稀有金属 2014,38(01),22-27 DOI:10.13373/j.cnki.cjrm.2014.01.004
铪与铜钎焊接头的组织与强度
路希龙 刘平 刘新宽 陈小红 何代华 马凤仓
上海理工大学机械工程学院
上海理工大学材料科学与工程学院
摘 要:
采用72Ag-28Cu钎料对铪与铜进行了真空钎焊试验, 钎焊温度为820920℃, 保温时间为145 min。研究了钎焊温度与保温时间对Hf/72Ag-28Cu/Cu钎焊接头组织和强度的影响, 采用扫描电子显微镜 (SEM) 观察钎焊接头组织形貌, 用能谱仪 (EDS) 进行化学成分分析, 用X射线衍射 (XRD) 进行物相分析。结果表明:随着钎焊温度的升高与保温时间的延长, 接头剪切强度先升高后降低;在钎焊温度为840℃、保温时间为15 min的真空钎焊条件下, 钎缝中的各相分布均匀, 且尚未粗化, 相比温度升高和保温时间延长获得的大块连续状相而言更有分布优势, 起到了弥散强化的作用, 并有利于应力的缓解释放, 此时剪切强度最高, 达到了最大的201 MPa, 钎缝内形成了良好的结合界面;钎焊接头界面生成了Cu51Hf14, Cu8Hf3金属间化合物, 但Cu-Hf化合物过多会对缺陷比较敏感, 易产生裂纹, 降低接头强度;Cu-Hf化合物过少导致没有形成良好冶金结合;因此, 钎焊温度过高或过低, 保温时间过长或过短对接头强度都不利。接头的界面结构为Hf/Cu-Hf化合物+Hf基固溶体/Hf基固溶体+Ag-Cu共晶组织+Cu-Hf化合物+Cu基固溶体/Cu。
关键词:
铪;铜;钎焊;组织;强度;
中图分类号: TG454;TG407
作者简介:路希龙 (1987-) , 男, 河南信阳人, 硕士研究生, 研究方向:铪与铜钎焊;E-mail:luxilong@msn.com;;刘平, 教授;电话:021-55271682;E-mail:liuping@usst.edu.cn;
收稿日期:2013-07-16
基金:国家自然科学基金项目 (51201107);上海市教委科研创新项目 (11YZ112);上海市科委基础重点项目 (10JC1411800) 资助;
Microstructure and Bonding Strength of Hafnium and Copper Brazed Joints
Lu Xilong Liu Ping Liu Xinkuan Chen Xiaohong He Daihua Ma Fengcang
School of Mechanical Engineering, University of Shanghai for Science and Technology
School of Materials Science and Engineering, University of Shanghai for Science and Technology
Abstract:
Hafnium and copper were brazed with 72Ag-28Cu filler metal in vacuum, the brazing temperature was 820 ~ 920 ℃, and the holding time was 1 ~ 45 min. The effects of brazing temperature and holding time on the microstructure and strength of the brazed joints were studied. The microstructure and morphology of the brazing joints were observed by scanning electron microscope ( SEM) , the chemical composition was analyzed by energy dispersive spectrometer ( EDS) , and the phases were determined by X-ray diffraction ( XRD) . The results showed that with the brazing temperature and holding time increasing, the shear strength of joints increased at first and decreased later. At 840 ℃, with 15 min holding time in vacuum, all kinds of phases distribution was uniform, and not coarsening yet, it had distribution advantages over the big and continuous phases which were obtained by raising the temperature and prolonging the holding time, and had a function of dispersion strengthening, and contributed to the release of stress, the shear strength was the highest at this time to achieve 201 MPa, indicating the formation of well bonded interface. The main reaction products of the brazing joints were Cu51Hf14, Cu8Hf3, but excessive Cu-Hf compounds were more sensitive to defects, easy to produce cracks and reduced the joints strength, and too few Cu-Hf compounds could lead to no good metallurgical bonding. Therefore, too high or too low temperature, too long or too short holding time were bad to the joint strength. The interfacial microstructure of the joint was Hf / Cu-Hf compound +Hf solid solution / Hf solid solution + Ag-Cu eutectic + Cu-Hf compound + Cu solid solution / Cu.
