��/�����ϰ��о���չ
��Դ�ڿ����й���ɫ����ѧ��2020���6��
�������ߣ������� ���� �֠D ���ҿ� ���� ���̱� ������
����ҳ�룺1270 - 1281
�ؼ��ʣ���/�����ϰ壻�Ʊ�����������֯����ѧ����
Key words��titanium-aluminum composite plate; manufacturing method; microstructure; mechanical property
ժ Ҫ����/�����ϰ���Ϊһ�����ʸ�ǿ������ĥ������ʴ�����ʲ��ϣ��Ѿ���Ϊ�������ϰ巢չ����Ҫ����֮һ���ں��պ��졢ʯ�ͻ���������Ӧ��ǰ���㷺��������������/�����ϰ�ķ�չ��״����������/�����ϰ�Ĵ�ͳ�Ʊ��������ص��������/�����ϰ��Ͻ�������仯�����������γɻ��ƣ���������/�����ϰ����ѧ���ܺ�Ӱ�����أ�����һ��չ������/�����ϰ����ɫ��Ч�Ʊ������ͷ�չ����
Abstract: As a kind of high quality material with light weight, high strength, high wear and corrosion resistance, the titanium/aluminum composite plate has become an important direction for the development of metal composite plate, and is potential to widely used in the aerospace and petroleum chemical industry field. This paper describes the development status of titanium/aluminum composite plate, sketches the traditional preparation method of titanium/aluminum composite plate, analyzes the kinds and formation mechanism of intermetallic compounds at the interface, reviews the mechanical properties of titanium/aluminum composite plate and the related influencing factor, and further looks forward the green and efficient preparation method and the development direction of titanium/aluminum composite plate.
DOI: 10.11817/j.ysxb.1004.0609.2020-35787
������1, 2, 3���� ��1, 2, 3���� �D1, 2, 3�����ҿ�1, 2, 3���� ��1, 2, 3�����̱�4��������5
(1. ̫ԭ������ѧ ��е�����ع���ѧԺ��̫ԭ 030024��
2. ̫ԭ������ѧ �Ƚ��������ϲ��ϳ��μ�����װ�������������о����ģ�̫ԭ 030024��
3. ̫ԭ������ѧ �а������о����ģ�̫ԭ 030024��
4. ̫ԭͨ���ع�����˾��̫ԭ 030024��
5. ��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001)
ժ Ҫ����/�����ϰ���Ϊһ�����ʸ�ǿ������ĥ������ʴ�����ʲ��ϣ��Ѿ���Ϊ�������ϰ巢չ����Ҫ����֮һ���ں��պ��졢ʯ�ͻ���������Ӧ��ǰ���㷺��������������/�����ϰ�ķ�չ��״����������/�����ϰ�Ĵ�ͳ�Ʊ��������ص��������/�����ϰ��Ͻ�������仯�����������γɻ��ƣ���������/�����ϰ����ѧ���ܺ�Ӱ�����أ�����һ��չ������/�����ϰ����ɫ��Ч�Ʊ������ͷ�չ����
�ؼ��ʣ���/�����ϰ壻�Ʊ�����������֯����ѧ����
���±�ţ�1004-0609(2020)-06-1270-11���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
���ź��պ��졢�����ͨ��ʯ�ͻ��������̵Ȳ�ҵ�Ŀ��ٷ�չ���ؼ�װ������������ɫ���ȹ����ش�Ƽ����̵��ƽ�����һ������Ͻ�����������Բ����ۺ����ܵ�Ҫ����˾߱����ֻ���ֽ������ԵĽ������ϰ�Խ��Խ�ܵ����ӣ����й�����2025���滮��Ҳ���Ƚ����ϲ�����Ϊ��չ�ص�[1-6]��
��Ϊһ�����ʡ���ǿ����ĥ����ʴ��ϡ�н������ϣ��ѺϽ��ص�Ӧ���ں��պ����������ʴ�ԵĻ�����������ɻ������������ɻ������������ȣ������ߵijɱ�����������ģӦ��[7-9]�����Ͻ�������ʡ����缰�����Ժá��������ŵ㣬���ں��պ��졢��������ͨ������������Ӧ�ã����Ǹ��º�ʴ���������ܶ��ҿ�������ܽϲ��/�����ϰ��ܹ���ַ������ֲ��ϵ����ƣ���չΪһ�����ʸ�ǿ������ĥ������ʴ�����ʲ��ϣ�ͬʱ���������ɱ�������Ӧ��ǰ����
���Ļ�����/�����ϰ��ڹ����еĻ������ã��� ��/�����ϰ���Ʊ��������ȴ����������仯�����Լ���ѧ���ܳ�������������/�����ϰ���о���չ��
1 ��/�����ϰ���Ʊ�����
��/�����ϰ���Ʊ�������ҪΪ��-�̸��Ϸ�����Ҫ������ը���Ӹ��Ϸ������Ƹ��Ϸ��ȡ����⣬��ұ�����-Һ������[10-12]Ҳ�����о�Ӧ�ýΡ�
1.1 ��ը���Ӹ��Ϸ�
