Trans. Nonferrous Met. Soc. China 20(2010) s857-s861

Effects of primary phase morphology on mechanical properties of Al-Si-Mg-Fe alloy in semi-solid slurry casting process
R. BURAPA1, S. JANUDOM2, T. CHUCHEEP2, R. CANYOOK2, J. WANNASIN2
1. Department of Industrial Engineering, Faculty of Engineering, Rajamangala University of Technology Srivijaya, Songkhla 90000, Thailand;
2. Department of Mining and Materials Engineering, Faculty of Engineering, Prince of Songkla University,
Songkhla 90112, Thailand
Received 15 May 2010 ; accepted 25 June 2010
Abstract��The gas induced semi-solid (GISS) process was developed to create semi-solid slurry with fine and uniform globular structure. The combination of local rapid heat extraction and vigorous agitation by the injection of fine inert gas bubbles through a graphite diffuser in molten metal held at a temperature above its liquidus temperature changes the morphology of primary ��(Al) from coarse dendritic to rosette-like and finally to fine globular. The GISS process produced semi-solid slurry at low solid fractions and then formed the slurry by a squeeze casting process to produce casting parts. The effects of primary phase morphology on the mechanical properties of Al-Si-Mg-Fe alloy were investigated. The results show that the ultimate tensile strength and elongation are affected by the shape factor and particle size of the primary ��(Al).
Key words: gas induced semi-solid (GISS); microstructure; mechanical properties; semi-solid slurry casting; rheocasting
1 Introduction
Semi-solid metal (SSM) processing has been continuously developed to produce metal parts with uniform microstructure and improved mechanical properties in various applications. There are two major types for SSM processing: thixocasting and rheocasting. Thixocasting is a process that starts from a special billet that is carefully reheated to a semi-solid temperature range until the SSM has about 50% liquid fraction and then it is formed into parts. Rheocasting is a process that uses molten metal from the start and then produces it into semi-solid slurry by a special method. When it has about 50% solid fraction, the SSM is then formed into products[1-4].
In general, semi-solid forming is performed at high solid fractions (40%-60%), so it has the limitations such as high viscosity, which tends to be difficult to pour semi-sold into the hole of the shot sleeve. Therefore, the semi-solid metal casting with low solid fraction slurry is easy to produce casting products since only minor machine modifications are needed. At low solid fractions, the slurry has good fluidity, so it can flow easily and requires low pressures to form into products. In addition,
semi-solid casting at low solid fractions behaves similar to that of liquid casting and can be poured into a mold using lower pressures. The process leads to lower energy consumption and cost savings of casting machines comparing with a semi-solid forming process at high solid fractions[2,5-7].
The semi-solid slurry casting at low solid fractions has been investigated in recent years. HAGA and KAPRANOS[5] studied two kinds of simple rheocasting process at low solid fractions. One process used a cooling slope and the other used low superheat casting. The results of this study show that the low solid fraction casting gives excellent mechanical properties to the products especially the percent elongation, which is caused by the small size of the primary ��(Al). YURKO et al[8] reported that the uses of low solid fractions for Al-Si-Mg, Al-Si-Cu and Al-Cu were achieved by the SSR process. The process has been applied to the industry and proved that it could decrease the process cycle time and increase machine tool life.
WANNASIN et al[9] studied the semi-solid die casting ADC10 alloy with low solid fraction of about 10% using the GISS process. The results show that the GISS process can improve the mechanical properties comparing with liquid die casting. However, the semi-solid casting with low solid fractions might result in non-uniform and non-globular structure in the semi-solid casting parts. This may lead to low mechanical properties.
The purpose of this work is to study the effects of primary phase morphology on the mechanical properties of Al-Si-Mg-Fe alloy in semi-solid slurry casting process.
2 Experimental
In this study, the secondary Al-Si-Mg-Fe alloy was used. The chemical composition of this alloy is shown in Table 1. The liquidus temperature of this alloy is 613 ?C.
Table 1 Chemical composition of secondary Al-Si-Mg-Fe alloy used in this study (mass fraction, %)

2.1 Preparation of semi-solid slurry
The semi-solid slurry of the alloy was prepared using the gas induced semi-solid (GISS) process. A schematic of the GISS process is shown in Fig. 1.