Keyword:
hafnium; copper; brazing; microstructure; strength;
Received: 2013-07-16
铪是一种高熔点难熔稀有金属[1], 具有良好的焊接性能和加工性能[2 - 3], 以及良好的导热、导电性能和较低的电子逸出功而被用来作为等离子切割用电极中的等离子发射体[4]。铜具有高导电、导热性能, 良好的钎焊性, 银基和铜基钎料都能对其很好地润湿, 与其他材料连接能起到加强散热的作用[5 - 10]。
电极是等离子切割机割炬的主要元件, 铪与铜基体镶嵌在一起, 充分利用了铪抗氧化性能好、电子逸出功低和铜的导热、导电性能好的特性, 使电极最大限度发射等离子弧的同时又能将热量尽快地传导出去, 不至于被很快地烧损。铪与铜连接方法有普通镶嵌、机械压紧镶嵌、钎焊、扩散焊等, 在这些连接方法中, 钎焊由于工艺简单、成本低、及适用于批量生产等优点而成为研究者最关注的方法之一[11]。其中铪与铜的钎焊法是将铪与铜基体焊接成一个整体, 提高导热导电性能, 同时可有效地防止因热胀冷缩作用产生间隙或氧化膜层, 使电极寿命大大延长。铪与铜钎焊的难点是铪与铜在熔点 ( 铪: 2233 ℃; 铜: 1083 ℃) 与热膨胀系数 ( 铪: 5. 9 × 10- 6℃- 1; 铜: 17 × 10- 6℃- 1) 方面相差较大, 会使钎焊接头在焊接热循环的作用下产生较大残余应力, 容易在界面产生裂纹, 使接头性能降低, 甚至造成焊接失败, 因此对钎焊工艺提出了较高要求[12 - 13]。本文采用72Ag-28Cu钎料对铪与铜进行了钎焊试验, 研究了钎焊工艺参数对接头组织和剪切强度的影响。
1 实验
试验用的铪为市购工业级铪, 铜纯度大于99. 99% , 钎料为市购72Ag-28Cu钎料, 厚度为0. 1mm。钎焊前用1200 号水砂纸打磨试件和钎料表面, 所有待焊试样和钎料连接前均用无水乙醇进行超声波清洗10 min。
钎焊实验在真空炉中进行, 钎焊过程中热态真空度高于8 × 10- 3Pa, 钎焊温度选820 ~ 920 ℃ , 钎焊保温时间范围选取1 ~ 45 min, 焊后随炉冷却。
为研究钎焊温度和保温时间对钎焊接头组织和强度的影响, 钎焊接头界面反应产物采用X射线衍射仪 ( XRD, D8-ADVANCE) 分析, 界面形貌观察采用Quanta FEG450 型场发射环境扫描电子显微镜 ( SEM) , 界面成分采用能谱仪 ( EDS) 分析。接头剪切强度测试在ZWICK-Z050 电子万能材料试验机上进行。