��ը���Ӹ��Ϸ�ָ����ըҩ��ըʱ�����ĸ�ǿ��ѧ���������������ײ���壬��ײ�������˲���ѹ�����ƻ��˽�������������Ĥ��¶�����ʱ��棬���������ʽ��������γɾ������Ա��Ρ��ۻ�����ɢ�Լ����������ĺ��ӹ��������Ӷ�ʵ�ָ�ǿ�Ƚ�ϵ�һ�ֽ������Ӽ���[1]���÷������й��ռ��ɱ��͡�Ӧ�ù㷺����Ʒ�ߴ粻�����Ƶ��ŵ㣬���Dz����������ܵ���������Ӱ�죬ʵ�鳡�����ƽϴ�
��ը���Ӳ������ܷ�ʵ�ָ��������ϵĹؼ�����Ҫ��Ϊ��̬�����Ͷ�̬��������̬������ָ��ըǰϵͳ���ھ�ֹ״̬�µIJ�������ըҩ�����ࡢ���ϵ��ﻯ���ʵȵȣ���̬������ָ��ը������ϵͳ���ڶ�̬�仯�IJ���������ײ���ٶȡ���ײ�Ǧá�ƫת�Ǧ¡�ըҩ���ٵ�[13]��ͼ1��ʾΪ��ը���ӷ��Ʊ���/�����ϰ��ʾ��ͼ[14]��
ͼ1 ��ը���ӷ��Ʊ���/�����ϰ�ʾ��ͼ[14]
Fig. 1 Preparation diagram of Ti/Al explosion composite plate[14]
Ŀǰ����/�����ϰ屬ը�����ѿ�չ�����о�[7, 13-20]����������[7]������ʯ���黯ըҩ�Ʊ���������/����ը���ϰ壬�����ڱ�ը�����ij�����ͱ�ը����������£����ϲ��Ѱ巢����������ײ�����壬��һ������γɸ�ǿ�ȵIJ���״��Ͻ��档�ڶ��������������Ļ��������˴����������������ƽֱ��ǿ�ȵ��ڵ�һ�㡣�ĺ販[19]�о���2 mm��ҵ���Ѱ�TA2��6 mmӲ���Ͻ�2A12�ı�ը���ϣ�ʵ����û���ͷ���ըҩ��ͨ���Խ�Ͻ���ķ������֣�����Ľ������ʱ���������̬�ʲ���״�����ƶϲ���״�������Ч��߸��ϰ�Ľ��ǿ�ȡ�BATAEV��[20]�������ըҩ����״ըҩ�Ʊ���/����ը���ϰ壬���������Ͻ�����������ɲ���״����ƽ����������ǿ����������Ҳ��һ��ӡ֤��ǰ�����ƶϡ���/�����㱬ը���ϰ岨��״������ͼ2��ʾ[14]���ֽε��о���������ը���Ӹ��Ϸ����ʺϿ������Ʊ����������IJ���״������ǿ�ȸ��ߣ�������������ʲ����ܴﵽ���պ������������Կ������ϰ��Ҫ������ǿ�ȴ���ײ�����������ͣ�©��������Ȼ���ڡ����ڶ���ѡ���������ԣ����ڰ����ÿ�θ��ϵĹ����б��νϴ���˲���һ���θ��ϵ��ѶȽϴ����׳��ָ���ͻ����������ѡ��������˵�ȱ�ݣ�ͬʱ���ȿ��ƾ��ȺͰ�������ͻ�������ϰ��������Կ��ơ����⣬��ը���Ϸ�����������Ҫ��ϸߣ������ִ���ҵ��ɫ��չ�����ƣ����Dz���״����Խ��ǿ�ȵ�Ӱ����Գ�Ϊ��߸��ϰ��ۺ����ܵ���˼·��
ͼ2 Ti/Al/Ti��ը���ϰ��Ͻ���[14]
Fig. 2 Bonding interface of Ti/Al/Ti laminate composites[14]
1.2 ���Ƹ��Ϸ�
���Ƹ��Ϸ���ָ�����ֽ��������������������������������ƣ�����������ǿ��ѹ��ʹ������ķ������Ա��Σ������Ͻ������㷢�����ѣ�¶�����ʽ����������������¶ȵĹ�ͬ���������ֽ���ԭ����˫�������滥����ɢ���Ӷ�ʵ�ֽ��[2-3]����ͼ3��ʾ[21]�����������¶ȵIJ�ͬ�����Ƹ��Ϸ��ɷ�Ϊ�������Ϸ����������Ϸ�[22]�����Ƹ��Ϸ����й��ռ�����Ч�ʸߡ��ɱ��͡������������������ŵ㣬�����������ȶ��ĸ��ϰ塣���ǣ����¶ȵ�Ӱ�죬���Ƹ��Ϲ����н��洦�׳��ִ��Խ����仯����Ӷ�Ӱ����������������Ʋ���(ѹ���ʣ������¶ȣ������ٶȵ�)��ѡ��������Ҫ[23-26]��
�����о��������������Ϸ��Ʊ���/�����ϰ�ʱ��һ����Ϊ������ϣ���Ϊ������ϣ������¶���450 �����ң�ѹ���ʿ�����50%���ң����Ƶ��������������ϣ����Եõ���ϽϺõ���/�����ϰ�[22, 26-27]������/�����ϰ�����Ƴ��ι����У������ѡ�����ı��ο�������ϴ������ƹ��ղ���������º����׳��ְ�������Լ��Ѱ������С�����⡣��Դ������⣬Ŀǰ��Ҫ���÷ǶԳ������Լ������ķ��������XIAO��[26]�����������ƿ�չ����/��˫�㸴�ϰ���Ʊ����봫ͳ��������ʽ��ͬ��������ǰ�����Ѱ���м��ȣ����岻���ȣ�����������Ѽ����¶�Ϊ800 �桢ѹ����Ϊ30%�������£��ѡ�����ʵ�ֳ�����ϣ�ѹ����Ϊ50%ʱ�����ϰ�Ľ��������ߣ���ѧ������á������ȵ�[27]���¶�300 �桢ѹ����50%�������������/��˫�㸴�ϰ壬����Ϻ����ȴ����õ������������õ���/�����ϰ塣Ȼ������ʹ����ʵ����ұ���ϣ����������Ƹ��Ϸ������Ľ���ƽֱ����ǿ�ȵ��ڱ�ը���Ϸ������IJ���״��Ͻ���ǿ�ȡ����⣬���ڽ������ƺ����Ȳ�������Ч�ֲ���/�����ֽ������ο���������������Ӱ�죬������������ѡ�������Ȳ����ȵȰ������������������Ƹ��Ϸ�ؽ����������⡣
1.3 ��ұ�Ϸ�
�����������ò�ұ���Ʊ������/�����ϲ��ϳ�Ϊ������ѧ���о����ȵ㣬��ԭ�������ø�����Ԫ����ɢ�ͳ�����ԭ�������������˻����Ѳ���������������������������ѹ¯����ѹ���ϣ���ͼ4�� ʾ[21]���÷�������ֱ��ʵ����/����ұ����[14, 28]��SUN��[29]���ò�ұ���Ʊ���/�����ϰ壬���Ѳ����������ε�����ú�����������⾶Ϊ15.9 mm���ѹ��ڣ������������ƣ�ʹ�Ѳ�������������ϡ�������ɺ���Ʒ��950 �����˻�0.5��2��24 h�������35 MPa��1000 �����������������ѹ4 h���õ��������õ���/�����ϰ塣LIU��[30]���ò�ұ������ѹ¯��610 �桢30 MPa����ѹ3 h���õ�����������õ���/�����ϰ壬����������仯������γɻ��ƽ������о���Ȼ������ұ����Ȼ�����Ʊ��߽��ǿ�ȵ���/�����ϰ壬����ֻ�ܲ��ò�����Ϊ���ϣ����ո��ӣ��ܺĸߣ������Խϴ������ڿ������Ʊ���
1.4 ��-Һ������
˫�������Ĺ�-Һ����������һ����˫����������Ϊ�������¼������ѳ�Ϊ��/�����ϰ��Ʊ�����Ҫ��չ����֮һ����ԭ��������ת����������Һ̬����Ѹ����ȴ��ʹҺ̬�����ڹ�̬��������γɲ��������ɢ������Ȼ������������������ʹҺ̬���������̵�ͬʱ�������Ա��Σ��Ӷ��Ʊ���������������˫�������ϰ壬��ͼ5��ʾ[10-12]���ܺĵ͡��ɱ��ͣ����̶��Ǹù��յ������ŵ㡣HUANG��[11]���ù�-Һ���������ɹ��Ʊ���/��˫�㸴�ϰ壬�����������ɢ���ƺͽ����仯������γɽ������о�����-Һ�������Ʊ���/�����ϰ����������ƣ����������������д��ڸ��ӵĴ�������������Ҫ�ϸ���ƽ�ע�¶Ⱥ������ٶȣ����ص��ע�¶ȳ��������ı仯�������˻���Ҫѧ���ǵĴ����о��벻��̽����
2 ��/�����ϰ��Ͻ������֯�ṹ
2.1 ��/�������仯���������
ͼ3 ���Ʒ��Ʊ���/�����ϰ�ʾ��ͼ[21]
Fig. 3 Schematic diagram for rolling Ti/Al clad plates with different temperatures[21]
ͼ4 ��ұ���Ʊ���/�����ϰ�ʾ��ͼ[21]
Fig. 4 Preparation of titanium aluminum composite plate by foil metallurgical method[21]
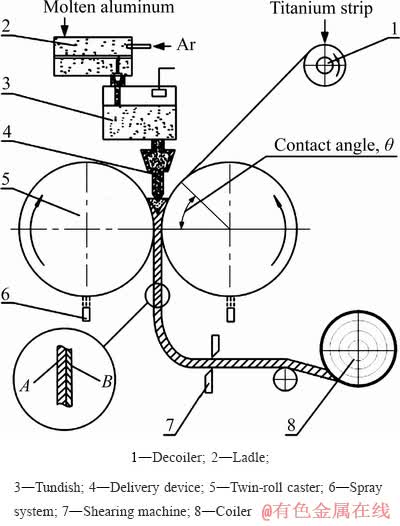
ͼ5 ��-Һ�������Ʊ���/�����ϰ�[10-12]
Fig. 5 Preparation of titanium aluminum composite plate by solid-liquid cast-rolling bonding[10-12]
�����仯������ָ���ֻ��������Ͻ�����ǽ���Ԫ��֮���γɵĻ�������������Խ�����Ϊ������/�����ϰ���洦�Ľ����仯���������ѡ���ԭ���ڽ��洦���ɢ��������/�����ϰ����Ҫ�����仯������TiAl��TiAl2��TiAl3��Ti3Al[29]������TiAl3����/�����ϰ��Ʊ�����������Ľ����仯���ͼ6��ʾ�ֱ�ΪTiAl[31]��TiAl2[32]��TiAl3[33]��Ti3Al[31]�ľ���ṹ��
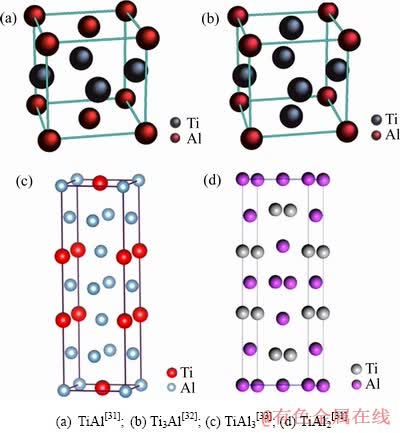
ͼ6 ��/�������仯����ľ���ṹ
Fig. 6 Crystal structure of Ti-Al intermetallics
�����Ľ����仯���������߸��ϰ�Ľ���������������仯�������ʱ����ɢ���ȹ��������ϰ����ѧ���ܡ���Դ����⣬Ŀǰ��Ҫ�Ľ��������ͨ�������ȴ����¶Ⱥ�ʱ�������ƽ����仯�����������Ŀǰ�о�������ͨ���ȴ���ʵ�ְ�ĵ�ұ���ϣ�ʹ��ɢ���ȿ�����10 ��m���ڣ���Ͻ�����������ֲ����ȵĽ����仯�����������߸��ϰ�Ľ��������
2.2 �����仯������γɻ���
��������仯������γɹ���ʵ�������ѡ���ԭ�ӵ����ɢ��Ӧ���̣���ʱ����¶��Լ���ɢϵ�������ص�Ӱ�졣��ѧ�߰ѽ����仯������γɷ�Ϊ�����Σ�1) �����仯��������/��������ƽ��������2) �����仯�����ڴ�ֱ����(��ȷ���)������[34-35]��ASSARI��[21]��570 �桢40 MPa��ѹ+450 �������Ʊ�����/�����ϰ�ֱ���550��600��650��700��750 �����˻�2��4��6 h���ִ�600 �濪ʼ��TiAl��TiAl2��TiAl3��Ti3Al�����ڣ������¶ȵ����ߣ�TiAl2����Ѹ�����ӡ������ϰ���750 �����˻�6 h��TiAl2��Ϊ���������ߵĽ����仯���KALE��[36]�����һ��Modified Heat of Formation(MEHF)ģ����Ԥ������仯������γ�˳����TiAl3����/��֮�������γɵ������ࡣKATTNER��[37]�������/��ϵ�����仯������300~900 ��ļ���˹���������ܼ����(����1)�����ݴ˱����ó���300~900 ���ڲ�ͬ��/�������仯����������ܱ仯�������ͼ7��ʾ����ͼ7�п��Կ�����TiAl3�����TiAl�Լ�Ti3Al����и��͵����������ܣ���ȻTi2Al5��TiAl2�����������ܸ��ͣ����Ƕ��߱�����TiAl�Ĵ���Ϊǰ��[38-39]�����TiAl3����/��ԭ����ɢ�������γɵĵ�һ�ֽ����仯���
��1 ��/��ϵ�����仯���������������[37]
Table 1 Free energy of formation of Ti-Al intermetallic compounds[37]

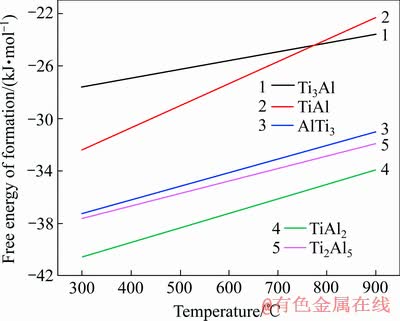
ͼ7 ��/��ϵ�����仯�����������������¶ȹ�ϵͼ[37]
Fig. 7 Relationship between free energy of formation and temperature of Ti-Al intermetallic compounds[37]