Fig.1 Schematic drawing of GISS process
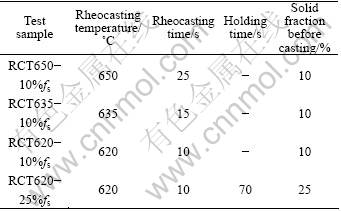
In the experiments, the alloy ingots were melted in a graphite crucible using an electric resistance furnace. The melt alloy was fluxed at 710 ?C before casting. About 500 g melt alloy was taken out from the furnace using a ladle cup. This was followed by the GISS process at the melt temperatures before starting the graphite diffuser immersion at rheocasting temperatures(RCT) of 650, 635 and 620 ?C to produce semi-solid slurries with the low solid fractions(fs) of 10% and 25%. A summary of the experimental conditions is presented in Table 2.
Table 2 Experimental conditions used in this study
2.2 Casting method
The GISS unit created the semi-solid slurry with the low solid fractions to produce semi-solid casting parts using the direct squeeze casting process. The slurry was poured into a die cavity. The applied pressure of 66 MPa was achieved from a 100 t hydraulic press. The upper die and lower die were preheated to 280-300 ?C. Fig.2 shows the schematic diagram of the semi-solid squeeze casting process.
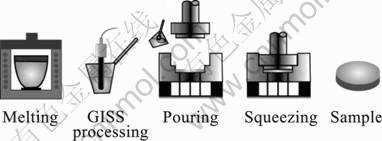
Fig.2 Schematic of GISS squeeze casting process
2.3 Metallographic analysis
All the samples were prepared by a standard grinding and polishing procedure, and then etched by Keller��s reagent. The microstructures were examined using an optical microscope. Image analysis was then performed on the micrographs using image tool software, which was used to determine the area and perimeter of primary ��(Al) particles. The average equivalent diameter (D) was used to describe the average particle size of the primary ��(Al) phase in the micrographs, which was calculated from their average area according to equation: D = (4A/ )1/2. The shape factor (F) of primary ��(Al) particle was calculated using the following equation: F= 4A/P2, where A and P are the average area and the average perimeter of a particle, respectively[10].
)1/2. The shape factor (F) of primary ��(Al) particle was calculated using the following equation: F= 4A/P2, where A and P are the average area and the average perimeter of a particle, respectively[10].
2.4 Mechanical testing
The semi-solid casting parts were machined into tensile test specimens according to the ASTM B 557M�C02a standard. The gauge length(G), diameter(D), radius of fillet(R) and the length of reduced section(A) of the specimen are 30, 6, 6 and 36 mm, respectively, as shown in Fig.3. The specimens were tested to evaluate the ultimate tensile strength (UTS) and percent elongation at room temperature using the universal testing machine (UTM) under the cross-head speed of 1.8 mm/min.
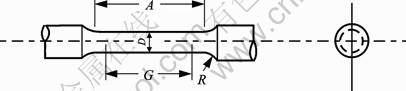
Fig.3 Specimen size for tensile test (ASTM B 557M �C 02a)
3 Results and discussion
The microstructures of the semi-solid slurry and liquid squeeze casting parts of the secondary Al-Si-Mg-Fe alloys are shown in Fig.4. The globular structure of the semi-solid slurry casting part is shown in Fig.4(a). The dendritic structure is observed in the liquid squeeze casting part in Fig.4(b).
Fig.5 shows the microstructures of the semi-solid slurry casting parts of Al-Si-Mg-Fe alloy obtained from four different processing conditions under different rheocasting temperatures of 650, 635, and 620 ?C with the solid fractions of 10% and 25%. The different morphologies of the primary ��(Al) phase can be obtained by varying the processing conditions.

Fig.4 Microstructures of Al-Si-Mg-Fe alloy: (a) Semi-solid squeeze casting by GISS process; (b) Iiquid squeeze casting
From the results of the microstructure, the primary ��(Al) phase in the condition of rheocasting temperature of 650 ?C and 10% solid fraction of the slurry is larger than those of other conditions. The structure consists of a combination of globular and rosette structures as shown in Fig.5(a). The decrease in the rheocasting temperature causes the structure of the primary ��(Al) to be finer and more globular as shown in Figs.5(b) and 5(c). In addition, when the solid fraction increases with the same rhocasting temperature, the structure of the primary ��(Al) will be also globular as shown in Fig.5(d). The quantitative data of microstructure results at each condition are provided in Table 3, where d represents the particle size of ��(Al) and s represents the shape factor of ��(Al).
Table 3 Summary of microstructure features of semi-solid slurry cast of Al-Si-Mg-Fe alloy by the GISS process

The sample in the condition of 25% solid fraction with rheocasting temperature of 620 ?C has the shape factor of 0.74, which represents that the sample has the most globular structure in this experiment. The relationship between the particle size and shape factor of the samples is illustrated in Fig.6. From all the metallographic analysis results, it can be concluded that the method to get high values of shape factor is to increase the holding time to allow coarsening of the primary ��(Al) and produce finer primary ��(Al) at the early stages[11-12].
The results of the mechanical properties of all the samples are illustrated in Fig.7. The ultimate tensile strength and the elongation of the samples RCT650-10%fs, RCT635-10%fs, RCT620-10%fs, and RCT620-25%fs are 160.1, 176.9, 188.7 and 203.8 MPa, and 5.9%, 6.9%, 8.4% and 10.1%, respectively.
From the obtained results, the RCT620-25%fs condition gives the highest tensile strength and elongation. It might be because of a high shape factor of the primary ��(Al) phase. The relationship between the ultimate tensile strength, elongation and shape factor is shown in Fig.8. In summary, when the shape factor increases, the tensile and elongation properties also increase.
The results suggest that the shape factor of the primary ��(Al) in the as-cast condition has a big effect on the mechanical properties such as tensile and elongation properties as expected.