2 结果
2. 1 界面形貌及元素分布
为了清楚的描述钎焊接头组织结构, 选取钎焊温度840 ℃、保温1 min条件下的Hf/Cu接头如图1 所示。从图中可以看出, 钎缝与母材结合紧密, 焊接区界面清晰可辨, 钎焊接头分为3 个区域, M区为铪, P区为铜, N区是钎料层组织与扩散层, 铪与钎料层之间界限平直清晰, 而铜与钎料层之间则较为曲折, 钎料层内部形成了大量的黑色块状区域与黑白相间的花纹区域。
为了更清晰的分析接头的界面结构, 选取钎焊温度840 ℃、保温15 min条件下的Hf/Cu界面元素进行了成分分析如图2 所示, 图2 ( b) 为图2 ( a) 中C区放大图, 对A, B, D, E, F点的能谱分析结果见表1。
图3 为钎焊温度840 ℃、保温15 min条件下的Hf/Cu界面元素线扫描图, 从扫描结果来看, C元素含量从右至左逐渐呈阶梯型降低, 在钎料层内部的黑色区明显上升, 在铪与钎料层界面处发生突变, 急剧下降; 元素Ag在钎料层及右侧含量分布较为均匀, 在钎料层内部的黑色区明显下降, 而在黑色区周围白色区的Ag含量却急剧上升, 在钎料层与Hf接触的界面处也显著下降; 元素Hf在整个界面分布比较均匀, 说明其原子扩散已比较充分, 其在钎料层内部分布与Cu元素的趋势相似, 而与Ag元素形成参差对应的关系, 在钎料层内部黑色区也同Cu元素的分布一样, 明显上升。
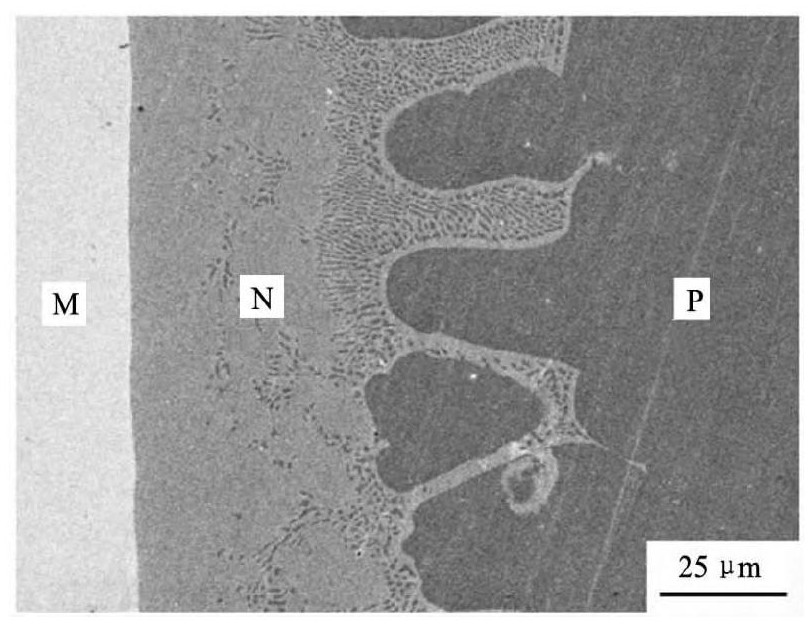
图1 Hf/72Ag-28Cu/Cu微观界面Fig. 1 Microscopic interface of Hf /72Ag-28Cu / Cu
M:Hf area;N:72Ag-28Cu area;P:Cu area

图 2 Hf/72Ag-28Cu/Cu 界面显微组织Fig. 2 Microstructure of Hf /72Ag-28Cu / Cu interface
( a) Integral joint ; ( b) Enlarged view inside area C of Fig. ( a)
表1 图2 中微区成分能谱分析结果 ( %, 原子分数) Table 1Composition of microzones at interface in Fig. 2by EDS ( %, atom fraction) 下载原图

