian)