��������[40]�о��˲�ͬ�˻��մ�������/�����ϰ���������ɣ�������������ϰ���450 �����˻�ʱ�����10 h�Լ�490 �����˻�ʱ�����3 hʱ����Ͻ��濪ʼ���ֽ����仯���ͨ��XRD�Լ�EDS�������жϴ˽����仯����ΪTiAl3����֤���˻��¶ȵ���660 ��(���������۵�)ʱ��TiAl3�������γɵĽ����仯����[41-43]��Ŀǰ�о�����Ϊ�����仯������γ������¶ȡ�ʱ�估�䱾�������������ܹ�ͬ�����ġ���600 ���ڱ��£���/���������γɵĽ����仯����ΪTiAl3�������¶ȵIJ���������TiAl2��TiAl��Ti3Al����������TiAl3����ʧ������Ti3AlҲ������ʧ����ʣTiAl2��TiAl��ͼ8��ʾΪTi-TiAl3��TiAl3-Al������650 �����˻�48 h��SEM��[43]�����Է���Ti-TiAl3�����ƽֱ������TiAl3-Al���棬��Ӧ���˻�����������洦����ԭ�ӷֲ������ȵ���TiAl3��IJ������������Ӷ�������TiAl3-Al����IJ�������ò��ͼ�м�ͷ��ָΪ���紦������������
2.3 �������γ�
�������γ��Ǹ��ϰ�ʵ��ұ���ϵı�־����ը���Ϸ����������Ϸ��ȹ����Ʊ�����/�����ϰ嶼����������㣬�����ĺ�Ⱦ����˸��ϰ�Ľ��ǿ�ȡ�
�������γɿɷ�Ϊ�ĸ��Σ��� �ѡ���ԭ�ӵ����ɢ�����ھֲ��γɱ������壻�� ��/������ı��������κ�����TiAl3�ࣻ�� TiAl3�����������ؽ������ȷ�����ɢ���� �����˻�ʱ����ӳ�����
�ȵ����ߣ����������������TiAl��TiAl2���м仯������[21]��
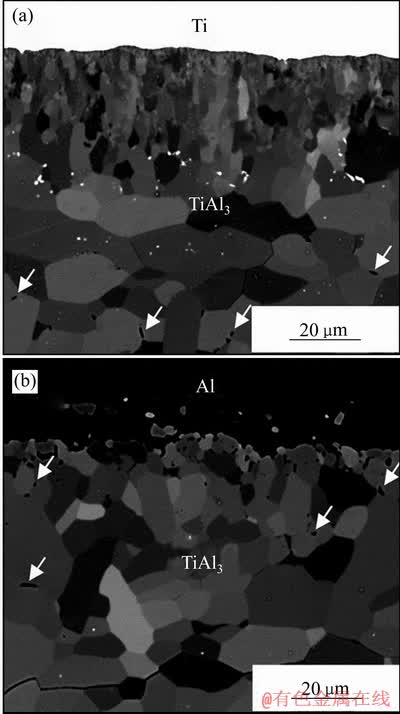
ͼ8 Ti-Al����650 �����˻�48 h��SEM��[43]
Fig. 8 SEM images of Ti-TiAl3(a) and TiAl3-Al(b) interfaces in specimen annealed at 650 �� for 48 h[43]
���ѡ���ԭ�ӵ����ɢ�����У�����ԭ�Ӵ��ڻ���״̬���ҽ��滯ѧλ�ߣ�ԭ���ؽ�����ɢ����Ч����ϵͳ�����ܡ���ˣ���������ѡ���ر���������������ɢ��������Ҫ����[41]����/����Ԫ�Ͻ���ͼ����[29]����ԭ�������еĹ��ܶ�Զ������ԭ�������еĹ��ܶȣ��ɴ��ƶϽ������Ҫ����ԭ�����Ѱ���ɢ������������[44]��450 �����˻�8 h��490 �����˻�3 h��ʵ���з��֣��Ѳ�Ľ������Զ�������ࡣ����[45]ͨ��ʵ�鷢����/�����ϰ�����ĺ����Ҫ����ԭ�ӵ���ɢ�ٶȺ���ɢʱ�����������ԭ�ӵ���ɢ�ٶ�Ӱ���С��ͼ9��ʾΪ��/��ԭ�ӵ���ɢʾ��ͼ[46]��ͼ9(a)����Ӱ���ֿ��ȱ�ʾ�������е���ɢ�̶�ԶС���������е���ɢ�̶ȣ�����ڵ���ܶȱ�ʾTiAl3����������ʣ����Է���TiAl3���ڿ������Ľ������������ͼ9(b)��ʾ�˽���㲻ͬλ�ô�TiAl3�ijߴ��С��������Կ�������λ�ô�TiAl3�ߴ�������٣������߽紦�ߴ�С�������࣬��Ҫԭ���DZ߽紦��ԭ�Ӹ����ھ��紦�谭��TiAl3�����������⣬��ͼ9(c)����/��ԭ�ӵ�Ũ�ȷֲ����Կ������������/��Ħ����Ϊ1:3�����м���ΪTiAl3�ࡣ
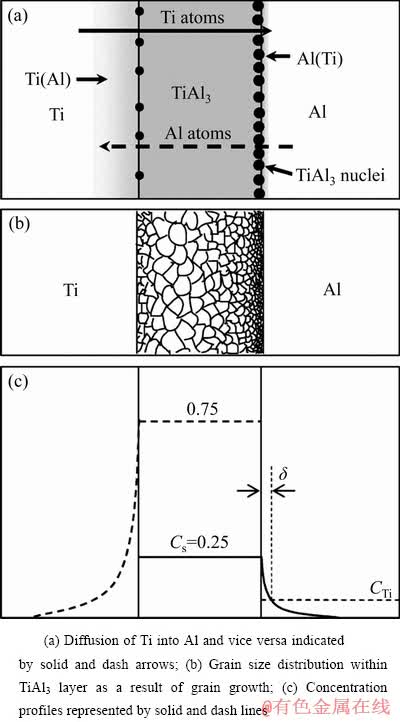
ͼ9 �ѡ���ԭ����ɢ����ͼ[46]
Fig. 9 Schematic illustration of Ti/Al reactive diffusion process[46]
3 ��/�����ϰ����ѧ����
3.1 �������ܲ���
�����ױ��������ϰ�Ŀ���ǿ�Ⱥ��쳤�ʽ�������ĸ��֮�䣬�Ҹ��ӽ���ȽϺ�IJ���[47]�����ݻ�Ϸ�����/�����ϰ������ǿ����ԭʼ��ĵ�����ǿ��֮���������¹�ʽ��
 (1)
(1)
ʽ�У� ��ʾ��/�����ϰ������ǿ�ȣ�Vx��ʾ����X��ռ�����������x��ʾ����X������ǿ�ȡ�
��ʾ��/�����ϰ������ǿ�ȣ�Vx��ʾ����X��ռ�����������x��ʾ����X������ǿ�ȡ�
ʷʿ�յ�[48]̽����ѹ���ʶ���/�����ϰ��������ܵ�Ӱ�죬��������ѹ���ʵ�������ǿ�Ⱥ�����ǿ��Ҳ��֮�����쳤����֮��С������������Ϊ��һ�����Ƿ��ϻ�Ϸ���ģ���Ϊ����/�����ϰ�����ƹ����У����е���Ҫ���Σ�����ѹ���ʵ�������/���ĺ�ȱ����������ǿ����֮��ߡ������ȵ�[49]�о���ͬӦ���������߲������/�����ϰ�Ŀ���ǿ�ȣ�������/�����ϰ���һ�����������Ͳ��ϡ���Ӧ������Ϊ1��10-2 s-1ʱ����/�����ϰ������ǿ�ȺͿ���ǿ�ȷֱ�Ϊ184 MPa��236 MPa����Ӧ������Ϊ3��10-2 s-1ʱ����/�����ϰ������ǿ�ȺͿ���ǿ�ȷֱ������206 MPa��255 MPa����������Ӧ�����ʵ����ӣ�����ǿ�Ⱥ�����ǿ��Ҳ���ӣ���Ӧ��Ӧ��������ͼ10��ʾ����ʥǿ[50]������Ϊ�˽����Ҫ��������ԭ��һ�ǵ�Ӧ����������ʱ��λ���˶��ٶ����ӣ�����λ���˶������м��������ӣ���˱���ΪӦ������Ӧ�����ʵ����Ӷ����ӣ���������Ӧ�����ʵ����ӣ����Ա��ε�ʱ����٣����Ա��β���֣��������ι��е��Ա��ν�ռ��������˼ӹ�Ӳ��Ч�����ԣ�����������ǿ������Ŀǰ�����������õ�Ӧ�����ʱ仯��Χ������еͱ�������ˮƽ���Բ������ܵ�Ӱ�첢��ʮ������������Ҫ���������о���
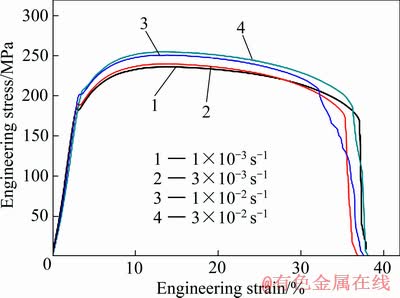
ͼ10 ��ͬӦ��������Ti/Al���ϰ幤��Ӧ��-Ӧ������[49]
Fig. 10 Engineering stress-strain curves of Ti/Al multilayered composite at different strain rates[49]
�����о��������˻��¶ȼ��˻�ʱ������/�����ϰ����������������[51-53]���������[51]ͨ��ʵ�鷢�֣��˻�ϰ忹��ǿ�Ⱥ�����ǿ�Ⱦ���һ���̶ȵ��½����쳤���������˻��¶ȵ����߶�����Ȼ����JAFARI��[52]������650 �����˻�4 h�ϰ�Ŀ���ǿ�ȷ�������δ�˻���������ָ���˻��ǿ����ߵ�ԭ�����ڸ�ǿ��TiAl3�����ɡ�YU��[53]������600 �����˻�24 h�����ϰ�ǿ�ȴﵽ��ֵ��������˻�����в����Ľ����仯���P��ֲ������Ӱ�츴�ϰ��������ܵ���Ҫ���ء����˻��¶Ⱥ�ʱ�䲻��ֵ�����£���������仯����ֲ������ȡ������������¶ȹ��ߣ�ʱ��������ֻ�ʹ��������������࣬��Щ���ή���ϰ���������ܡ�Ŀǰ�������ȴ�������ͨ����Ҫ���ݲ�ͬ���Ʊ������������ƶ�����û��ͳһ�ı������⣬��������[7]�������������Ͽڷ���ʱ���֣���ը���Ϸ��Ʊ�����/�����ϰ��һ�㲨��״���������ã��ڶ���ƽֱ����������ʱ�������ѣ������˸��ϰ�Ŀ���ǿ�ȣ���ͼ11��ʾ�����һ��֤������״����Ը��ϰ���ѧ���ܵĻ������á�
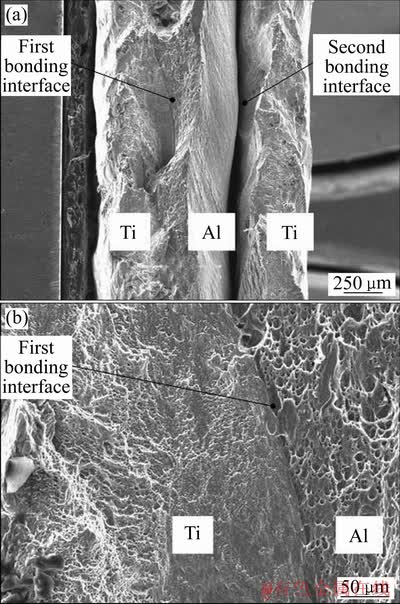
ͼ11 Ti/Al/Ti ���ϰ�����Ͽ���ò[7]
Fig. 11 Tensile fracture morphologies of Ti/Al/Ti laminates[7]
3.2 �������ܲ���
����ǿ���Ƿ�ӳ���ϰ������ܵ���һ��Ҫָ�ꡣXIA��[54]���ñ�ը���Ϸ��Ʊ���ƽ������ǿ��Ϊ73.2 MPa����/�����ϰ塣���θ���[55]ͨ��������/�����ϰ���о�������/�������ٽ�ѹ����Ϊ40%����ѹ���ʴ���46.8%ʱ���������ǿ�ȴﵽ55 MPa���ϡ�XIAO��[26]�����/�����ϰ��������Ƹ��ϵ��о��������Ѳ�����¶�Ϊ800 �棬ѹ����Ϊ50%ʱ�����ϰ��ƽ������ǿ����ﵽ108 MPa���������ñ�ը���ӷ��Ʊ����ϰ�ļ���ǿ�ȣ��ӽ��������ǿ�ȵ����ֵ�������о�����[26, 40, 54-55]���ȴ�������/�����ϰ�ļ���ǿ�ȴ�������Ӱ�졣��������[40]�Բ�ͬ�˻��մ��������/�����ϰ�����������ԣ���Ϊ�����/�����ϰ����ǿ�Ȳ����ԭ��������㣺1) �����ı���ǿ�ȵ����ƣ�ʵ��ʱ�������������˺����2) ���˻�������γ��˷ֲ������ȵĽ����仯��������˸��ϰ�ļ���ǿ�ȡ������о��������˻�����߸��ϰ�����ǿ�ȵ���Ҫԭ�������ȴ���ǰ�Ľ�Ͻ��洦�ڻ�е�����ұ���ϵIJ�����״̬���ڽ��к��ʵ��ȴ�����Ͻ����γɾ��ȵ�ұ���ϲ㣬��������˸��ϰ�Ľ��ǿ�ȡ����⣬����Ա���/�����ϰ�IJ�ͬ�Ʊ����գ����Է�����ȱ�ը���Ϸ������Ƹ��Ϸ��Ʊ�����/�����ϰ���ֳ��ϸߵļ���ǿ�ȣ���ͼ12��ʾ��
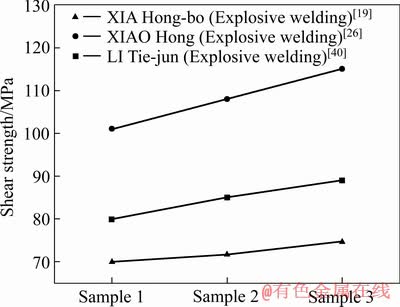
ͼ12 ��ͬ�����Ʊ�Ti/Al���ϰ����ǿ�ȶԱ�ͼ
Fig. 12 Shear strength comparison of Ti/Al multilayered composite with different methods: Sample1, 2, and 3 were duplicate specimens under the same preparation process
����������������״�������ĺ�ȡ������仯��������༰�ֲ�����Ӱ�츴�ϰ�Ľ�����������⣬����״����Ľ��ǿ������ƽֱ���棬���洦���ȷֲ��Ľ����仯����������ڽ��ǿ�ȵ�������
4 չ��
��/�����ϰ�IJ��������о����ƶ����ϲ��ϵķ�չ������Ҫ���塣Ŀǰ����/�����ϰ���Ʊ�������ҪΪ�������Ϸ��뱬ը���Ϸ��������ָ��Ϸ����ŵ�ͻ������Ҳ�о����ԣ���һ�ڽ����ȴ���֮ǰ�����ɱ���Ļ��ڽ�Ͻ��洦���ɷֲ������ȵĽ����仯�������Ӱ���ĵĽ��������������ո��ӣ���ҵ�������Ѷȴ��ܺĸߣ��������Ѻá���ˣ�����ը���Ϸ������Ƹ��Ϸ����ŵ����ϣ�����һ��������/�����ϰ����ƹ��գ��γɲ���״�Ľ�Ͻ��棬�õ����ǿ�ȸ��ߡ��ۺ����ܸ��ŵ���/�����ϰ壬����һ��ո�µ�˼·��������/�����ϰ��Ʊ����о��������Դ����¼�����չ����
1) ��������仯����ĵ��ء����á���������+�����ȴ������ķ�ʽ���������ƹ��̽����仯������γɣ�ת���ɺ����ȴ����ζԽ����仯����������Լ���ɢ��ĺ�Ƚ��п��ƣ�����Ч��߸��ϰ�Ľ��������
2) �����������Ƹ��Ϲ��ա��γɲ���״��Ͻ��棬��߸��ϰ���ǿ�ȣ����������¶ȣ��������ƽ��Ч�ʣ�ʵ�ָ�Ʒ����/�����ϰ�ĸ�Ч�Ʊ���
������˵����ǰ��/�����ϰ���о��ռ仹�ܴ���Ҫѧ��ץס������ӭ����ս��
REFERENCES
[1] ��־��, �� ��, ��¸�, ������.��״�������ϰ���о���������״[J]. ϡ�н���, 2003, 27(6): 799-803.