表1 图2 中微区成分能谱分析结果 ( %, 原子分数) Table 1Composition of microzones at interface in Fig. 2by EDS ( %, atom fraction)
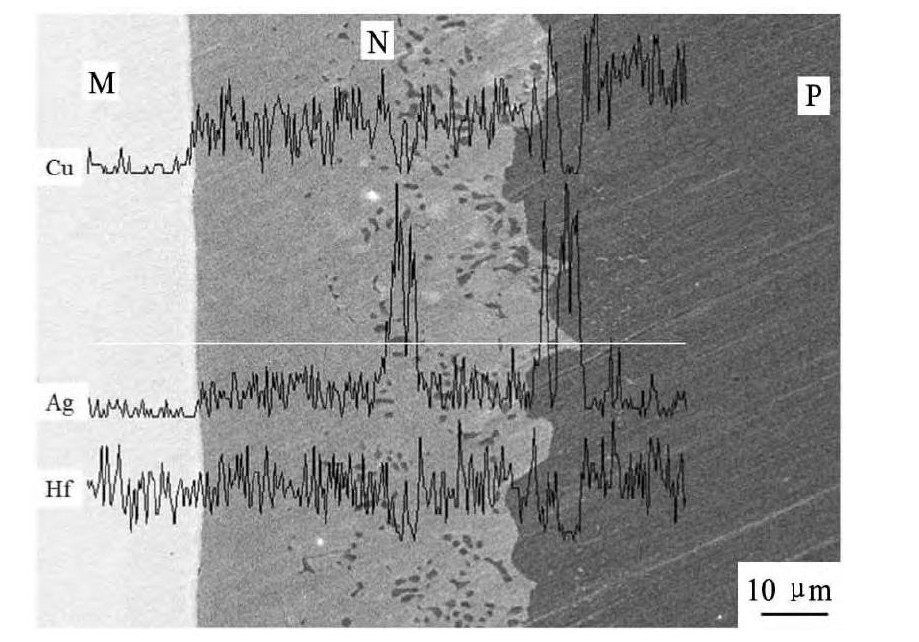
图 3 840 ℃保温 15 min Hf/72Ag-28Cu/Cu 界面元素线扫描Fig. 3 Elements line scanning of Hf /72Ag-28Cu / Cu interfaceat 840 ℃ /15 min
M: Hf area; N: 72Ag-28Cu area; P: Cu area
2. 2 界面物相分析
为了确定钎焊过程的产物, 选取钎焊温度840℃ 、保温15 min条件下的Hf / Cu钎缝界面进行了X射线衍射分析 ( XRD) , 分析结果见图4 所示, 结果表明, 钎焊接头界面存在Cu, Hf, Ag, Cu51Hf14, Cu8Hf3, 这与能谱分析结果基本一致。
由表1 能谱分析结果和图3 线扫描分析可知, 在钎焊过程中, 钎料熔化后, 液固界面形成。由于Cu原子与Hf原子在界面两侧的浓度的差异, 使得其界面两侧存在较大浓度梯度, 故母材中的Hf原子向钎料中溶解, 钎料中的Cu原子向母材中扩散, 而Ag原子扩散较少, 因此在Hf与钎料接触面上富集了大量的Cu。Hf原子在钎缝中扩散比较均匀, 结合Cu-Hf相图[14]和表1 中M, N区域的Hf元素的含量, 说明了在钎缝不仅存在着铜基固溶体, 还应存在着Cu-Hf化合物, 结合表1 中M, N区域的Cu原子和Hf原子的百分比, 此相组成为Cu51Hf14和 ( 或) Cu8Hf3, 以及Hf基固溶体。钎缝内黑白相间的花纹区为典型的Ag-Cu共晶组织, 经能谱分析可知其中白色相E为银基固溶体, 黑色组织F为铜基固溶体。黑色D区的各元素含量接近于F区, 因此为铜基固溶体。
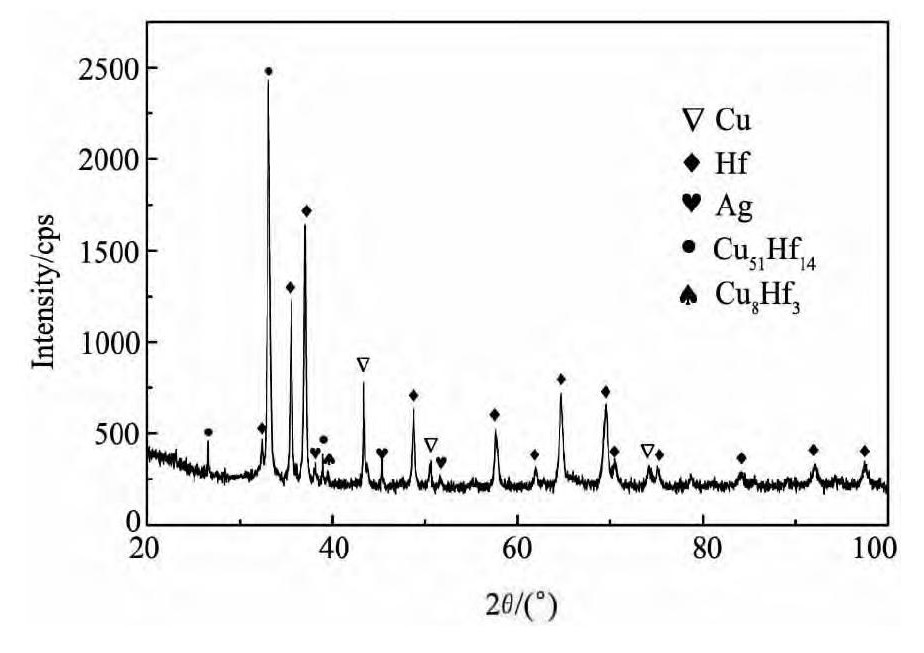
图4 840 ℃ , 保温15 min接头XRD图谱Fig. 4 XRD pattern of Hf /72Ag-28Cu / Cu joints at 840 ℃ for15 min
2. 3 工艺参数对接头界面组织的影响
2. 3. 1 钎焊温度对接头界面组织的影响图5为钎焊温度分别为820, 860, 900 ℃时得到的接头组织形貌, 保温时间为15 min。