Fig.5 Microstructures at two different magnifications of semi-solid slurry cast for Al-Si-Mg-Fe alloy by GISS process under different rheocasting temperature (RCT) and solid fraction (fs) before casting��(a), (a') RCT: 650 ?C,fs: 10%; (b), (b') RCT: 635 ?C,fs: 10%; (c), (c') RCT: 620 ?C,fs: 10%; (d) ,(d')RCT: 620 ?C,fs: 10%

Fig.6 Effect of rheocasting temperatures (RCT) and solid fractions (fs) before casting on particle size and shape factor of ��(Al) phase for semi-solid slurry cast of Al-Si-Mg-Fe alloy in various processing condition
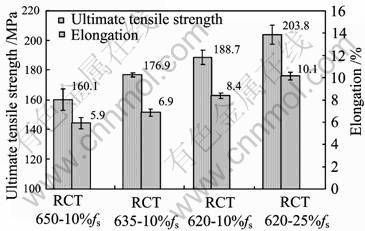
Fig.7 Ultimate tensile strength (UTS) and elongation of semi-solid slurry cast for Al-Si-Mg-Fe alloy in various processing condition

Fig.8 Effect of shape factor of primary ��(Al) phase on. ultimate tensile strength and elongation of semi-solid slurry for Al-Si-Mg-Fe alloy
4 Conclusions
1) Appropriate processing conditions of the GISS rheocasting process can be selected to give finer primary ��(Al) and increase shape factor in a semi-solid slurry with low solid fraction.
2) The ultimate tensile strength and elongation are affected by the shape factor and particle size of the primary ��(Al).
3) Semi-solid casting with suitable primary phase morphology (shape factor of 0.74 and 65 ?m in diameter) can produce high mechanical properties of 203.8 MPa of ultimate tensile strength and 10.1% elongation.
Acknowledgements
The authors would like to thank the Royal Golden Jubilee Ph.D. Program (Grant No. PHD/0173/2550), Prince of Songkla University for Ph.D. 50% Scholarship and the Royal Golden Jubilee Ph.D. Program (Grant No. PHD/0134/2551) for financial support. We also thank the Innovative Metal Technology (IMT) team especially, Mr. Tanate Rattanochaikul and Mr. Sangop Thanabumrungkul for helping with the data analysis and discussion. Finally, we gratefully thank the Department of Mining and Materials Engineering, Prince of Songkla University and its staffs for providing all the supports.
References
[1] WANNASIN J, THANABUMRUNGKUL S. Development of a semi-solid metal processing technique for aluminium casting applications[J]. Songklanakarin Journal of Science and Technology, 2008, 30(2): 215-220.
[2] YURKO J A, MARTINEZ R A, FLEMINGS M C. SSRTM: The spheroidal growth route to semi-solid forming[C]//Proceeding of the 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol: Worcester Polytechnic Institute and The metals Processing Institute, 2004: 94-105.
[3] DRUSCHITZ A P, PRUCHA T E, KOPPER A E, CHADWICK T A. Mechanical properties of high performance aluminum castings[C]// SAE 2001 World Congress. Detroit: 2001.
[4] JORSTAD J.L. SSM process�CAn overview[C]//Proceeding of the 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol: Worcester Polytechnic Institute and the Metals Processing Institute, 2004: 15-24.
[5] HAGA T, KAPRANOS P. Simple rheocasting processes[J]. Journal of Materials Processing Technology, 2002, 130/131: 594-598.
[6] YOUNG K, EISEN P. SSM (semi-solid metal) technological alternatives for different applications[C]//Proceeding of the 6th International Conference on Semi-Solid Processing of Alloys and Composites. Turin, 2000: 97-102.
[7] KRALY A. Development and industrial production of thixalloy as a system solution[C]//Proceeding of the 6th International Conference on Semi-Solid Processing of Alloys and Composites. Turin, 2000: 495-500.
[8] YURKO J A, MARTINEZ R A, FLEMINGS M C. Commercial development of the semi-solid rheocasting (SSRTM) process[J]. Metallurgical Science and Technology, 2003, 21(1): 10-15.
[9] WANNASIN J, JUNUDOM S, RATTANOCHAIKUL T, FLEMINGS M C. Development of the gas induced semi-solid metal process for aluminum die casting application[J]. Solid State Phenomena, 2008, 141/142/143: 97-102.
[10] BRABAZON D, BROWNE D J, CARR A J. Mechanical stir casting of aluminium alloys from the mushy state process: Microstructure and mechanical properties[J]. Materials Science and Engineering A, 2002, 326(2): 370-381.
[11] REISI M, NIROUMAND B. Evolution of primary particles morphology during secondary cooling in SSR process[J]. Solid State Phenomena, 2006, 116/117: 493-496.
[12] GUO H M, YANG X J, WANG J X. Pressurized solidification of semi-Solid sluminum die casting alloy A356[J]. Journal of Alloys and Compounds, 2009, 485(1/2): 812-816.
(Edited by LIU Hua-sen)
Corresponding author: J.WANNASIN; Tel: +66-74-287-312; E-mail: jessada.w@psu.ac.th, jessada@alum.mit.edu