MA Zhi-xin, HU Jie, LI De-fu, LI Yan-li. Overview of research and manufacture of layer-metal composite plate[J]. Chinese Journal of Rare Metals, 2003, 27(6): 799-803.
[2] �� ��, ֣��Ƚ. ��״�������ϰ��Ʊ�����[J]. ���ϵ���, 2012, 26(20): 131-149.
LIU Huan, ZHENG Xiao-ran. The manufacturing technique of clad metals sheet[J]. Materials Reports, 2012, 26(20): 131-149.
[3] ������, ���Ӱ�, ����. ��״�������ϲ����������ռ����½�չ[J]. ���ϵ���, 2002, 16(7): 41-50.
LIU Xiao-tao, ZHANG Yan-an, CUI Jian-zhong. Technology of clad metal production and its latest progress[J]. Materials Reports, 2002, 16(7): 41-50.
[4] �� ��. ��״Ti-Al���ϰ������֯����λ��Ƶ��о�[D]. ������: ��������ҵ��ѧ, 2014.
DENG Jun. Study on microstructure and deformation mechanism of Ti-Al metal laminate[D]. Harbin: Harbin Institute of Technology, 2014.
[5] �� ��. Ti/Al/Mg/Al/Ti�����������������֯�����о�[D]. �ػʵ�: ��ɽ��ѧ, 2016.
MENG Xuan. The roll-bonding process and microstructure and properties of Ti/Al/Mg/Al/Ti laminated composites[D]. Qinhuangdao: Yanshan University, 2016.
[6] ��ѧ��, ������, ��ѡ��, ������, �� Ȫ. ���Ʋ������������Ƹ��ϰ�Ľ��ǿ�ȺͰ�����SEM��ò��Ӱ��[J]. ϡ�н��������빤��, 1991, 20(4): 36-45.
YAN Xue-bai, LI Zheng-hua, LI Xuan-ming, GAO Wen-zhu, ZHU Quan. Effect of rolling parameters on the bonding strength and morphology of the peeled surface of Ti-Al clad sheet[J]. Rare Metal Materials and Engineering, 1991, 20(4): 36-45.
[7] ������, ��ѵ��, ��ʥǿ, �� ٻ, �� ��, �� ��. ��/��/��������һ�α�ը����[J]. ϡ�н��������빤��, 2017, 46(3): 771-776.
FAN Min-yu, GUO Xun-zhong, CUI Sheng-qiang, WU Qian, QIN Liang, TAO Jie. One-step explosive bonding preparation of titanium/aluminum/titanium laminates with three layers[J]. Rare Metal Materials and Engineering, 2017, 46(3): 771-776.
[8] �����, �� ��, Ф ��, �� ��. ���������Ʊ��������ϰ�ı���Э�����븴������[J]. �й���ɫ����ѧ��, 2018, 28(6): 1120-1127.
QI Zi-chen, YU Chao, XIAO Hong, XU Cheng. Deformation coordination compatibility and bonding properties of Ti/Al composite plates prepared by different temperature rolling[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(6): 1120-1127.
[9] YANG Y, WANG B, XIONG J. Amorphous and nanograins in the bonging zone of explosive welding[J]. Journal of Materials Science, 2006, 41(11): 3501-3505.
[10] ������. ˫�������Ĺ�Һ�����������̵��о�[D]. ̫ԭ: ̫ԭ�Ƽ���ѧ, 2016.
CUI Peng-peng. Research on bimetal strip solid-liquid composite rolling-cast process[D]. Taiyuan: Taiyuan University of Science & Technology, 2016.
[11] HUANG H G, CHEN P, JI C. Solid-liquid cast-rolling bonding (SLCRB) and annealing of Ti/Al cladding strip[J]. Materials and Design, 2017, 118: 233-244.
[12] ������, ʷʿ��, ��֣ƽ, �� ��, ���ľ�, ������, л����, ���Dz�, ����Ң. �������Ʊ��������ϰ�Ľ�����֯������[J]. �������켰��ɫ�Ͻ�, 2016, 36(10): 1084-1088.
WANG Wen-yan, SHI Shi-qin, ZHENG Shang-ping, SHAO Chang, HUANG Wen-jun, XU Kai-hui, XIE Jing-pei, HUANG Ya-bo, LIU Ji-yao. Interfacial microstructure and properties of Ti-Al rolling-casted composite plate[J]. Special Casting and Nonferrous Alloys, 2016, 36(10): 1084-1088.
[13] ��־��, ��¸�, �� ��, ������. ���ñ�ը���Ʒ��Ʊ���/�����ϰ�[J]. ϡ�н���, 2004, 28(4): 797-799.
MA Zhi-xin, LI De-fu, HU Jie, LI Yan-li. Process of explosive welding-rolling for preparation of titanium/ aluminum composite plate[J]. Chinese Journal of Rare Metals, 2004, 28(4): 797-799.
[14] GUO X Z, FAN M Y, LIU Z L, WANG L A, TAO J. Explosive cladding and hot pressing of Ti/Al/Ti laminates[J]. Rare Metal Materials and Engineering, 2017, 46: 1192-1196.
[15] DARIUSZ B, MACIEJ K, PAWEL M, ROBERT S. Fatigue crack growth analysis in Al/Ti layered material in ambient and cryogenic conditions[J]. Procedia Engineering, 2018, 213: 589-597.
[16] HENRYK P, LUKASZ M, MARIUSZ P, ALEKSANDER G, MAGDALENA M, PAWEL P. Microstructure and mechanical properties of multi-layered Al/Ti composites produced by explosive welding[J]. Procedia Manufacturing, 2018, 15: 1391-1398.