从图5 中可以看出, 随着钎焊温度的升高, Hf /72Ag-28Cu之间的反应层在不断增厚, 块状的Cu-Hf化合物在不断的增大, 连成大片的区域在不断增多, 其中的花纹状Ag-Cu共晶组织由左至右在不断减少, 升温至900 ℃ 已基本消失。由于温度的升高, 活性元素Hf[15]具有了较强的化学活性, Hf母材中的Hf向钎缝方向扩散加剧, Cu母材向钎料中溶解量也在增多, 所以形成的Cu-Hf化合物不断增多, 因此升温至900 ℃ 时已基本全部为大块连成片的Cu-Hf化合物, 由于钎缝的成分越来越偏离共晶成分, 在钎焊后的冷却过程中析出含Ag的铜基固溶体也在逐渐增多, 这在900 ℃时已很明显。
2. 3. 2 保温时间对接头界面组织的影响图6为不同保温时间获得的钎焊接头组织形貌, 钎焊温度为840 ℃。在保温时间为1 min时, 由于时间较短, 钎缝中主要为花纹状的Ag-Cu共晶组织和在铜侧的峰峦状铜基固溶体构成, 随着保温时间由1 ~ 45 min延长, Hf母材中的Hf向钎缝方向不断扩散, Cu母材向钎料中不断溶解, 使得Cu-Hf化合物反应层变地越来越宽。由于保温时间的延长, 钎料向母材扩散越来越充分, 从15 ~ 45 min, 花纹状Ag-Cu共晶组织变化已不像由于温度升高变化那样明显。
2. 4 钎焊工艺对接头强度的影响
2. 4. 1 钎焊温度的影响图7 为Hf / Cu钎焊接头剪切强度随钎焊温度的变化曲线, 保温时间为15 min。从图中可以看出, 接头剪切强度随着钎焊温度的升高而增大, 当钎焊温度超过840 ℃时, 随着钎焊温度的升高, 接头的剪切强度反而下降。当钎焊温度为840 ℃ 时, 剪切强度达到最大值, 为201 MPa。
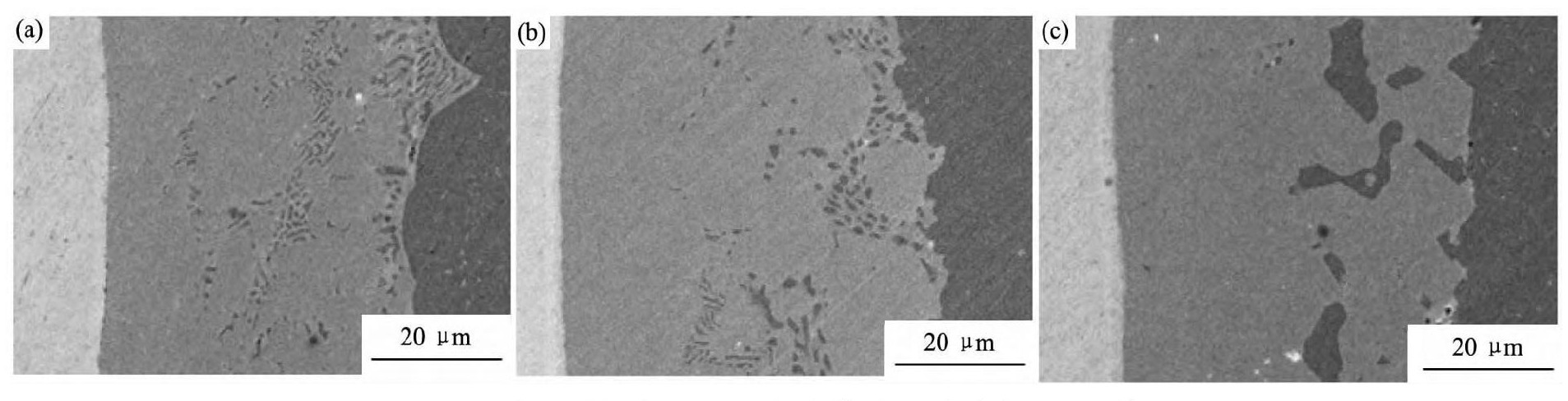
图5保温时间为15 min时不同钎焊温度接头组织形貌Fig.5 Microstructures of joints joined for 15 min at different temperatures
(a) 820℃/15 min; (b) 860℃/15 min; (c) 900℃/15 min

图6钎焊温度为840℃, 不同保温时间的接头组织形貌Fig.6 Microstructure of joints joined at 840℃with different time
(a) 840℃/1 min; (b) 840℃/15 min; (c) 840℃/45 min
2. 4. 2 钎焊保温时间的影响图8 为Hf / Cu钎焊接头剪切强度随保温时间的变化曲线, 钎焊温度为840 ℃。从图中可以看出, 接头剪切强度随着保温时间的延长而增大, 当保温时间超过15 min时, 随着保温时间的延长, 接头的剪切强度反而下降。当保温时间为15 min时, 剪切强度达到最大值, 为201 MPa。
3 分析与讨论
接头的强度取决于接头的界面组织结构, 靠近Hf侧的Cu-Hf化合物相对较硬, 其对缺陷比较敏感, 在试验中也发现了Cu-Hf化合物中出现裂纹。而钎缝中的Ag-Cu共晶组织+ 铜基固溶体相对较软, 可以起到缓解应力的作用。因此, 要得到高强的接头, 必须控制Cu-Hf反应层的厚度及其所占钎焊界面的比例。
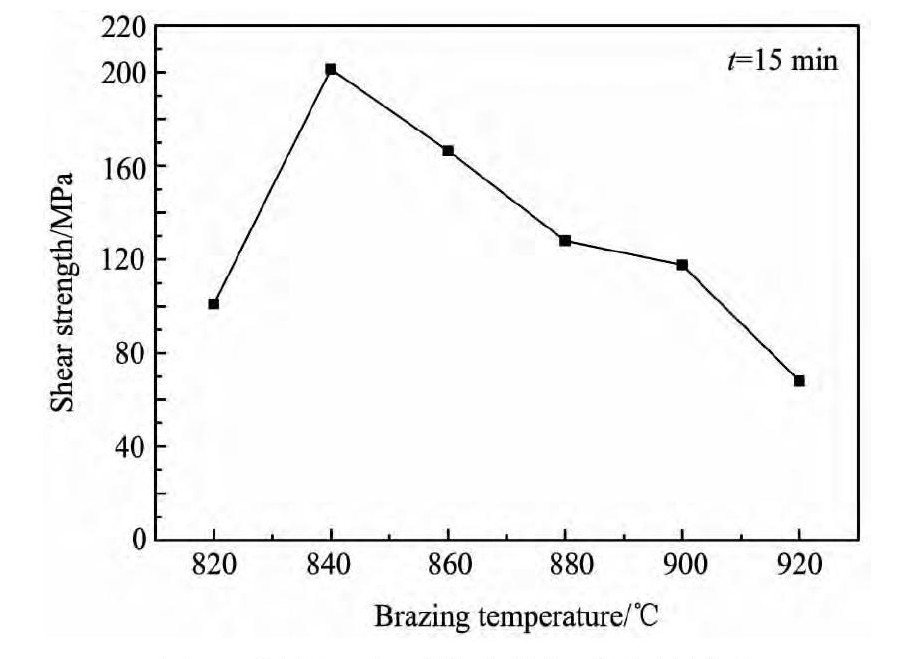
图7 钎焊温度对接头剪切强度的影响Fig. 7 Effect of brazing temperature on shear strength of joint

图8 钎焊时间对接头剪切强度的影响Fig. 8 Effect of brazing time on shear strength of joint
图7 与8 钎焊接头的剪切试验结果表明, 钎焊温度过高与过低、保温时间过长与过短对接头连接强度都是不利的。由以上的分析可知, Hf /Cu接头的界面组织结构为Hf/Cu-Hf化合物+ Hf基固溶体/Hf基固溶体+ Ag-Cu共晶组织+ Cu-Hf化合物+ Cu基固溶体/ 钎料与铜的扩散层/ Cu。钎焊温度低或者保温时间短, 界面反应不充分, 生成的Cu-Hf化合物反应层不连续, 没有形成良好的冶金结合, 而只有扩散层, 界面结合力稍小, 接头强度稍低。而过高的钎焊温度和过长的保温时间造成脆硬性的Cu-Hf化合物呈大块状连续分布, 反应层过厚, 对性能不利, 由于Hf与Cu的线膨胀系数相差很大, 因此过厚的反应层会使钎焊过程中的热应力提高, 钎缝硬脆性增大, 接头应力不易释放, 内部很容易产生微裂纹而使接头强度降低。在高钎焊温度时, 熔融中间层会对母材造成严重溶蚀, 也会降低接头的强度。当钎焊温度为840 ℃, 连接时间为15 min时, 钎缝中的各相分布均匀, 且尚未粗化, 相比温度升高和保温时间延长获得的大块连续状相而言更有分布优势, 起到了弥散强化的作用, 并有利于应力的缓解释放, 此时剪切强度最高。
4 结论