[17] DARIUSZ B, MACIEJ K, PAWEL M, LUCJAN S. Mechanical properties of explosively welded AA2519- AA1050-Ti6Al4V layered material at ambient and cryogenic conditions[J]. Materials and Design, 2017, 133: 390-403.
[18] CHULIST R, FRONCZEK D M, SZULCB Z, WOJEWODA-BUDKAA J. Texture transformations near the bonding zones of the three-layer Al/Ti/Al explosively welded clads[J]. Materials Characterization, 2017, 129: 242-246.
[19] �ĺ販. ��-����ը���ϰ�����ܼ�������۽ṹ[D]. �Ͼ�: �Ͼ����պ����ѧ, 2014.
XIA Hong-bo. Properties and interfacial microstructure of titanium-aluminium composite plates with explosive welding[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2014.
[20] BATAEV I A, BATAEV A A, MALI V I, PAVLIUKOVAA D V. Structural and mechanical properties of metallic- intermetallic laminate composite produced by explosive welding and annealing[J]. Materials and Design, 2012, 35(30): 225-234.
[21] ASSARI A H, EGHBALI B. Interfacial layers evolution during annealing in Ti-Al multi-laminated composite processed using hot press and roll bonding[J]. Metals and Materials International, 2016, 22(5): 915-923.
[22] ������, ������, �����, ֣ ��. ˫�����������ϵĽ�����Ӱ�����ؼ���ϻ���[J]. ���ϵ���: ����ƪ, 2009, 23(1): 59-62.
JIAO Shao-yang, DONG Jian-xin, ZHANG Mai-cang, ZHENG Lei. Influencing factors and bonding mechanism of hot rolling bonded bimetals[J]. Materials Reports, 2009, 23(1): 59-62.
[23] SUN W, YANG F, KONG F T, WANG X P, CHEN Y Y. Interface characteristics of Ti6Al4V-TiAl metal-intermetallic laminate (MIL) composites prepared by a novel hot-pack rolling[J]. Materials Characterization, 2018, 144: 173-181.
[24] GAJANAN P. CHAUDHARI, VIOLA A. Cold roll bonding of multi-layered bi-metal laminate composites[J]. Science and Technology, 2009, 69: 1667-1675.
[25] HIROSHI U, KENTA A, RYO M. Formation of roll coating in cold colling of titanium sheets[J]. Procedia Engineering, 2017, 207: 1367-1372.
[26] XIAO H, QI Z C, YU C, XU C. Preparation and properties for Ti/Al clad plates generated by differential temperature rolling[J]. Journal of Materials Processing Technology, 2017, 249: 285-290.
[27] ������, ��С��, �� ��, �ܵ¾�. ������/�����ϰ��˻���̵���֯������[J]. �����ȴ���, 2017, 42(11): 46-50.
HAN Yin-na, ZHANG Xiao-jun, LI Long, ZHOU De-jing. Microstructure and properties of warm rolled Ti/Al clad plate during annealing[J]. Heat Treatment of Metals, 2017, 42(11): 46-50.
[28] CAO Y, GUO C H, ZHU S F, WEI N X, RAJA A J, JIANG F C. Fracture behavior of Ti/Al3Ti metal-intermetallic laminate (MIL) composite under dynamic loading[J]. Materials Science and Engineering A, 2015, 637: 235-242.
[29] SUN Y B, ZHAO Y Q, ZHANG D, LIU C Y, DIAO H Y, MA C L. Multilayered Ti-Al intermetallic sheets fabricated by cold rolling and annealing of titanium and aluminum foils[J]. Transactions of Nonferrous Metals Society of China, 2011, 21: 1722-1727.
[30] LIU J P, SU Y Q, XU Y J, LUO L S, GUO J J, FU H Z. First phase selection in solid Ti/Al diffusion couple[J]. Rare Metal Materials and Engineering, 2011, 40: 0953-0756.
[31] CAO S Z, XIAO S L, CHEN Y Y, XU L J, WANG X P, HAN J C, JIA Y. Phase transformations of the L12-Ti3Al phase in ��-TiAl alloy[J]. Materials and Design, 2017, 121: 61-68.
[32] CHEN H M, LI X W, CHEN Z P, ZHANG R, MA X B, ZHENG F, MA Z, PAN F C, LIN X L. Investigation on electronic structures and mechanical properties of Nb-doped TiAl2 intermetallic compound[J]. Journal of Alloys and Compounds, 2019, 780: 41-48.
[33] FANG C M, FAN Z. An Ab initio study on stacking and stability of TiAl3 phases[J]. Computational Materials Science, 2018, 153: 309-314.
[34] PENG J T, LIU Z Y, XIA P, LIN M, ZENG S M. On the interface and mechanical property of Ti/Al-6%Cu-0.5%Mg- 0.4%Ag bimetal composite produced by cold-roll bonding and subsequent annealing treatment[J]. Materials Letters, 2012, 74: 89-92.
[35] YANG D K, HODGSON P, WEN C E. The kinetics of two-stage formation of TiAl3 in multilayered Ti/Al foils prepared by accumulative roll bonding[J]. Intermetallics, 2009, 17: 727-732.
[36] LAIK A, BHANUMURTHY K, KALE G B. Intermetallics in the Zr-Al diffusion zone[J]. Intermetallics, 2004, 12: 69-74.
[37] KATTNER U R, LIN J C, CHANG Y A. Thermodynamic assessment and calculation of the Ti-Al system[J]. Metallurgical Transaction A, 1992, 23: 2081-2090.
[38] OH J, LEE W C, PYO S G, PARK W, LEE S, KIM N J. Microstructural analysis of multilayered titanium aluminide sheets fabricated by hot rolling and heat treatment[J]. Metallurgical and Materials Transactions A, 2002, 33: 3649-3659.
[39] ���岨, ����÷, Ф����, ������. Ti-Alϵ�����仯���������ṹ���ϵ��Ʊ���������֯��������[J]. ���ղ���ѧ��, 2014, 34(4): 98-111.
SUN Yan-bo, MA Feng-mei, XIAO Wen-long, MA Chao-li. Preparation and performance characteristics for multilayered Ti-Al intermetallics alloys[J]. Journal of Aeronautical Materials, 2014, 34(4): 98-111.
[40] ������, ������, ��־��. �˻��նԱ�ը������/�����ϰ���֯�����ܵ�Ӱ��[J]. �����ȴ���, 2014, 39(1): 102-105.
LI Tie-jun, PENG Hai-jian, MA Zhi-xin. Effects of annealing process on microstructure and properties of explosive-welded titanium-aluminum composite plate[J]. Heat Treatment of Metals, 2014, 39(1): 102-105.
[41] PENG L M, WANG J H, LI H, ZHAO J H, HE L H. Synthesis and microstructural characterization of Ti-Al3Ti metal-intermetallic laminate (MIL) composites[J]. Scripta Materialia, 2005, 52: 243-248.
[42] VANLOO F J J, RICEK G D. Diffusion in the titanium- aluminium system����. Inter diffusion between solid Al and Ti or Ti-Al alloys[J]. Acta Metallurgica, 1973, 21: 61-71.