1. 采用72Ag-28Cu钎料对铪与铜进行了真空钎焊, 结果表明: 随着钎焊温度的升高与保温时间的延长, 接头抗剪切强度都是先升高后降低, 在钎焊温度为840 ℃, 连接时间15 min时, 达到最大值, 超过了200 MPa。
2. 钎焊接头界面生成了Cu51Hf14, Cu8Hf3金属间化合物, 接头组织为Hf/Cu-Hf化合物+ Hf基固溶体/Hf基固溶体+ Ag-Cu共晶组织+ Cu-Hf化合物+ 铜基固溶体/Cu。
3. 由于Hf / Cu接头形成了脆硬性的Cu-Hf化合物, Cu-Hf化合物过多会对缺陷比较敏感, 易产生裂纹, 降低接头强度; Cu-Hf化合物过少导致没有形成良好冶金结合; 因此, 钎焊温度过高或过低, 保温时间过长或过短对接头性能都是不利的。
参考文献
[1] Clarissa A Yablinsky, Ellen K Cerreta, George T Gray, Ⅲ, Donald W Brown, Sven C Vogel.The effect of twinning on the work-hardening behavior and microstructural evolution of hafnium[J].Metallurgical and Materials Transactions A, 2006, 37:1907.
[2] Wang F, Jiang H L, Yin Y X, Zhang S L, Huang Y Z, Wang L J.Influence of sintering temperature on microstructure and composition of hafnium ingots[J].Chinese Journal of Rare Metals, 2013, 37 (1) :108. (王芳, 江洪林, 尹延西, 张顺利, 黄永章, 王力军.烧结温度对铪块孔隙结构和成分的影响[J].稀有金属, 2013, 37 (1) :108.)
[3] Ye Z G, Chen S, Li W L, Wu Y K, Wang L J.Electrorefining of hafnium in KCl-NaCl-K2HfF6molten salt[J].Chinese Journal of Rare Metals, 2012, 36 (5) :791. (叶章根, 陈松, 李文良, 吴延科, 王力军.熔盐电解精炼铪的研究[J].稀有金属, 2012, 36 (5) :791.)