[43] MIRJALILI M, SOLTANIEH M, MATSUURA K, OHNO M. On the kinetics of TiAl3 intermetallic layer formation in the titanium and aluminum diffusion couple[J]. Intermetallics, 2013, 32: 297-302.
[44] �� ��, �� ��, ��ʤ��, �� ��, ��¸�. ��-�����ϰ������֯����Լӹ����ܵ�Ӱ��[J]. ϡ�н���, 2011, 35(3): 342-348.
XU Wei, ZHU Ming, GUO Sheng-li, HU Jie, LI De-fu. Interfaces of titanium-aluminum clad sheet and affecting to processing performance[J]. Chinese Journal of Rare Metals, 2011, 35(3): 342-348.
[45] �� ��. þ���Ѳ�״���ϰ��Ʊ������������о�[D]. ����: �����ѧ, 2015: 5.
WU Xia. Study on the fabrication and properties of magnesium aluminum titanium laminated sheet[D]. Chongqing: Chongqing University, 2015: 5.
[46] XU L, CUI Y Y, HAO Y L, YANG R. Growth of intermetallic layer in multilaminated Ti/Al diffusion couples[J]. Materials Science and Engineering A, 2006, 435/436: 638-647.
[47] �ο���, ���۷�. ���ֽ������Ӽ���[M]. ����: ��е��ҵ������, 1986: 310-327.
HE Kang-sheng, CAO Xiong-fu. Dissimilar metal welding technology[M]. Beijing: Mechanical Industry Press, 1986: 310-327.
[48] ʷʿ��, ������, ��֣ƽ, �� ��, л����. ������������/�����ϰ������֯�����ܵ�Ӱ��[J]. ���ϿƼ���ѧѧ��(��Ȼ��ѧ��), 2017, 38(1): 2-5.
SHI Shi-qin, WANG Wen-yan, SHANG Zheng-ping, SHAO Chang, XIE Jing-pei. Effect of cold rolling on interfacial microstructure and properties of Ti-Al roll-casted composite plate[J]. Journal of Henan University of Science and Technology Natural Science, 2017, 38(1): 2-5.
[49] ������, ��ѧƽ, ��ҫ��, �����, �����. ����Ti/Al���ϰ�ṹ����ѧ�����о�[J]. ϡ�н���, 2016, 38(6): 283-288.
DONG Xiao-meng, REN Xue-ping, WANG Yao-qi, HOU Hong-liang, CHENG Yu-jie. The structure and mechanical properties of Ti/Al multilayered composite[J]. Chinese Journal of Rare Metals, 2016, 38(6): 283-288.
[50] ��ʥǿ. Ti/Al��״���ϲ��ϵ���ѹ�Ʊ������������о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2016: 3.
CUI Sheng-qiang. Characterization and formability of Ti/Al laminated composites prepared by hot-press bounding[D]. Nanjing: Nanjing University of Aeronautics and Astronautic, 2016: 3.
[51] �����, ��ȫ��, �ƹ��, ��ѩ��. ����/�����㸴�ϰ��������ռ�����֯�о�[J]. ���ϵ���, 2012, 26(6): 106-109.
CHEN Ze-jun, CHEN Quan-zhong, HUANG Guang-jie, LIU Xue-feng. Research on roll bonding technology and microstructure of Al/Ti/Al three-layer clad sheet fabricated by hot rolling[J]. Materials Reports, 2012, 26(6): 106-109.
[52] JAFARI R, EGHBALI B, ADHAM M. Influence of annealing on the microstructure and mechanical properties of Ti/Al and Ti/Al/Nb laminated composites[J]. Materials Chemistry and Physics, 2018, 213: 313-323.
[53] YU H, LU C, KIET TIEU A, LI H, GODBOLE A, KONG C. Annealing effect on microstructure and mechanical properties of Al/Ti/Al laminate sheets[J]. Materials Science and Engineering A, 2016, 660: 195-204.
[54] XIA H B, WANG S G, BEN H F. Microstructure and mechanical properties of composite plate between pure titanium and aluminium alloy with explosive welding[J]. Pressure Vessel Technology, 2013, 39(8): 1457-1462.
[55] ���θ�, ������, �� ��, �� ��. �������˻��ն���-�����ϰ���������ܵ�Ӱ��[J]. �ȼӹ�����, 2018, 47(12): 74-77.
LIU Jia-geng, HAN Jing-tao, LIU Jing, LIU Li. Effect of cold roll-bonding and annealing process on interfacial bonding properties of Ti/Al composites sheets[J]. Hot Working Technology, 2018, 47(12): 74-77.
HAN Jian-chao1, 2, 3, LIU Chang1, 2, 3, JIA Yi1, 2, 3, REN Zhong-kai1, 2, 3, WANG Tao1, 2, 3, GUO Ji-bao4, CHEN Yu-yong5
(1. College of Mechanical and Vehicle Engineering, Taiyuan University of Technology, Taiyuan 030024, China;
2. Engineering Research Center of Advanced Metal Composites Forming Technology and Equipment, Ministry of Education, Taiyuan University of Technology, Taiyuan 030024, China;
3. TYUT-UOW Joint Research Centre, Taiyuan University of Technology, Taiyuan 030024, China;
4. Taiyuan Tongze Heavy Industry Company Limited, Taiyuan 030024, China;
5. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 15000, China)
Abstract: As a kind of high quality material with light weight, high strength, high wear and corrosion resistance, the titanium/aluminum composite plate has become an important direction for the development of metal composite plate, and is potential to widely used in the aerospace and petroleum chemical industry field. This paper describes the development status of titanium/aluminum composite plate, sketches the traditional preparation method of titanium/aluminum composite plate, analyzes the kinds and formation mechanism of intermetallic compounds at the interface, reviews the mechanical properties of titanium/aluminum composite plate and the related influencing factor, and further looks forward the green and efficient preparation method and the development direction of titanium/aluminum composite plate.
Key words: titanium-aluminum composite plate; manufacturing method; microstructure; mechanical property
Foundation item: Project(U1710254) supported by the Major Program of National Natural Science Foundation of China; Projects(51904205, 51804215) supported by the National Natural Science Foundation of China; Project(20181101008) supported by the Shanxi Province Science and Technology Major Projects, China; Project(201801D221221) supported by the Natural Science Foundation of Shanxi Province, China; Projects(2018M641681, 2018M641680) supported by the China Postdoctoral Science Foundation
Received date: 2019-04-24; Accepted date: 2019-11-06
Corresponding author: WANG Tao; Tel: +86-351-6111688; E-mail: tyutwt@163.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(U1710254)��������Ȼ��ѧ����������Ŀ(51904205, 51804215)��ɽ��ʡ�Ƽ��ش�ר����Ŀ(20181101008)��ɽ��ʡӦ�û����о���Ŀ(201801D221221)���й���ʿ���ѧ����������Ŀ(2018M641681, 2018M641680)
�ո����ڣ�2019-04-24�������ڣ�2019-11-06
ͨ�����ߣ��� �Σ������ڣ���ʿ���绰��0351-6111688��E-mail��tyutwt@163.com