[4] Liu X, Wang L J, Chen S, Wu Y K, Wang X.Research progress in preparation of hafnium metal[J].Chinese Journal of Rare Metals, 2013, 37 (2) :312. (柳旭, 王力军, 陈松, 吴延科, 王鑫.金属铪的制备方法研究进展[J].稀有金属, 2013, 37 (2) :312.)
[5] Ding Y T, Lu Z H, Hu Y, Cao J, Guo T B.Oxidation behavior of pure copper and its influencing factors[J].Journal of Lanzhou University of Technology, 2010, 36 (2) :1. (丁雨田, 卢振华, 胡勇, 曹军, 郭廷彪.纯铜的氧化行为及影响因素[J].兰州理工大学学报, 2010, 36 (2) :1.)
[6] Xu S L, Wang J B.Influence factors of plasma cutting consumable's life[J].Modern Welding, 2004, 27 (3) :77. (许圣麟, 王江波.等离子切割消耗品寿命的影响因素[J].现代焊接, 2004, 27 (3) :77.)
[7] Xie F C, He P, Feng J C.Interface character of highstrength graphite and copper joints brazed with Ti-based amorphous filler metal[J].Transactions of the China Welding Institution, 2008, 29 (3) :73. (谢凤春, 何鹏, 冯吉才.钛基非晶态钎料钎焊高强石墨与铜的界面特征[J].焊接学报, 2008, 29 (3) :73.)
[8] Li F B, Wu A P, Zou G S, Ren J L.Brazing between high purity alumina ceramic and oxygen-free copper[J].Transactions of the China Welding Institution, 2008, 29 (3) :53. (李飞宾, 吴爱萍, 邹贵生, 任家烈.高纯氧化铝陶瓷与无氧铜的钎焊[J].焊接学报, 2008, 29 (3) :53.)
[9] Zhang Q Y, Zhuang H S.Brazing and Soldering Manual[M].Beijing:China Machine Press, 1999.85. (张启运, 庄鸿寿.钎焊手册[M].北京:机械工业出版社, 1999.85.)
[10] Liu Z, Gao L Q.The status quo of OFHC used in vacuum electronic device in Russia[J].Vacuum Electronics, 2005, (1) :62. (刘征, 高陇桥.俄罗斯真空电子器件用无氧铜的现状和应用[J].真空电子技术, 2005, (1) :62.)
[11] Cheng J P, Zhang H M.On the brazing process for INCO718 high-temperature alloy[J].Vacuum, 2010, 47 (3) :31. (程建平, 张红梅.INCO718高温合金钎焊工艺研究[J].真空, 2010, 47 (3) :31.)
[12] Song X G, Cao J, Chen H Y, Si G D, Feng J C.Interfacial microstructure and properties of TiAl joints brazed with composite filler reinforced by particles[J].Transactions of the China Welding Institution, 2013, 34 (7) :13. (宋晓国, 曹健, 陈海燕, 司国栋, 冯吉才.颗粒增强复合钎料钎焊TiAl合金接头界面结构及性能[J].焊接学报, 2013, 34 (7) :13.)
[13] Zhu Y, Wang Y D, Zhao X.Microstructure and strength of graphite and copper brazed joints in vacuum[J].Transactions of the China Welding Institution, 2011, 32 (6) :81. (朱艳, 王永东, 赵霞.石墨与铜真空钎焊接头的组织与强度[J].焊接学报, 2011, 32 (6) :81.)
[14] Hiroaki Okamoto.Phase Diagrams of Dilute Binary Alloys[M].The Materials Information Society, 2000.86.
[15] Li X C, Zhang X Y, Lu Y J, Li K.Interface reaction mechanism of welding Al2O3ceramic with AgCuInTi brazing filler[J].Chinese Journal of Rare Metals, 2013, 37 (1) :71. (李新成, 张小勇, 陆艳杰, 李锴.AgCuInTi钎料焊接Al2O3陶瓷界面反应机制研究[J].稀有金属, 2013, 37 (1) :71.)

